Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Come costruire velocemente un prototipo di stack di laminazione: Ridurre i tempi di produzione da settimane a giorni
Un prototipo pila di laminazione possono muoversi velocemente. Non sempre. Ma spesso più velocemente di quanto suggerisca la prima citazione.
Il ritardo di solito inizia prima del taglio. Il disegno è quasi pronto, il materiale è “standard”, l'altezza della pila è “circa 40 mm” e il team lo vuole “il prima possibile”. Questo sembra chiaro all'interno del progetto. Per un produttore, non è abbastanza chiaro per rilasciare il lavoro.
Questo manuale si rivolge a ingegneri, acquirenti e titolari di progetti che necessitano di uno stack di laminazione personalizzato per un nucleo di motore, uno statore, un rotore, un trasformatore, un attuatore, un generatore o un test magnetico, senza dover attendere l'attrezzatura di produzione completa.
L'obiettivo è semplice: costruire rapidamente un prototipo utile, senza prendere decisioni che rovinino i dati in seguito.
Indice dei contenuti
Risposta rapida: Quanto velocemente si può realizzare un prototipo di pila di laminazione?
Per i prototipi di stack di laminazione in fase iniziale, il percorso più veloce è di solito Laminati tagliati al laser da acciaio elettrico disponibile, seguiti da semplici operazioni di impilamento, saldatura, incollaggio o assemblaggio dei dispositivi.
Gli intervalli di pianificazione tipici sono i seguenti:
Percorso prototipo
Obiettivo tipico di lead-time
Il miglior caso d'uso
Rischio principale
Set di laminazione sfuso tagliato al laser
3-7 giorni lavorativi
Verifica di montaggio, prova di avvolgimento, prova di fissaggio
Non una pila finita
Pila saldata tagliata al laser
1-2 settimane
Prototipo di nucleo motorio funzionale
Calore e distorsione locale
Pila incollata tagliata al laser
1-3 settimane
Statore o nucleo del rotore assemblati in modo pulito
Controllo della polimerizzazione dell'adesivo e dell'altezza della pila
Si tratta di intervalli di pianificazione, non di promesse. La disponibilità dei materiali, lo spessore della laminazione, le dimensioni del diametro esterno, la densità degli elementi, l'altezza della pila, il livello di ispezione e le fasi di finitura possono modificare rapidamente la pianificazione.
Tuttavia, la regola è valida: se avete bisogno di velocità, evitate gli utensili duri finché la geometria non se lo merita.
Cosa rende lenta una pila di laminazione?
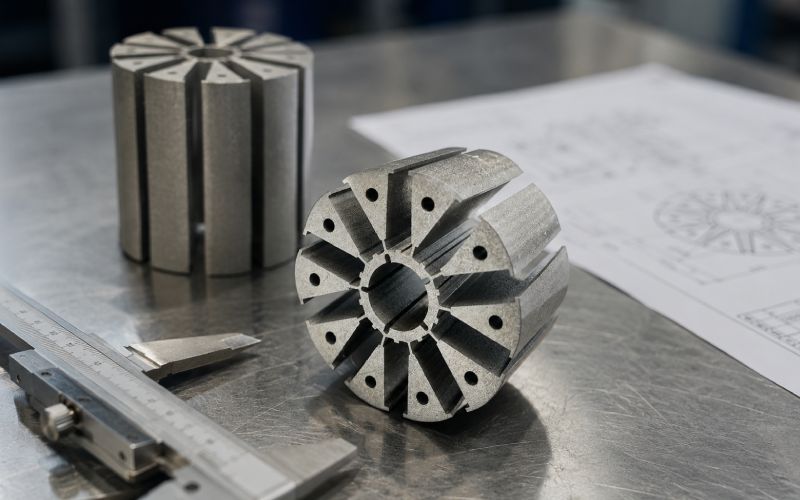
Una pila di laminazione non è solo una serie di sottili fogli di metallo.
Si tratta di un assemblaggio magnetico controllato. Il taglio modifica il bordo. Le bave influiscono sull'isolamento. La saldatura modifica il calore locale. L'incollaggio modifica l'altezza della pila. L'alleggerimento delle sollecitazioni modifica il comportamento magnetico. Anche il modo in cui si misura l'altezza della pila può causare discussioni.
La maggior parte dei progetti lenti presenta uno di questi problemi:
Sorgente di ritardo
Perché rallenta la costruzione
Correzione rapida
Materiale non definito
Il fornitore deve confermare il grado, il rivestimento e lo spessore
Indicare i materiali sostitutivi preferiti e accettabili
Nessun file DXF/DWG
I disegni solo in PDF creano ritardi nella programmazione
Inviare file di taglio 2D puliti
Ogni dimensione è contrassegnata come critica
L'ispezione diventa troppo pesante
Contrassegnare come critiche solo le dimensioni funzionali
Metodo di stack sconosciuto
Il preventivo di montaggio non può essere completato
Scegliere tra sciolti, saldati, incollati, fissati o bloccati.
Nessun requisito di sbavatura
Aumenta il rischio di rilavorazione
Definire la direzione della fresa e la fresa massima, se necessario.
Altezza della pila imprecisa
Il numero di laminazioni e la compressione non sono chiari
Stato dell'altezza del target e condizione di misura
Intento di produzione troppo precoce
Le revisioni degli utensili e dei processi aggiungono settimane
Utilizzare prima il percorso prototipo senza strumenti
Un prototipo veloce inizia con una domanda ristretta. “Questo slot può essere avvolto?” è una domanda ristretta. “Questo progetto può diventare il nucleo del nostro motore di produzione finale?” non lo è.
Fase 1: decidere cosa deve dimostrare questo prototipo
Prima di scegliere il taglio laser, l'elettroerosione a filo, l'incollaggio, la saldatura o lo stampaggio, decidete cosa deve dimostrare la pila.
Non saltate questo passaggio. Salva i giorni.
Obiettivo del prototipo
Ottimizzare per
Di solito ci si può rilassare
Adattamento meccanico
OD, ID, fori per i bulloni, adattamento dell'albero, altezza della pila
Perdita magnetica finale
Prova di avvolgimento
Apertura della scanalatura, forma del dente, gioco di isolamento
Metodo di giunzione finale
Test di rotazione
Concentricità, equilibrio, ritenzione del rotore
Finitura cosmetica dei bordi
Test termico
Contatto con la pila, alloggiamento, riempimento dell'avvolgimento
Grado magnetico perfetto
Test magnetico
Grado di acciaio, metodo di taglio, controllo delle bave, riduzione delle sollecitazioni
Un prototipo di geometria e un prototipo di validazione magnetica non devono utilizzare le stesse regole.
Sembra ovvio. Ma non viene mai notato.
Fase 2: scegliere il percorso di produzione più veloce che soddisfa il test
Taglio laser per laminazione di statore e rotore a rotazione rapida
Il taglio laser è di solito il percorso più veloce per una pila di laminazione prototipo, perché non richiede uno strumento di stampaggio dedicato. È adatto per laminature personalizzate di statori, prototipi di laminazione di rotori, campioni di laminazione di acciaio elettrico e prototipazione rapida di anime di motori.
Utilizzare il taglio laser quando:
il progetto può ancora cambiare
i pezzi vi servono in pochi giorni, non in mesi
la quantità è bassa
la geometria è complessa ma non estremamente fine
l'obiettivo principale è l'adattamento, l'avvolgimento, l'imballaggio o il test funzionale iniziale
Osservare le condizioni del bordo. Il taglio laser può creare zone termicamente alterate e sollecitazioni in prossimità del bordo di taglio. Per un prototipo, questo potrebbe non essere importante. Per uno studio di perdita del nucleo, invece, potrebbe essere molto importante.
In conclusione: scegliete il taglio laser quando la velocità e la flessibilità della geometria contano più della certezza del magnetismo finale.
Elettroerosione a filo per laminazione di prototipi stretti
In molti casi l'elettroerosione a filo è più lenta del taglio laser, ma può essere utile quando la laminazione presenta ponti stretti, scanalature sottili, raggi ridotti o requisiti di profilo ristretti.
Utilizzare l'elettroerosione a filo quando:
la tolleranza del profilo è stretta
il lotto è piccolo
il materiale è difficile da tagliare in modo pulito con altri metodi
il prototipo deve corrispondere a caratteristiche delicate
per un migliore controllo dei dettagli sono accettabili tempi di consegna più lenti
L'elettroerosione a filo non è una magia. Ha ancora bisogno di programmazione, fissaggio e ispezione. Ma per i prototipi di piccole dimensioni, può evitare il problema “veloce ma sbagliato”.
In conclusione: scegliete l'elettroerosione a filo quando la precisione vale più del tempo di calendario più breve.
Stampaggio per la pre-produzione, non per il primo apprendimento
Lo stampaggio ha senso quando il progetto è stabile e il volume previsto giustifica l'attrezzaggio. Per il primo prototipo di stack di laminazione, lo stampaggio è spesso troppo lento e costoso.
Utilizzare la timbratura quando:
la geometria è congelata
la quantità è sufficientemente alta
è richiesta la validazione del processo produttivo
Le caratteristiche di interblocco o di accatastamento della produzione devono essere testate
Il costo unitario conta più della velocità del primo pezzo
In conclusione: La timbratura è eccellente dopo l'assestamento del disegno. Di solito è una prima mossa sbagliata quando il disegno è ancora in evoluzione.
Fase 3: bloccare il pacchetto RFQ prima di chiedere velocità
Se volete un tempo di consegna breve, inviate un pacchetto di produzione completo. Non una mezza confezione con note sparse tra i vari thread di posta elettronica.
Un utile pacchetto RFQ per un prototipo di pila di laminazione comprende:
Articolo RFQ
Cosa inviare
Geometria di laminazione
File DXF o DWG, più disegno in PDF
Modello a pila
File STEP, se disponibile
Applicazione
Statore, rotore, trasformatore, attuatore, generatore, coupon di prova
Materiale
Grado di acciaio elettrico, spessore, rivestimento, sostituti ammessi
Quantità
Numero di pile, laminazioni di ricambio, tagliandi di prova
Altezza della pila
Altezza e tolleranza dell'obiettivo
Conteggio della laminazione
Conteggio fisso o adattato all'altezza dell'obiettivo
Metodo di taglio
Laser, elettroerosione a filo, incisione, stampaggio, o aperto a consigli.
Bava massima, direzione della bava, sbavatura consentita o meno
Trattamento termico
Richiesto, facoltativo o non consentito
Dimensioni critiche
Alesaggio, OD, scanalatura, dente, tasca per magnete, caratteristiche dell'origine
Ispezione
Controllo dimensionale di base o rapporto completo
Linea temporale
Data di spedizione richiesta e articoli flessibili
Ecco una piccola ma utile frase da aggiungere:
“Se qualche requisito aumenta il tempo di consegna, si prega di identificarlo separatamente”.”
Questa frase può rivelare il vero blocco. Forse non è il taglio. Forse è il materiale. Forse si tratta di una tolleranza troppo stretta su un elemento non critico.
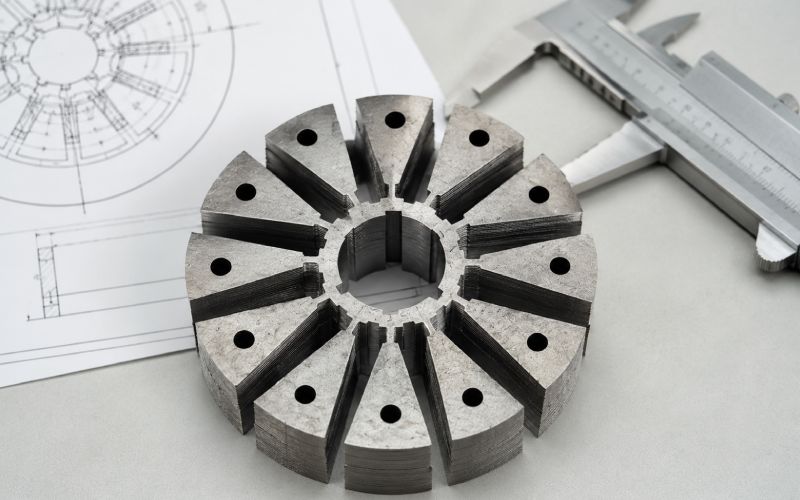
Fase 4: controllare l'altezza della pila in modo pratico
L'altezza della pila causa più problemi del dovuto.
Una pila di laminazione viene realizzata con fogli rivestiti. Il rivestimento, le bave, la planarità, la pressione, lo strato di incollaggio, la distorsione della saldatura e la variazione dello spessore del foglio influiscono sull'altezza finale. Quindi “40 mm di altezza della pila” non è sufficiente.
Specificare l'altezza della pila in questo modo:
Altezza target della pila: 40,00 mm ±0,10 mm, misurata in condizioni di compressione definita dopo l'impilamento.
Oppure, se il numero di laminazioni è più importante:
Costruire con 120 laminazioni. L'altezza finale della pila deve essere riportata, non regolata.
Si tratta di costruzioni diverse.
Per i prototipi veloci, scegliere una priorità:
numero esatto di laminazioni
altezza esatta della pila
lunghezza esatta dell'acciaio attivo
adattamento esatto all'interno di un alloggiamento
Forse li vuole tutti e quattro. Bene. Ma uno dovrebbe guidare.
Fase 5: scegliere in anticipo il metodo di impilamento
Il metodo di impilamento modifica la rigidità, la maneggevolezza, il comportamento magnetico e i tempi di consegna del prototipo.
Metodo di impilamento
Velocità
Il migliore per
Attenzione
Pila sciolta
Il più veloce
Controlli di adattamento, prove di avvolgimento, attrezzature di laboratorio
Manipolazione scadente
Pila morsettata
Veloce
Tagliandi magnetici, test temporanei
Il calendario influisce sul risultato
Pila saldata
Veloce
Nuclei motore prototipali rigidi
Rischio di calore e di cortocircuito locale
Pila incollata
Medio
Pila più pulita, meno giunzioni metalliche
Tempo di polimerizzazione e spessore dell'adesivo
Pila rivettata o con perni
Medio
Allineamento meccanico
I fori supplementari possono influire sul percorso del flusso
Pila interbloccata
Più lento per i prototipi
Convalida in stile produttivo
Di solito necessita di strumenti o funzioni aggiuntive
Per uno stack di laminazione dello statore a rotazione rapida, la saldatura può essere accettabile se il test è meccanico o termico. Per un test di perdita magnetica, l'incollaggio o il serraggio controllato possono fornire dati più precisi.
Non esiste un singolo metodo migliore. È il test a decidere.
Fase 6: Non sovra-specificare la prima costruzione
È qui che i prototipi diventano pesanti.
Una prima costruzione non sempre richiede l'approvazione del rivestimento finale, il metodo di giunzione finale, l'ispezione completa, la qualità finale dell'acciaio, l'attenuazione delle sollecitazioni e una cosmesi perfetta. Alcuni lo fanno. La maggior parte no.
Una prima costruzione più rapida può consentire di farlo:
materiale equivalente disponibile
tolleranze non critiche più ampie
bordi tagliati al laser con limiti visivi concordati
fori di sfiato semplificati o elementi temporanei
altezza della pila segnalata invece dell'altezza strettamente regolata
ispezione di base solo sulle dimensioni critiche
Non allentare il foro se controlla l'accoppiamento con l'albero. Non allentare l'apertura della scanalatura se il test è l'accesso all'avvolgimento. Non rilassare la geometria della tasca del magnete se il problema è la ritenzione.
Rilassate le cose che non rispondono alla domanda attuale.
Fase 7: Aggiunta di ricambi e tagliandi
Ordinare laminazioni extra. Sempre.
Le lamine dei prototipi si graffiano, si piegano, cadono, vengono pressate troppo, impilate male o consumate durante l'ispezione. Una prova di avvolgimento può danneggiare un dente. Una prova del rotore può evidenziare un problema di bava. Una pila incollata può richiedere un taglio di sezione.
Un buon ordine di prototipi spesso include:
la quantità di pila finita richiesta
Laminati di ricambio 5-15%
una pila parziale per i controlli distruttivi
semplici tagliandi dello stesso materiale e dello stesso processo di taglio
laminati finali extra se la saldatura o l'incollaggio saranno regolati
Questo aggiunge un piccolo costo. Può far risparmiare un secondo ciclo di approvvigionamento.
Piano di costruzione veloce: Dal disegno al prototipo
Utilizzate questo percorso in tre fasi quando il progetto è urgente e la progettazione è ancora in corso.
Costruzione 1: pila geometrica
Scopo: montaggio, assemblaggio, accesso all'avvolgimento, spazio per l'alloggiamento.
Percorso migliore: materiale disponibile tagliato al laser, pila sciolta o leggermente fissata.
Tempi di consegna: da giorni a circa una settimana.
Non utilizzare questa struttura per fare affermazioni finali sull'efficienza.
Struttura 2: stack funzionale
Scopo: avvolgimento, test termico, test di rotazione, test elettrico iniziale.
Il percorso migliore: materiale più vicino, direzione controllata della bava, assemblaggio saldato o incollato.
Tempi di consegna: da una a tre settimane.
È qui che si manifesta la maggior parte degli errori di progettazione.
Struttura 3: stack di validazione magnetica
Scopo: perdita del nucleo, efficienza, confronto tra materiali, correlazione di simulazione.
Il percorso migliore: materiale bloccato, metodo di taglio controllato, decisione di riduzione delle sollecitazioni definita, ispezione documentata.
Tempi di consegna: più lunghi, perché i dati sono importanti.
Questo piano a tappe sembra più lento sulla carta. Spesso è vincente nei progetti reali, perché la prima fase di costruzione cattura gli errori più semplici prima che inizi la costruzione più costosa.
Cosa inviare per una rapida verifica di fattibilità
Se avete bisogno di una pila di laminazione per prototipi in tempi rapidi, preparate questo breve pacchetto:
Profilo di laminazione DXF o DWG
Disegno in PDF con indicazione delle dimensioni critiche
Grado del materiale, spessore e requisiti del rivestimento
Altezza della pila o numero di laminazioni desiderate
Quantità e requisiti di ricambio
Statore, rotore, trasformatore o altra applicazione
Metodo di impilamento preferito
Data di consegna richiesta
Cosa deve dimostrare il prototipo
Tutte le dimensioni che non possono cambiare
Una revisione rapida è possibile solo se il file dice la verità. Se il progetto è ancora grezzo, ditelo. Un progetto grezzo può essere citato, ma non deve essere trattato come un disegno già pronto.
Trappole comuni per i tempi di consegna
Trappola 1: chiedere “qualità di produzione” senza decisioni di produzione
La qualità della produzione necessita di regole di produzione. Materiale bloccato. Percorso degli utensili noto. Ispezione definita. Scelta del metodo di giunzione. Se queste decisioni non sono pronte, la frase aggiunge confusione.
Trappola 2: trattare le bave come cosmetici
Le bave possono influire sull'impilamento, sull'isolamento, sul cortocircuito locale e sulla ripetibilità delle misure. Per i prototipi magnetici, il controllo delle bave è funzionale.
Trappola 3: cambiare materiale dopo il preventivo
Il passaggio da un tipo o spessore di acciaio elettrico a un altro può modificare l'altezza della pila, il numero di laminazioni, il comportamento di taglio, il rivestimento e le prestazioni magnetiche. Non si tratta di una modifica di poco conto.
Trappola 4: utilizzare il primo prototipo per ogni test
Un prototipo non può rispondere a tutto allo stesso modo. Uno stack ad adattamento rapido non è automaticamente uno stack a validazione magnetica.
Trappola 5: inviare solo un modello 3D
Un modello 3D è utile, ma il taglio di laminazione di solito necessita di dati di profilo 2D puliti. Se possibile, inviateli entrambi.
FAQ: Tempi di consegna della pila di laminazione dei prototipi
Quanto tempo richiede una pila di laminazione di un prototipo?
Un semplice set di laminazione tagliato al laser può spesso essere pianificato in pochi giorni. Una pila finita saldata o incollata è più comunemente pianificata in una o tre settimane. I prototipi basati su utensili possono richiedere diverse settimane o più. Il tempo esatto dipende dal materiale, dallo spessore, dalla geometria, dall'altezza della pila, dalla finitura e dall'ispezione.
Taglio laser vs. elettroerosione a filo per le laminazioni dei motori: quale è più veloce?
Il taglio laser è solitamente più veloce per le laminazioni dello statore e del rotore a rotazione rapida. L'elettroerosione a filo è spesso migliore per i piccoli lotti con tolleranze strette, caratteristiche fini o profili delicati. Scegliete il taglio laser per la velocità. Scegliete l'elettroerosione a filo per il controllo dei dettagli.
I laminati tagliati al laser possono essere utilizzati per i test motori?
Sì, ma il tipo di test è importante. Le laminazioni tagliate al laser sono utili per i test di adattamento, avvolgimento, termici, di rotazione e funzionali iniziali. Per la validazione magnetica finale, gli effetti dei bordi, le bave, le sollecitazioni e le decisioni relative al trattamento termico richiedono un controllo più attento.
Quali file sono necessari per un preventivo di pila di laminazione personalizzata?
Inviare un file DXF o DWG, un disegno in PDF, i dettagli del materiale, l'altezza di impilamento desiderata, il numero di laminazioni se fisso, la quantità, il metodo di impilamento, i requisiti di sbavatura e le esigenze di ispezione. Un file STEP è utile per il contesto di assemblaggio.
Qual è il metodo di impilamento più veloce per i prototipi di laminazione?
Una pila allentata o bloccata è di solito la più veloce. Una pila saldata è spesso l'assemblaggio rigido più veloce. L'incollaggio può produrre una pila più pulita, ma può aggiungere tempo di polimerizzazione e fasi di controllo dell'altezza.
Le laminazioni dei prototipi di motore necessitano di uno stress relief?
Non sempre. La riduzione delle sollecitazioni è utile quando sono importanti le prestazioni magnetiche, la perdita del nucleo o la correlazione con la simulazione. Per le verifiche di adattamento e le prove di avvolgimento, potrebbe non essere necessario.
Devo scegliere l'altezza esatta della pila o il numero esatto di laminazioni?
Scegliete l'altezza esatta della pila quando il prototipo deve adattarsi a un alloggiamento o soddisfare un obiettivo di lunghezza attiva. Scegliete il numero esatto di laminazioni quando il progetto magnetico o il confronto di prova dipendono dal numero di fogli. Se entrambe le cose sono importanti, definire la priorità.
Come posso ridurre immediatamente i tempi di consegna della pila di laminazione?
Inviate file di taglio puliti, consentite l'uso di materiali sostitutivi per le prime costruzioni, contrassegnate solo le dimensioni critiche reali, scegliete un metodo di impilamento semplice, definite la direzione delle bave e includete la finalità di prova del prototipo nell'RFQ.
Regola finale
Costruire il primo prototipo di stack di laminazione per rispondere alla domanda più costosa.
Se la domanda costosa è la vestibilità, costruite per la vestibilità. Se si tratta di avvolgimento, costruite per l'avvolgimento. Se si tratta di perdita magnetica, rallentare e controllare il processo.
Veloce non significa negligente. Significa eliminare le decisioni che non sono ancora importanti, in modo che le poche che lo sono vengano gestite correttamente.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.