Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Cara Membuat Tumpukan Laminasi Prototipe dengan Cepat: Memangkas Waktu Tunggu dari Minggu ke Hari
Sebuah prototipe tumpukan laminasi bisa bergerak cepat. Tidak selalu. Tetapi seringkali lebih cepat dari yang disarankan oleh kutipan pertama.
Penundaan biasanya dimulai sebelum pemotongan. Gambarnya hampir siap, bahannya “standar”, tinggi tumpukan “sekitar 40 mm”, dan tim menginginkannya “sesegera mungkin”. Itu terdengar jelas di dalam proyek. Bagi produsen, hal itu tidak cukup jelas untuk merilis pekerjaan.
Buku pedoman ini ditujukan bagi para insinyur, pembeli, dan pemilik proyek yang membutuhkan tumpukan laminasi khusus untuk inti motor, stator, rotor, transformator, aktuator, generator, atau pembuatan uji magnetik tanpa harus menunggu perkakas produksi penuh.
Tujuannya sederhana: membuat prototipe yang berguna dengan cepat, tanpa membuat keputusan yang merusak data di kemudian hari.
Daftar Isi
Jawaban Cepat: Seberapa Cepat Tumpukan Laminasi Prototipe Dapat Dibuat?
Untuk tumpukan laminasi prototipe tahap awal, rute tercepat biasanya adalah laminasi potong laser dari baja listrik yang tersedia, diikuti dengan penumpukan, pengelasan, pengikatan, atau perakitan perlengkapan yang sederhana.
Rentang perencanaan yang umum terlihat seperti ini:
Pengawetan perekat dan kontrol ketinggian tumpukan
Tumpukan laminasi EDM kawat
1-3 minggu
Fitur yang ketat, slot yang bagus, jumlah yang sedikit
Kecepatan potong lebih lambat
Laminasi yang diukir secara kimiawi
1-3 minggu
Laminasi yang sangat tipis, geometri yang halus
Batas bahan dan ketebalan
Stempel prototipe atau perkakas lunak
3-6+ minggu
Validasi pra-produksi
Penundaan perkakas
Alat stamping produksi penuh
6-12+ minggu
Desain volume tinggi yang stabil
Mahal jika geometri berubah
Ini adalah rentang perencanaan, bukan janji. Ketersediaan material, ketebalan laminasi, ukuran OD, kepadatan fitur, tinggi tumpukan, tingkat pemeriksaan, dan langkah penyelesaian dapat mengubah jadwal dengan cepat.
Namun, aturan ini tetap berlaku: jika Anda membutuhkan kecepatan, hindari perkakas yang keras sampai geometri menghasilkannya.
Apa yang Membuat Tumpukan Laminasi Lambat?
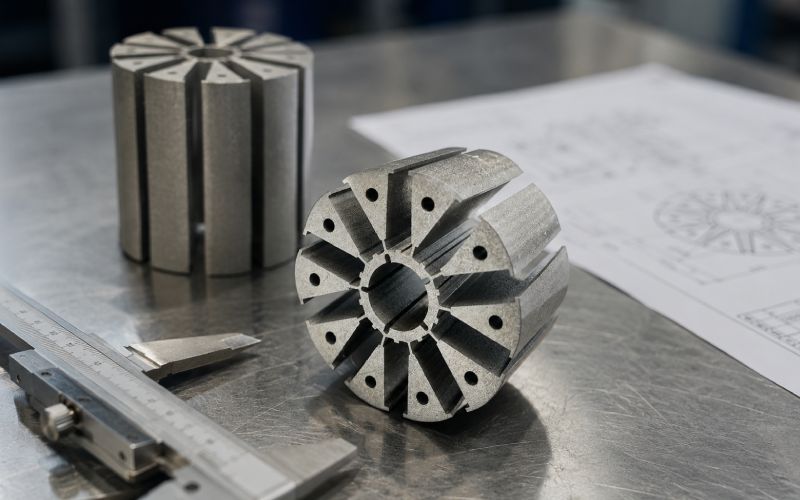
Tumpukan laminasi bukan sekadar lembaran logam tipis.
Ini adalah rakitan magnetik yang terkontrol. Pemotongan mengubah tepi. Gerinda mempengaruhi isolasi. Pengelasan mengubah panas lokal. Pengikatan mengubah tinggi tumpukan. Pelepasan stres mengubah perilaku magnetik. Bahkan cara Anda mengukur tinggi tumpukan dapat menyebabkan argumen.
Sebagian besar proyek yang lambat memiliki salah satu dari masalah ini:
Sumber penundaan
Mengapa hal ini memperlambat pembangunan
Perbaikan cepat
Materi yang tidak ditentukan
Pemasok harus mengonfirmasi tingkat, lapisan, dan ketebalan
Berikan bahan pengganti yang disukai dan dapat diterima
Tidak ada file DXF/DWG
Gambar yang hanya berupa PDF menyebabkan penundaan pemrograman
Mengirim file pemotongan 2D yang bersih
Setiap dimensi ditandai kritis
Inspeksi menjadi terlalu berat
Tandai hanya dimensi fungsional yang penting
Metode tumpukan yang tidak diketahui
Kutipan perakitan tidak dapat diselesaikan
Pilih yang longgar, dilas, diikat, disematkan, atau dijepit
Tidak ada persyaratan duri
Risiko pengerjaan ulang meningkat
Tentukan arah duri dan duri maksimum jika diperlukan
Ketinggian tumpukan yang tidak jelas
Jumlah laminasi dan kompresi tidak jelas
Menyatakan tinggi target dan kondisi pengukuran
Niat produksi terlalu dini
Ulasan perkakas dan proses menambah waktu berminggu-minggu
Gunakan rute prototipe tanpa alat terlebih dahulu
Prototipe yang cepat dimulai dengan pertanyaan yang sempit. “Dapatkah slot ini digulung?” adalah pertanyaan yang sempit. “Dapatkah desain ini menjadi inti motor produksi akhir kami?” tidak.
Langkah 1: Tentukan Apa yang Harus Dibuktikan oleh Prototipe Ini
Sebelum memilih pemotongan laser, EDM kawat, pengikatan, pengelasan, atau pencetakan, tentukan apa yang seharusnya dibuktikan oleh tumpukan tersebut.
Jangan lewatkan ini. Ini menghemat waktu.
Sasaran prototipe
Optimalkan untuk
Anda biasanya dapat bersantai
Kesesuaian mekanis
OD, ID, lubang baut, kecocokan poros, tinggi tumpukan
Kelas baja, metode pemotongan, kontrol duri, penghilang stres
Membangun secepat mungkin
Sampel pelanggan
Perakitan yang bersih, penanganan yang aman, hasil akhir visual
Ekonomi produksi penuh
Prototipe geometri dan prototipe validasi magnetik tidak boleh menggunakan aturan yang sama.
Kedengarannya jelas. Hal ini selalu terlewatkan.
Langkah 2: Pilih Rute Produksi Tercepat yang Masih Sesuai dengan Pengujian
Pemotongan laser untuk laminasi stator dan rotor putaran cepat
Pemotongan laser biasanya merupakan jalur tercepat untuk tumpukan laminasi prototipe karena tidak memerlukan alat stamping khusus. Ini sangat cocok untuk laminasi stator khusus, laminasi rotor prototipe, sampel laminasi baja listrik, dan pembuatan prototipe inti motor yang cepat.
Gunakan pemotongan laser saat:
desain masih dapat berubah
Anda membutuhkan suku cadang dalam hitungan hari, bukan bulan
kuantitasnya rendah
geometrinya rumit tetapi tidak terlalu halus
kesesuaian, penggulungan, pengemasan, atau pengujian fungsional awal adalah tujuan utama
Perhatikan kondisi tepi. Pemotongan laser dapat menciptakan zona yang terpengaruh panas dan tekanan di dekat tepi potongan. Untuk prototipe yang sesuai, hal itu mungkin tidak masalah. Untuk studi kehilangan inti, hal itu mungkin sangat penting.
Intinya: pilihlah pemotongan laser jika kecepatan dan fleksibilitas geometri lebih penting daripada kepastian magnetik akhir.
Wire EDM untuk laminasi prototipe yang ketat
Wire EDM lebih lambat daripada pemotongan laser dalam banyak kasus, tetapi dapat berguna ketika laminasi memiliki jembatan yang sempit, fitur slot yang halus, jari-jari yang kecil, atau persyaratan profil yang ketat.
Gunakan EDM kawat bila:
toleransi profilnya ketat
betsnya kecil
bahannya sulit dipotong dengan bersih dengan metode lain
prototipe harus sesuai dengan fitur-fitur yang rumit
waktu tunggu yang lebih lambat dapat diterima untuk kontrol detail yang lebih baik
Wire EDM bukanlah sihir. Masih perlu pemrograman, pemasangan, dan pemeriksaan. Tetapi untuk prototipe dengan fitur yang bagus, hal ini dapat mencegah masalah “cepat tapi salah”.
Intinya: pilihlah wire EDM jika akurasi lebih penting daripada waktu kalender terpendek.
Stamping untuk pra-produksi, bukan pembelajaran pertama
Stamping masuk akal jika desainnya stabil dan volume yang diharapkan sesuai dengan perkakas. Untuk prototipe tumpukan laminasi pertama, pencetakan sering kali terlalu lambat dan terlalu mahal.
Gunakan stamping saat:
geometri dibekukan
kuantitasnya cukup tinggi
diperlukan validasi proses produksi
fitur interlocking atau penumpukan produksi harus diuji
biaya unit lebih penting daripada kecepatan potongan pertama
Intinya: stamping sangat bagus setelah desain mengendap. Biasanya, ini merupakan langkah pertama yang buruk apabila gambar masih berubah-ubah.
Langkah 3: Kunci Paket RFQ Sebelum Meminta Kecepatan
Jika Anda menginginkan waktu tunggu yang singkat, kirimkan paket produksi yang lengkap. Bukan setengah paket dengan catatan yang tersebar di seluruh utas email.
Paket RFQ yang berguna untuk tumpukan laminasi prototipe termasuk:
Duri maksimum, arah duri, deburring diperbolehkan atau tidak
Perlakuan panas
Wajib, opsional, atau tidak diizinkan
Dimensi kritis
Fitur lubang, OD, slot, gigi, saku magnet, fitur datum
Inspeksi
Pemeriksaan dimensi dasar atau laporan lengkap
Garis waktu
Tanggal pengiriman yang diperlukan dan item yang fleksibel
Inilah frasa kecil namun berguna untuk ditambahkan:
“Jika ada persyaratan yang menambah waktu tunggu, harap identifikasi secara terpisah.”
Satu kalimat itu bisa menyingkap penghalang yang sesungguhnya. Mungkin bukan karena potongannya. Mungkin itu adalah bahannya. Mungkin itu adalah toleransi yang terlalu ketat pada fitur yang tidak kritis.
Langkah 4: Mengontrol Tinggi Tumpukan dengan Cara Praktis
Ketinggian tumpukan menyebabkan lebih banyak masalah daripada yang seharusnya.
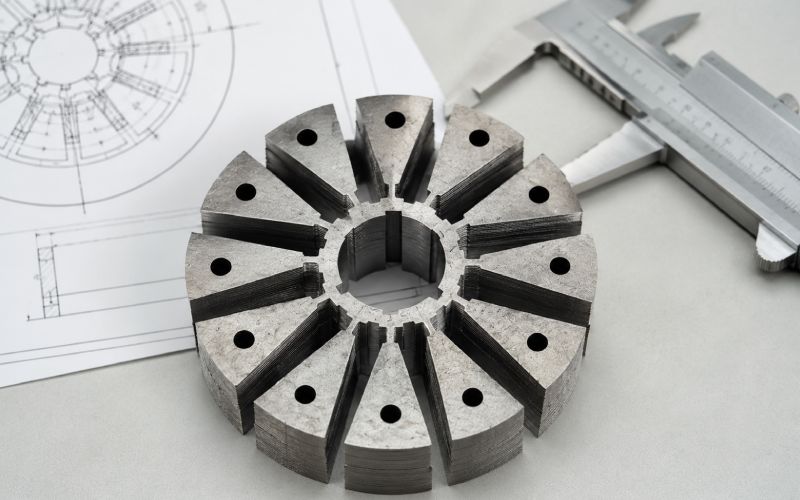
Tumpukan laminasi dibuat dari lembaran yang dilapisi. Lapisan, gerinda, kerataan, tekanan, lapisan pengikat, distorsi las, dan variasi ketebalan lembaran, semuanya memengaruhi ketinggian akhir. Jadi, “tinggi tumpukan 40 mm” tidaklah cukup.
Tentukan tinggi tumpukan seperti ini:
Tinggi tumpukan target: 40,00 mm ± 0,10 mm, diukur di bawah kompresi yang ditentukan setelah penumpukan.
Atau, jika jumlah laminasi lebih penting:
Dibuat dengan 120 laminasi. Tinggi tumpukan akhir yang akan dilaporkan, tidak disesuaikan.
Itu adalah bentuk yang berbeda.
Untuk prototipe yang cepat, pilihlah satu prioritas:
jumlah laminasi yang tepat
tinggi tumpukan yang tepat
panjang baja aktif yang tepat
sangat pas di dalam rumah
Anda mungkin menginginkan keempatnya. Baiklah. Tapi salah satu harus memimpin.
Langkah 5: Pilih Metode Penumpukan Lebih Awal
Metode penumpukan mengubah kekakuan prototipe, penanganan, perilaku magnetik, dan waktu pengiriman.
Tumpukan yang lebih bersih, lebih sedikit sambungan logam
Waktu pengawetan dan ketebalan perekat
Tumpukan terpaku atau disematkan
Sedang
Penyelarasan mekanis
Lubang ekstra dapat memengaruhi jalur fluks
Tumpukan yang saling bertautan
Lebih lambat untuk prototipe
Validasi gaya produksi
Biasanya membutuhkan perkakas atau fitur tambahan
Untuk tumpukan laminasi stator putar cepat, pengelasan mungkin dapat diterima jika pengujian bersifat mekanis atau termal. Untuk uji kehilangan magnetik, pengikatan atau penjepitan terkontrol dapat memberikan data yang lebih bersih.
Tidak ada metode tunggal yang terbaik. Teslah yang menentukan.
Langkah 6: Jangan Terlalu Banyak Menentukan Rakitan Pertama
Di sinilah prototipe menjadi berat.
Pembangunan pertama tidak selalu membutuhkan persetujuan pelapisan akhir, metode penyambungan akhir, inspeksi penuh, kelas baja akhir, penghilang stres, dan kosmetik yang sempurna. Beberapa membutuhkannya. Sebagian besar tidak.
Pembuatan pertama yang lebih cepat mungkin memungkinkan:
bahan setara yang tersedia
toleransi non-kritis yang lebih luas
Tepi yang dipotong dengan laser dengan batas visual yang disepakati
lubang ventilasi yang disederhanakan atau fitur sementara
tinggi tumpukan yang dilaporkan, bukan tinggi yang disesuaikan dengan ketat
inspeksi dasar pada dimensi kritis saja
Jangan kendurkan lubang jika mengontrol kesesuaian poros. Jangan melonggarkan bukaan slot jika akses belitan yang diuji. Jangan melonggarkan geometri saku magnet jika retensi adalah pertanyaannya.
Santai hal-hal yang tidak menjawab pertanyaan saat ini.
Langkah 7: Tambahkan Suku Cadang dan Kupon
Pesan laminasi ekstra. Selalu.
Laminasi prototipe dapat tergores, tertekuk, terjatuh, terlalu banyak ditekan, salah susun, atau rusak saat pemeriksaan. Uji coba belitan dapat merusak gigi. Uji coba rotor dapat menyebabkan masalah duri. Tumpukan yang terikat mungkin perlu dipotong.
Urutan prototipe yang baik sering kali mencakup:
jumlah tumpukan jadi yang dibutuhkan
Laminasi cadangan 5-15%
satu tumpukan parsial untuk pemeriksaan destruktif
kupon sederhana dari bahan dan proses pemotongan yang sama
laminasi ujung ekstra jika pengelasan atau pengikatan akan disesuaikan
Hal ini menambah sedikit biaya. Hal ini dapat menghemat siklus pengadaan kedua.
Rencana Pembangunan Jalur Cepat: Dari Menggambar hingga Tumpukan Prototipe
Gunakan jalur tiga tahap ini ketika proyek sangat mendesak dan desain masih terus bergerak.
Rute terbaik: material terkunci, metode pemotongan terkontrol, keputusan penghilangan stres yang ditentukan, inspeksi terdokumentasi.
Target waktu tunggu: lebih lama, karena data itu penting.
Rencana bertahap ini terasa lebih lambat di atas kertas. Hal ini sering kali menang dalam proyek nyata karena pembangunan pertama menangkap kesalahan sederhana sebelum pembangunan yang mahal dimulai.
Apa yang Harus Dikirim untuk Pemeriksaan Kelayakan Cepat
Jika Anda memerlukan tumpukan laminasi prototipe yang dapat diputar dengan cepat, siapkan paket singkat ini:
Profil laminasi DXF atau DWG
Gambar PDF dengan dimensi kritis yang ditandai
Persyaratan kelas, ketebalan, dan pelapisan material
Tinggi tumpukan target atau jumlah laminasi
Kuantitas dan kebutuhan cadangan
Stator, rotor, transformator, atau aplikasi lainnya
Metode penumpukan yang lebih disukai
Tanggal pengiriman yang diperlukan
Apa yang harus dibuktikan oleh prototipe
Dimensi apa pun yang tidak dapat berubah
Ulasan cepat hanya mungkin dilakukan apabila file tersebut mengatakan yang sebenarnya. Jika desainnya masih kasar, katakan saja. Desain yang masih kasar masih bisa dikutip, tetapi tidak boleh diperlakukan seperti gambar yang sudah dirilis.
Jebakan Waktu Tunggu yang Umum
Jebakan 1: Meminta “kualitas produksi” tanpa keputusan produksi
Kualitas produksi membutuhkan aturan produksi. Bahan terkunci. Jalur perkakas diketahui. Inspeksi ditentukan. Metode penggabungan dipilih. Jika keputusan-keputusan tersebut belum siap, frasa tersebut menambah kebingungan.
Jebakan 2: Memperlakukan gerinda sebagai kosmetik
Gerinda dapat memengaruhi penumpukan, isolasi, korslet lokal, dan pengulangan pengukuran. Untuk prototipe magnetik, kontrol duri berfungsi.
Jebakan 3: Mengubah materi setelah mengutip
Mengubah dari satu grade atau ketebalan baja listrik ke grade atau ketebalan lainnya dapat mengubah tinggi tumpukan, jumlah laminasi, perilaku pemotongan, pelapisan, dan kinerja magnetik. Ini bukan pengeditan yang kecil.
Jebakan 4: Menggunakan prototipe pertama untuk setiap pengujian
Satu prototipe tidak dapat menjawab semuanya dengan baik. Tumpukan yang cocok dengan cepat tidak secara otomatis merupakan tumpukan validasi magnetik.
Jebakan 5: Hanya mengirim model 3D
Model 3D dapat membantu, tetapi pemotongan laminasi biasanya membutuhkan data profil 2D yang bersih. Kirimkan keduanya jika memungkinkan.
FAQ: Waktu Tunggu Tumpukan Laminasi Prototipe
Berapa lama waktu yang dibutuhkan untuk membuat tumpukan laminasi prototipe?
Satu set laminasi potong laser sederhana sering kali dapat direncanakan dalam hitungan hari. Tumpukan yang sudah selesai dilas atau diikat biasanya direncanakan sekitar satu hingga tiga minggu. Prototipe berbasis perkakas dapat memakan waktu beberapa minggu atau lebih. Waktu yang tepat tergantung pada bahan, ketebalan, geometri, tinggi tumpukan, finishing, dan inspeksi.
Pemotongan laser vs. EDM kawat untuk laminasi motor: mana yang lebih cepat?
Pemotongan laser biasanya lebih cepat untuk laminasi stator putar cepat dan laminasi rotor. Wire EDM sering kali lebih baik untuk batch kecil dengan toleransi yang ketat, fitur yang halus, atau profil yang halus. Pilih pemotongan laser untuk kecepatan. Pilih wire EDM untuk kontrol detail.
Dapatkah laminasi potong laser digunakan untuk pengujian motor?
Ya, tetapi jenis pengujiannya penting. Laminasi potong laser berguna untuk uji kesesuaian, belitan, termal, putaran, dan uji fungsional awal. Untuk validasi magnetik akhir, efek tepi, gerinda, tegangan, dan keputusan perlakuan panas perlu dikontrol lebih ketat.
File apa saja yang diperlukan untuk penawaran tumpukan laminasi khusus?
Kirimkan file DXF atau DWG, gambar PDF, detail material, tinggi tumpukan target, jumlah laminasi jika sudah ditetapkan, kuantitas, metode penumpukan, persyaratan duri, dan kebutuhan inspeksi. File STEP berguna untuk konteks perakitan.
Apa metode penumpukan tercepat untuk laminasi prototipe?
Tumpukan yang longgar atau dijepit biasanya paling cepat. Tumpukan yang dilas sering kali merupakan perakitan kaku tercepat. Pengikatan dapat menghasilkan tumpukan yang lebih bersih tetapi dapat menambah waktu pengeringan dan langkah pengendalian ketinggian.
Apakah laminasi motor prototipe membutuhkan penghilang stres?
Tidak selalu. Pelepasan tegangan berguna ketika kinerja magnetik, kehilangan inti, atau korelasi simulasi penting. Untuk pemeriksaan kesesuaian dan uji coba belitan, mungkin tidak diperlukan.
Haruskah saya memilih tinggi tumpukan yang tepat atau jumlah laminasi yang tepat?
Pilih tinggi tumpukan yang tepat ketika prototipe harus sesuai dengan housing atau memenuhi target panjang aktif. Pilih jumlah laminasi yang tepat ketika desain magnetik atau perbandingan pengujian bergantung pada jumlah lembaran. Jika keduanya penting, tentukan prioritasnya.
Bagaimana cara mengurangi waktu tunggu tumpukan laminasi dengan segera?
Kirim file pemotongan yang bersih, izinkan bahan pengganti yang tersedia untuk pembuatan awal, tandai hanya dimensi kritis yang benar, pilih metode penumpukan sederhana, tentukan arah duri, dan sertakan tujuan pengujian prototipe dalam RFQ.
Aturan Terakhir
Buatlah prototipe tumpukan laminasi pertama untuk menjawab pertanyaan mahal yang terdekat.
Jika pertanyaan yang mahal adalah kesesuaian, buatlah untuk kesesuaian. Jika belitan, buatlah untuk belitan. Jika kehilangan magnet, perlambat dan kendalikan prosesnya.
Cepat bukan berarti ceroboh. Ini berarti menghapus keputusan yang belum penting, sehingga beberapa keputusan yang penting dapat ditangani dengan benar.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.