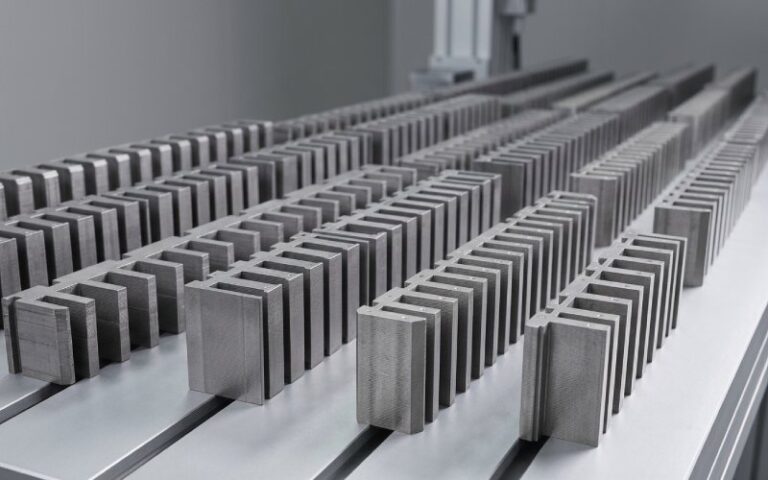
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
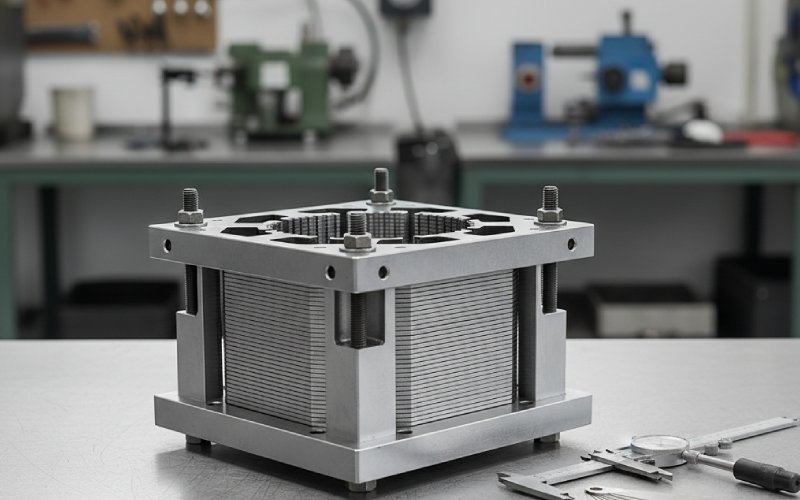
Pressione di serraggio del nucleo del trasformatore: troppo allentata o troppo stretta (e cosa fare)
La pressione di serraggio del nucleo non compare quasi mai nelle brochure di marketing. Ma compare nelle lamentele per il rumore, le perdite anomale, le strane firme delle vibrazioni e i preventivi di riavvolgimento.
Se si lavora con pile di laminazione, Conoscete già la teoria, ricavata dagli standard e dai manuali di progettazione. Questo pezzo riguarda la scomoda via di mezzo: ciò che accade effettivamente sulle anime reali quando il serraggio è disattivato e ciò che si può praticamente fare in officina e sul campo.
Indice dei contenuti
1. Cosa provoca la pressione di serraggio in una pila di laminazione
In breve: il serraggio non è solo “tenere insieme l'acciaio”.
Anche con un buon acciaio al silicio e un accurato accatastamento, la pressione cambia tre cose contemporaneamente:
Comportamento magnetico - Gli spazi tra le laminazioni e tra l'arto e il giogo modulano la perdita a vuoto e la corrente di magnetizzazione. Le pile sciolte respirano di più. A ogni ciclo. Questo costa watt.
Comportamento meccanico - la parte attiva è fondamentalmente una molla precaricata. Se il precarico è insufficiente, gli avvolgimenti e il nucleo si muovono sotto la forza elettromagnetica; se è eccessivo, l'isolamento viene schiacciato e sollecitato. La ricerca sul monitoraggio della pressione online mostra come l'energizzazione e il carico spostino effettivamente le forze della pinza durante il funzionamento.
Modello di vibrazione - La pressione del morsetto sul nucleo e sugli avvolgimenti modifica le modalità che si osservano nella diagnostica delle vibrazioni; una bassa pressione comporta una maggiore variazione spaziale ed è associata a guasti meccanici.
Quindi, quando diciamo “troppo allentato” o “troppo stretto”, non parliamo solo della coppia dei bulloni. Stiamo parlando della posizione della pila di laminazione dal punto di vista magnetico, meccanico e termico dopo la spedizione, l'alimentazione e alcuni anni di cicli di carico.
2. Quando il serraggio del nucleo è troppo allentato
Supponiamo che le laminazioni e l'isolamento siano sostanzialmente a posto. Non ci sono scaglie di ruggine, né bave importanti. Solo che non c'è abbastanza compressione sulla pila.
2.1 Cosa si vede di solito all'inizio
Durante i test di routine e la prima messa in tensione, le pile di laminazione allentate tendono a manifestarsi:
Perdita a vuoto e corrente di magnetizzazione superiori al previsto Perché gli spazi interlaminari non sono chiusi in modo uniforme e la lunghezza effettiva del percorso è disordinata. Ciò si verifica soprattutto se il fattore di impilamento è marginale.
Un ronzio che non è “uniforme” Il normale ronzio da magnetostrizione è una cosa. Le laminazioni allentate aggiungono un ronzio ad alta frequenza, a volte direzionale; se si cammina intorno al serbatoio, il tono cambia. Diverse guide indicano le “laminazioni allentate o mal fissate” come causa comune di ronzii insoliti e perdite extra.
Maggiore diffusione delle vibrazioni nei test modali Gli studi sulle vibrazioni degli avvolgimenti in presenza di diverse pressioni di serraggio mostrano che quando la pressione è bassa, sia l'ampiezza che la fase variano maggiormente lungo la circonferenza, in modo simile a quanto si osserva nei trasformatori con guasti meccanici.
Quindi: rumoroso, con perdite e difficile da spiegare solo con la qualità del nucleo o il design.
2.2 Cosa succede nel tempo
Ora aggiungete anni di cicli termici e sovraccarichi di breve durata.
Con morsetto iniziale basso:
I bulloni si rilassano più velocemente - scorrimento dei distanziatori in legno o composito, assestamento delle laminazioni, scorrimento delle guarnizioni. Le misurazioni in linea della pressione mostrano che il riscaldamento dell'anima può già ridurre la pressione di serraggio anche quando si è partiti con un precarico decente; partire bassi non fa che accelerare l'atterraggio nella zona “troppo allentata”.
Le laminazioni iniziano a frettare - I piccoli movimenti sui bordi raschiano i rivestimenti, creano ponti metallici di contatto e anelli di correnti parassite locali. Questo aggiunge punti caldi locali e ulteriore rumore.
Piastre di fissaggio e bracci trasversali si spostano - piccoli spostamenti sui bracci o sui telai del giogo possono aprire i giunti arto-gioco e compromettere la geometria dell'anima impilata, soprattutto nelle anime a tre gambe con bracci trasversali che tengono gli arti e i gioghi. Questo è lo schema che si manifesta come ronzio, perdita di energia e talvolta surriscaldamento in una geometria delle parti attive mal controllata.
Gli eventi di cortocircuito colpiscono più duramente - Durante un guasto, le forze elettromagnetiche aumentano. Se il serraggio è insufficiente, gli avvolgimenti e il nucleo possono muoversi l'uno rispetto all'altro, e questo non è il modo in cui è stato calcolato il progetto del dielettrico.
2.3 Cosa dice il termine “troppo sciolto” sulla vostra pila di laminazione
Quando la pinza deve fare tutto il lavoro, spesso nasconde problemi di qualità della pila:
Fattore di impilamento marginale (diciamo che si punta a ≥0,96 ma non si misura sistematicamente).
Grande variazione dello spessore della pila tra arti e gioghi.
Bave che impediscono un contatto stretto, a meno che non si serrino i bulloni quasi fino a distruggerli.
Quindi la “bassa pressione” a volte è in realtà “la pila e le tolleranze non sono sotto controllo, quindi abbiamo ridotto la pinza per evitare danni”. Non è una configurazione stabile.
3. Quando il serraggio del nucleo è troppo stretto
Questo morde più lentamente. E in modo più silenzioso.
Il serraggio eccessivo si manifesta spesso durante la produzione e successivamente durante gli interventi di riparazione, quando qualcuno si innervosisce per il rumore e si limita a stringere un po' di più i dadi. Le guide per il riassemblaggio dei nuclei mettono in guardia dal serraggio eccessivo perché può danneggiare l'isolamento e altri componenti.
3.1 Effetti immediati
Isolamento frantumato negli angoli e sotto le travi I pannelli pressati, il vetro epossidico e persino i laminati rivestiti hanno una resistenza alla compressione finita. Oltre un certo punto, non si comprimono, ma si rompono o il rivestimento si strappa.
Geometria della pila distorta La sovrapressione locale inarca l'arto o tira verso l'interno i bordi del giogo. Ciò modifica la distribuzione delle fessure in corrispondenza delle articolazioni e può effettivamente aumentare la perdita in regioni specifiche, anche se la pressione media è elevata.
Allungamento del bullone contro l'attrito non calibrato Se si osserva solo la coppia di serraggio, la variazione dell'attrito può spingere la tensione effettiva del bullone ben al di sopra di quella prevista. E non ve ne accorgerete quasi mai, fino alla prima crepa o perdita.
3.2 Problemi a medio e lungo termine
Rivestimento interlaminare danneggiato Una pressione eccessiva sui bordi e sui fori dei bulloni può rompere il rivestimento e creare zone di contatto metallico. Ciò favorisce la circolazione di correnti parassite e la formazione di ulteriori punti caldi, proprio ciò che il rivestimento laminato dovrebbe evitare.
Invecchiamento assistito da stress L'isolamento caricato vicino al suo limite di compressione invecchia più rapidamente in presenza di cicli di temperatura. Se si combinano pressione, calore, umidità e un po' di ambiente corrosivo, il sistema carta/olio non sarà felice.
Resistenza alla rilavorazione Quando alla fine è necessario rimontare o ispezionare l'anima, i distanziatori troppo compressi e le laminazioni incastrate rallentano tutto e aumentano la possibilità di danni durante lo smontaggio. Le guide alla riparazione segnalano esplicitamente che un'eccessiva forza di serraggio durante il lavoro precedente può creare problemi durante il futuro riassemblaggio o serraggio.
E, ironia della sorte, un serraggio eccessivamente stretto non sempre produce il trasformatore silenzioso che ci si aspetta. La geometria distorta può ancora essere rumorosa, ma con uno schema diverso.
4. Diagnosi rapida: allentato o stretto o “zona utilizzabile”.”
Raramente si dispone di una cella di carico all'interno del telaio del nucleo. Ma si può comunque fare una scelta abbastanza buona usando i dati di prova e alcuni semplici controlli.
4.1 Matrice dei sintomi
Utilizzare questa tabella come punto di partenza per i trasformatori di potenza a lamelle sovrapposte, a olio o a secco.
Indicatore / controllo
Troppo allentato
Troppo stretto
Gamma utilizzabile
Perdita a vuoto rispetto al progetto
Serbatoio centrale più alto del previsto, a volte rumoroso
Vicino al progetto o leggermente inferiore in laboratorio, ma punti più caldi vicino ai morsetti
Entro i limiti di tolleranza e coerenti tra le unità
Corrente di magnetizzazione
Più alto, più distorsione
Normale, a meno che le articolazioni non siano distorte
Entro le specifiche e stabile
Modello di rumore udibile
Macchie “canore” localizzate e più rumorose sul serbatoio
Può essere complessivamente più silenzioso, ma con toni acuti in prossimità dei morsetti
Ronzio uniforme, prevedibile con il design
Misure di vibrazione
Maggiore variazione spaziale in ampiezza/fase lungo gli avvolgimenti e le pareti del serbatoio
Ampiezza inferiore ma alcuni modi spostati rispetto al modello
Vicino alle unità modello/di riferimento
Scansione a infrarossi intorno ai morsetti
Bande calde ai bordi del nucleo e intorno alle piastre di fissaggio allentate
Punti caldi direttamente sotto le travi o in corrispondenza dei fori per i bulloni
Distribuzione uniforme della temperatura
Coppia di serraggio dei bulloni dopo un intervento di manutenzione
Molti bulloni sono al di sotto della coppia target; distribuzione non uniforme
Coppie vicine al limite superiore delle specifiche, molto costanti; a volte difficili da spostare
All'interno della banda definita, lieve dispersione
Visuale sulla pila di laminazione
Lacune visibili in corrispondenza dei giunti, altezza della pila non uniforme
Bordi “stampati” nei distanziatori, laminazioni leggermente deformate
Confezione piatta, giunti serrati ma non schiacciati
Non si tratta di spuntare tutte le caselle. Due o tre indicatori forti su un lato danno già una storia.
4.2 Come si sposta il bloccaggio durante il funzionamento
Un motivo per cui la diagnostica può essere confusa: la pressione di serraggio non è statica.
Quando energia a vuoto, L'anima e le piastre di fissaggio si riscaldano prima. Le misure della pressione di serraggio in linea mostrano un calo quando l'anima si riscalda e si espande contro il telaio.
Quando applicare il carico, gli avvolgimenti si riscaldano e spingono nella direzione opposta, aumentando nuovamente la pressione.
Quindi un nucleo che al momento dell'assemblaggio era “al limite dell'allentamento” può passare a uno stato significativamente più allentato dopo alcuni cicli termici. E un nucleo che era “al limite della tenuta” potrebbe sovraccaricare regioni specifiche dell'isolamento una volta che le temperature salgono.
Sia la progettazione che la manutenzione devono tenere presente questo bersaglio mobile.
5. Come ottenere la pressione di serraggio in una finestra utilizzabile
Non esiste un singolo numero di pressione magico che si adatti a tutte le dimensioni del trasformatore, al livello di tensione e all'acciaio di laminazione. Ma c'è sono elaborare abitudini che vi tengano lontani dagli estremi.
Poiché il vostro sito si concentra sulle pile di laminazione, ancoriamo l'elenco alla pila, non solo all'hardware.
5.1 Iniziare con una pila di laminazione disciplinata
Se la pila è casuale, il serraggio diventa una congettura.
Controllo dell'altezza e della planarità della fresa - Le guide di produzione richiedono un'altezza della bava molto bassa (dell'ordine dei centesimi di millimetro) per ottenere fattori di impilamento elevati e spazi stretti e uniformi.
Misurare il fattore di impilamento e lo spessore della confezione per arto e giogo, non solo per progetto. Memorizzare questi valori con il lavoro.
Mantenere la geometria del giunto ripetibile - Le giunzioni a mitria o i modelli a gradini si rivelano efficaci solo se si riesce a ottenere la giusta sovrapposizione e la giusta distanza. Non aspettatevi che il morsetto “aggiusti” le laminazioni tagliate male.
Se potete consegnare a un cliente (o alla vostra linea di assemblaggio) una pila di laminazione che si comporta come un blocco di precisione, avete già eliminato metà della tentazione di “stringere”.
5.2 Progettare i morsetti come parte del circuito magnetico, non come un ripensamento
Molti problemi iniziano sul tavolo da disegno:
Bracci trasversali, piastre di collegamento e travi dovrebbe applicare la pressione dove è necessaria, ovvero sulle regioni attive del nucleo, e non solo dove è meccanicamente conveniente. Esempi sul campo dimostrano che bracci trasversali mal posizionati possono causare rumore locale e hotspot di perdita, anche se la forza di serraggio complessiva è elevata.
Scegliere materiali con espansione compatibile - La mancata corrispondenza tra acciaio del nucleo, piastre di collegamento e distanziatori modifica la pressione al variare della temperatura. Ecco come ci si ritrova con buoni dati di laboratorio ma con problemi in servizio.
Dimensionare i diametri e gli interassi dei bulloni per coppie realistiche - se il precarico calcolato richiede coppie che la vostra officina non è in grado di raggiungere in modo costante, l'intero progetto è fragile.
5.3 Definire un processo di coppia/tensione, non solo un numero.
In officina:
Utilizzo chiavi dinamometriche calibrate o meglio, controllo della tensione (allungamento dei bulloni o rondelle indicatrici di carico) sui morsetti critici.
Stringere in schemi e fasi incrociate in modo che la pila di laminazione subisca una compressione uniforme.
Registrare le coppie o gli allungamenti effettivi; analizzare le tendenze su unità simili per vedere dove ci si trova realmente.
Per i clienti B2B che leggono il vostro blog, offrire una semplice “mappa della coppia” per ogni progetto di pila di laminazione può già distinguervi.
5.4 Pianificazione della ritorsione (o meno)
Non tutti i trasformatori necessitano di una nuova coppia. Ma:
Se si utilizzano materiali che strisciano in modo significativo durante i primi cicli termici (alcuni legni, alcuni materiali compositi), si deve considerare la possibilità di specificare una una volta sola la coppia di serraggio dopo il funzionamento a caldo in fabbrica o dopo un periodo di servizio definito.
Se il progetto si basa su pressione di serraggio precisa per la resistenza meccanica in caso di cortocircuito, la riattorcigliatura incontrollata in campo può essere rischiosa. Esplicitate questo aspetto nella documentazione.
La chiave è assicurarsi che la pila di laminazione e la struttura del morsetto si muovano insieme in una regione stabile e vi rimangano.
6. Bloccaggio di anime usate e lavori di riparazione
Le riparazioni sono il luogo in cui si verificano molti disastri “troppo stretti”.
Quando il nucleo di un trasformatore usato viene smontato e reimpilato, le indicazioni tipiche delle officine di riparazione sono:
Morsetto in modo sicuro ma con il rispetto dell'isolamento - un serraggio eccessivo può schiacciare il vecchio isolamento o il rivestimento, causando scariche parziali o nuovi punti caldi; un serraggio insufficiente riporta vibrazioni e rumore.
Ispezione dei bordi di laminazione e del rivestimento; Se si nota acciaio nudo nelle aree ad alta pressione, potrebbe essere necessario modificare la disposizione dei morsetti o aggiungere pezzi di ripartizione della pressione invece di serrare semplicemente di più.
Utilizzo nuovo hardware dove la corrosione o il danneggiamento della filettatura modificherebbero l'attrito e renderebbero insignificanti i numeri di coppia.
Se la vostra azienda fornisce pile di laminazione per la ristrutturazione, offrire una breve linea guida di serraggio con le pile è sorprendentemente prezioso. Conoscete l'acciaio, il rivestimento e la compressione raccomandata meglio di quanto non faccia la squadra di riparazione.
7. Lista di controllo per la progettazione e l'approvvigionamento di pile e morsetti per la laminazione
Un elenco compatto da utilizzare nelle revisioni dei progetti e nelle discussioni con i fornitori.
Per gli ingegneri progettisti
[ ] Tolleranze del fattore di impilamento e dello spessore del pacco definite e misurate, non solo ipotizzate.
[ ] La progettazione del giunto (a mitria o a gradini) include tolleranze di fabbricazione realistiche.
[ ] La disposizione dei morsetti copre le regioni attive senza concentrare la forza negli angoli acuti.
[ ] Dimensioni e schema dei bulloni compatibili con il controllo pratico della coppia/tensione.
[ ] Verifica dell'espansione termica dell'acciaio, dei morsetti e dei distanziatori; effetto modellato sulla pressione alla temperatura di esercizio.
[ ] I controlli meccanici in cortocircuito includono la rigidità e il precarico effettivi del morsetto.
Per gli acquirenti / sourcing
[ ] I disegni della pila di laminazione includono l'altezza della pila, la geometria dei giunti e i requisiti del fattore di impilamento.
[ ] Il fornitore fornisce prove del controllo delle bave e della qualità del rivestimento.
[ ] I componenti del morsetto (piastre di collegamento, travi, bracci trasversali) hanno una planarità e una finitura superficiale definite nei punti in cui entrano in contatto con le laminazioni.
[ ] Accordo sui valori di coppia o tensione dei bulloni e sul metodo di misurazione.
[ ] Per le pile di riparazione, il fornitore indica eventuali limiti speciali sulla pressione di serraggio dovuti al rivestimento o al sistema di isolamento.
Per i team di collaudo e manutenzione
[ ] Rumore di base, vibrazioni e perdite a vuoto registrate sulle nuove unità.
[ ] Coppie dei bulloni misurate e memorizzate dopo il funzionamento iniziale (se consentito dall'OEM).
[ ] La ripresa a infrarossi intorno al telaio del nucleo e ai morsetti è inclusa nelle ispezioni periodiche.
[ ] Qualsiasi cambiamento nell'andamento del ronzio o vibrazione sorprendente viene segnalato come potenziale problema di clamping, non solo come “vecchio trasformatore”.
8. FAQ: pressione di serraggio del nucleo del trasformatore
Q1. Esiste un valore standard di pressione di serraggio “corretto”?
Non proprio. Le diverse dimensioni dell'anima, i diversi tipi di acciaio, i sistemi di isolamento e i progetti meccanici richiedono intervalli di pressione diversi. Gli standard di solito specificano il prestazioni (rumore, perdita, resistenza al cortocircuito), non l'esatto precarico. Molti produttori trattano quindi la pressione di serraggio come un parametro di progettazione interno e forniscono solo valori di coppia o istruzioni procedurali.
Q2. Posso semplicemente serrare i bulloni del nucleo al massimo consentito dai dispositivi di fissaggio?
No. La resistenza dei bulloni è solo una parte della storia. La resistenza alla compressione dell'isolamento, il rivestimento di laminazione, i materiali dei distanziatori e la rigidità del telaio limitano la pressione utilizzabile. Un serraggio eccessivo può danneggiare l'isolamento e i rivestimenti, come avvertono ripetutamente le linee guida per le riparazioni.
Q3. Come faccio a sapere se la mia pila di laminazione esigenze Più pressione o migliore impilamento?
Guardate entrambi: Se le perdite, i rumori e le vibrazioni non sono stati rilevati, ma il fattore di impilamento e le misure dell'imballaggio non sono soddisfacenti, correggete il impilamento prima. Se l'accatastamento è pulito e costante, ma i bulloni si rilassano rapidamente e il rumore aumenta con il tempo, il valore iniziale di precarico della pinza e la progettazione dell'hardware necessitano probabilmente di un intervento. Di solito, la risposta giusta è un po' di tutti e due.
Q4. Un serraggio più elevato riduce sempre il rumore?
Non sempre. Una pressione più elevata spesso riduce le vibrazioni libere delle laminazioni e degli avvolgimenti, quindi il rumore può diminuire, ma la geometria distorta o i punti caldi locali possono introdurre nuove componenti tonali. Gli studi sulle vibrazioni dimostrano che la bassa pressione aumenta la variazione spaziale delle vibrazioni; questo non significa automaticamente che la “massima pressione possibile” sia l'ideale, ma solo che troppo basso è chiaramente negativo.
Q5. Per quanto riguarda i piccoli trasformatori a secco o di controllo, è ancora importante?
Sì, ma in modo diverso. Nelle unità a secco più piccole, le pile di laminazione e i telai sono più semplici, quindi gli errori di serraggio sono più facili da individuare. Le pile allentate spesso si manifestano come un fastidioso ronzio nei pannelli di controllo; un serraggio troppo stretto può deformare l'anima e modificare il gap, alterando le prestazioni. I principi sono gli stessi, ma la scala è più piccola.
Q6. Come può un fornitore di laminazione aiutare con il serraggio, se non assembla il trasformatore?
Molto: Fornire qualità costante della pila (fattore di impilamento, altezza del pacco, planarità). Condividi consigliato limiti di compressione per l'acciaio e il rivestimento utilizzati. Includere note sulla geometria dei giunti e sulle aree di contatto dei morsetti sui disegni, quindi il produttore di trasformatori progetta il telaio in base a pile reali, non teoriche. Quando la pila di laminazione si comporta in modo prevedibile sotto pressione, il design della pinza può essere pulito e conservativo.
Q7. La pressione di serraggio influisce sulla corrente di spunto?
Indirettamente. Lo spunto è determinato principalmente dalla saturazione del nucleo, dal flusso residuo e dall'impedenza del sistema. Tuttavia, un cattivo impilamento e giunti allentati possono modificare le caratteristiche effettive del nucleo e il comportamento locale di saturazione. L'uniformità delle pile di laminazione e delle giunzioni, e il loro mantenimento con un serraggio adeguato, contribuiscono a mantenere la corrente di spunto all'interno dell'intervallo previsto dai calcoli.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.