Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
PFMEA para pilas de laminación: Modos de fallo, causas, controles y prioridades basadas en AP
Principales conclusiones
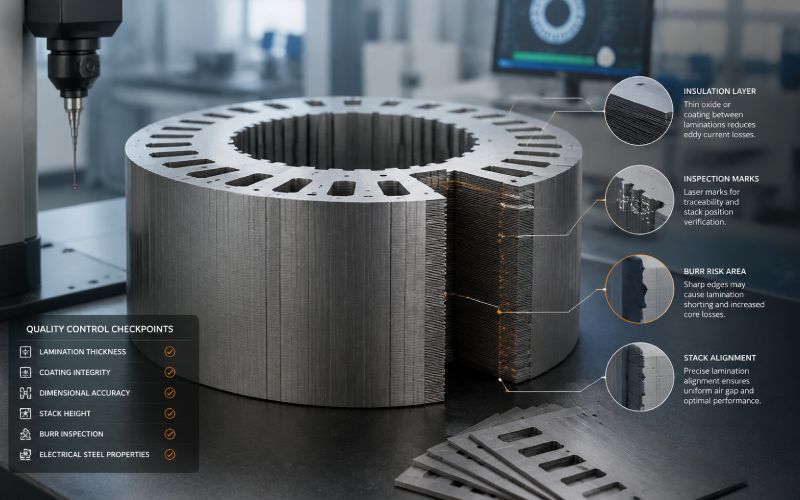
Los fallos de mayor riesgo suelen estar relacionados con rebabas, daños en el aislamiento, desalineación, laminados dobles o inexistentes, uniones deficientes y cortocircuitos interlaminares ocultos.
La inspección de la altura de la pila es útil, pero no puede demostrar la integridad eléctrica.
La práctica moderna del AMFE no debe basarse únicamente en la clasificación RPN al viejo estilo. La Prioridad de Acción, o PA, se utiliza ahora ampliamente en el método armonizado de AMFE de automoción para orientar si la acción es de prioridad alta, media o baja.
Un PFMEA sólido de la pila de laminación debe alimentar directamente el plan de control, método de inspección, plan de reacción y lista de comprobación de la auditoría del proceso.
Índice
Qué cubre este PFMEA
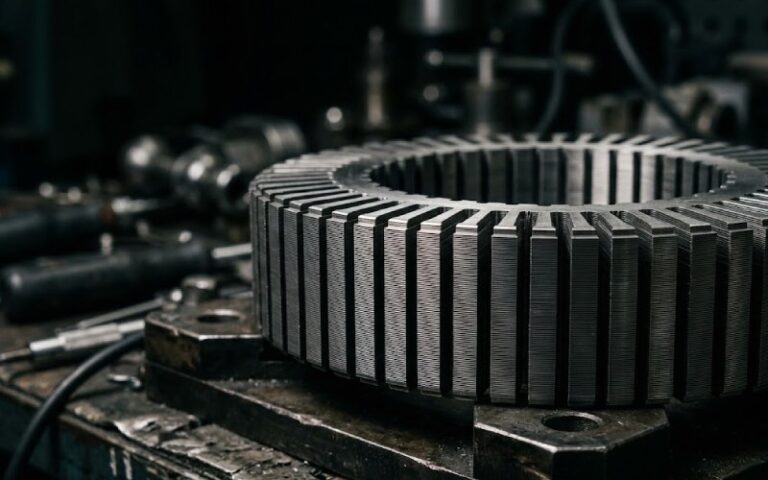
A pila de laminación se construye a partir de láminas metálicas finas repetidas, generalmente de acero eléctrico, apiladas y fijadas en un núcleo magnético. Puede formar parte de un estator, rotor, núcleo de transformador, actuador, sensor u otro conjunto electromagnético.
Este artículo se centra en el proceso de fabricación:
Material de laminación entrante o piezas en bruto
Punzonado, corte o perfilado
Limpieza y manipulación
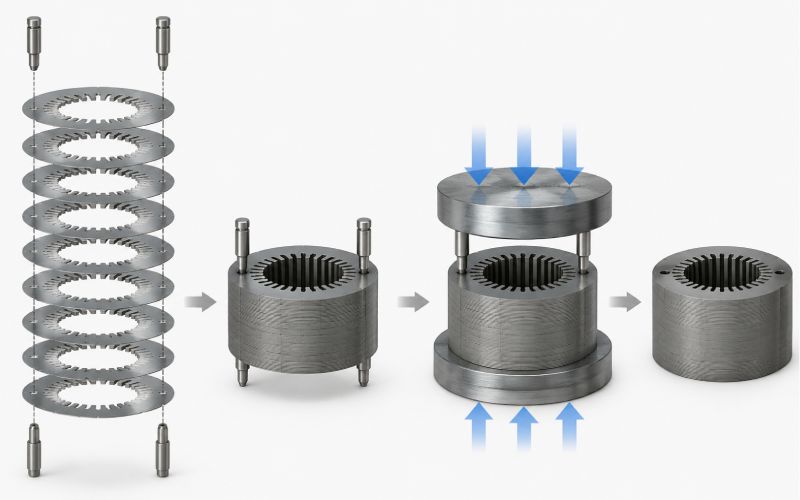
Apilado
Compresión
Unir, pegar, soldar, remachar o entrelazar
Inspección final antes del bobinado, la inserción del imán, el montaje del eje o el envío
Esto significa que se trata principalmente de un AMFE de procesoso PFMEA.
Algunas cuestiones de diseño se mencionan porque afectan al riesgo de fabricación. Pero no deben enterrarse en el PFMEA sin disciplina. El grosor del laminado, el tipo de revestimiento, la geometría de las ranuras, el ángulo de inclinación, el concepto de unión y los objetivos del factor de apilamiento suelen comenzar como decisiones de diseño. Una vez congelados, el PFMEA plantea una pregunta diferente:
¿Cómo puede fallar el proceso para hacer ese diseño correctamente?
Pequeña distinción. Gran diferencia de auditoría.
DFMEA vs PFMEA para pilas de laminación
Tema
Preocupación DFMEA
Preocupación por el PFMEA
Espesor de laminación
¿Es el grosor seleccionado adecuado para la pérdida, el coste, la resistencia y la fabricabilidad?
¿Se ha cargado, verificado y protegido de confusiones el grosor correcto?
Revestimiento aislante
¿Cumple el revestimiento los requisitos eléctricos, térmicos y de proceso?
¿Está el revestimiento rayado, aplastado, contaminado o dañado durante la producción?
Geometría de las ranuras
¿El diseño de la ranura es compatible con el bobinado, la trayectoria del flujo, el ruido y el factor de llenado?
¿Están las ranuras deformadas, con rebabas, desalineadas o fuera de perfil después de cortarlas y apilarlas?
Altura de la pila
¿Es la altura nominal de la pila adecuada para el diseño electromagnético y mecánico?
¿La altura real de la pila es incorrecta debido a la falta de hojas, hojas dobles, restos, rebabas o error de compresión?
Método de unión
¿Es adecuado soldar, pegar, entrelazar o remachar para obtener resistencia y rendimiento magnético?
¿Se controlan, verifican y contienen los parámetros de unión cuando están fuera de la ventana?
Inclinación
¿Reduce el skew el rizado del par, el ruido o el cogging como se pretendía?
¿El ángulo de inclinación es correcto y repetible?
Un PFMEA limpio no pretende rediseñar el motor o el transformador. Controla el proceso que construye la pila.
Por qué el PFMEA de la pila de laminación necesita algo más que comprobaciones dimensionales
Lo difícil es que muchos defectos de la pila de laminación se ocultan bien.
Una pila puede pasar la inspección de altura y aun así tener un fallo eléctrico. Un orificio puede medir correctamente mientras varias ranuras internas están ligeramente giradas. Una soldadura puede tener un aspecto aceptable y, aun así, dejar la pila suelta después de un ciclo térmico. Una rebaba puede ser diminuta a simple vista y cortar el aislamiento al comprimirla.
Las láminas eléctricas de acero están aisladas entre sí para restringir las corrientes parásitas; los fallos interlaminares pueden aumentar las pérdidas en el núcleo y causar daños en las máquinas eléctricas. Las rebabas del punzonado o el corte pueden deteriorar el aislamiento entre chapas adyacentes y crear contactos conductores aleatorios durante el prensado de las pilas.
Por eso, un PFMEA útil no se limita a preguntar: “¿Está la pieza dentro de la tolerancia?”.”
Pregunta:
¿Qué le ha hecho el proceso a la pila que el dibujo no puede mostrar fácilmente?
Tabla PFMEA para la fabricación de pilas de laminación
Utilícela como plantilla de trabajo. La columna AP no es una clasificación fija. Muestra dónde suele merecer especial atención la prioridad de acción. Su PA real debe proceder de sus tablas internas de S/O/D, los requisitos del cliente y el método de riesgo.
Etapa del proceso
Modo de fallo
Causa probable
Efecto
Control de la prevención
Control de detección
Enfoque AP
Material entrante
Material, grosor o revestimiento incorrectos
Mezcla de lotes, error de etiquetado, fuga del proveedor
Pérdida, calor, error de altura de pila, mala unión
Segregación de lotes, control de códigos de barras, lista de materiales aprobados
Comprobación de espesores, revisión de certificados, verificación de revestimientos
Alta si la seguridad o el rendimiento son críticos
Corte / punzonado
Altura de rebaba excesiva
Desgaste de la herramienta, holgura incorrecta de la matriz, punzón embotado, variación del material
Cortocircuito interlaminar, daños en el aislamiento, falsa altura de pila, daños en el bobinado
Límites de vida útil de la herramienta, control de la holgura de la matriz, programa de afilado
Medición de rebabas, microscopía de bordes, inspección visual
Alta
Corte / punzonado
Error de perfil de ranura o diente
Error de avance, daños en la herramienta, mal control de la banda
Interferencias en el bobinado, ondulación del par, ruido, llenado reducido
Aprobación inicial, SPC, mantenimiento de herramientas
Comprobación óptica de perfiles, calibre de ranuras, toma de muestras en MMC
Media a alta
Corte / punzonado
Tensión en los bordes o degradación magnética
Corte agresivo, filo afectado por el calor, mala ventana de proceso
Mayor pérdida en el núcleo, calentamiento local
Ventana de corte cualificada, estado de la herramienta controlado
Prueba de pérdida de núcleo, escaneado térmico, prueba magnética de muestras
Media a alta
Limpieza / manipulación
Residuos entre laminaciones
Astillas, polvo, lodo de aceite, escamas de revestimiento
Inclinación de la pila, cortocircuito local, error de altura, región suelta
Estándar de limpieza, WIP cubierto, contenedores limpios
Comprobación visual, mapa de alturas, auditoría de desmontaje
Medio
Apilado
Falta laminación
Salto del alimentador, error de recuento manual, fallo de recogida
Poca altura de apilado, cambio de rendimiento magnético, montaje suelto
Contador de hojas, enclavamiento del alimentador, cantidad de pilas preparadas
Comprobación del peso, altura de la pila bajo carga
Alta
Apilado
Doble laminación
Adherencia del aceite, mala separación, captación magnética, error de vacío
Altura excesiva, distorsión por compresión, desajuste de ranuras
Separación por aire, ajuste de recogida, prevención de doble hoja
Sensor de doble hoja, comprobación de peso, curva fuerza-distancia
Alta
Apilado
Desalineación angular
Pasadores desgastados, nido suelto, rebote de piezas, mal datum
Desviación de ranura, problema de bobinado, error de desviación, ondulación de par
Puntos de referencia endurecidos, función antigiro, nido de mantenimiento
Comprobación visual, calibre angular, inspección de extremos
Alta
Apilado
Desalineación radial / error de concentricidad
Punto de referencia sucio, desequilibrio de la pinza, desgaste de la fijación
Variación del entrehierro, vibración, desequilibrio del rotor
Limpieza de puntos de referencia, sujeción controlada, inspección de fijaciones
Comprobación de excentricidad, medición de diámetro interior a exterior
Alta
Compresión
Sobrecompresión
Ajuste incorrecto de la prensa, error de receta, intento de forzar la altura
Daños en el revestimiento, cortocircuito interlaminar, distorsión de la ranura
Bloqueo de recetas a presión, tope mecánico, límite de fuerza
Control de fuerza-desplazamiento, prueba de aislamiento
Alta
Compresión
Subcompresión
Fuerza baja, permanencia corta, recuperación elástica de la fijación
Pila suelta, inestabilidad de altura, mala unión
Control de fuerza de prensado, control de permanencia, topes calibrados
Altura de la pila bajo carga definida, comprobación de resonancia
Ventana de parámetros, limpieza de la superficie, control del curado
Prueba de tracción, sección transversal, comprobación visual, revisión de datos de proceso
Alta
Únase a
Exceso de calor o daños locales
Energía de soldadura demasiado alta, mal control del calor de la fijación
Pérdida magnética, distorsión, daños en el revestimiento
Límites de entrada de calor, refrigeración de la fijación, bloqueo de parámetros
Comprobación dimensional, comprobación de pérdida de núcleo, inspección térmica
Media a alta
Inspección final
Cortocircuito eléctrico no detectado
Método de prueba incorrecto, prueba omitida, muestreo deficiente
Calor, pérdida, fallo de campo
Plan de pruebas obligatorio, plan de reacción, auditoría de derivación de pruebas
Resistencia interlaminar, prueba de pérdida de núcleo, exploración térmica
Alta
Embalaje / almacenamiento
Corrosión o degradación del revestimiento
Humedad, largo tiempo WIP, embalaje deficiente
Mal aislamiento, mala adherencia, contaminación
Control de la humedad, FIFO, envasado hermético
Inspección de superficies, auditoría de almacenamiento
Medio
Cómo pensar en AP, no sólo en los números S/O/D
Muchos archivos FMEA antiguos siguen multiplicando Gravedad × Ocurrencia × Detección en un RPN. El problema es sencillo: diferentes combinaciones de riesgos pueden dar lugar al mismo número, incluso cuando una es claramente más grave.
El nuevo enfoque AP es más útil porque fuerza una pregunta antes de que las matemáticas sean decorativas:
Dada la gravedad, la incidencia y la detección, ¿hasta qué punto es urgente actuar?
En el caso de las pilas de laminación, AP debería aumentar normalmente cuando:
El efecto implica calor, pérdida eléctrica, cortocircuito, daños en el bobinado, desequilibrio o fallo del campo.
La causa está relacionada con el desgaste de la herramienta, el desgaste de la fijación o un proceso que puede derivar silenciosamente.
La detección se produce tarde, después de la unión, el bobinado, la inserción del imán o el prensado del eje.
El método de inspección no puede ver con fiabilidad el defecto real.
El defecto es intermitente.
Una verdad incómoda: los defectos intermitentes suelen ser peores que los constantes. Los fallos constantes se notan. Las rebabas intermitentes, las hojas saltadas, los revestimientos rayados o las pilas sueltas pueden escapar porque el proceso sigue “funcionando en su mayor parte”.”
Ese es exactamente el tipo de riesgo que debe detectar el PFMEA.
Controles críticos por familia de fallos
1. Controles de condición de rebabas y bordes
Las rebabas no son sólo estéticas. Pueden levantar láminas, dañar el revestimiento, crear puentes conductores y afectar a la altura de la pila.
Los buenos controles incluyen:
Límite de altura de la rebaba por característica, no sólo por el estado general de la pieza
Requisito de dirección de la rebaba
Seguimiento del desgaste de la herramienta por estación o cavidad
Intervalo de afilado basado en la tendencia medida, no en conjeturas
Inspección de cantos tras el mantenimiento de la herramienta
Plan de reacción cuando la tendencia de la rebaba se acerca al límite
Evite utilizar la altura final de la pila como control principal de las rebabas. Es demasiado tarde y demasiado indirecto.
2. Aislamiento y controles de cortocircuito interlaminar
El aislamiento interlaminar puede resultar dañado por rebabas, arañazos, residuos, compresión excesiva, mala manipulación y uniones agresivas.
Los métodos de detección útiles pueden incluir:
Comprobación de la resistencia interlaminar
Prueba de pérdida de núcleo
Prueba de excitación de bajo flujo
Escaneo térmico durante la prueba energizada
Desmontaje de muestras tras la compresión o la unión
Aislamiento de fallos en pilas sospechosas
No todos los productos necesitan todas las pruebas. Pero si la pérdida de núcleo o el calor es un riesgo clave del producto, el PFMEA debe incluir una comprobación eléctrica funcional en algún punto antes de que la pila resulte costosa de desechar.
3. Controles de altura y recuento de pilas
La falta y la doble laminación son errores básicos, pero siguen ocurriendo.
Utilice controles por capas:
Recuento de hojas
Detección de doble hoja
Control de peso
Altura de la pila con carga definida
Curva fuerza-desplazamiento durante la compresión
La altura por sí sola puede mentir. Una hoja doble puede estar parcialmente enmascarada por la compresión. Una chapa faltante puede estar enmascarada por rebabas, acumulación de revestimiento o residuos. Empareje las medidas.
4. Controles de alineación y excentricidad
En el caso de las pilas de estator y rotor, los pequeños errores de alineación pueden convertirse en variación del entrehierro, problemas de bobinado, problemas de cavidad del imán, ondulación del par, ruido o desequilibrio.
Los controles deben incluir:
Limpieza de datos
Comprobación del desgaste de pasadores y nidos
Funciones antigiro
Inspección visual de la orientación de las ranuras
Medición de la excentricidad
Verificación del ángulo de inclinación si la inclinación está diseñada en la pila
El PFMEA debe incluir el desgaste de las fijaciones como causa. No sólo “error del operario”. El error del operario a veces es real. A menudo es sólo una etiqueta perezosa para un proceso débil.
5. Controles de unión
La soldadura, el pegado, el enclavamiento y el remachado entrañan riesgos diferentes.
Una pila soldada puede ser resistente, pero puede sufrir daños térmicos locales o distorsión. Una pila pegada puede ser limpia, pero depende del estado de la superficie, el curado y el control del adhesivo. Una pila entrelazada puede ser eficaz para la producción de grandes volúmenes, pero puede introducir deformaciones locales si no se controla.
El PFMEA debe conectar los riesgos de unión con los controles reales:
Comprobaciones de energía, velocidad, posición y penetración de la soldadura
Vida útil del material adhesivo, proporción de mezcla, tiempo de curado y temperatura de curado.
Control de la fuerza de remachado o enclavamiento
Ensayo de tracción, cizallamiento o separación
Auditoría transversal
Comprobación dimensional tras la unión
Un porro bonito no siempre es un buen porro.
Vinculación del plan de control
Un PFMEA no está terminado hasta que impulsa el plan de control.
Riesgo PFMEA
Elemento del plan de control
Plan de reacción
La rebaba supera el límite
Comprobación de rebabas con una frecuencia definida; tendencia de desgaste de la herramienta
Parar, separar las piezas sospechosas desde la última buena comprobación, inspeccionar la herramienta.
Doble laminación
Sensor de doble hoja y comprobación de peso
Retener lote de pilas, verificar alimentador, auditar pilas recientes
Desalineación angular
Medidor angular óptico o mecánico
Detener la célula de apilamiento, inspeccionar las clavijas de referencia y el nido.
Corto interlaminar
Prueba de resistencia o de pérdida de núcleo
Contener el lote, revisar el historial de rebabas/recubrimiento/compresión
Unión débil
Control de parámetros y pull test
Cuarentena de pilas unidas, verificación de la configuración de los equipos
Desviación de la altura de la pila
Altura bajo carga definida y curva de fuerza de prensado
Comprobar el grosor del material, los residuos, las rebabas, el tope de la prensa, el recuento de hojas
Corrosión
Humedad de almacenamiento y comprobación de la antigüedad de la WIP
Clasificar el WIP afectado, revisar el embalaje y el estado de almacenamiento
Aquí es donde fallan muchos AMFE. Enumeran los riesgos, luego el plan de control vive en otra parte y dice “inspección visual”. En ese vacío es donde se producen los escapes.
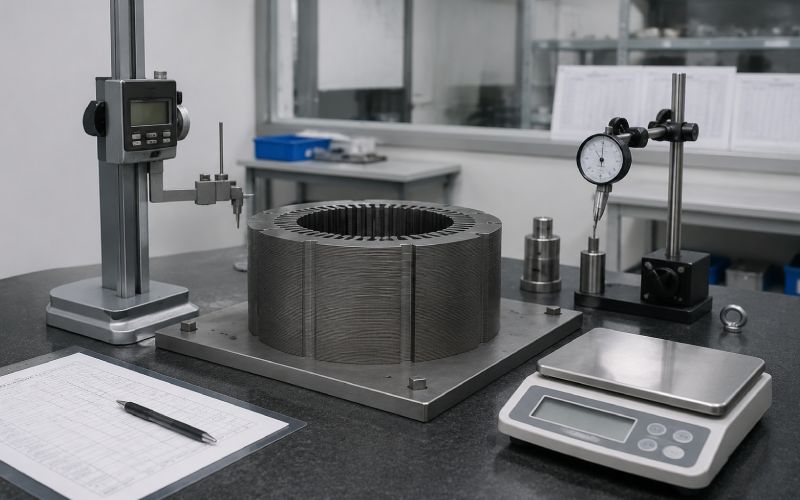
Ejemplos de mediciones para PFMEA de pilas de laminación
No los copie como límites universales. Son ejemplos de tipos de medición, no especificaciones por defecto.
Característica
Posible método de medición
Por qué es importante
Altura de la rebaba
Perfilómetro de contacto, microscopio óptico, sistema de visión
Ayuda a evitar daños en el aislamiento e interferencias de apilamiento
Altura de la pila
Medidor de altura bajo carga definida
Confirma la altura construida en condiciones repetibles
Masa de la pila
Báscula de precisión
Ayuda a detectar la falta de laminación o la laminación doble
Alineación
Sistema de visión, medidor de ranuras, toma de muestras en MMC
Confirma la relación entre la ranura, el diente, el orificio y el diámetro exterior
Runout
Reloj comparador, sistema de redondez, MMC
Controla el entrehierro y el riesgo de equilibrio
Resistencia interlaminar
Prueba de resistencia eléctrica
Detecta caminos conductores entre láminas
Pérdida de núcleo
Banco de pruebas magnético
Comprueba el comportamiento de la pérdida magnética funcional
Perfil de compresión
Control de la fuerza y el desplazamiento de la prensa
Encuentra restos, hojas dobles, subcompresión, sobrecompresión
Fuerza de unión
Ensayo de tracción, cizallamiento, pelado o separación
Confirma la integridad mecánica de la pila
Los límites específicos deben proceder de los requisitos de diseño, las especificaciones del cliente, los estudios de capacidad, los datos de los materiales y los resultados de la validación. Adivinar límites para SEO sería mala ingeniería.
Preguntas prácticas de revisión del PFMEA
Utilízalas en la reunión. Funcionan mejor que mirar fijamente la hoja de cálculo.
¿Este defecto puede deberse al desgaste de la herramienta?
¿Puede ocultarse mediante compresión?
¿Puede pasar la inspección visual?
¿Puede empeorar tras el ingreso?
¿Puede dañar el bobinado, los imanes, el ajuste del eje o el conjunto de la carcasa?
¿Puede aumentar la pérdida de núcleo o el calentamiento local?
¿Puede encontrarlo el método de detección actual?
¿Cuál es el primer punto en el que este defecto sale caro?
¿Cuál es el plan de reacción si falla el control?
¿Se trata de un riesgo de diseño que pretende ser un riesgo de proceso?
La última pregunta ahorra tiempo. A veces se culpa al proceso de un diseño que no tiene margen.
Errores PFMEA comunes en las pilas de laminación
Error 1: Considerar la altura de la pila como prueba de su calidad
La altura de la pila es importante, pero no es prueba de la salud del aislamiento, del recuento correcto, de la limpieza de las capas, de la buena alineación o de la buena unión.
Error 2: Esconderlo todo bajo la “mala calidad de la pila”
Esa frase es demasiado amplia. Divídala en modos de fallo reales: doble laminación, falta de laminación, rebaba corta, desalineación angular, bajo factor de apilamiento, unión débil, corrosión, residuos, ranura distorsionada.
Error 3: Utilizar la prueba del producto final como principal control de detección
El examen final es importante. También llega tarde. Si se detecta un defecto en la pila después del bobinado o el montaje, el PFMEA debe preguntar por qué se permitió que la pila siguiera adelante.
Error 4: No vincular el PFMEA al mantenimiento
Los punzones se desgastan. Desgaste de las matrices. Los pasadores se desgastan. Los sensores se desplazan. Los topes de las prensas se mueven. Los útiles se ensucian. No son problemas secundarios. Para las pilas de laminación, son causas normales.
Error 5: Mezclar DFMEA y PFMEA sin decirlo
Las decisiones de diseño crean el entorno de riesgo. Los controles del proceso gestionan el riesgo de producción. Mantenga ambos visibles, pero no los mezcle en un cuadro impreciso.
PREGUNTAS FRECUENTES
¿Cuál es el modo de fallo más importante en las pilas de laminación?
No existe un único modo de fallo universal. En muchas aplicaciones, los riesgos más graves son los cortocircuitos interlaminares, las rebabas excesivas, la desalineación, las laminaciones faltantes o dobles, las uniones deficientes y la holgura de la pila.
¿Por qué son tan importantes las rebabas?
Las rebabas pueden dañar el aislamiento entre láminas, crear contactos conductores, afectar a la altura de la pila e interferir en el bobinado o el montaje. En los núcleos magnéticos, esto puede aumentar las pérdidas y el calentamiento local.
¿Es suficiente la inspección visual para las pilas de laminación?
Normalmente no. La inspección visual puede detectar daños evidentes, elementos ausentes, óxido o rebabas graves. Es deficiente para detectar cortocircuitos internos, errores de recuento enmascarados por la compresión, desviaciones angulares sutiles y debilidad de las uniones.
¿Debe seguir utilizándose el RPN?
Algunas organizaciones siguen manteniendo el RPN para los sistemas heredados, pero la práctica moderna de AMFE al estilo automovilístico da más peso a las decisiones de actuación basadas en AP. AP ayuda a evitar que los equipos traten riesgos muy diferentes como iguales sólo porque producen el mismo resultado de multiplicación.
¿Qué debe desencadenar una actualización del PFMEA?
Actualice el PFMEA tras cambios de herramientas, cambios de material, cambios de revestimiento, nuevos parámetros de unión, nuevos métodos de inspección, sustitución de útiles, reclamaciones de clientes, devoluciones sobre el terreno, tendencias repetidas de rechazo o cualquier defecto que haya escapado a los controles existentes.
¿Cuál es la mejor señal de advertencia de problemas en la pila de laminación?
La tendencia de las rebabas, la desviación de la fuerza-desplazamiento de la prensa, los fallos del sensor de doble hoja, el desgaste de la fijación, la variación anormal de la altura de la pila y el aumento de los fallos en las pruebas eléctricas son señales tempranas importantes. Una pila defectuosa es un defecto. Una tendencia a la deriva es un proceso que habla.
¿Cómo debe conectarse el PFMEA con el plan de control?
Cada modo de fallo de alto riesgo debe tener un control de prevención, un control de detección, una frecuencia de inspección, un propietario, un método de registro y un plan de reacción. Si el PFMEA dice “cortocircuito interlaminar” pero el plan de control sólo dice “comprobación visual”, el sistema tiene un agujero.
Nota final
Una pila de laminación es una pieza repetida, pero no sencilla.
El proceso puede cometer el mismo error minúsculo cientos de veces en un núcleo. Las rebabas se repiten. Los arañazos se repiten. El error de alineación se repite. Los daños por compresión se repiten. Entonces, la pila terminada se comporta como si el defecto hubiera sido diseñado en ella.
De eso se trata en este caso: no de rellenar un formulario, ni de impresionar a un auditor, ni de clasificar los riesgos hasta que los números cuadren.
Se trata de detectar los pequeños fallos del proceso cuando aún son pequeños.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.