Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
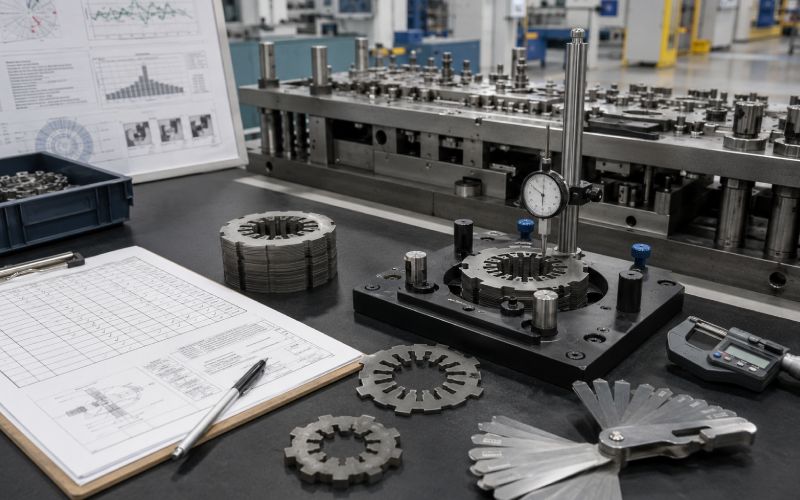
Liste de contrôle pour la qualification de l'outil de lamination du moteur : Guide de type PPAP pour les nouveaux outils de noyaux de moteurs
Table des matières
Qu'est-ce qu'une liste de contrôle de qualification de l'outil de lamination de type PPAP ?
A Liste de contrôle de qualification de l'outil de laminage de type PPAP est une méthode d'approbation structurée utilisée pour vérifier qu'un nouvel outil d'emboutissage peut produire de façon répétée des tôles de moteur et des piles de tôles répondant aux exigences en matière de dimensions, de matériaux, de magnétisme, d'assemblage et de production.
Il ne s'agit pas seulement d'un rapport dimensionnel.
C'est là que de nombreux lancements se font au compte-gouttes.
Un seul laminage peut passer l'inspection. La pile peut encore s'incliner. Les bavures peuvent être orientées dans le mauvais sens. Un revêtement endommagé peut créer un contact électrique entre les tôles. La hauteur de la pile peut dériver après le chauffage de l'outil. La presse peut fonctionner correctement à la vitesse d'essai et présenter des défauts d'alimentation à la vitesse de production.
La véritable question de l'approbation est donc simple :
Cet outil de laminage peut-il produire des piles de noyaux moteurs acceptables dans des conditions de production, avec des variations contrôlées, des preuves traçables et des plans de réaction clairs ?
Cette liste de contrôle est conçue pour répondre à cette question.
Copy-Ready Motor Lamination Tool Liste de contrôle PPAP
Utilisez ce tableau comme structure de travail pour un nouveau programme de qualification de l'outil de laminage.
Section
Exigence
Preuves à fournir
Propriétaire
Statut
Dossier de conception
Des plans de stratification et d'empilage validés sont disponibles
Dessins contrôlés, spécifications, historique des révisions
Ingénierie
Ouvert / Fermé
Vérification des matériaux
Nuance d'acier électrique, épaisseur, revêtement et données sur les bobines confirmées
Certificat de matériel, registre d'inspection à la réception
Qualité / Achats
Ouvert / Fermé
Identification des outils
Confirmation du numéro d'outil, de la révision, de la cavité/voie et de la disposition de la matrice
Dossier de fabrication d'outils, dessin de matrice, dossier de maintenance
Outillage
Ouvert / Fermé
Déroulement du processus
Processus complet, de la réception de la bobine à la pile emballée
Diagramme de processus
Fabrication
Ouvert / Fermé
PFMEA
Examen des risques spécifiques à la stratification
PFMEA avec contrôle des risques de bavures, d'enrobage, d'alimentation, d'empilage et de mélange
Qualité / Fabrication
Ouvert / Fermé
Plan de contrôle
Définition des règles d'inspection et de réaction
Plan d'installation, de contrôle en cours de fabrication et de contrôle final
Qualité
Ouvert / Fermé
Essai
Achèvement de l'essai de la presse à des fins de production
Rapport d'essai, taux d'accidents vasculaires cérébraux, temps d'arrêt, journal des rebuts
Fabrication
Ouvert / Fermé
Contrôle dimensionnel
Caractéristiques de laminage et d'empilage mesurées
Rapport sur les ballons, données CMM, données sur les jauges
Qualité
Ouvert / Fermé
Contrôle des bavures
Vérification de la hauteur, du côté et de la tendance à la croissance de la bavure
Rapport de mesure des bavures
Qualité / Outillage
Ouvert / Fermé
État du revêtement
Dommages au revêtement et métal exposé examinés
Norme visuelle, registre d'inspection
Qualité
Ouvert / Fermé
Validation de la pile
Hauteur de la pile, parallélisme, alignement et comptage confirmés
Rapport de construction de pile
Fabrication / Qualité
Ouvert / Fermé
MSA
Des systèmes de mesure dont l'acceptabilité a été démontrée
R&R de la jauge ou étude de mesure appropriée
Qualité
Ouvert / Fermé
Étude de capacité
Les caractéristiques critiques montrent un comportement stable du processus
Rapport de capacité ou étude de stabilité
Qualité
Ouvert / Fermé
Taux d'exécution
L'outil fonctionne dans les conditions de production prévues
Record de vitesse
Fabrication
Ouvert / Fermé
Entretien des outils
Définition des limites d'affûtage et d'usure
Plan de maintenance préventive
Outillage
Ouvert / Fermé
Échantillons maîtres
Stratification et empilage approuvés retenus
Échantillons maîtres signés et étiquetés
Qualité
Ouvert / Fermé
Emballage
Pièces protégées contre le mélange, la rouille, la flexion et les dommages au revêtement
Approbation de l'emballage
Logistique / Qualité
Ouvert / Fermé
Approbation finale
Questions ouvertes Questions fermées ou contrôlées
Résumé de l'approbation signé
Équipe interfonctionnelle
Ouvert / Fermé
Une liste de contrôle ne fonctionne que si les preuves sont réelles. La mention “vérifié” n'est pas une preuve. Un rapport, un échantillon, un enregistrement ou une décision signée sont des preuves.
Vérification de l'enregistrement de la conception de l'outil de stratification
Avant l'essai formel, figer l'enregistrement du dessin ou modèle.
Pour l'outillage de stratification des moteurs, le dossier de conception doit comprendre les éléments suivants :
Dessin du profil de laminage
Dessin de la pile terminée
Qualité et épaisseur du matériau
Exigences en matière de revêtement
Règle relative à la limite et à la direction des bavures
Tolérances des rainures, des dents, des ponts, des alésages, des diamètres extérieurs et des caractéristiques clés
Exigences relatives à la hauteur de la pile et à la pression de mesure
Exigences en matière de performances magnétiques ou de moteur, le cas échéant
Caractéristiques critiques et spéciales
Exigences en matière d'emballage et de protection contre la corrosion
Ne considérez pas le dessin du laminage à plat comme une exigence complète. Le moteur utilise la pile. L'outil doit être qualifié par rapport à la pile.
Petit détail, grande conséquence : si le dessin contrôle la largeur de la fente mais pas l'alignement de la fente à travers la pile, l'enroulement peut devenir le premier véritable poste d'inspection. C'est un retard. Et coûteux.
Exigences en matière de matériaux et d'acier électrique
Le matériel doit être vérifié avant que l'outil ne soit jugé.
Un nouvel outil de laminage peut sembler instable alors que le véritable problème est la variation de la bobine. Il peut également sembler satisfaisant pendant les essais et échouer plus tard lorsque le matériel de production change.
Vérifier :
Qualité de l'acier
Épaisseur nominale et réelle
Tolérance d'épaisseur
Type et état du revêtement
Largeur de la bobine
Cambrure
État de surface
État des bords
Traçabilité des lots
Conditions de stockage
Compatibilité de lubrification
Pour les tôles de moteur, l'épaisseur du matériau influe sur la hauteur de l'empilage. Le revêtement affecte l'isolation interlaminaire et le facteur d'empilage. L'état de surface affecte l'alimentation et la formation de bavures. Il ne s'agit pas de données de base. Elles font partie du dossier d'homologation.
Essai de la filière progressive et validation de la cadence
Un outil de stratification doit être qualifié dans des conditions de production.
En d'autres termes :
Presse visée
Système d'alimentation prévu
Largeur de bobine prévue
Lubrification prévue
Taux d'accident vasculaire cérébral prévu
Méthode d'empilage ou de collecte prévue
Méthode d'inspection prévue
Instructions destinées à l'opérateur
Un essai lent peut cacher des problèmes. La stabilité de l'avance, l'arrachage des copeaux, les défauts des capteurs, le mouvement des déchets, la croissance de la chaleur et la formation de bavures peuvent changer lorsque l'outil atteint sa vitesse réelle.
Au cours du procès formel, enregistrez :
Appuyer sur le numéro
Numéro et révision de l'outil
Lot de bobines
Réglage de la lubrification
Taux d'AVC
Heures de début et de fin
Quantité de ferraille
Raisons des temps d'arrêt
Ajustements effectués
Résultats de la première pièce, de la mi-parcours et de la dernière pièce
Résultats de la construction de la pile
Pièces en attente d'approbation
Si l'outil doit être ajusté à plusieurs reprises pour produire des pièces acceptables, il ne doit pas être considéré comme stable. Il peut encore être réparé. Ce n'est pas la même chose.
Critères d'inspection dimensionnelle de lamination
Le rapport dimensionnel doit couvrir à la fois le laminage individuel et la pile finie.
Contrôle individuel de la plastification
Mesurer les caractéristiques telles que :
Diamètre extérieur
Diamètre intérieur ou alésage
Largeur de la fente
Ouverture de la fente
Largeur de la dent
Géométrie de l'extrémité de la dent
Largeur du pont
Voies d'accès ou éléments de localisation
Position du trou
Tolérance du profil
Planéité
Epaisseur du matériau
Hauteur de la loupe
Inspection des cheminées
Mesurer ou vérifier :
Hauteur de la pile
Nombre de lamelles
Parallélisme de pile
Alignement des fentes
Alignement de l'alésage
Alignement du diamètre extérieur
Pile maigre
Torsion
Angle d'inclinaison, le cas échéant
Hauteur de l'enclenchement ou état de la soudure/du collage
Mouvement de laminage lâche
Poids de la pile, s'il est utilisé comme contrôle de processus
Ne vous fiez pas uniquement à la pile la plus belle. Tirez des échantillons sur l'ensemble du parcours. Au début, au milieu, à la fin. Après les arrêts. Après le changement de bobine, si l'essai en comporte un. Après l'ajustement, s'il y a eu un ajustement.
C'est là que se trouve généralement la vérité.
Hauteur et direction des bavures, et contrôle de la qualité des arêtes
Le contrôle des bavures est l'une des principales raisons pour lesquelles l'approbation des outils de laminage doit faire l'objet d'une liste de contrôle spécifique.
Un bord de laminage estampé n'est pas neutre. La hauteur et le côté de la bavure, le retournement et la déchirure du bord peuvent affecter la hauteur de la pile, le contact avec le revêtement, l'ajustement de l'assemblage et le comportement magnétique.
Définir :
Hauteur maximale de la bavure
Emplacements de mesure des bavures
Côté ou direction de la bavure
Nombre de lectures par pièce
Fréquence d'échantillonnage
Gâchette d'affûtage d'outils
Plan de réaction lorsque la bavure dépasse le seuil d'intervention
Règle de confinement pour les pièces fabriquées depuis le dernier bon contrôle
Utilisez deux limites si nécessaire :
Niveau de la loupe
Signification
Action requise
Limite d'action
La tendance à la bavure s'approche du risque
Augmenter les inspections, revoir l'outillage, planifier la maintenance
Limite de rejet
Exigence du produit dépassée
Arrêter, contenir les pièces suspectes, corriger l'outil, approuver à nouveau avant le redémarrage.
Attendre que la limite de rejet soit atteinte est un mauvais contrôle. Le processus doit réagir avant que les pièces ne soient défectueuses.
Dommages au revêtement et examen du contact interlaminaire
Le revêtement électrique de l'acier est fonctionnel et non décoratif.
Lors de la qualification, vérifier les points suivants
Rayures
Salissure
Métal nu
Marques d'identification
Marques de traînage
Brûlage local
Dommages à proximité de fentes ou de ponts
Dommages causés par l'empilage, le verrouillage ou l'éjection
Créer une norme visuelle simple. Bon. Acceptable. Rejeté.
Ne laissez pas le jugement sur le revêtement à la mémoire. Les opérateurs changent. L'éclairage change. Les gens s'habituent aux dommages lorsqu'ils les voient tous les jours.
Si l'endommagement du revêtement est lié à un risque de performance, il convient de procéder à des essais supplémentaires ou à un examen technique avant l'approbation.
Validation de la hauteur des piles de laminage et du facteur d'empilage
La hauteur des piles est plus qu'une simple dimension. Elle reflète l'épaisseur du matériau, le revêtement, les bavures, la planéité, le comportement de verrouillage et la méthode de compression.
Définir la méthode de mesure avant de collecter les données :
Nombre de tôles
Pression de compression ou charge
Points de mesure
Type de jauge
L'huile doit-elle être enlevée ?
Les zones de verrouillage sont-elles incluses ?
Conditions de température, le cas échéant
Acceptation tolérance
Le facteur d'empilement, parfois appelé facteur de laminage, doit être examiné lorsque la conception du moteur dépend de la teneur effective en acier. Il peut être influencé par l'épaisseur du revêtement, les bavures, l'ondulation, l'état de surface et le compactage.
Une pile qui est haute en raison de bavures n'est pas la même qu'une pile qui est haute en raison d'un décalage de l'épaisseur du matériau. Les deux peuvent présenter le même nombre de défaillances. La solution est différente.
Exigences MSA pour la qualification des outils de lamination
L'analyse du système de mesure doit être achevée avant de s'assurer de la capacité du processus.
Donner la priorité à la MSA pour :
Hauteur de la loupe
Largeur de la fente
Largeur de la dent
Diamètre de l'alésage
Profil ou position réelle
Hauteur de la pile
Hauteur de verrouillage
Angle d'inclinaison
Jugement visuel de l'enduit, lorsqu'il est utilisé pour le démoulage
Perte de noyaux ou test magnétique, s'il fait partie de l'approbation
Si le système de mesure ne peut pas séparer les bonnes pièces des mauvaises, l'étude du processus est faible. Cela est particulièrement vrai pour la hauteur des bavures. Une étude de jauge de bavure réalisée sur des caractéristiques faciles et plates ne prouve pas que la méthode de bavure est acceptable sur des dents étroites ou des bords de fentes.
Étude de la capacité du processus pour les caractéristiques critiques de lamination
Les études de capacité doivent porter sur des caractéristiques mesurables et stables.
Les bons candidats sont les suivants :
Largeur de la fente
Largeur de la dent
Diamètre de l'alésage
OD
Position de la caractéristique clé
Hauteur de la pile
Hauteur de verrouillage
Hauteur de bavure, si la répétabilité des mesures est acceptable
N'imposez pas d'études de capacité sur des défauts subjectifs. Pour les rayures du revêtement, les marques de balle et les fissures occasionnelles, utiliser le suivi des défauts, la fréquence des inspections et les plans de réaction.
Pour une approbation formelle, les données de capabilité doivent provenir du cycle de production. Il ne s'agit pas d'échantillons sélectionnés à la main. Pas des conditions d'impression de prototypes. Pas après avoir trié les mauvaises pièces.
Exigences en matière d'AMDEP et de plan de contrôle
L'AMDE doit refléter les modes de défaillance réels de la stratification.
Inclure les risques tels que
Mauvaise alimentation
Usure du pilote
Tirer sur les limaces
Croissance de la loupe
Détérioration du revêtement
Matériaux mixtes
Mauvaise orientation de la plastification
Décompte de pile
Interlock en vrac
Verrouillage trop élevé
Défaut de soudure ou de collage
Pile maigre
Usure de la plaquette de l'outil
Contournement du capteur
Rouille pendant le stockage
Dommages causés par l'emballage
Le plan de contrôle doit alors répondre :
Qu'est-ce qui est contrôlé ?
Comment le contrôle s'effectue-t-il ?
À quelle fréquence ?
Par qui ?
Avec quelle jauge ?
Quelle est la limite ?
Que se passe-t-il en cas de dépassement de la limite ?
Jusqu'où les pièces suspectes sont-elles contenues ?
Un plan de contrôle qui dit “ajuster le processus” n'est pas suffisant. Il doit préciser ce qu'il advient des pièces déjà fabriquées.
Déclencheurs de maintenance et de requalification des outils
Un outil de plastification n'est pas approuvé une fois pour toutes. Il est approuvé dans des conditions connues.
Définir les contrôles de maintenance pour :
Intervalle d'affûtage des poinçons
Limites d'usure des matrices
Insérer les règles de remplacement
Contrôle des capteurs
Nettoyage de la goulotte à ferraille
Contrôles de lubrification
Usure du guide et du pilote
État du poinçon d'interverrouillage
Inspection post-maintenance
Définir également les déclencheurs de requalification.
Une requalification partielle ou totale peut être nécessaire après :
Réparation d'outils majeurs
Transfert d'outil vers une autre presse
Changement de catégorie de matériaux
Modification de l'épaisseur du matériau
Changement de revêtement
Révision de la conception
Changement de méthode d'empilage
Nouvelle lubrification
Tendance inattendue à la bavure
Mauvaises alimentations répétées
Évasion de la qualité du client ou de la qualité interne
Tous les affûtages ne nécessitent pas un PPAP complet. En revanche, chaque opération de maintenance doit faire l'objet d'un contrôle de validation. Le champ d'application dépend du risque.
Critères d'approbation finale pour le PPAP de la pile de lamination du moteur
N'approuvez le nouvel outil de plastification que si ces affirmations sont vraies :
L'enregistrement de la conception est validé et correspond à la sortie de l'outil.
Des matériaux destinés à la production ont été utilisés.
L'essai a été réalisé dans les conditions de production prévues.
Les laminés individuels répondent aux exigences dimensionnelles.
Les piles finies répondent aux exigences en matière de piles.
La hauteur et la direction des bavures sont contrôlées.
L'état du revêtement est acceptable.
Les systèmes de mesure sont adaptés.
Les preuves de capacité ou de stabilité soutiennent la production.
Les risques de l'AMAP sont couverts par le plan de contrôle.
Les plans de réaction sont clairs.
Les limites de maintenance des outils sont définies.
Les échantillons maîtres sont conservés.
L'emballage protège le produit.
Les questions ouvertes sont fermées ou contrôlées avec une approbation écrite.
L'approbation ne doit pas signifier “le dernier échantillon avait l'air bon”.”
Cela devrait signifier que le processus est suffisamment bien compris pour être exécuté.
FAQ avancée : Qualification de l'outil de lamination du moteur
Que doit contenir un dossier PPAP pour le laminage des moteurs ?
Un dossier solide doit comprendre le dossier de conception, la vérification des matériaux, le déroulement du processus, l'AMDE, le plan de contrôle, l'AMS, le rapport dimensionnel, l'étude des bavures, la validation de l'empilement, l'étude de capacité, le dossier d'exécution, le plan de maintenance, l'approbation de l'emballage, les échantillons maîtres et l'approbation finale signée.
La hauteur des bavures doit-elle être considérée comme une caractéristique critique ?
Souvent, oui. Les bavures peuvent affecter la hauteur de l'empilement, le contact de la stratification, le jeu de l'enroulement, l'ajustement de l'assemblage et les performances du moteur. Si les bavures ont un impact fonctionnel, elles doivent être contrôlées à l'aide de limites définies, de lieux de mesure, de fréquences d'échantillonnage et de règles de réaction.
Comment la hauteur de la pile doit-elle être mesurée lors de la qualification ?
La hauteur de la pile doit être mesurée à l'aide d'un nombre de laminages, d'une charge de compression, de points de mesure et d'une méthode de mesure définis. En l'absence d'une méthode fixe, les données relatives à la hauteur de la pile provenant de différents opérateurs ou de différentes équipes peuvent ne pas être comparables.
L'approbation de l'outil de pelliculage nécessite-t-elle une cadence de production ?
Pour l'outillage de production, oui. L'outil doit être éprouvé à la vitesse de production prévue et dans les conditions du processus. Un essai à faible vitesse peut manquer l'instabilité de l'alimentation, l'arrachement des copeaux, la dérive due à la chaleur, les problèmes de traitement des déchets et la croissance des bavures.
Quelle est la différence entre l'inspection du laminage et l'inspection de la pile ?
L'inspection du pelliculage permet de vérifier la pièce estampée. L'inspection de l'empilement vérifie l'état du noyau moteur assemblé. Les deux sont nécessaires car de petites variations de laminage peuvent s'accumuler et donner lieu à une déformation de la pile, à une dérive de la hauteur, à un désalignement de la fente ou à un mauvais comportement de l'assemblage.
Quand un outil de plastification doit-il être requalifié ?
La requalification doit être envisagée après une réparation majeure, un transfert d'outil, un changement de matériau, un changement de revêtement, un changement de conception, un changement de presse, un changement de processus ou une dérive inexpliquée de la qualité. Le champ d'application peut être partiel ou total, en fonction du risque.
Quels sont les éléments les plus fréquemment oubliés dans la qualification des outils de laminage ?
Les éléments les plus négligés sont la direction des bavures, les dommages causés au revêtement, l'alignement de la pile, l'état de préparation du système de mesure, les limites de maintenance et les règles de confinement après le réglage de l'outil. Ces éléments ne sont pas toujours visibles dans un rapport dimensionnel de base, mais ils déterminent souvent si l'outil est réellement prêt pour la production.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.