Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
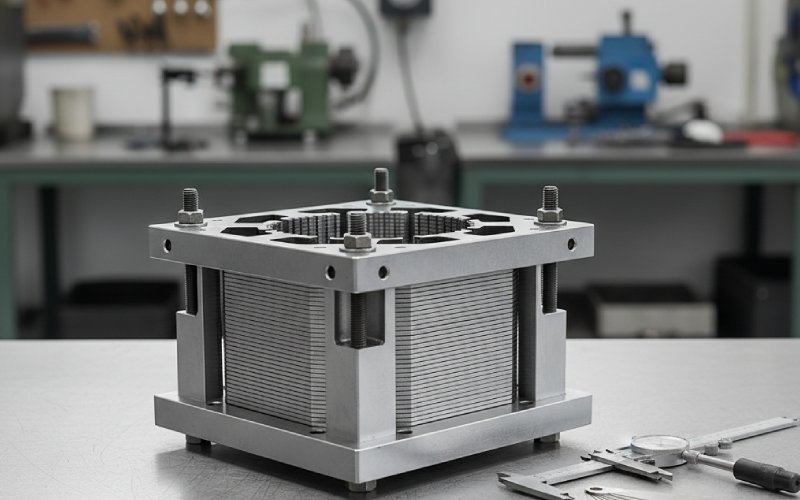
Klemdruk van transformatorkern: te los vs. te strak (en wat te doen)
Kernspandruk komt bijna nooit voor in marketingbrochures. Maar het komt wel naar voren in geluidsklachten, abnormale verliezen, vreemde trillingen en oproloffertes.
Als je werkt met lamineerstapels, Je kent de theorie al van normen en ontwerphandleidingen. Dit stuk gaat over de lastige middenweg: wat er in werkelijkheid gebeurt op echte kernen als de klemming eraf is, en wat je kunt doen als de klemming eraf is. praktisch doen op de werkvloer en in het veld.
Inhoudsopgave
1. Wat klemdruk werkelijk doet met een laminaatstapel
Korte versie: klemmen is niet alleen “staal bij elkaar houden”.
Zelfs met goed siliciumstaal en zorgvuldig stapelen, verandert druk drie dingen tegelijk:
Magnetisch gedrag - Openingen tussen lamellen en openingen tussen ledemaat en juk moduleren het verlies bij nullast en de magnetiserende stroom. Losse stapels ademen meer. Elke cyclus. Dat kost watt.
Mechanisch gedrag - Het actieve deel is in feite een voorgespannen veer. Te weinig voorbelasting en de wikkelingen en kern bewegen onder elektromagnetische druk; te veel voorbelasting en de isolatie wordt geplet en belast. Onderzoek naar online drukbewaking toont aan hoe bekrachtiging en belasting de klemkrachten tijdens bedrijf daadwerkelijk verschuiven.
Trilpatroon - klemdruk op zowel de kern als de wikkelingen verandert de modi die je ziet in trillingsdiagnostiek; lage druk geeft grotere ruimtelijke variatie en wordt geassocieerd met mechanische fouten.
Dus als we zeggen “te los” of “te vast”, hebben we het niet alleen over het aanhaalmoment van de bouten. We hebben het over waar je laminaatstapel magnetisch, mechanisch en thermisch terechtkomt na verzending, onder spanning zetten en een paar jaar belasting.
2. Wanneer de kernklemming te los is
Laten we aannemen dat de laminaten en isolatie in principe in orde zijn. Geen roestschilfers, geen grote bramen. Alleen niet genoeg compressie op de stapel.
2.1 Wat je meestal vroeg ziet
Bij een routinetest en de eerste keer onder spanning zetten, zijn losse laminaatstapels zichtbaar:
Hoger dan verwacht nullastverlies en magnetisatiestroom Omdat de interlaminaire openingen niet uniform gesloten zijn en de effectieve padlengte rommelig is. Je ziet dit vooral als de stapelfactor om te beginnen marginaal is.
Een brom die niet “uniform” is” Normale magnetostrictie brom is één ding. Losse lamellen voegen hogerfrequent gezoem toe, soms richtinggevoelig; loop rond de tank en de toon verandert. Verschillende veldgidsen wijzen naar “losse of slecht geklemde lamellen” als een veel voorkomende hoofdoorzaak van ongewone brom en extra verlies.
Meer spreiding van trillingen in modale tests Onderzoek naar wikkelingstrillingen onder verschillende klemdrukken toont aan dat bij een lage druk zowel de amplitude als de fase meer variëren rond de omtrek - vergelijkbaar met wat je ziet bij transformatoren met mechanische fouten.
Dus: lawaaierig, verliesgevend en moeilijk uit te leggen met alleen kernkwaliteit of ontwerp.
2.2 Wat gebeurt er in de loop van de tijd?
Voeg daar nu jaren van thermische cycli en kortstondige overbelasting aan toe.
Met lage beginklem:
Bouten ontspannen sneller - kruip in houten of composiet afstandhouders, afzetting van laminaten, kruip in pakkingen. Online drukmetingen tonen aan dat kernverwarming de klemdruk al kan verlagen zelfs als je met een behoorlijke voorspanning bent begonnen; laag beginnen versnelt alleen maar het landen in de zone “te los”.
Laminaten beginnen te fretten - Kleine bewegingen aan de randen schrapen coatings, creëren metalen contactbruggen en lokale wervelstroomlussen. Dat voegt lokale hotspots en extra ruis toe.
Bindplaten en kruisarmen verschuiven - Kleine verschuivingen bij de jukarmen of frames kunnen de verbindingen tussen de ledematen en jukken openen en de gestapelde kerngeometrie in gevaar brengen, vooral bij driepotige kernen met kruisarmen die de ledematen en jukken vasthouden. Dit is het patroon dat zichtbaar wordt als brom, energieverlies en soms oververhitting in slecht gecontroleerde geometrie van actieve onderdelen.
Kortsluiting treft harder - Tijdens een storing pieken de elektromagnetische krachten. Bij slechte klemming kunnen wikkelingen en kern ten opzichte van elkaar bewegen, wat niet is hoe het diëlektrische ontwerp is berekend.
2.3 Wat “te los” zegt over je lamineerstapel
Als de klem al het werk moet doen, worden er vaak problemen met de stapelkwaliteit verborgen:
Marginale stapelfactor (stel dat je streeft naar ≥0,96 maar je meet niet systematisch).
Grote variatie in stapeldikte tussen ledematen en jukken.
Bramen die een strak contact verhinderen tenzij je de bouten bijna tot de vernieling aanhaalt.
Dus “lage druk” is soms eigenlijk “stapel en toleranties niet onder controle, dus hebben we de klem verminderd om schade te voorkomen”. Dat is geen stabiele configuratie.
3. Wanneer de kernklemming te strak is
Deze bijt langzamer. En op een rustigere manier.
Te vast aandraaien komt vaak voor tijdens de fabricage en later tijdens reparatiewerkzaamheden, wanneer iemand nerveus is over lawaai en de moeren nog wat verder aandraait. Handleidingen voor hermontage van kernen waarschuwen specifiek voor te vast aandraaien omdat dit isolatie en andere onderdelen kan beschadigen.
3.1 Onmiddellijke effecten
Geplette isolatie op hoeken en onder balken Pressboard, epoxy-glas, zelfs gecoate laminaten hebben een eindige druksterkte. Boven een bepaald punt drukken ze niet meer samen; ze barsten of de coating scheurt.
Vervormde stapelgeometrie Plaatselijke overdruk buigt de ledemaat, of trekt de jukranden naar binnen. Hierdoor verandert de spleetverdeling bij gewrichten en kan het verlies in specifieke gebieden zelfs toenemen als de gemiddelde druk hoog is.
Strekken van bout tegen ongekalibreerde wrijving Als je alleen naar het koppel kijkt, kan wrijvingsvariatie de werkelijke boutspanning ver boven het ontwerp duwen. En je zult het bijna nooit weten, tot de eerste barst of lekkage.
3.2 Problemen op middellange en lange termijn
Beschadigde interlaminaire coating Overmatige druk op randen en bij boutgaten kan de coating breken en gebieden van metaalcontact creëren. Dat stimuleert circulerende wervelstromen en extra hete plekken, en dat is precies wat lamineercoating moet voorkomen.
Veroudering door stress Isolatie die dicht bij de drukgrens wordt belast, veroudert sneller bij temperatuurschommelingen. Combineer druk, hitte, vocht en een beetje corrosieve omgeving en het papier/oliesysteem is niet gelukkig.
Weerstand tegen herbewerking Wanneer je uiteindelijk de kern opnieuw moet stapelen of inspecteren, vertragen te ver ingedrukte afstandhouders en vastzittende lamellen alles en vergroten ze de kans op schade bij demontage. In reparatiegidsen wordt expliciet vermeld dat overmatige klemkracht tijdens eerdere werkzaamheden problemen kan veroorzaken tijdens toekomstige hermontage of opnieuw vastzetten.
En ironisch genoeg levert te strakke klemming niet altijd de stille transformator op die je verwacht. Vervormde geometrie kan nog steeds lawaaierig zijn, alleen in een ander patroon.
4. Snelle diagnose: los vs strak vs “bruikbare zone”.”
Je hebt zelden een meetcel in het kernframe. Maar met behulp van testgegevens en een paar eenvoudige controles kun je toch een vrij goed oordeel vellen.
4.1 Symptoommatrix
Gebruik deze tabel als uitgangspunt voor vermogenstransformatoren met gestapelde laminaten, oliegevulde of droge transformatoren.
Indicator / controle
Te los
Te strak
Bruikbaar bereik
Onbelast verlies vs ontwerp
Hoger dan ontwerp, soms lawaaierige kerntank
Dicht bij ontwerp of iets lager in lab, maar hetere plekken bij klemmen
Binnen tolerantie en consistent tussen eenheden
Magnetiserende stroom
Hoger, meer vervorming
Normaal, tenzij de gewrichten vervormd zijn
Binnen spec en stabiel
Hoorbaar geluidspatroon
Zoemende, lokale “zingende” plekken op tank
Kan over het algemeen stiller zijn, maar met scherpe tonen in de buurt van klemmen
Uniforme brom, voorspelbaar met ontwerp
Trillingsmetingen
Hogere ruimtelijke variatie in amplitude/fase langs wikkelingen en tankwanden
Lagere amplitude maar sommige modi verschoven ten opzichte van model
Dicht bij model / basiseenheden
Infraroodscan rond klemmen
Heetband aan kernranden en rond losse bindplaten
Hot points direct onder balken of bij boutgaten
Gelijkmatige temperatuurverdeling
Aandraaimoment bouten na enig onderhoud
Veel bouten onder het doelmoment; ongelijkmatige verdeling
Koppels in de buurt van de bovenste specificatiegrens, zeer consistent; soms moeilijk te bewegen
Binnen gedefinieerde band, lichte spreiding
Visueel op lamineerstapel
Zichtbare kieren bij voegen, ongelijke stapelhoogte
Randen “gedrukt” in afstandhouders, laminaten licht geknikt
Plat pakket, verbindingen strak maar niet geplet
Het gaat er niet om elk hokje aan te vinken. Twee of drie sterke indicatoren aan één kant geven je al een verhaal.
4.2 Hoe de klemming tijdens bedrijf verschuift
Eén reden waarom diagnostiek verwarrend kan zijn: klemdruk is niet statisch.
Wanneer je inschakelen bij nullast, De kern en de klemplaten warmen eerst op. Metingen van de online klemdruk laten een daling zien als de kern opwarmt en uitzet tegen het frame.
Wanneer je belasting toepassen, Wikkelingen warmen op en duwen in de tegenovergestelde richting, waardoor de druk weer toeneemt.
Dus een kern die bij de assemblage “op het randje van los” was, kan na een paar thermische cycli aanzienlijk losser worden. En een kern die “op het randje van strak” was, kan bepaalde delen van de isolatie overbelasten zodra de temperatuur stijgt.
Zowel ontwerp als onderhoud moeten rekening houden met dit bewegende doel.
5. Klemdruk in een bruikbaar venster krijgen
Er is niet één magisch drukgetal dat past bij elke transformatorgrootte, spanningsniveau en laminaatstaal. Maar er zijn verwerk gewoonten die je weghouden van de extremen.
Aangezien uw site zich richt op lamineerstapels, laten we de lijst verankeren rond de stapel en niet alleen rond de hardware.
5.1 Begin met een gedisciplineerde lamineerstapel
Als de stapel willekeurig is, wordt het klemmen giswerk.
Controleer de braamhoogte en vlakheid - De fabricagegidsen vereisen een zeer lage braamhoogte (in de orde van honderdsten van een millimeter) om hoge stapelfactoren en krappe, uniforme tussenruimten te verkrijgen.
Stapelfactor en verpakkingsdikte meten per ledemaat en per juk, niet alleen door het ontwerp. Sla deze waarden op bij de taak.
Verbindingsgeometrie herhaalbaar houden - In verstek gezaagde verbindingen of step-lap patronen zijn alleen lonend als je de juiste overlap en spleet hebt. Verwacht niet dat de klem verkeerd gesneden laminaten kan “repareren”.
Als je een klant (of je eigen assemblagelijn) een laminaatstapel kunt geven die zich gedraagt als een precisieblok, dan heb je al de helft van de verleiding weggenomen om “het strakker aan te draaien”.
5.2 Ontwerp klemmen als onderdeel van het magnetische circuit, niet als bijzaak
Veel zaken beginnen op de tekentafel:
Dwarsarmen, trekplaten en balken moet druk uitoefenen waar dat nodig is - op actieve kerngebieden - en niet alleen waar dat mechanisch handig is. Praktijkvoorbeelden laten zien dat slecht geplaatste kruisarmen kunnen leiden tot lokale ruis en verlies hotspots, zelfs als de totale klemkracht hoog is.
Kies materialen met compatibele expansie - Door een verkeerde combinatie van kernstaal, verbindingsplaten en afstandhouders verandert de druk als de temperatuur verandert. Zo krijg je goede labgegevens maar problemen in bedrijf.
Grootte van boutdiameters en afstanden voor realistische draaimomenten - Als de berekende voorspanning koppels vereist die uw werkplaats niet consistent kan bereiken, is het hele ontwerp kwetsbaar.
5.3 Een koppel- / spanningsproces definiëren, niet alleen een getal
Op de werkvloer:
Gebruik gekalibreerde momentsleutels of, beter, spanningscontrole (boutverlenging of belastingsindicerende sluitringen) op kritieke klemmen.
Vastdraaien in kruispatronen en fasen zodat de laminaatstapel gelijkmatig wordt samengedrukt.
Noteer de werkelijke draaimomenten of rek; trend ze over vergelijkbare eenheden om te zien waar je werkelijk bent.
Voor B2B-klanten die je blog lezen, kan het aanbieden van een eenvoudige “koppelkaart” voor elk ontwerp van een lamineerstapel je al onderscheiden.
5.4 Plan voor opnieuw aandraaien (of niet)
Niet elke transformator hoeft opnieuw aangedraaid te worden. Maar:
Als je materialen gebruikt die aanzienlijk kruipen tijdens de eerste thermische cycli (bepaalde houtsoorten, sommige composietmaterialen), overweeg dan het specificeren van een eenmalig opnieuw aandraaien na het opwarmen in de fabriek of na een bepaalde onderhoudsperiode.
Als je ontwerp vertrouwt op nauwkeurige klemdruk voor mechanische sterkte onder kortsluiting, kan ongecontroleerd opnieuw aandraaien in het veld zelfs riskant zijn. Maak dat expliciet in je documentatie.
De sleutel is ervoor te zorgen dat de laminaatstapel en klemstructuur samen in een stabiel gebied komen en daar blijven.
6. Gebruikte kernen en reparaties opspannen
Reparaties zijn waar veel “te krappe” rampen gebeuren.
Wanneer een gebruikte transformatorkern wordt gedemonteerd en opnieuw gestapeld, zijn de typische richtlijnen van reparatiebedrijven:
Klem veilig maar met respect voor isolatie - te strak aandraaien kan oude isolatie of coating verbrijzelen, waardoor gedeeltelijke ontlading of nieuwe hete plekken ontstaan; te strak aandraaien brengt trillingen en geluid terug.
Inspecteer laminatieranden en coating; Als je kaal staal ziet in gebieden met hoge druk, moet je misschien de indeling van de klemmen aanpassen of drukverdelende stukken toevoegen in plaats van gewoon meer aan te halen.
Gebruik nieuwe hardware waar corrosie of schade aan de schroefdraad de wrijving zou veranderen en koppelgetallen zinloos zou maken.
Als uw bedrijf lamineerstapels levert voor renovatie, is het verrassend waardevol om een korte klembandrichtlijn bij uw stapels te leveren. U kent uw staal, coating en aanbevolen compressie beter dan het reparatiepersoneel.
7. Checklist ontwerp en inkoop voor lamineerstapels en -klemmen
Een compacte lijst die je daadwerkelijk kunt gebruiken bij ontwerpbeoordelingen en besprekingen met leveranciers.
Voor ontwerpingenieurs
[Stapelfactor en packdiktetoleranties gedefinieerd en gemeten, niet alleen aangenomen.
[Het ontwerp van de verbinding (in verstek/trapsgewijs) omvat realistische productietoleranties.
[De lay-out van de klem dekt actieve gebieden af zonder de kracht in scherpe hoeken te concentreren.
[Boutgrootte en -patroon compatibel met praktische koppel-/spanningsregeling.
[Thermische uitzetting van staal, klemmen en afstandhouders gecontroleerd; effect op druk over bedrijfstemperatuur gemodelleerd.
[Mechanische controles op kortsluiting omvatten de werkelijke stijfheid en voorspanning van de klem.
Voor inkopers / sourcing
[Lamineerstapeltekeningen bevatten stapelhoogte, voeggeometrie en vereisten voor de stapelfactor.
[Leverancier levert bewijs van braambeheersing en coatingkwaliteit.
[Klemonderdelen (trekplaten, balken, dwarsarmen) hebben een gedefinieerde vlakheid en oppervlakteafwerking waar ze in contact komen met lamellen.
[Overeenstemming over de waarden van het koppel of de boutspanning en de meetmethode.
[Voor reparatiestapels noteert de leverancier eventuele speciale limieten voor de klemdruk vanwege de coating of het isolatiesysteem.
Voor test- en onderhoudsteams
[Basisgeluid, trillingen en verlies bij nullast geregistreerd op nieuwe eenheden.
[ ] Boutmomenten gemeten en opgeslagen na eerste gebruik (indien toegestaan door OEM).
[IR-beeldvorming rond kernframe en klemmen opgenomen in periodieke inspecties.
[Elke verandering in brompatroon of verrassende trilling wordt gemarkeerd als een mogelijk klemmenprobleem, niet alleen “oude transformator”.
8. FAQ: klemdruk transformatorkern
Q1. Bestaat er een standaard “juiste” waarde voor de klemdruk?
Niet echt. Verschillende kernafmetingen, staalsoorten, isolatiesystemen en mechanische ontwerpen vragen om verschillende drukbereiken. Normen specificeren meestal de prestaties (ruis, verlies, kortsluitvastheid), niet de exacte voorspanning. Veel fabrikanten behandelen de klemdruk daarom als een interne ontwerpparameter en geven alleen koppelwaarden of procedurele instructies.
Q2. Kan ik de kernbouten aanhalen tot het maximum dat is toegestaan voor de bevestigingsmiddelen?
Nee. De sterkte van de bouten is slechts een deel van het verhaal. De druksterkte van de isolatie, de coating, het materiaal van de afstandhouders en de stijfheid van het frame beperken allemaal de bruikbare druk. Te vast aandraaien kan isolatie en coatings beschadigen, zoals richtlijnen voor reparaties herhaaldelijk waarschuwen.
Q3. Hoe weet ik of mijn lamineerstapel heeft nodig meer druk of beter stapelen?
Kijk naar beide: Als de verliezen, ruis en trillingen weg zijn, maar de stapelfactor en verpakkingsmetingen slecht zijn, repareer dan de stapelen eerst. Als het stapelen schoon en consistent is, maar de bouten snel ontspannen en de ruis met de tijd toeneemt, is de initiële klemvoorspanning en hardwareontwerp waarschijnlijk werk nodig hebben. Meestal is het juiste antwoord een beetje van elk.
Q4. Vermindert een hogere klemming altijd het geluid?
Niet altijd. Een hogere druk vermindert vaak de vrije trilling van lamineringen en wikkelingen, dus het geluid kan afnemen, maar vervormde geometrie of lokale hotspots kunnen nieuwe tooncomponenten introduceren. Trillingsstudies tonen aan dat lage druk de ruimtelijke variatie van trillingen verhoogt; dat betekent niet automatisch dat “maximaal mogelijke druk” ideaal is, alleen dat te laag is duidelijk slecht.
Q5. Hoe zit het met kleine droogtransformatoren of regeltransformatoren?
Ja, maar op een andere manier. Bij kleinere eenheden van het droge type zijn de lamineerstapels en frames eenvoudiger, dus klemfouten zijn makkelijker te herkennen. Losse stapels zijn vaak te zien als hinderlijk gebrom in bedieningspanelen; te strak klemmen kan de kern vervormen en de spleet veranderen, waardoor de prestaties veranderen. De principes zijn hetzelfde; de schaal is kleiner.
Q6. Hoe kan een lamineerleverancier helpen met opspannen als hij de transformator niet monteert?
Heel veel: Zorg voor consistente stapelkwaliteit (stapelfactor, pakhoogte, vlakheid). Aanbevolen delen compressielimieten voor het gebruikte staal en de coating. Opnemen opmerkingen over voeggeometrie en contactgebieden van klemmen op tekeningen, dus de OEM van de transformator ontwerpt het frame rond echte, niet theoretische stapels. Als de laminaatstapel zich voorspelbaar gedraagt onder druk, kan het klemontwerp schoon en conservatief zijn.
Q7. Heeft klemdruk invloed op inschakelstroom?
Indirect. Inschakelstroom wordt voornamelijk veroorzaakt door verzadiging van de kern, restflux en systeemimpedantie. Maar slechte stapeling en losse verbindingen kunnen de effectieve kernkarakteristieken en het plaatselijke verzadigingsgedrag veranderen. Door laminaatstapels en verbindingen uniform te maken en ze vervolgens zo te houden met de juiste klemming, blijft de inschakelstroom binnen het bereik dat uw berekeningen voorspelden.
Cheney is een toegewijde Senior Application Engineer bij Sino, met een sterke passie voor precisieproductie. Hij heeft een achtergrond in werktuigbouwkunde en beschikt over uitgebreide hands-on productie-ervaring. Bij Sino, Cheney richt zich op het optimaliseren van lamineren stack productieprocessen en het toepassen van innovatieve technieken om hoge kwaliteit lamineren stack producten te bereiken.
Brochure nieuwe producten
Vul hieronder je e-mailadres in en we sturen je de nieuwste brochure!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.