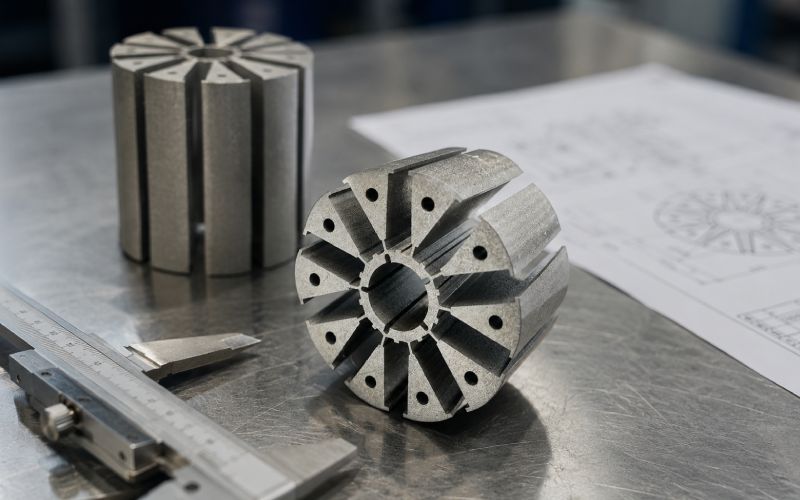
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Cómo construir rápidamente un prototipo de pila de laminación: Reduzca el plazo de entrega de semanas a días
Un prototipo pila de laminación puede moverse rápido. No siempre. Pero a menudo más rápido de lo que sugiere la primera cita.
El retraso suele empezar antes del corte. El dibujo está casi listo, el material es “estándar”, la altura de la pila es de “unos 40 mm” y el equipo lo quiere “lo antes posible”. Eso suena claro dentro del proyecto. Para un fabricante, no está lo bastante claro como para dar vía libre al trabajo.
Este manual está dirigido a ingenieros, compradores y propietarios de proyectos que necesiten una pila de laminación personalizada para el núcleo de un motor, estator, rotor, transformador, actuador, generador o prueba magnética sin tener que esperar a la producción completa.
El objetivo es sencillo: construir rápidamente un prototipo útil, sin tomar decisiones que arruinen los datos más adelante.
Índice
Respuesta rápida: ¿En cuánto tiempo se puede fabricar un prototipo de pila de laminación?
Para las primeras etapas de prototipos de pilas de laminación, la ruta más rápida suele ser laminados cortados con láser a partir de acero eléctrico disponible, y, a continuación, el apilamiento, la soldadura, el encolado o el montaje de las fijaciones.
Los rangos de planificación típicos tienen este aspecto:
Ruta prototipo
Plazo de entrega típico
Mejor caso de uso
Riesgo principal
Juego de laminado suelto cortado por láser
3-7 días laborables
Comprobación de ajuste, prueba de bobinado, prueba de fijación
No es una pila terminada
Pila soldada cortada con láser
1-2 semanas
Prototipo de núcleo motor funcional
Calor y distorsión local
Pila encolada cortada con láser
1-3 semanas
Núcleo de estator o rotor montado más limpio
Control del curado del adhesivo y de la altura de la pila
Se trata de intervalos de planificación, no de promesas. La disponibilidad de material, el grosor de la laminación, el tamaño del diámetro exterior, la densidad de las características, la altura de la pila, el nivel de inspección y los pasos de acabado pueden cambiar rápidamente la planificación.
Aun así, la norma se mantiene: si necesita velocidad, evite las herramientas duras hasta que la geometría se lo merezca.
¿Qué hace que una pila de laminación sea lenta?
Una pila de laminación no son solo muchas chapas finas.
Se trata de un conjunto magnético controlado. El corte modifica el filo. Las rebabas afectan al aislamiento. La soldadura modifica el calor local. La unión cambia la altura de la pila. El alivio de tensiones modifica el comportamiento magnético. Incluso la forma de medir la altura de la pila puede dar lugar a discusiones.
La mayoría de los proyectos lentos tienen uno de estos problemas:
Fuente de retardo
Por qué ralentiza la construcción
Solución rápida
Material indefinido
El proveedor debe confirmar el grado, revestimiento y espesor
Indique los materiales de sustitución preferidos y aceptables
Ningún archivo DXF/DWG
Los dibujos en PDF retrasan la programación
Enviar archivos de corte 2D limpios
Cada dimensión marcada como crítica
La inspección se vuelve demasiado pesada
Marcar sólo las dimensiones funcionales como críticas
Método de pila desconocido
No se puede finalizar el presupuesto de montaje
Elija suelto, soldado, pegado, con pasadores o con abrazaderas
No requiere rebabas
Aumenta el riesgo de reprocesamiento
Definir la dirección de la rebaba y la rebaba máxima si es necesario
Altura de pila imprecisa
El recuento de laminación y la compresión no están claros
Estado de la altura objetivo y condiciones de medición
Intención de producción demasiado temprana
Las revisiones de herramientas y procesos añaden semanas
Utilizar primero la ruta prototipo sin herramientas
Un prototipo rápido empieza con una pregunta estrecha. “¿Se puede bobinar esta ranura?” es estrecha. “¿Puede este diseño convertirse en nuestro núcleo de motor de producción final?” no lo es.
Paso 1: Decidir qué debe demostrar este prototipo
Antes de elegir el corte por láser, la electroerosión por hilo, el pegado, la soldadura o el estampado, decida qué debe demostrar la pila.
No se lo salte. Le ahorrará días.
Objetivo del prototipo
Optimizar para
Normalmente puedes relajarte
Ajuste mecánico
Diámetro exterior, diámetro interior, agujeros para pernos, ajuste del eje, altura de la pila
Pérdida magnética final
Juicio sin fin
Abertura de la ranura, forma del diente, juego de aislamiento
Método de unión final
Prueba de giro
Concentricidad, equilibrio, retención del rotor
Acabado cosmético de los bordes
Prueba térmica
Contacto de la pila, ajuste de la carcasa, llenado del bobinado
Grado magnético perfecto
Prueba magnética
Calidad del acero, método de corte, control de rebabas, alivio de tensiones
Un prototipo de geometría y un prototipo de validación magnética no deben utilizar las mismas reglas.
Parece obvio. Se pasa por alto constantemente.
Paso 2: Elegir la ruta de fabricación más rápida que se ajuste a la prueba
Corte por láser de laminados de estator y rotor de giro rápido
El corte por láser suele ser el método más rápido para realizar un prototipo de laminación, ya que no necesita una herramienta de estampación específica. Es muy adecuado para laminados de estator personalizados, laminados de rotor prototipo, muestras de laminado de acero eléctrico y prototipado rápido de núcleos de motor.
Utilice el corte por láser cuando:
el diseño aún puede cambiar
necesita piezas en días, no en meses
la cantidad es baja
la geometría es compleja pero no extremadamente fina
ajuste, bobinado, embalaje o pruebas funcionales tempranas es el objetivo principal
Vigile el estado del borde. El corte por láser puede crear zonas afectadas por el calor y tensiones cerca del borde de corte. Para un prototipo de ajuste, esto puede no importar. Para un estudio de pérdida de núcleo, puede importar mucho.
Conclusión: elija el corte por láser cuando la velocidad y la flexibilidad de la geometría importen más que la certeza magnética final.
Electroerosión por hilo para laminados de prototipos ajustados
La electroerosión por hilo es más lenta que el corte por láser en muchos casos, pero puede ser útil cuando el laminado tiene puentes estrechos, ranuras finas, radios pequeños o requisitos de perfil ajustados.
Utilice la electroerosión por hilo cuando:
la tolerancia del perfil es ajustada
el lote es pequeño
el material es difícil de cortar limpiamente con otros métodos
el prototipo debe coincidir con rasgos delicados
un plazo de entrega más lento es aceptable para un mejor control de los detalles
La electroerosión por hilo no es mágica. Sigue necesitando programación, fijación e inspección. Sin embargo, en el caso de prototipos finos, puede evitar el problema de “rápido pero incorrecto”.
Conclusión: elija la electroerosión por hilo cuando la precisión valga más que el menor tiempo de calendario.
Estampación para preproducción, no para primer aprendizaje
La estampación tiene sentido cuando el diseño es estable y el volumen previsto justifica el utillaje. Para el primer prototipo de pila de laminación, la estampación suele ser demasiado lenta y costosa.
Utilice el estampado cuando:
la geometría se congela
la cantidad es suficientemente alta
se requiere la validación del proceso de producción
deben probarse las características de enclavamiento o apilamiento de la producción
el coste unitario importa más que la velocidad de la primera pieza
Conclusión: El estampado es excelente después de que el diseño se asiente. Suele ser un mal primer paso cuando el dibujo aún está cambiando.
Paso 3: Bloquear el paquete de peticiones de oferta antes de pedir celeridad
Si quiere un plazo de entrega corto, envíe un paquete de fabricación completo. No un paquete a medias con notas dispersas por hilos de correo electrónico.
Un paquete de RFQ útil para un prototipo de pila de laminación incluye:
Artículo RFQ
Qué enviar
Geometría de laminación
Archivo DXF o DWG, más dibujo en PDF
Modelo de pila
Archivo STEP, si está disponible
Aplicación
Estator, rotor, transformador, actuador, generador, cupón de prueba
Material
Grado de acero eléctrico, grosor, revestimiento, sustitutos permitidos
Cantidad
Número de pilas, láminas de repuesto, cupones de prueba
Altura de la pila
Altura objetivo y tolerancia
Recuento de laminación
Recuento fijo o ajustado a la altura del objetivo
Método de corte
Láser, electroerosión por hilo, grabado, estampación, o abierto a recomendaciones
Rebaba máxima, dirección de la rebaba, desbarbado permitido o no
Tratamiento térmico
Obligatorio, opcional o no permitido
Dimensiones críticas
Taladro, diámetro exterior, ranura, diente, cavidad magnética, características del punto de referencia
Inspección
Comprobación dimensional básica o informe completo
Cronología
Fecha de envío requerida y elementos flexibles
Esta es la pequeña pero útil frase que hay que añadir:
“Si algún requisito aumenta el plazo de entrega, identifíquelo por separado”.”
Esa frase puede desenmascarar al verdadero bloqueador. Quizá no sea el corte. Quizá sea el material. Tal vez sea una tolerancia demasiado estricta en una característica no crítica.
Paso 4: Controle la altura de la pila de forma práctica
La altura de la pila causa más problemas de los que debería.
Una pila de laminación se fabrica a partir de chapas recubiertas. El revestimiento, las rebabas, la planitud, la presión, la capa de unión, la distorsión de la soldadura y la variación del grosor de la chapa afectan a la altura final. Así que “40 mm de altura de pila” no es suficiente.
Especifica la altura de la pila así:
Altura de apilado objetivo: 40,00 mm ±0,10 mm, medida bajo compresión definida tras el apilado.
O, si importa más el número de láminas:
Construir con 120 laminaciones. Se debe informar de la altura final de la pila, no ajustarla.
Son construcciones diferentes.
Para prototipos rápidos, elija una prioridad:
recuento exacto de laminación
altura exacta de la pila
longitud exacta del acero activo
ajuste exacto dentro de una carcasa
Puede que quieras los cuatro. Muy bien. Pero uno debe liderar.
Paso 5: Elija pronto el método de apilamiento
El método de apilamiento modifica la rigidez, la manipulación, el comportamiento magnético y el plazo de entrega del prototipo.
Método de apilamiento
Velocidad
Lo mejor para
Cuidado
Pila suelta
Más rápido
Comprobaciones de ajuste, pruebas de bobinado, accesorios de laboratorio
Mal manejo
Pila con abrazaderas
Rápido
Cupones magnéticos, pruebas temporales
El fixture afecta al resultado
Pila soldada
Rápido
Prototipos rígidos de núcleos de motor
Calor y riesgo de cortocircuito local
Pila encolada
Medio
Pila más limpia, menos uniones metálicas
Tiempo de curado y espesor del adhesivo
Pila remachada o con pasadores
Medio
Alineación mecánica
Los agujeros adicionales pueden afectar a la trayectoria del flujo
Pila enclavada
Más lento para prototipos
Validación de producción
Suele necesitar herramientas o funciones añadidas
Para una pila de laminación de estator de giro rápido, la soldadura puede ser aceptable si la prueba es mecánica o térmica. Para una prueba de pérdida magnética, la unión o la sujeción controlada pueden proporcionar datos más limpios.
Ningún método es el mejor. La prueba decide.
Paso 6: No sobreespecificar la primera construcción
Aquí es donde los prototipos se hacen pesados.
Una primera construcción no siempre necesita la aprobación final del revestimiento, el método de unión final, la inspección completa, el grado final del acero, el alivio de tensiones y la cosmética perfecta. Algunas sí. La mayoría no.
Una primera construcción más rápida puede permitir:
material equivalente disponible
tolerancias no críticas más amplias
bordes cortados con láser con límites visuales acordados
orificios de ventilación simplificados o elementos temporales
altura de pila notificada en lugar de altura ajustada
inspección básica sólo en las dimensiones críticas
No relaje el orificio si controla el ajuste del eje. No relaje la abertura de la ranura si la prueba es el acceso al bobinado. No relaje la geometría de la cavidad del imán si la cuestión es la retención.
Relaja las cosas que no responden a la pregunta actual.
Paso 7: Añadir recambios y cupones
Pida láminas adicionales. Siempre.
Las láminas prototipo se rayan, se doblan, se caen, se prensan en exceso, se apilan mal o se consumen en la inspección. Una prueba de bobinado puede dañar un diente. Una prueba del rotor puede dejar al descubierto un problema de rebabas. Una pila pegada puede necesitar un corte de sección.
Un buen pedido de prototipos suele incluir:
la cantidad necesaria de pila acabada
Láminas de recambio 5-15%
una pila parcial para controles destructivos
cupones simples del mismo material y proceso de corte
laminaciones extremas adicionales si se va a ajustar la soldadura o la unión
Esto añade un pequeño coste. Puede ahorrar un segundo ciclo de contratación.
Plan de construcción rápida: Del dibujo al prototipo
Utilice este camino de tres etapas cuando el proyecto sea urgente y el diseño aún esté en movimiento.
Estructura 1: Pila de geometría
Finalidad: ajuste, montaje, acceso al bobinado, holgura de la carcasa.
Mejor ruta: material disponible cortado con láser, pila suelta o ligeramente fijada.
Plazo de entrega: de días a una semana aproximadamente.
No utilices esta construcción para hacer afirmaciones sobre la eficiencia final.
Estructura 2: Pila funcional
Finalidad: bobinado, prueba térmica, prueba de giro, prueba eléctrica temprana.
Mejor ruta: material más cercano, dirección de rebaba controlada, montaje soldado o pegado.
Plazo de entrega: de una a tres semanas.
Aquí es donde aparecen la mayoría de los errores de diseño.
Estructura 3: Pila de validación magnética
Propósito: pérdida en el núcleo, eficiencia, comparación de materiales, correlación de simulación.
Mejor ruta: material bloqueado, método de corte controlado, decisión de alivio de tensiones definida, inspección documentada.
Objetivo de plazo: más largo, porque los datos importan.
Este plan por etapas parece más lento sobre el papel. Sin embargo, en los proyectos reales suele salir ganando porque en la primera fase se detectan errores sencillos antes de que empiece la fase más costosa.
Qué enviar para una comprobación rápida de viabilidad
Si necesita un prototipo de pila de laminación de rápida producción, prepare este breve paquete:
Perfil de laminación DXF o DWG
Plano en PDF con las cotas críticas marcadas
Grado del material, grosor y requisito de revestimiento
Altura objetivo de la pila o número de laminados
Cantidad y necesidad de repuesto
Estator, rotor, transformador u otra aplicación
Método de apilamiento preferido
Fecha de entrega requerida
Qué debe demostrar el prototipo
Cualquier dimensión que no pueda cambiar
Una revisión rápida sólo es posible cuando el expediente dice la verdad. Si el diseño es todavía aproximado, dígalo. Un diseño en bruto puede seguir cotizándose, pero no debe tratarse como un dibujo liberado.
Trampas habituales en los plazos de entrega
Trampa 1: Pedir “calidad de producción” sin decisiones de producción
La calidad de la producción necesita normas de producción. Material bloqueado. Trayectoria de las herramientas conocida. Inspección definida. Método de unión elegido. Si esas decisiones no están listas, la frase añade confusión.
Trampa 2: Tratar las rebabas como algo cosmético
Las rebabas pueden afectar al apilamiento, el aislamiento, los cortocircuitos locales y la repetibilidad de las mediciones. Para prototipos magnéticos, el control de rebabas es funcional.
Trampa 3: Cambiar de material después de cotizar
Cambiar de un grado o grosor de acero eléctrico a otro puede modificar la altura de la pila, el número de laminados, el comportamiento de corte, el revestimiento y el rendimiento magnético. No se trata de un cambio pequeño.
Trampa 4: Utilizar el primer prototipo para cada prueba
Un prototipo no puede responder a todo por igual. Una pila de ajuste rápido no es automáticamente una pila de validación magnética.
Trampa 5: Enviar sólo un modelo 3D
Un modelo 3D ayuda, pero el corte por laminación suele necesitar datos de perfil 2D limpios. Envíe ambos si es posible.
FAQ: Plazo de entrega de la pila de laminación de prototipos
¿Cuánto dura un prototipo de pila de laminación?
Un simple conjunto de laminado cortado por láser puede planificarse a menudo en días. Una pila acabada soldada o pegada suele planificarse en torno a una o tres semanas. Los prototipos basados en utillaje pueden llevar varias semanas o más. El tiempo exacto depende del material, el grosor, la geometría, la altura de la pila, el acabado y la inspección.
Corte por láser frente a electroerosión por hilo para la laminación de motores: ¿qué es más rápido?
El corte por láser suele ser más rápido para las laminaciones rápidas del estator y el rotor. La electroerosión por hilo suele ser mejor para lotes pequeños con tolerancias ajustadas, características finas o perfiles delicados. Elija el corte por láser por la velocidad. Elija la electroerosión por hilo para controlar los detalles.
¿Se pueden utilizar láminas cortadas por láser para pruebas de motor?
Sí, pero el tipo de prueba importa. Las laminaciones cortadas con láser son útiles para pruebas de ajuste, bobinado, térmicas, de giro y funcionales tempranas. Para la validación magnética final, los efectos de los bordes, las rebabas, la tensión y las decisiones sobre el tratamiento térmico requieren un control más estricto.
¿Qué archivos se necesitan para un presupuesto de pila de laminación personalizada?
Envíe un archivo DXF o DWG, un plano en PDF, detalles del material, altura de apilado objetivo, recuento de laminados si es fijo, cantidad, método de apilado, requisitos de rebabas y necesidades de inspección. Un archivo STEP es útil para el contexto de montaje.
¿Cuál es el método de apilado más rápido para prototipos de laminados?
Una pila suelta o sujeta suele ser la más rápida. Una pila soldada suele ser el montaje rígido más rápido. El pegado puede producir una pila más limpia, pero puede añadir tiempo de curado y pasos de control de altura.
¿Necesitan los prototipos de laminados de motor un alivio de la tensión?
No siempre. El alivio de tensiones es útil cuando el rendimiento magnético, la pérdida de núcleo o la correlación de simulación son importantes. Para comprobaciones de ajuste y ensayos de bobinado, puede no ser necesario.
¿Debo elegir la altura exacta de la pila o el número exacto de láminas?
Elija la altura exacta de la pila cuando el prototipo deba ajustarse a una carcasa o cumplir un objetivo de longitud activa. Elija el número exacto de láminas cuando el diseño magnético o la comparación de pruebas dependan del número de láminas. Si ambas cosas son importantes, defina la prioridad.
¿Cómo puedo reducir inmediatamente el plazo de entrega de la pila de laminación?
Envíe archivos de corte limpios, permita sustitutos de material disponibles para las primeras fabricaciones, marque sólo las dimensiones críticas verdaderas, elija un método de apilamiento sencillo, defina la dirección de las rebabas e incluya la finalidad de prueba del prototipo en la petición de oferta.
Norma final
Construir el primer prototipo de pila de laminación para responder a la pregunta más cara.
Si la cuestión cara es el ajuste, construye para el ajuste. Si se trata del bobinado, construya para el bobinado. Si se trata de pérdidas magnéticas, ralentice y controle el proceso.
Rápido no significa descuidado. Significa eliminar las decisiones que aún no importan, para que las pocas que importan se tomen correctamente.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
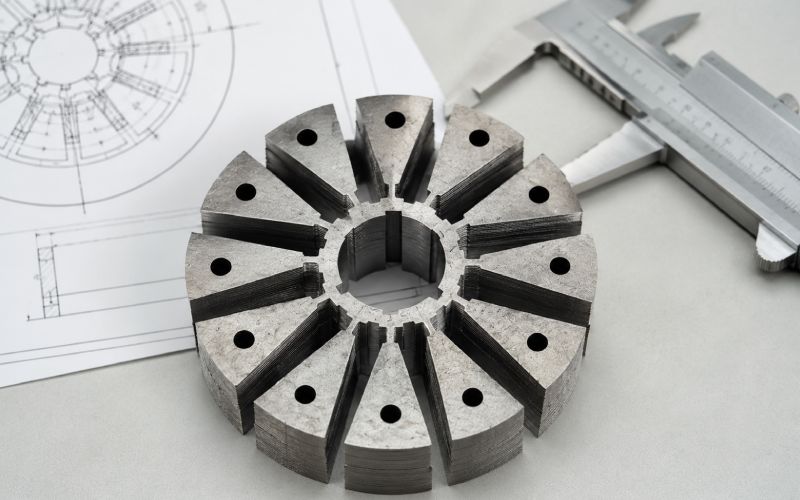
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.