Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
AMDEF pour les piles de laminage : Modes de défaillance, causes, contrôles et priorités basées sur l'AP
Principaux enseignements
Les défaillances les plus risquées sont généralement liées à les bavures, les dommages causés à l'isolation, les défauts d'alignement, les tôles manquantes ou doubles, les mauvais assemblages et les courts-circuits interlaminaires cachés..
L'inspection de la hauteur des piles est utile, mais elle ne peut pas prouver l'intégrité électrique.
La pratique moderne de l'AMDE ne doit pas s'appuyer uniquement sur le classement RPN à l'ancienne. La priorité d'action, ou PA, est désormais largement utilisée dans la méthode harmonisée d'AMDE automobile pour déterminer si une action est hautement, moyennement ou faiblement prioritaire.
Une PFMEA solide de la pile de stratification doit être directement intégrée dans la PFMEA de la pile de stratification. plan de contrôle, La liste de contrôle du processus, la méthode d'inspection, le plan de réaction et la liste de contrôle de l'audit du processus.
Table des matières
Ce que couvre ce PFMEA
A pile de laminage est constitué de plusieurs tôles minces, généralement de l'acier électrique, empilées et fixées dans un noyau magnétique. Il peut faire partie d'un stator, d'un rotor, d'un noyau de transformateur, d'un actionneur, d'un capteur ou d'un autre assemblage électromagnétique.
Cet article se concentre sur le processus de fabrication :
Arrivée de matériel de laminage ou de découpes
Poinçonnage, découpage ou profilage
Nettoyage et manipulation
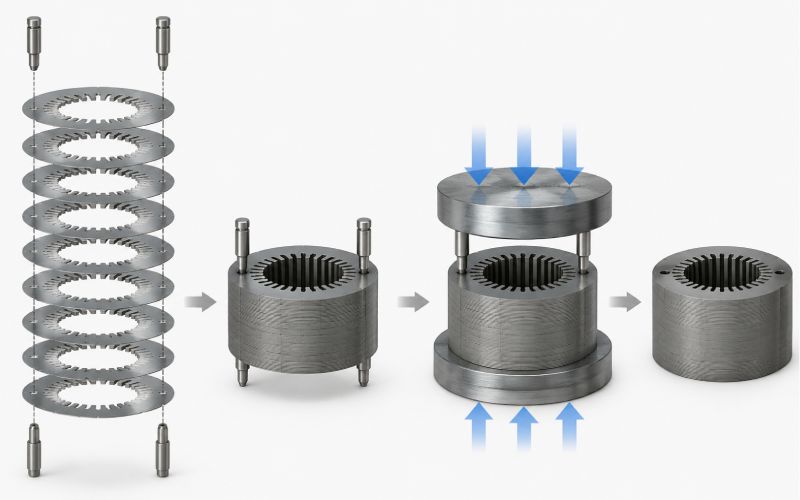
Empilage
Compression
Assemblage, collage, soudage, rivetage ou emboîtement
Inspection finale avant le bobinage, l'insertion de l'aimant, l'assemblage de l'arbre ou l'expédition
Cela signifie qu'il s'agit principalement d'une AMDE de processusou PFMEA.
Certaines questions de conception sont mentionnées parce qu'elles ont une incidence sur le risque de fabrication. Mais elles ne doivent pas être enfouies dans l'AMDE sans discipline. L'épaisseur du laminage, le type de revêtement, la géométrie de la fente, l'angle d'inclinaison, le concept d'assemblage et les objectifs du facteur d'empilage sont généralement des décisions de conception. Une fois qu'elles sont figées, l'AMDEP pose une question différente :
Comment le processus peut-il ne pas aboutir à une conception correcte ?
Petite distinction. Grande différence d'audit.
DFMEA vs PFMEA pour les piles de laminage
Sujet
Préoccupations liées à l'AMDE
Préoccupations liées à l'AMAP
Épaisseur de laminage
L'épaisseur choisie est-elle adaptée à la perte, au coût, à la résistance et à la fabricabilité ?
L'épaisseur correcte est-elle chargée, vérifiée et protégée contre les mélanges ?
Revêtement isolant
Le revêtement répond-il aux exigences électriques, thermiques et de processus ?
Le revêtement est-il rayé, écrasé, contaminé ou endommagé au cours de la production ?
Géométrie des fentes
La conception de la fente prend-elle en compte le bobinage, le trajet du flux, le bruit et le facteur de remplissage ?
Les fentes sont-elles déformées, bavées, mal alignées ou hors profil après la découpe et l'empilage ?
Hauteur de la pile
La hauteur nominale de la pile est-elle adaptée à la conception électromagnétique et mécanique ?
La hauteur réelle de la pile est-elle erronée en raison de feuilles manquantes, de feuilles doubles, de débris, de bavures ou d'une erreur de compression ?
Méthode d'assemblage
Le soudage, le collage, l'emboîtement ou le rivetage sont-ils adaptés à la résistance et aux performances magnétiques ?
Les paramètres de jonction sont-ils contrôlés, vérifiés et contenus lorsqu'ils sont hors de la fenêtre ?
Obliquité
Le skew réduit-il l'ondulation du couple, le bruit ou le cogging comme prévu ?
L'angle d'inclinaison est-il construit correctement et de manière répétée ?
Une AMDE propre ne prétend pas revoir la conception du moteur ou du transformateur. Elle contrôle le processus de construction de la pile.
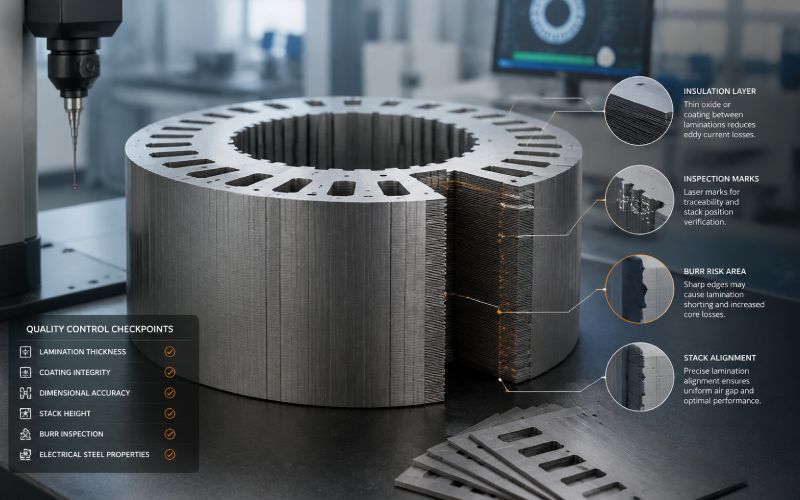
Pourquoi l'AMDE de la pile de laminage ne se limite pas à des contrôles dimensionnels
La difficulté réside dans le fait que de nombreux défauts des piles de pelliculage se cachent bien.
Une pile peut passer l'inspection de la hauteur tout en présentant un défaut électrique. Un alésage peut être mesuré correctement alors que plusieurs fentes internes sont légèrement tournées. Une soudure peut sembler acceptable et laisser la pile détachée après un cycle thermique. Une bavure peut être minuscule à l'œil nu et couper l'isolation lorsqu'elle est comprimée.
Les tôles d'acier électrique sont isolées les unes des autres pour limiter les courants de Foucault ; les défauts interlaminaires peuvent augmenter les pertes dans le noyau et endommager les machines électriques. Les bavures dues au poinçonnage ou à la découpe peuvent compromettre l'isolation entre les tôles adjacentes et créer des contacts conducteurs aléatoires lors du pressage des piles.
C'est pourquoi une AMDE efficace ne se contente pas de demander : “La pièce est-elle dans les tolérances ?”.”
Il demande :
Qu'est-ce que le processus a fait à la pile que le dessin ne peut pas facilement montrer ?
Tableau PFMEA pour la fabrication de piles de laminage
Utilisez-le comme modèle de travail. La colonne AP n'est pas une note fixe. Elle indique où la priorité d'action mérite généralement une attention particulière. Votre PA réel doit être établi à partir de vos tableaux S/O/D internes, des exigences du client et de la méthode de gestion des risques.
Étape du processus
Mode de défaillance
Cause probable
Effet
Contrôle de la prévention
Contrôle de la détection
Priorité à l'AP
Matériel entrant
Mauvaise qualité, épaisseur ou revêtement du matériau
Mélange de lots, erreur d'étiquetage, fuite du fournisseur
Perte, chaleur, erreur de hauteur de pile, mauvais assemblage
Séparation des lots, contrôle des codes-barres, liste des matériaux approuvés
Contrôle de l'épaisseur, examen du certificat, vérification du revêtement
Élevée si la sécurité ou les performances sont critiques
Découpage / poinçonnage
Hauteur de bavure excessive
Usure de l'outil, mauvais dégagement de la matrice, poinçon émoussé, variation du matériau
Comment penser à la PA, et pas seulement aux chiffres S/O/D
De nombreux anciens fichiers AMDE multiplient encore la Gravité × l'Occurrence × la Détection en un IPR. Le problème est simple : différentes combinaisons de risques peuvent donner le même chiffre, même si l'une d'entre elles est manifestement plus grave.
La nouvelle approche de l'AP est plus utile parce qu'elle oblige à poser une question avant que les mathématiques ne deviennent décoratives :
Compte tenu de la gravité, de l'occurrence et de la détection, quelle est l'urgence d'agir ?
Pour les piles de laminage, l'AP devrait normalement augmenter lorsque :
L'effet se traduit par de la chaleur, une perte électrique, un court-circuit, une détérioration de l'enroulement, un déséquilibre ou une défaillance du champ.
La cause est liée à l'usure de l'outil, à l'usure du montage ou à un processus qui peut dériver silencieusement.
La détection intervient tardivement, après l'assemblage, le bobinage, l'insertion de l'aimant ou le pressage de l'arbre.
La méthode d'inspection ne permet pas de détecter de manière fiable le véritable défaut.
Le défaut est intermittent.
Une vérité gênante : les défauts intermittents sont souvent pires que les défauts constants. Les défaillances constantes sont remarquées. Les bavures intermittentes, les feuilles sautées, les revêtements rayés ou les piles mal fixées peuvent échapper à l'attention parce que le processus fonctionne encore “pour l'essentiel”.”
C'est exactement le type de risque que le PFMEA devrait détecter.
Contrôles critiques par famille de défaillance
1. Contrôles de la bavure et de l'état des bords
Les bavures ne sont pas seulement esthétiques. Elles peuvent soulever des laminations, endommager le revêtement, créer des ponts conducteurs et affecter la hauteur des piles.
Les bons contrôles sont les suivants
Limitation de la hauteur des bavures en fonction des caractéristiques, et pas seulement en fonction de l'état général de la pièce
Exigence en matière de direction des bavures
Suivi de l'usure des outils par station ou par cavité
Intervalle d'affûtage basé sur la tendance mesurée, et non sur des suppositions
Inspection des arêtes après l'entretien de l'outil
Plan de réaction lorsque la tendance à la bavure approche de la limite
Évitez d'utiliser la hauteur finale de la pile comme principal moyen de contrôle de la bavure. Il est trop tard et trop indirect.
2. Isolation et contrôles des courts-circuits interlaminaires
L'isolation interlaminaire peut être endommagée par des bavures, des rayures, des débris, une compression excessive, une mauvaise manipulation et un assemblage agressif.
Parmi les méthodes de détection utiles, on peut citer
Contrôle de la résistance interlaminaire
Test de perte de noyau
Essai d'excitation à faible flux
Balayage thermique pendant l'essai sous tension
Démontage de l'échantillon après compression ou assemblage
Isolation des pannes sur les piles suspectes
Tous les produits n'ont pas besoin de tous les tests. Mais si la perte de cœur ou la chaleur est un risque clé pour le produit, l'AMDE doit inclure un contrôle électrique fonctionnel quelque part avant que la pile ne devienne coûteuse à mettre au rebut.
3. Contrôles du nombre et de la hauteur des piles
Les laminations manquantes et les doubles laminations sont des erreurs de base, mais elles se produisent toujours.
Utiliser des contrôles superposés :
Comptage de feuilles
Détection de double feuille
Contrôle du poids
Hauteur de la pile sous une charge définie
Courbe force-déplacement lors de la compression
La hauteur seule peut mentir. Une feuille double peut être partiellement masquée par la compression. Une feuille manquante peut être masquée par des bavures, des dépôts de revêtement ou des débris. Associez les mesures.
4. Contrôles de l'alignement et du faux-rond
Pour les empilements de stator et de rotor, de petites erreurs d'alignement peuvent se traduire par une variation de l'entrefer, des problèmes de bobinage, des problèmes de poches magnétiques, une ondulation du couple, du bruit ou un déséquilibre.
Les contrôles doivent comprendre
Nettoyage des données
Contrôle de l'usure des goupilles et des nids
Caractéristiques anti-rotation
Inspection visuelle de l'orientation des fentes
Mesure du faux-rond d'alésage à alésage
Vérification de l'angle d'inclinaison si l'inclinaison est conçue dans la pile
La PFMEA doit mentionner l'usure des fixations comme une cause. Il ne s'agit pas seulement d'une “erreur de l'opérateur”. L'erreur de l'opérateur est parfois réelle. Souvent, il s'agit simplement d'une étiquette paresseuse pour un processus faible.
5. Contrôles d'assemblage
Le soudage, le collage, l'emboîtement et le rivetage présentent tous des risques différents.
Une pile soudée peut être solide mais peut subir des dommages thermiques locaux ou des déformations. Un empilement collé peut être propre mais dépend de l'état de la surface, du durcissement et du contrôle de l'adhésif. Un empilement emboîté peut être efficace pour la production de grands volumes, mais peut introduire des déformations locales s'il n'est pas contrôlé.
Le PFMEA doit établir un lien entre les risques qui se rejoignent et les contrôles effectifs :
Contrôle de l'énergie, de la vitesse, de la position et de la pénétration des soudures
Durée de conservation du liant, rapport de mélange, temps et température de polymérisation
Contrôle de la force du rivet ou de l'interverrouillage
Essai de traction, de cisaillement ou de séparation
Audit transversal
Contrôle dimensionnel après assemblage
Un beau joint n'est pas toujours un bon joint.
Lien avec le plan de contrôle
L'AMDEP n'est pas terminée tant qu'elle n'est pas à l'origine du plan de contrôle.
Risque lié à l'AMAP
Poste du plan de contrôle
Plan de réaction
La bavure dépasse la limite
Contrôle de la bavure à une fréquence définie ; tendance de l'usure de l'outil
Arrêt, mise à l'écart des pièces suspectes depuis le dernier bon contrôle, inspection de l'outil
Double laminage
Capteur de double feuille et vérification du poids
Tenir le lot de piles, vérifier le chargeur, auditer les piles récentes
Désalignement angulaire
Jauge angulaire visuelle ou mécanique
Arrêter la cellule d'empilage, inspecter les goupilles de référence et l'emboîtement
Interlaminaire court
Test de résistance ou de perte de noyau
Contenir le lot, examiner l'historique des bavures, de l'enrobage et de la compression
Faiblesse de la jonction
Contrôle des paramètres et test de traction
Mise en quarantaine des piles jointes, vérification des paramètres de l'équipement
Dérive de la hauteur de la pile
Hauteur sous charge définie et courbe de force de pression
Vérifier l'épaisseur du matériau, les débris, les bavures, l'arrêt de la presse, le nombre de feuilles.
Corrosion
Contrôle de l'humidité du stockage et de l'âge des produits en stock
Trier les produits en souffrance affectés, examiner l'emballage et les conditions de stockage
C'est là que de nombreuses AMDE échouent. Elles énumèrent les risques, puis le plan de contrôle se trouve ailleurs et mentionne une “inspection visuelle”. C'est dans cette lacune que se produisent les évasions.
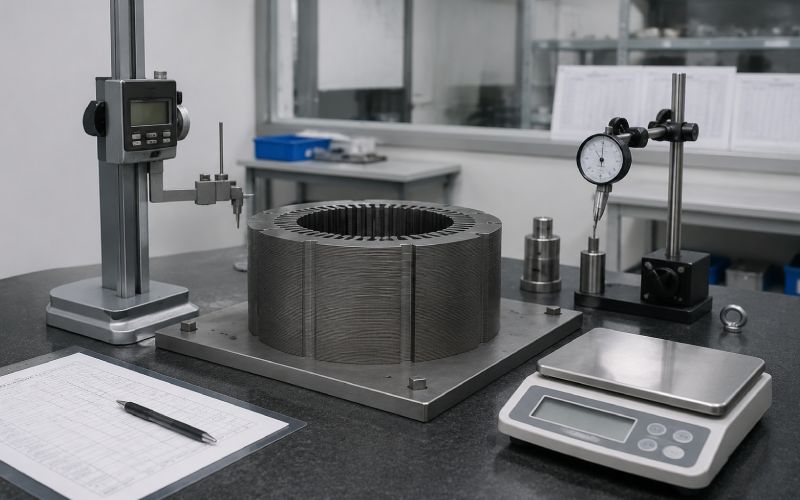
Exemples de mesures pour l'AMDE de la pile de laminage
Il ne faut pas les considérer comme des limites universelles. Il s'agit d'exemples de types de mesures et non de spécifications par défaut.
Caractéristique
Méthode de mesure possible
Pourquoi c'est important
Hauteur de la loupe
Profilomètre à contact, microscope optique, système de vision
Aide à prévenir les dommages à l'isolation et les interférences d'empilage
Hauteur de la pile
Jauge de hauteur sous charge définie
Confirme la hauteur construite dans des conditions reproductibles
Masse de la pile
Balance de précision
Permet de détecter les laminations manquantes ou doubles
Alignement
Système de vision, jauge à fente, échantillonnage CMM
Confirme la relation entre la fente, la dent, l'alésage et le diamètre extérieur
Sortie de route
Indicateur à cadran, système de circularité, MMT
Contrôle les risques d'écart d'air et d'équilibre
Résistance interlaminaire
Test de résistance électrique
Détecte les chemins conducteurs entre les laminés
Perte de base
Support d'essai magnétique
Vérifie le comportement des pertes magnétiques fonctionnelles
Profil de compression
Contrôle de la force et du déplacement de la presse
Trouve des débris, des feuilles doubles, une compression insuffisante, une compression excessive.
Résistance de l'assemblage
Essai de traction, de cisaillement, de pelage ou de séparation
Confirme l'intégrité mécanique de la pile
Les limites spécifiques doivent provenir des exigences de conception, des spécifications du client, des études de capacité, des données sur les matériaux et des résultats de la validation. Deviner les limites pour le référencement serait de la mauvaise ingénierie.
Questions pratiques de révision de l'AMDE
Utilisez-les lors de la réunion. C'est plus efficace que de regarder la feuille de calcul.
Ce défaut peut-il être dû à l'usure de l'outil ?
Peut-elle être cachée par la compression ?
Peut-il passer l'inspection visuelle ?
La maladie peut-elle s'aggraver après l'adhésion ?
Peut-il endommager le bobinage, les aimants, l'ajustement de l'arbre ou l'assemblage du boîtier ?
Peut-il augmenter la perte de cœur ou l'échauffement local ?
La méthode de détection actuelle permet-elle de le trouver ?
Quel est le premier point où ce défaut devient coûteux ?
Quel est le plan de réaction en cas de défaillance du contrôle ?
S'agit-il d'un risque de conception qui prétend être un risque de processus ?
La dernière question permet de gagner du temps. Parfois, le processus est blâmé pour une conception qui n'a pas de marge.
Erreurs courantes de l'AMDE pour les piles de laminage
Erreur 1 : Considérer la hauteur de la pile comme une preuve de sa qualité
La hauteur des piles est importante, mais elle n'est pas une preuve de la santé de l'isolation, d'un comptage correct, de couches propres, d'un bon alignement ou d'un bon assemblage.
Erreur 2 : Tout cacher sous la rubrique “mauvaise qualité de la pile”
Cette phrase est trop large. Il faut la diviser en modes de défaillance réels : double laminage, laminage manquant, bavure courte, désalignement angulaire, faible facteur d'empilage, faible liaison, corrosion, débris, fente déformée.
Erreur n° 3 : utiliser le test du produit final comme principal contrôle de détection
L'examen final est important. Il est également tardif. Si un défaut d'empilage est détecté après l'enroulement ou l'assemblage, l'AMDE doit demander pourquoi l'empilage a été autorisé à progresser.
Erreur n° 4 : ne pas relier l'AMAP à la maintenance
Les poinçons s'usent. Usure des matrices. Les goupilles s'usent. Les capteurs dérivent. Les butées de presse se déplacent. Les montages se salissent. Il ne s'agit pas de problèmes secondaires. Pour les piles de pelliculage, ce sont des causes normales.
Erreur 5 : Mélanger l'AMDE et l'AMDEF sans le dire
Les choix de conception créent l'environnement de risque. Les contrôles de processus gèrent les risques de production. Gardez les deux visibles, mais ne les mélangez pas dans un tableau vague.
FAQ
Quel est le mode de défaillance le plus important dans les piles de laminage ?
Il n'existe pas de mode de défaillance unique et universel. Dans de nombreuses applications, les risques les plus sérieux sont les courts-circuits interlaminaires, les bavures excessives, les défauts d'alignement, les laminations manquantes ou doubles, les mauvais assemblages et le relâchement de l'empilage.
Pourquoi les bavures sont-elles si importantes ?
Les bavures peuvent endommager l'isolation entre les tôles, créer un contact conducteur, affecter la hauteur de la pile et interférer avec le bobinage ou l'assemblage. Dans les noyaux magnétiques, cela peut augmenter les pertes et l'échauffement local.
L'inspection visuelle est-elle suffisante pour les piles de laminage ?
En général, non. L'inspection visuelle peut déceler des dommages évidents, des éléments manquants, de la rouille ou des bavures importantes. Elle est faible pour les courts-circuits internes, les erreurs de comptage masquées par la compression, les dérives angulaires subtiles et les faiblesses d'assemblage.
Faut-il continuer à utiliser l'indice RPN ?
Certaines organisations conservent encore l'IPR pour les anciens systèmes, mais la pratique moderne de l'AMDE dans le secteur automobile donne plus de poids aux décisions d'action basées sur l'AP. L'AP permet d'éviter que des équipes traitent des risques très différents comme égaux simplement parce qu'ils produisent le même résultat de multiplication.
Qu'est-ce qui doit déclencher une mise à jour de l'AMDEP ?
Mettre à jour l'AMDE après des changements d'outils, de matériaux ou de revêtements, de nouveaux paramètres d'assemblage, de nouvelles méthodes d'inspection, le remplacement de montages, des réclamations de clients, des retours sur le terrain, des tendances répétées en matière de rebuts ou tout défaut qui a échappé aux contrôles existants.
Quel est le meilleur signe avant-coureur d'un problème de pile de laminage ?
La tendance à la bavure, la dérive force-déplacement de la presse, les défauts du capteur de double feuille, l'usure du dispositif, la variation anormale de la hauteur de la pile et l'augmentation des échecs des tests électriques sont des signaux précoces forts. Une mauvaise pile est un défaut. Une tendance à la dérive est un processus parlant.
Comment la PFMEA doit-elle être reliée au plan de contrôle ?
Chaque mode de défaillance à haut risque doit faire l'objet d'un contrôle de prévention, d'un contrôle de détection, d'une fréquence d'inspection, d'un propriétaire, d'une méthode d'enregistrement et d'un plan de réaction. Si le PFMEA mentionne un “court-circuit interlaminaire” mais que le plan de contrôle ne prévoit qu'un “contrôle visuel”, c'est que le système présente une faille.
Note finale
Une pile de laminage est une pièce répétée, mais elle n'est pas simple.
Le processus peut commettre la même erreur minuscule des centaines de fois dans un noyau. Les bavures se répètent. Les rayures se répètent. Les erreurs d'alignement se répètent. Les dommages dus à la compression se répètent. La pile finie se comporte alors comme si le défaut avait été conçu pour elle.
Tel est l'objectif de l'AMDEF : il ne s'agit pas de remplir un formulaire, ni d'impressionner un auditeur, ni de classer les risques jusqu'à ce que les chiffres soient bien ordonnés.
Il s'agit de détecter les petites défaillances du processus pendant qu'elles sont encore minimes.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.