Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
PFMEA untuk Tumpukan Laminasi: Mode Kegagalan, Penyebab, Kontrol, dan Prioritas Berbasis AP
Hal-hal Penting yang Dapat Dipetik
Kegagalan dengan risiko tertinggi biasanya berhubungan dengan gerinda, kerusakan insulasi, ketidaksejajaran, laminasi yang hilang atau ganda, penyambungan yang buruk, dan celana pendek interlaminar yang tersembunyi.
Inspeksi ketinggian tumpukan berguna, tetapi tidak dapat membuktikan integritas listrik.
Praktik FMEA modern seharusnya tidak hanya mengandalkan peringkat RPN gaya lama. Action Priority, atau AP, sekarang banyak digunakan dalam metode FMEA otomotif yang diselaraskan untuk memandu apakah tindakan memiliki prioritas tinggi, sedang, atau rendah.
Tumpukan laminasi yang kuat PFMEA harus dimasukkan langsung ke dalam rencana pengendalian, metode inspeksi, rencana reaksi, dan daftar periksa audit proses.
Daftar Isi
Apa saja yang tercakup dalam PFMEA ini
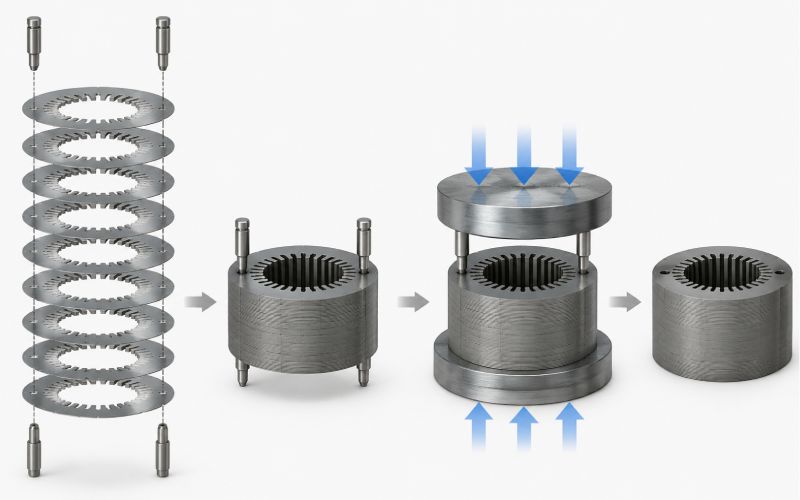
A tumpukan laminasi dibuat dari lembaran logam tipis yang diulang, biasanya baja listrik, ditumpuk dan dipasang ke dalam inti magnet. Ini dapat menjadi bagian dari stator, rotor, inti transformator, aktuator, sensor, atau rakitan elektromagnetik lainnya.
Artikel ini berfokus pada proses pembuatannya:
Bahan laminasi atau blanko yang masuk
Meninju, memotong, atau membuat profil
Pembersihan dan penanganan
Penumpukan
Kompresi
Menggabungkan, mengikat, mengelas, memukau, atau mengunci
Pemeriksaan akhir sebelum penggulungan, pemasangan magnet, perakitan poros, atau pengiriman
Artinya, ini terutama merupakan Proses FMEAatau PFMEA.
Beberapa masalah desain disebutkan karena mempengaruhi risiko produksi. Tetapi mereka tidak boleh terkubur di dalam PFMEA tanpa disiplin. Ketebalan laminasi, jenis pelapisan, geometri slot, sudut kemiringan, konsep penyambungan, dan target faktor tumpukan biasanya dimulai sebagai keputusan desain. Setelah dibekukan, PFMEA mengajukan pertanyaan yang berbeda:
Bagaimana prosesnya bisa gagal membuat desain dengan benar?
Perbedaan kecil. Perbedaan audit yang besar.
DFMEA vs PFMEA untuk tumpukan laminasi
Topik
Kekhawatiran DFMEA
Kekhawatiran PFMEA
Ketebalan laminasi
Apakah ketebalan yang dipilih sesuai dengan kerugian, biaya, kekuatan, dan kemampuan produksi?
Apakah ketebalan yang benar dimuat, diverifikasi, dan terlindung dari pencampuran?
Lapisan isolasi
Apakah pelapis memenuhi persyaratan listrik, termal, dan proses?
Apakah lapisan tergores, hancur, terkontaminasi, atau rusak selama produksi?
Geometri slot
Apakah desain slot mendukung belitan, jalur fluks, noise, dan faktor pengisian?
Apakah slot terdistorsi, bergerigi, tidak sejajar, atau keluar dari profil setelah pemotongan dan penumpukan?
Tinggi tumpukan
Apakah tinggi tumpukan nominal sesuai untuk desain elektromagnetik dan mekanis?
Apakah tinggi tumpukan aktual salah karena ada lembaran yang hilang, lembaran ganda, serpihan, gerinda, atau kesalahan kompresi?
Metode penggabungan
Apakah pengelasan, pengikatan, penguncian, atau pemukau cocok untuk kekuatan dan kinerja magnetik?
Apakah parameter penggabungan dikontrol, diverifikasi, dan ditahan ketika berada di luar jendela?
Miring
Apakah kemiringan mengurangi riak torsi, kebisingan, atau cogging seperti yang dimaksudkan?
Apakah sudut kemiringan dibuat dengan benar dan berulang-ulang?
PFMEA yang bersih tidak berpura-pura mendesain ulang motor atau transformator. Ini mengontrol proses yang membangun tumpukan.
Mengapa tumpukan laminasi PFMEA membutuhkan lebih dari sekadar pemeriksaan dimensi
Bagian yang sulit adalah, bahwa banyak cacat tumpukan laminasi yang tersembunyi dengan baik.
Tumpukan dapat lolos pemeriksaan ketinggian dan masih memiliki kesalahan listrik. Sebuah lubang dapat mengukur dengan benar sementara beberapa slot internal sedikit diputar. Lasan dapat terlihat dapat diterima dan masih membiarkan tumpukan longgar setelah siklus termal. Duri dapat terlihat kecil secara kasat mata dan masih memotong insulasi saat dikompresi.
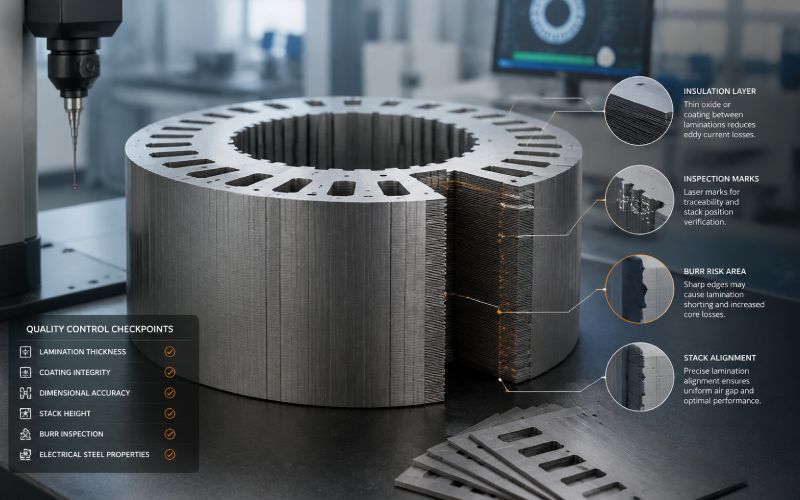
Laminasi baja listrik diisolasi satu sama lain untuk membatasi arus eddy; kesalahan interlaminar dapat meningkatkan kehilangan inti dan menyebabkan kerusakan pada mesin listrik. Gerinda dari pelubangan atau pemotongan dapat merusak insulasi di antara lembaran yang berdekatan dan menciptakan kontak konduktif acak selama pengepresan tumpukan.
Itulah mengapa PFMEA yang berguna tidak hanya menanyakan, “Apakah bagian tersebut masih dalam toleransi?”
Ia bertanya:
Apa yang dilakukan proses pada tumpukan yang tidak dapat dengan mudah ditampilkan pada gambar?
Tabel PFMEA untuk pembuatan tumpukan laminasi
Gunakan ini sebagai templat kerja. Kolom AP bukanlah peringkat yang tetap. Ini menunjukkan di mana prioritas tindakan biasanya membutuhkan perhatian khusus. AP yang sebenarnya harus berasal dari tabel S/O/D internal Anda, persyaratan pelanggan, dan metode risiko.
Langkah proses
Mode kegagalan
Kemungkinan penyebabnya
Efek
Kontrol pencegahan
Kontrol deteksi
Fokus AP
Bahan yang masuk
Tingkat, ketebalan, atau lapisan material yang salah
Kelembaban, waktu WIP yang lama, pengemasan yang buruk
Isolasi yang buruk, ikatan yang buruk, kontaminasi
Kontrol kelembapan, FIFO, kemasan tertutup
Inspeksi permukaan, audit penyimpanan
Sedang
Bagaimana cara berpikir tentang AP, bukan hanya angka S/O/D
Banyak file FMEA lama yang masih mengalikan Severity × Occurrence × Detection ke dalam RPN. Masalahnya sederhana: kombinasi risiko yang berbeda dapat menghasilkan angka yang sama, bahkan ketika salah satunya jelas lebih serius.
Pendekatan AP yang lebih baru lebih berguna karena memaksa pertanyaan sebelum matematika menjadi dekoratif:
Mengingat tingkat keparahan, kejadian, dan deteksi, seberapa mendesak tindakan yang harus dilakukan?
Untuk tumpukan laminasi, AP biasanya harus naik ketika:
Efeknya meliputi panas, kehilangan listrik, korsleting, kerusakan belitan, ketidakseimbangan, atau kegagalan medan.
Penyebabnya terkait dengan keausan alat, keausan perlengkapan, atau proses yang dapat melayang secara diam-diam.
Deteksi terjadi terlambat, setelah penggabungan, penggulungan, penyisipan magnet, atau penekanan poros.
Metode inspeksi tidak dapat diandalkan untuk melihat cacat yang sebenarnya.
Cacat ini bersifat intermiten.
Satu kebenaran yang janggal: kerusakan yang terputus-putus sering kali lebih buruk daripada kerusakan yang konstan. Kegagalan yang konstan akan diperhatikan. Gerinda yang terputus-putus, lembaran yang terlewat, lapisan yang tergores, atau tumpukan yang longgar dapat lolos karena prosesnya masih “sebagian besar berhasil.”
Itulah jenis risiko yang harus ditangkap oleh PFMEA.
Kontrol kritis oleh keluarga kegagalan
1. Kontrol kondisi duri dan tepi
Gerinda bukan hanya kosmetik. Gerinda ini dapat mengangkat laminasi, merusak lapisan, membuat jembatan konduktif, dan memengaruhi ketinggian tumpukan.
Kontrol yang baik meliputi:
Batas ketinggian duri berdasarkan fitur, tidak hanya berdasarkan kondisi bagian secara umum
Persyaratan arah duri
Pelacakan keausan alat berdasarkan stasiun atau rongga
Interval penajaman berdasarkan tren terukur, bukan tebakan
Inspeksi tepi setelah perawatan alat
Rencana reaksi ketika tren duri mendekati batas
Hindari menggunakan ketinggian tumpukan akhir sebagai kontrol duri utama. Ini sudah terlambat dan terlalu tidak langsung.
2. Isolasi dan kontrol pendek interlaminar
Insulasi interlaminar dapat rusak karena gerinda, goresan, serpihan, kompresi yang berlebihan, penanganan yang buruk, dan penyambungan yang agresif.
Metode pendeteksian yang berguna dapat mencakup:
Pemeriksaan resistensi interlaminar
Uji kehilangan inti
Uji eksitasi fluks rendah
Pemindaian termal selama pengujian berenergi
Contoh pembongkaran setelah kompresi atau penyambungan
Isolasi kesalahan pada tumpukan yang dicurigai
Tidak setiap produk membutuhkan setiap pengujian. Tetapi jika kehilangan inti atau panas adalah risiko produk utama, PFMEA harus menyertakan pemeriksaan kelistrikan fungsional di suatu tempat sebelum tumpukan menjadi mahal untuk dibuang.
3. Kontrol jumlah dan tinggi tumpukan
Laminasi yang hilang dan ganda adalah kesalahan dasar, tetapi masih saja terjadi.
Gunakan kontrol berlapis:
Penghitungan lembar
Deteksi lembar ganda
Pemeriksaan berat badan
Tinggi tumpukan di bawah beban yang ditentukan
Kurva perpindahan gaya selama kompresi
Tinggi badan saja bisa berbohong. Lembar ganda mungkin sebagian tertutupi oleh kompresi. Lembaran yang hilang mungkin tertutupi oleh gerinda, penumpukan lapisan, atau serpihan. Pasangkan pengukuran.
4. Kontrol kesejajaran dan runout
Untuk tumpukan stator dan rotor, kesalahan penyelarasan kecil dapat menjadi variasi celah udara, masalah belitan, masalah kantong magnet, riak torsi, kebisingan, atau ketidakseimbangan.
Kontrol harus mencakup:
Pembersihan datum
Pemeriksaan keausan pin dan sarang
Fitur anti-rotasi
Inspeksi penglihatan orientasi slot
Pengukuran runout Bore-to-OD
Verifikasi sudut kemiringan jika kemiringan dirancang ke dalam tumpukan
PFMEA harus mencantumkan keausan perlengkapan sebagai penyebabnya. Bukan hanya “kesalahan operator.” Kesalahan operator terkadang nyata. Sering kali itu hanya label malas untuk proses yang lemah.
5. Menggabungkan kontrol
Pengelasan, pengikatan, penguncian, dan pemukau, semuanya menciptakan risiko yang berbeda.
Tumpukan yang dilas mungkin kuat tetapi dapat mengalami kerusakan atau distorsi panas lokal. Tumpukan yang diikat mungkin bersih tetapi tergantung pada kondisi permukaan, penyembuhan, dan kontrol perekat. Tumpukan yang saling bertautan mungkin efisien untuk produksi bervolume tinggi tetapi dapat menyebabkan deformasi lokal jika tidak dikontrol.
PFMEA harus menghubungkan risiko gabungan dengan pengendalian aktual:
Pemeriksaan energi, kecepatan, posisi, dan penetrasi las
Umur simpan bahan ikatan, rasio campuran, waktu pengawetan, dan suhu pengawetan
Pemantauan gaya paku keling atau interlock
Uji tarik, geser, atau pemisahan
Audit penampang lintang
Pemeriksaan dimensi setelah bergabung
Sambungan yang terlihat bagus tidak selalu merupakan sambungan yang baik.
Hubungan rencana kontrol
PFMEA belum selesai sampai menggerakkan rencana kontrol.
Risiko PFMEA
Item rencana kontrol
Rencana reaksi
Duri melebihi batas
Pemeriksaan duri pada frekuensi yang ditentukan; tren keausan alat
Hentikan, pisahkan bagian yang mencurigakan sejak pemeriksaan terakhir, periksa alat
Laminasi ganda
Sensor lembar ganda dan pemeriksaan berat badan
Tahan lot tumpukan, verifikasi pengumpan, audit tumpukan terbaru
Ketidaksejajaran sudut
Pengukur sudut penglihatan atau mekanis
Hentikan sel susun, periksa pin datum dan sarang
Pendek interlaminar
Uji resistansi atau kehilangan inti
Berisi batch, tinjau riwayat duri/pelapisan/kompresi
Penggabungan yang lemah
Pemantauan parameter dan uji tarikan
Karantina tumpukan yang bergabung, verifikasi pengaturan peralatan
Pergeseran ketinggian tumpukan
Ketinggian di bawah kurva beban dan gaya tekan yang ditentukan
Periksa ketebalan material, serpihan, gerinda, penghenti tekan, jumlah lembar
Korosi
Kelembaban penyimpanan dan pemeriksaan usia WIP
Menyortir WIP yang terpengaruh, meninjau kondisi kemasan dan penyimpanan
Di sinilah banyak FMEA yang gagal. Mereka membuat daftar risiko, kemudian rencana kontrol berada di tempat lain dan mengatakan “inspeksi visual.” Kesenjangan itu adalah tempat terjadinya kelalaian.
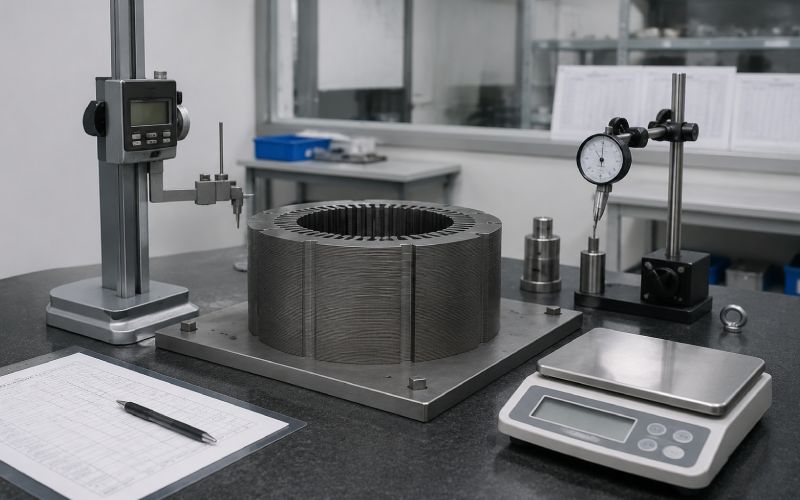
Contoh pengukuran untuk tumpukan laminasi PFMEA
Jangan menyalin ini sebagai batas universal. Ini adalah contoh jenis pengukuran, bukan spesifikasi default.
Karakteristik
Metode pengukuran yang memungkinkan
Mengapa ini penting
Tinggi duri
Profilometer kontak, mikroskop optik, sistem penglihatan
Membantu mencegah kerusakan isolasi dan gangguan penumpukan
Tinggi tumpukan
Pengukur ketinggian di bawah beban yang ditentukan
Mengonfirmasi ketinggian yang dibangun dalam kondisi yang dapat diulang
Massa tumpukan
Skala presisi
Membantu mendeteksi laminasi yang hilang atau ganda
Penjajaran
Sistem penglihatan, pengukur slot, pengambilan sampel CMM
Mengonfirmasi hubungan slot, gigi, lubang, dan OD
Habis
Indikator dial, sistem kebulatan, CMM
Mengontrol risiko celah udara dan keseimbangan
Resistensi interlaminar
Uji ketahanan listrik
Mendeteksi jalur konduktif di antara laminasi
Kehilangan inti
Perlengkapan uji magnetik
Memeriksa perilaku kehilangan magnetik fungsional
Profil kompresi
Pemantauan perpindahan gaya tekan
Menemukan serpihan, lembaran ganda, kompresi kurang, kompresi berlebih
Bergabung dengan kekuatan
Uji tarik, geser, kupas, atau pemisahan
Mengonfirmasi integritas tumpukan mekanis
Batasan spesifik harus berasal dari persyaratan desain, spesifikasi pelanggan, studi kemampuan, data material, dan hasil validasi. Menebak-nebak batasan untuk SEO adalah rekayasa yang buruk.
Pertanyaan-pertanyaan tinjauan PFMEA praktis
Gunakan ini dalam rapat. Cara ini bekerja lebih baik daripada menatap spreadsheet.
Apakah cacat ini dapat disebabkan oleh keausan pahat?
Dapatkah disembunyikan dengan kompresi?
Apakah bisa lolos inspeksi visual?
Apakah bisa menjadi lebih buruk setelah bergabung?
Apakah dapat merusak belitan, magnet, fiting poros, atau rakitan rumah?
Dapatkah hal ini meningkatkan kehilangan inti atau pemanasan lokal?
Dapatkah metode pendeteksian saat ini benar-benar menemukannya?
Apa titik pertama di mana cacat ini menjadi mahal?
Apa rencana reaksi jika kontrol gagal?
Apakah ini risiko desain yang berpura-pura menjadi risiko proses?
Pertanyaan terakhir menghemat waktu. Terkadang prosesnya disalahkan atas desain yang tidak memiliki margin.
Kesalahan umum PFMEA untuk tumpukan laminasi
Kesalahan 1: Memperlakukan tinggi tumpukan sebagai bukti kualitas tumpukan
Ketinggian tumpukan memang penting, tetapi itu bukan bukti kesehatan insulasi, hitungan yang benar, lapisan yang bersih, keselarasan yang baik, atau penyambungan yang baik.
Kesalahan 2: Menyembunyikan segala sesuatu di bawah “kualitas tumpukan yang buruk”
Ungkapan itu terlalu luas. Bagilah menjadi mode kegagalan yang sebenarnya: laminasi ganda, laminasi yang hilang, duri pendek, ketidaksejajaran sudut, faktor tumpukan rendah, ikatan lemah, korosi, serpihan, slot terdistorsi.
Kesalahan 3: Menggunakan uji produk akhir sebagai kontrol deteksi utama
Tes akhir itu penting. Hal ini juga terlambat. Jika ditemukan cacat tumpukan setelah penggulungan atau perakitan, PFMEA harus bertanya mengapa tumpukan dibiarkan bergerak maju.
Kesalahan 4: Tidak menghubungkan PFMEA dengan pemeliharaan
Pukulan memakai. Meninggal pakai. Pin aus. Sensor melayang. Tekan berhenti bergerak. Perlengkapan menjadi kotor. Ini bukan masalah sampingan. Untuk tumpukan laminasi, ini adalah penyebab normal.
Kesalahan 5: Mencampur DFMEA dan PFMEA tanpa mengatakannya
Pilihan desain menciptakan lingkungan risiko. Kontrol proses mengelola risiko produksi. Jaga agar keduanya tetap terlihat, tetapi jangan mencampurnya menjadi satu tabel yang tidak jelas.
PERTANYAAN YANG SERING DIAJUKAN
Apa mode kegagalan yang paling penting dalam tumpukan laminasi?
Tidak ada mode kegagalan tunggal yang universal. Dalam banyak aplikasi, risiko yang paling serius adalah interlaminar short, gerinda yang berlebihan, ketidaksejajaran, laminasi yang hilang atau ganda, penyambungan yang buruk, dan kelonggaran tumpukan.
Mengapa gerinda menjadi masalah besar?
Gerinda dapat merusak insulasi antara laminasi, menciptakan kontak konduktif, memengaruhi ketinggian tumpukan, dan mengganggu penggulungan atau perakitan. Pada inti magnetik, hal tersebut dapat meningkatkan rugi-rugi dan pemanasan lokal.
Apakah inspeksi visual cukup untuk tumpukan laminasi?
Biasanya tidak. Inspeksi visual dapat menangkap kerusakan yang jelas, fitur yang hilang, karat, atau gerinda yang parah. Ini lemah untuk celana pendek internal, kesalahan hitungan yang tertutupi oleh kompresi, pergeseran sudut yang tidak kentara, dan kelemahan sambungan.
Haruskah RPN masih digunakan?
Beberapa organisasi masih menggunakan RPN untuk sistem lama, tetapi praktik FMEA gaya otomotif modern memberikan bobot lebih besar pada keputusan tindakan berbasis AP. AP membantu mencegah tim memperlakukan risiko yang sangat berbeda secara setara hanya karena mereka menghasilkan hasil perkalian yang sama.
Apa yang seharusnya memicu pembaruan PFMEA?
Perbarui PFMEA setelah penggantian alat, penggantian material, penggantian pelapisan, parameter penyambungan baru, metode inspeksi baru, penggantian perlengkapan, keluhan pelanggan, pengembalian produk ke lapangan, tren scrap berulang, atau cacat apa pun yang luput dari kontrol yang ada.
Apa tanda peringatan dini terbaik dari masalah tumpukan laminasi?
Tren duri, pergeseran perpindahan gaya tekan, kesalahan sensor lembar ganda, keausan perlengkapan, variasi ketinggian tumpukan yang tidak normal, dan meningkatnya kegagalan uji kelistrikan adalah sinyal awal yang kuat. Satu tumpukan yang buruk adalah cacat. Tren yang melayang adalah sebuah proses yang berbicara.
Bagaimana seharusnya PFMEA terhubung ke rencana kontrol?
Setiap mode kegagalan berisiko tinggi harus memiliki kontrol pencegahan, kontrol deteksi, frekuensi inspeksi, pemilik, metode pencatatan, dan rencana reaksi. Jika PFMEA mengatakan “interlaminar short” tetapi rencana kontrol hanya mengatakan “pemeriksaan visual”, berarti sistem memiliki lubang.
Catatan akhir
Tumpukan laminasi adalah bagian yang diulang-ulang, tetapi bukan bagian yang sederhana.
Proses ini dapat membuat kesalahan kecil yang sama ratusan kali dalam satu inti. Gerinda berulang. Goresan berulang. Kesalahan penjajaran berulang. Kerusakan kompresi berulang. Kemudian tumpukan yang sudah jadi berperilaku seperti cacat yang dirancang ke dalamnya.
Itulah inti dari PFMEA di sini: bukan untuk mengisi formulir, bukan untuk membuat auditor terkesan, dan bukan untuk membuat peringkat risiko hingga angkanya terlihat rapi.
Hal ini untuk menangkap kegagalan proses yang kecil selagi masih kecil.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.