Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Lista di controllo per la qualificazione degli utensili di laminazione del motore: Guida in stile PPAP per nuovi utensili per anime di motori
Indice dei contenuti
Che cos'è una lista di controllo per la qualificazione degli strumenti di laminazione in stile PPAP?
A Lista di controllo per la qualificazione degli strumenti di laminazione in stile PPAP è un metodo di approvazione strutturato utilizzato per verificare che un nuovo strumento di stampaggio sia in grado di produrre ripetutamente laminazioni del motore e pile di laminazioni che soddisfano i requisiti dimensionali, di materiale, magnetici, di assemblaggio e di produzione.
Non è solo un rapporto dimensionale.
È qui che molti lanci si assottigliano.
Un singolo laminazione può superare l'ispezione. La pila può ancora inclinarsi. Le bave possono essere rivolte nella direzione sbagliata. I danni al rivestimento possono creare un contatto elettrico tra le laminazioni. L'altezza della pila può spostarsi dopo il riscaldamento dell'utensile. La pressa può funzionare bene a velocità di prova e sbagliare l'alimentazione a velocità di produzione.
Quindi la vera domanda di approvazione è semplice:
Questo strumento di laminazione è in grado di produrre pile di anime di motori accettabili in condizioni di produzione, con variazioni controllate, prove tracciabili e piani di reazione chiari?
Questa lista di controllo è stata creata per rispondere a questa domanda.
Strumento di laminazione a motore pronto per la copia Lista di controllo PPAP
Utilizzare questa tabella come struttura di lavoro per un nuovo pacchetto di qualificazione degli strumenti di laminazione.
Sezione
Requisiti
Prove richieste
Proprietario
Stato
Record di progettazione
Sono disponibili disegni di laminazione e di pila rilasciati
Disegni controllati, specifiche, cronologia delle revisioni
Ingegneria
Aperto / Chiuso
Verifica del materiale
Confermati i dati relativi al tipo di acciaio elettrico, allo spessore, al rivestimento e alla bobina.
Certificato del materiale, registro delle ispezioni in entrata
Qualità / Acquisti
Aperto / Chiuso
Identificazione dello strumento
Numero dell'utensile, revisione, cavità/ corsia e layout dello stampo confermati
Registro di costruzione dell'utensile, disegno dello stampo, file di manutenzione
Utensili
Aperto / Chiuso
Flusso di processo
Processo completo dal ricevimento della bobina alla pila confezionata
Diagramma di flusso del processo
Produzione
Aperto / Chiuso
PFMEA
Esame dei rischi specifici della laminazione
PFMEA con controlli di bava, rivestimento, alimentazione, impilamento e rischio di miscelazione
Qualità / Produzione
Aperto / Chiuso
Piano di controllo
Regole di ispezione e reazione definite
Piano di impostazione, in-process e di ispezione finale
Qualità
Aperto / Chiuso
Prova di funzionamento
Completata la prova della pressa a scopo produttivo
Rapporto di prova, tasso di ictus, tempi di inattività, registro degli scarti
Produzione
Aperto / Chiuso
Ispezione dimensionale
Caratteristiche della laminazione e della pila misurate
Rapporto in palloncino, dati CMM, dati del calibro
Qualità
Aperto / Chiuso
Controllo della bava
Altezza della bava, lato della bava e trend di crescita della bava verificati
Rapporto di misurazione della bava
Qualità / Utensili
Aperto / Chiuso
Stato del rivestimento
Danni al rivestimento e metallo esposto rivisti
Standard visivo, registro di ispezione
Qualità
Aperto / Chiuso
Convalida dello stack
Altezza della pila, parallelismo, allineamento e conteggio confermati
Rapporto di costruzione dello stack
Produzione / Qualità
Aperto / Chiuso
MSA
Sistemi di misurazione di provata efficacia
R&R del calibro o studio di misura adeguato
Qualità
Aperto / Chiuso
Studio di capacità
Le caratteristiche critiche mostrano un comportamento stabile del processo
Rapporto di capacità o studio di stabilità
Qualità
Aperto / Chiuso
Velocità di esecuzione
L'utensile funziona alle condizioni di produzione previste
Record di velocità di esecuzione
Produzione
Aperto / Chiuso
Manutenzione degli strumenti
Limiti di affilatura e usura definiti
Piano di manutenzione preventiva
Utensili
Aperto / Chiuso
Campioni master
L'accoppiamento e la pila approvati sono stati conservati
Campioni master firmati ed etichettati
Qualità
Aperto / Chiuso
Imballaggio
Parti protette da miscela, ruggine, piegatura e danni al rivestimento
Approvazione dell'imballaggio
Logistica / Qualità
Aperto / Chiuso
Approvazione finale
Problemi aperti chiusi o controllati
Sintesi dell'approvazione firmata
Team interfunzionale
Aperto / Chiuso
Una lista di controllo funziona solo se le prove sono reali. “Controllato” non è una prova. Un rapporto, un campione, una registrazione o una decisione firmata sono prove.
Verifica del record di progettazione dello strumento di laminazione
Prima della prova formale, congelare il record del progetto.
Per gli utensili di laminazione del motore, la documentazione di progetto deve includere:
Disegno del profilo di laminazione
Disegno della pila finita
Grado e spessore del materiale
Requisiti del rivestimento
Regola del limite di sbavatura e della direzione della sbavatura
Tolleranze di scanalatura, dente, ponte, foro, OD e caratteristiche principali
Requisiti di altezza della pila e pressione di misura
Conteggio della laminazione
Metodo di impilamento: interblocco, saldatura, incollaggio, rivettatura, inclinazione o impilatura libera
Requisiti di prestazione del magnete o del motore, se applicabili
Caratteristiche critiche e speciali
Requisiti di imballaggio e protezione dalla corrosione
Non considerare il disegno della laminazione piana come un requisito completo. Il motore utilizza la pila. L'utensile deve essere qualificato rispetto alla pila.
Piccolo dettaglio, grande conseguenza: se il disegno controlla la larghezza della scanalatura ma non l'allineamento della scanalatura attraverso la pila, l'avvolgimento può diventare la prima vera stazione di ispezione. E questo è tardivo. E costoso.
Requisiti del materiale e dell'acciaio elettrico
Il materiale deve essere verificato prima che lo strumento venga giudicato.
Un nuovo strumento di laminazione può sembrare instabile quando il vero problema è la variazione della bobina. Può anche sembrare buono durante la prova e fallire in seguito quando il materiale di produzione cambia.
Controllo:
Grado di acciaio
Spessore nominale e reale
Tolleranza di spessore
Tipo di rivestimento e condizioni del rivestimento
Larghezza della bobina
Camber
Condizioni della superficie
Condizione del bordo
Tracciabilità del lotto
Condizioni di conservazione
Compatibilità con la lubrificazione
Per le laminazioni del motore, lo spessore del materiale influisce sull'altezza della pila. Il rivestimento influisce sull'isolamento interlaminare e sul fattore di impilamento. Le condizioni della superficie influiscono sull'alimentazione e sulla formazione di bave. Questi non sono dati di base. Sono contenuti nel pacchetto di omologazione.
Prova dello stampo progressivo e convalida della velocità di esecuzione
Uno strumento di laminazione deve essere qualificato in condizioni di produzione.
Ciò significa che:
Stampa prevista
Sistema di alimentazione previsto
Larghezza della bobina prevista
Lubrificazione prevista
Velocità di corsa prevista
Metodo di impilamento o raccolta previsto
Metodo di ispezione previsto
Istruzioni per l'operatore
Una prova lenta può nascondere dei problemi. La stabilità dell'avanzamento, l'attrazione di slug, i difetti del sensore, il movimento degli scarti, la crescita del calore e la formazione di bave possono cambiare quando l'utensile raggiunge la velocità reale.
Durante il processo formale, registrare:
Premere il numero
Numero e revisione dello strumento
Lotto di bobine
Impostazione della lubrificazione
Tasso di ictus
Tempi di avvio e di arresto
Quantità di rottami
Motivi di inattività
Rettifiche effettuate
Risultati del primo pezzo, di metà corsa e dell'ultimo pezzo
Risultati della costruzione dello stack
Parti in attesa di approvazione
Se l'utensile richiede ripetute regolazioni per ottenere pezzi accettabili, non approvarlo come stabile. Potrebbe comunque essere riparabile. Un'altra cosa.
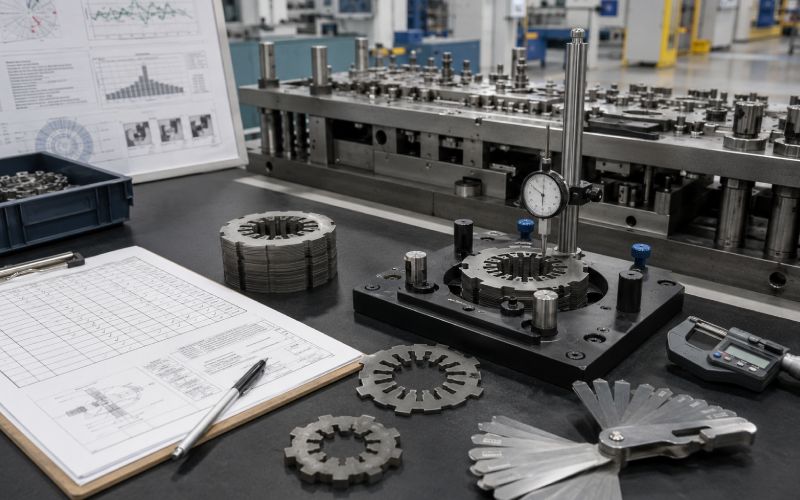
Criteri di ispezione dimensionale della laminazione
Il rapporto dimensionale deve riguardare sia la singola laminazione che la pila finita.
Ispezione individuale della laminazione
Caratteristiche di misura come:
Diametro esterno
Diametro interno o foro
Larghezza dello slot
Apertura della fessura
Larghezza del dente
Geometria della punta del dente
Larghezza del ponte
Chiavi di accesso o elementi di localizzazione
Posizione del foro
Tolleranza del profilo
Piattezza
Spessore del materiale
Altezza della bava
Ispezione della pila
Misurare o verificare:
Altezza della pila
Conteggio della laminazione
Parallelismo dello stack
Allineamento degli slot
Allineamento del foro
Allineamento OD
Accatastamento snello
Torsione
Angolo di obliquità, se applicabile
Altezza dell'interblocco o condizioni di saldatura/legame
Movimento di laminazione non uniforme
Peso della pila, se utilizzato come controllo di processo
Non basatevi solo sulla pila più bella. Estraete i campioni in tutto il percorso. All'inizio, al centro, alla fine. Dopo gli arresti. Dopo il cambio di bobina, se la prova ne prevede uno. Dopo la regolazione, se si è verificata una regolazione.
È lì che di solito si trova la verità.
Altezza della fresa, direzione della fresa e controllo della qualità dei bordi
Il controllo delle bave è uno dei motivi principali per cui l'approvazione degli strumenti di laminazione necessita di una propria lista di controllo.
Un bordo di laminazione stampato non è neutro. L'altezza della bava, il lato della bava, il rollover e lo strappo del bordo possono influenzare l'altezza della pila, il contatto con il rivestimento, l'assemblaggio e il comportamento magnetico.
Definire:
Altezza massima della fresa
Punti di misurazione della bava
Lato o direzione della fresa
Numero di letture per parte
Frequenza di campionamento
Grilletto per l'affilatura degli utensili
Piano di reazione quando la bava supera il livello di azione
Regola di contenimento per i pezzi realizzati dopo l'ultimo controllo valido
Se necessario, utilizzare due limiti:
Livello di bava
Significato
Azione richiesta
Limite d'azione
Il trend della bava si avvicina al rischio
Aumentare l'ispezione, rivedere gli utensili, pianificare la manutenzione
Limite di rifiuto
Requisiti del prodotto superati
Arresto, contenimento delle parti sospette, correzione dell'utensile, riapprovazione prima del riavvio
Aspettare che venga raggiunto il limite di scarto è un controllo insufficiente. Il processo deve reagire prima che i pezzi si guastino.
Danno al rivestimento e revisione del contatto interlaminare
Il rivestimento in acciaio elettrico è funzionale, non decorativo.
Durante la qualifica, verificare la presenza di:
Graffi
Sbavatura
Metallo nudo
Segni di prelievo
Segni di trascinamento
Brillantatura locale
Danni in prossimità di fessure o ponti
Danni causati da impilamento, interblocco o espulsione
Creare uno standard visivo semplice. Buono. Accettabile. Rifiuto.
Non lasciare il giudizio sul rivestimento alla memoria. Gli operatori cambiano. L'illuminazione cambia. Le persone si abituano ai danni quando li vedono tutti i giorni.
Se il danno al rivestimento è legato al rischio di prestazioni, prima dell'approvazione è necessario eseguire ulteriori test o revisioni ingegneristiche.
Validazione dell'altezza della pila di laminazione e del fattore di impilaggio
L'altezza della pila è più di una dimensione. Riflette lo spessore del materiale, il rivestimento, la bava, la planarità, il comportamento dell'incastro e il metodo di compressione.
Definire il metodo di misurazione prima di raccogliere i dati:
Numero di laminazioni
Pressione o carico di compressione
Punti di misura
Tipo di calibro
Se l'olio deve essere rimosso
Se sono incluse aree di interblocco
Condizione di temperatura, se pertinente
Tolleranza di accettazione
Il fattore di impilamento, talvolta chiamato fattore di laminazione, deve essere esaminato quando il progetto del motore dipende dal contenuto effettivo di acciaio. Può essere influenzato dallo spessore del rivestimento, dalle bave, dalle ondulazioni, dalle condizioni della superficie e dalla compattazione.
Una pila alta a causa di una bava non è la stessa cosa di una pila alta a causa di uno spostamento dello spessore del materiale. Entrambi possono fallire lo stesso numero. La soluzione è diversa.
Requisiti MSA per la qualificazione degli strumenti di laminazione
L'analisi del sistema di misura deve essere completata prima che si abbia fiducia nella capacità del processo.
Privilegiare l'MSA per:
Altezza della bava
Larghezza dello slot
Larghezza del dente
Diametro del foro
Profilo o posizione reale
Altezza della pila
Altezza di interblocco
Angolo di inclinazione
Giudizio visivo sul rivestimento, se utilizzato per il rilascio
Perdita del nucleo o test magnetico, se parte dell'omologazione
Se il sistema di misura non è in grado di separare i pezzi buoni da quelli cattivi, lo studio del processo è debole. Ciò è particolarmente vero per l'altezza della bava. Uno studio sull'altezza della bava eseguito su elementi semplici e piatti non dimostra che il metodo della bava sia accettabile su denti stretti o bordi di scanalature.
Studio della capacità di processo per le caratteristiche critiche della laminazione
Gli studi di capacità devono essere utilizzati su caratteristiche misurabili e stabili.
Tra i buoni candidati ci sono:
Larghezza dello slot
Larghezza del dente
Diametro del foro
OD
Posizione chiave
Altezza della pila
Altezza di interblocco
Altezza della bava, se la ripetibilità della misura è accettabile
Non forzare gli studi di capacità su difetti soggettivi. Per i graffi del rivestimento, i segni delle pallottole e le cricche occasionali, utilizzate la tracciabilità dei difetti, la frequenza delle ispezioni e i piani di reazione.
Per l'approvazione formale, i dati sulla capacità devono provenire dal ciclo di produzione previsto. Non da campioni selezionati a mano. Non dalle condizioni di stampa dei prototipi. Non dopo aver eliminato i pezzi difettosi.
Requisiti della PFMEA e del piano di controllo
La PFMEA deve riflettere le reali modalità di guasto della laminazione.
Includere rischi quali:
Alimentazione errata
Usura del pilota
Tiro delle lumache
Crescita della bava
Danni al rivestimento
Materiale misto
Orientamento errato della laminazione
Conteggio errato delle pile
Interlock allentato
Interblocco troppo alto
Difetto di saldatura o incollaggio
Accatastamento snello
Usura dell'inserto
Bypass del sensore
Ruggine durante lo stoccaggio
Danni durante l'imballaggio
Il piano di controllo dovrebbe quindi rispondere:
Cosa viene controllato?
Come viene controllato?
Quanto spesso?
Da chi?
Con quale calibro?
Qual è il limite?
Cosa succede se il limite non viene rispettato?
Quanto indietro sono contenute le parti sospette?
Un piano di controllo che dice “regolare il processo” non è sufficiente. Dovrebbe dire cosa succede ai pezzi già prodotti.
Manutenzione e riqualificazione degli utensili
Uno strumento di laminazione non è approvato una volta per sempre. È approvato in condizioni note.
Definire i controlli di manutenzione per:
Intervallo di affilatura del punzone
Limiti di usura degli stampi
Inserire regole di sostituzione
Controlli del sensore
Pulizia dello scivolo dei rottami
Controlli di lubrificazione
Usura della guida e del pilota
Condizione del punzone di interblocco
Ispezione post-manutenzione
Definite anche i trigger di riqualificazione.
Dopo la riqualificazione può essere necessaria una riqualificazione parziale o completa:
Riparazione di utensili importanti
Trasferimento dell'utensile a un'altra pressa
Cambio di grado del materiale
Variazione dello spessore del materiale
Cambio di rivestimento
Revisione del progetto
Modifica del metodo di impilamento
Nuova lubrificazione
Andamento imprevisto delle bave
Errori di alimentazione ripetuti
Fuga di qualità interna o del cliente
Non tutte le affilature richiedono un PPAP completo. Ma ogni evento di manutenzione dovrebbe avere un controllo di rilascio. La portata dipende dal rischio.
Criteri di approvazione finale per la pila di laminazione del motore PPAP
Approvare il nuovo strumento di laminazione solo se queste affermazioni sono vere:
Il record del progetto viene rilasciato e corrisponde all'output dello strumento.
È stato utilizzato materiale di produzione.
La prova è stata eseguita alle condizioni di produzione previste.
Le singole laminazioni soddisfano i requisiti dimensionali.
Le pile finite soddisfano i requisiti di pila.
L'altezza e la direzione della fresa sono controllate.
Lo stato del rivestimento è accettabile.
I sistemi di misura sono adatti.
Le prove di capacità o stabilità supportano la produzione.
I rischi della PFMEA sono coperti dal piano di controllo.
I piani di reazione sono chiari.
Vengono definiti i limiti di manutenzione degli utensili.
I campioni master vengono conservati.
L'imballaggio protegge il prodotto.
Le questioni aperte vengono chiuse o controllate con l'approvazione scritta.
L'approvazione non dovrebbe significare “l'ultimo campione sembrava buono”.”
Dovrebbe significare che il processo è stato compreso abbastanza bene da poter essere eseguito.
FAQ avanzate: Qualificazione dello strumento di laminazione del motore
Cosa deve essere incluso in un pacchetto PPAP per la laminazione dei motori?
Un pacchetto solido dovrebbe includere la documentazione di progettazione, la verifica dei materiali, il flusso di processo, la PFMEA, il piano di controllo, la MSA, il rapporto dimensionale, lo studio delle bave, la convalida della pila, lo studio di capacità, il record di esecuzione, il piano di manutenzione, l'approvazione dell'imballaggio, i campioni master e l'approvazione finale firmata.
L'altezza della bava deve essere considerata una caratteristica critica?
Spesso sì. La bava può influire sull'altezza della pila, sul contatto della laminazione, sul gioco dell'avvolgimento, sull'accoppiamento e sulle prestazioni del motore. Se la bava ha un impatto funzionale, deve essere controllata con limiti definiti, luoghi di misurazione, frequenza di campionamento e regole di reazione.
Come deve essere misurata l'altezza della pila durante la qualifica?
L'altezza della pila deve essere misurata utilizzando un numero di laminazioni, un carico di compressione, punti di misurazione e un metodo di misurazione definiti. Senza un metodo fisso, i dati sull'altezza della pila provenienti da operatori o turni diversi potrebbero non essere comparabili.
Per l'approvazione degli strumenti di laminazione è necessario un run-at-rate?
Per gli utensili di produzione, sì. L'utensile deve essere testato alla velocità di produzione e alle condizioni di processo previste. Una prova a bassa velocità potrebbe non evidenziare l'instabilità dell'avanzamento, l'attrazione dei pezzi, le derive dovute al calore, i problemi di gestione degli scarti e la crescita delle bave.
Qual è la differenza tra ispezione della laminazione e ispezione della pila?
L'ispezione della laminazione controlla il singolo pezzo stampato. L'ispezione della pila controlla le condizioni del nucleo motore assemblato. Entrambe sono necessarie perché le piccole variazioni di laminazione possono accumularsi in un'inclinazione della pila, in una deriva dell'altezza, in un disallineamento delle scanalature o in un cattivo comportamento dell'assemblaggio.
Quando deve essere riqualificato uno strumento di laminazione?
La riqualificazione deve essere presa in considerazione dopo una riparazione importante, un trasferimento di utensili, un cambio di materiale, un cambio di rivestimento, un cambio di progetto, un cambio di pressa, un cambio di processo o una deriva inspiegabile della qualità. La portata può essere parziale o completa, a seconda del rischio.
Quali sono gli elementi più comunemente mancanti nella qualificazione degli strumenti di laminazione?
Gli elementi più trascurati sono la direzione delle bave, i danni al rivestimento, l'allineamento della pila, la disponibilità del sistema di misura, i limiti di manutenzione e le regole di contenimento dopo la regolazione dell'utensile. Questi elementi non sono sempre visibili in un rapporto dimensionale di base, ma spesso decidono se l'utensile è veramente pronto per la produzione.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.