Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
A 積層スタック は、薄い金属板(通常は電磁鋼板)を積み重ねて磁性体コアに固定したものである。ステーター、ローター、トランスコア、アクチュエーター、センサー、その他の電磁アセンブリの一部となる。.
この記事では、製造工程に焦点を当てる:
つまり、これは主に プロセスFMEAあるいは PFMEAについて.
設計上の問題の中には、製造上のリスクに影響するものもある。しかし、それらをPFMEAの中に無規律に埋め込むべきではありません。ラミネーションの厚さ、コーティングの種類、スロットの形状、スキュー角度、接合コンセプト、スタックファクターの目標値は、通常、設計上の決定事項として始まる。いったん凍結されると、PFMEAは別の質問をします:
そのプロセスで、どうしてそのデザインを正しく作ることができないのか?
小さな違い。監査上の大きな違い。.
| トピック | DFMEAの懸念 | PFMEAの懸念 |
|---|---|---|
| 積層厚さ | 選択された厚さは、損失、コスト、強度、製造性に適していますか? | 適切な厚さが装填され、検証され、取り違えがないように保護されているか? |
| 断熱コーティング | コーティングは、電気的、熱的、プロセス的な要件を満たしていますか? | 製造中にコーティングに傷、破砕、汚染、損傷がないか? |
| スロット形状 | スロットの設計は巻線、フラックスパス、ノイズ、フィルファクターに対応していますか? | 切断、積層後にスロットが歪んだり、バリができたり、位置がずれたり、プロファイルがずれていないか。 |
| スタックの高さ | 公称スタック高さは、電磁的・機械的設計に適していますか? | シートの欠落、二重シート、ゴミ、バリ、圧縮誤差のために、実際のスタックの高さが間違っていませんか? |
| 接合方法 | 溶接、接着、インターロック、リベットは、強度や磁気性能に適しているか? | ウインドウの外にいるとき、参加パラメータは管理され、検証され、封じ込められているか? |
| スキュー | スキューは意図したようにトルクリップル、ノイズ、コギングを減少させますか? | スキューアングルは正しく、繰り返し作られているか? |
クリーンなPFMEAは、モーターやトランスを再設計するふりはしない。スタックを構築するプロセスを制御するのである。.
難しいのは、多くのラミネート・スタックの欠陥がうまく隠れてしまうことだ。.
スタックは高さ検査に合格しても電気的欠陥があることがある。いくつかの内部スロットがわずかに回転しているにもかかわらず、ボアが正しく測定されることがある。溶接が許容範囲内に見えても、熱サイクル後にスタックが緩むことがある。バリが目視では小さくても、圧縮すると絶縁体を切り裂くことがある。.
層間欠陥はコアロスを増加させ、電気機械にダメージを与えます。打ち抜きや切断によるバリは、隣接するシート間の絶縁を損ない、スタックプレス時にランダムな導電性接触を引き起こす可能性があります。.
だからこそ、有用なPFMEAは、“その部品は公差内にあるか?”だけを問わないのである。”
と問いかけている:
そのプロセスは、図面では容易に示すことができないスタックに何をしたのか?
これを作業用テンプレートとして使用する。AP欄は固定評価ではない。通常、行動の優先順位が特別な注意を払うべき場所を示している。実際のAPは、社内のS/O/D表、顧客の要求事項、およびリスク手法に基づくべきである。.
| プロセスステップ | 故障モード | 考えられる原因 | 効果 | 予防管理 | 検出制御 | APフォーカス |
|---|---|---|---|---|---|---|
| 入荷材料 | 材料の等級、厚さ、コーティングの間違い | ロットミックス、ラベリングミス、サプライヤーエスケープ | ロス、熱、スタック高さの誤差、接合不良 | ロット分別、バーコード管理、承認材料リスト | 厚さチェック、証明書レビュー、コーティング検証 | 安全性または性能が重要な場合は高い |
| カッティング/パンチング | 過剰なバリの高さ | 工具の摩耗、ダイのクリアランス不良、パンチの鈍り、材料のばらつき | 層間ショート、絶縁体の損傷、偽スタックの高さ、巻線の損傷 | 工具寿命の制限、ダイクリアランス管理、シャープニングスケジュール | バリ測定、エッジ顕微鏡、画像検査 | 高い |
| カッティング/パンチング | スロットまたは歯形誤差 | フィードエラー、工具損傷、ストリップコントロール不良 | 巻線干渉、トルクリップル、ノイズ、充填量の減少 | 初回承認、SPC、ツールメンテナンス | 光学式プロファイルチェック、スロットゲージ、CMMサンプリング | 中~高 |
| カッティング/パンチング | エッジストレスまたは磁気劣化 | 強引な切断、熱影響エッジ、劣悪なプロセスウィンドウ | 高いコアロス、局所加熱 | 適格な切削窓、管理された工具状態 | コアロス試験、サーマルスキャン、サンプル磁気試験 | 中~高 |
| 洗浄/取り扱い | 積層間の破片 | 細片、ダスト、オイルスラッジ、コーティングフレーク | スタックチルト、ローカルショート、高さエラー、ルーズ領域 | 洗浄基準、カバー付きWIP、清潔な容器 | 目視チェック、高さマップ、解体監査 | ミディアム |
| スタッキング | ラミネーションの欠落 | フィーダースキップ、マニュアルカウントエラー、ピックアップ不良 | 低スタック高さ、磁気性能シフト、ルーズアセンブリー | シートカウンター、フィーダーインターロック、キッティングスタック量 | 重量チェック、荷重下でのスタック高さ | 高い |
| スタッキング | ダブルラミネーション | オイル付着、分離不良、磁気ピックアップ、真空エラー | 過剰な高さ、圧縮歪み、スロットのミスマッチ | 空気分離、ピックアップ調整、二枚取り防止 | ダブルシートセンサー、重量チェック、力-距離曲線 | 高い |
| スタッキング | 角度のずれ | ピンの摩耗、ネストの緩み、部品のバウンス、データム不良 | スロットドリフト、巻線問題、スキューエラー、トルクリップル | 硬化ダータム、回転防止機能、巣のメンテナンス | 視力検査、角度ゲージ、端面検査 | 高い |
| スタッキング | ラジアル方向のミスアライメント/同心度誤差 | データムの汚れ、クランプの不均衡、治具の摩耗 | エアギャップの変動、振動、ローターのアンバランス | データム洗浄、制御クランプ、治具検査 | 振れ検査、内径-外径測定 | 高い |
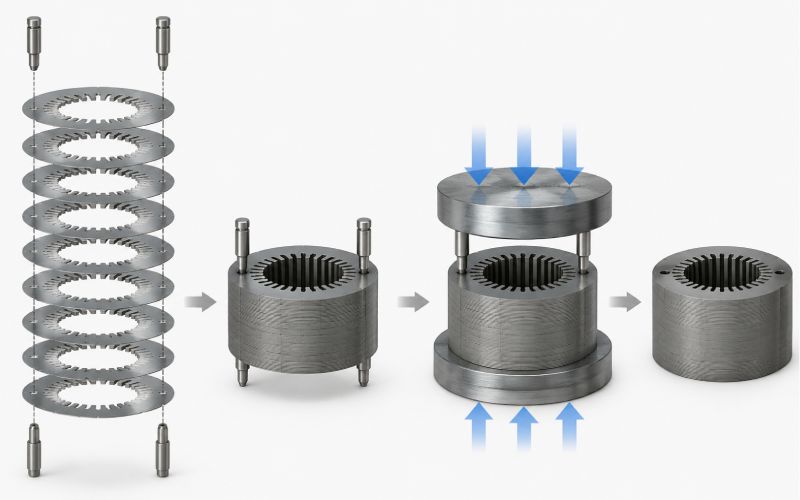
| 圧縮 | 過圧縮 | プレス設定ミス、レシピエラー、強制高さの試み | コーティング損傷、層間ショート、スロット歪み | プレスレシピロック、メカニカルストップ、フォースリミット | 荷重-変位モニタリング、絶縁試験 | 高い |
| 圧縮 | アンダー・コンプレッション | 低荷重、ショートドエル、治具スプリングバック | スタックの緩み、高さの不安定、接合不良 | プレス力制御、ドエル制御、校正ストップ | 規定荷重下でのスタック高さ、共振チェック | 中~高 |
| 参加 | 弱い溶接、接着、リベット、インターロック | 汚染、間違ったエネルギー、硬化不良、磨耗した工具 | スタックの緩み、振動、寸法ドリフト | パラメーター・ウィンドウ、表面清浄度、硬化制御 | プルテスト、断面、目視チェック、工程データレビュー | 高い |
| 参加 | 過度の熱または局所的な損傷 | 溶接エネルギーが高すぎる。 | 磁気損失、歪み、コーティングの損傷 | 熱入力制限、治具冷却、パラメータロック | 寸法検査、コアロス検査、熱検査 | 中~高 |
| 最終検査 | 電気ショートが検出されない | 試験方法の誤り、試験省略、サンプリング不良 | 熱、ロス、フィールド故障 | テスト計画、リアクション計画、テストバイパスの監査が義務付けられている。 | 層間抵抗、コアロス試験、サーマルスキャン | 高い |
| 梱包・保管 | 腐食またはコーティングの劣化 | 湿度、長いWIP時間、劣悪なパッケージング | 絶縁不良、接着不良、汚染 | 湿度制御、FIFO、密封包装 | 表面検査、保管監査 | ミディアム |
古いFMEAファイルの多くは、いまだに「重大性×発生率×検知率」をRPNに掛けている。問題は単純である。異なるリスクの組み合わせが同じ数値になることがあり、片方がより深刻であることが明らかな場合であってもである。.
新しいAPのアプローチは、数学が装飾的になる前に問題を出させるので、より有用である:
重大性、発生、発見を考慮した場合、どの程度緊急に行動を起こすべきか?
ラミネーション・スタックの場合、APは通常、以下の場合に上昇する:
断続的な欠陥は、恒常的な欠陥よりも悪いことが多い。恒常的な欠陥は注目される。断続的なバリ、シートの飛散、コーティングの傷、スタックの緩みなどは、プロセスがまだ “ほとんど機能している ”ために逃れることができる。”
これこそ、PFMEAが捉えるべきリスクである。.
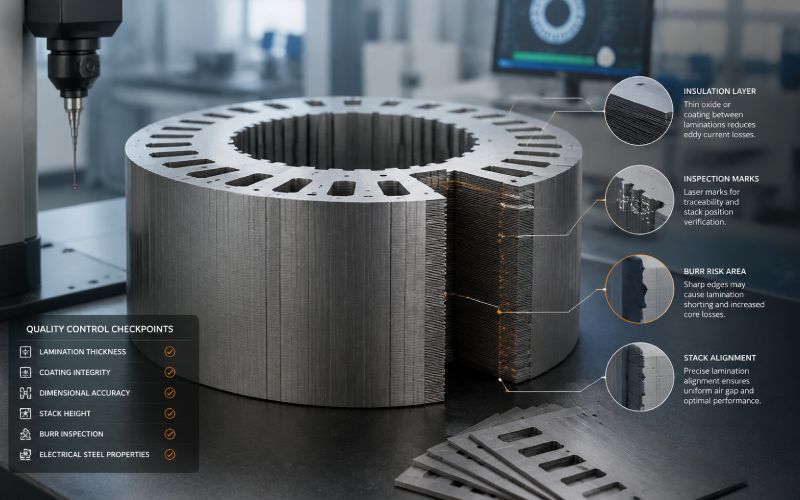
バリは単なる外観上の問題ではありません。積層を持ち上げたり、コーティングを傷つけたり、導電性のブリッジを作ったり、スタックの高さに影響を与えたりします。.
良いコントロールには以下が含まれる:
最終的な積み重ねの高さを主なバリのコントロールとして使うのは避ける。それは遅すぎるし、間接的すぎる。.
層間絶縁材は、バリ、傷、破片、過度の圧縮、不適切な取り扱い、積極的な接合によって損傷する可能性があります。.
有用な検出方法には、以下のようなものがある:
すべての製品にすべてのテストが必要なわけではない。しかし、コアの損失や発熱が主要な製品リスクである場合、PFMEAは、スタックがスクラップするのに高価になる前に、機能的な電気チェックをどこかに含めるべきである。.
ラミネーションの欠落や二重ラミネーションは基本的なミスだが、それでも起きてしまう。.
レイヤーコントロールを使用する:
高さだけでは嘘になる。二重シートは、圧縮によって部分的にマスキングされることがある。シートの欠落は、バリ、コーティングの付着、ゴミによってマスキングされることがある。測定値をペアにしてください。.
ステーターとローターのスタックでは、小さなアライメント誤差がエアギャップのばらつき、巻線のトラブル、マグネットポケットの問題、トルクリップル、ノイズ、アンバランスになる可能性があります。.
管理には以下が含まれる:
PFMEAは、治具の摩耗を原因として挙げるべきである。単なる “オペレーターのミス ”ではない。オペレーターのミスは、時に実在する。多くの場合、それは脆弱なプロセスに対する怠慢なレッテルに過ぎない。.
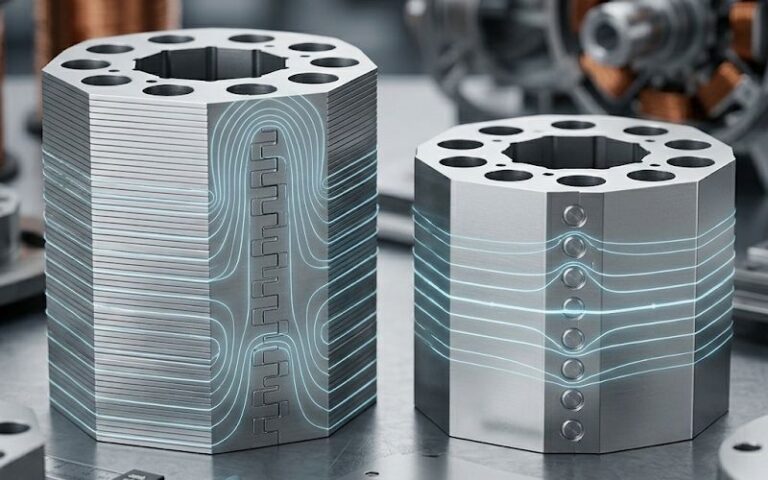
溶接、接着、インターロッキング、リベットはすべて異なるリスクを生む。.
溶接スタックは強度が高いが、局所的な熱 損傷や歪みが発生する可能性がある。接着スタックはきれいかもしれないが、表面状態、硬化、接着剤のコントロールに左右される。インターロック・スタックは、大量生産には効率的かもしれないが、制御されないと局所的な変形を引き起こす可能性がある。.
PFMEAは、参加リスクと実際のコントロールを結びつけるべきである:
見栄えの良いジョイントが良いジョイントとは限らない。.
PFMEAは、それが管理計画を推進するまでは終わらない。.
| PFMEAリスク | 管理計画項目 | リアクションプラン |
|---|---|---|
| バリが限界を超えている | 決められた頻度でのバリチェック、工具の摩耗傾向 | 停止し、前回の良好な検査から疑わしい部品を分別し、工具を検査する。 |
| ダブルラミネーション | ダブルシートセンサーと重量チェック | スタックロットの保持、フィーダーの確認、最近のスタックの監査 |
| 角度のずれ | ビジョンまたは機械式角度ゲージ | スタッキングセルを停止し、データムピンとネストを検査する。 |
| 層間ショート | 抵抗またはコアロス試験 | バッチの管理、バリ/コーティング/圧縮履歴の確認 |
| 弱い接合 | パラメータ・モニタリングとプル・テスト | 参加スタックの検疫、機器設定の確認 |
| スタック高さのドリフト | 規定荷重下での高さとプレス力曲線 | 材料の厚さ、ゴミ、バリ、プレスストップ、枚数のチェック |
| 腐食 | 保管湿度とWIP年齢チェック | 影響を受けたWIPの仕分け、梱包と保管状態の確認 |
多くのFMEAはここで失敗する。FMEAはリスクをリストアップし、管理計画は別の場所で “目視検査 ”と記載する。このギャップがエスケープを引き起こす。.
これらを普遍的な限界値としてコピーしないでください。これらは測定タイプの例であり、デフォルトの仕様ではない。.
| 特徴 | 可能な測定方法 | なぜそれが重要なのか |
|---|---|---|
| バーの高さ | コンタクトプロフィロメーター、光学顕微鏡、ビジョンシステム | 絶縁体の損傷やスタッキング干渉の防止に役立つ |
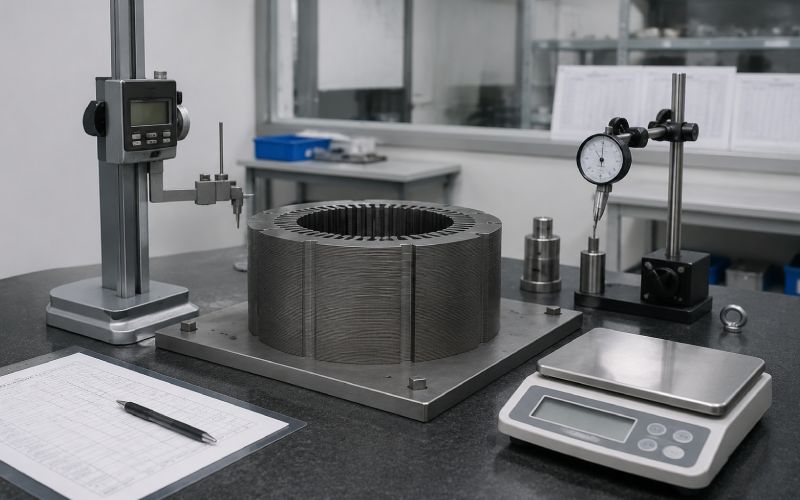
| スタックの高さ | 規定荷重下での高さゲージ | 再現可能な条件下で構築された高さを確認 |
| スタック質量 | 精密スケール | ラミネーションの欠落や二重ラミネーションの検出に役立つ |
| アライメント | ビジョンシステム、スロットゲージ、CMMサンプリング | スロット、歯、内径、外径の関係を確認 |
| ランナウト | ダイヤルゲージ、真円度測定機、CMM | エアギャップとバランスリスクをコントロール |
| 層間抵抗 | 電気抵抗試験 | ラミネート間の導電パスを検出 |
| コアの損失 | 磁気試験治具 | 機能的な磁気損失の挙動をチェック |
| 圧縮プロファイル | プレス力-変位モニタリング | 破片、二重シート、圧縮不足、圧縮過剰を発見 |
| 接合強度 | 引張試験、せん断試験、剥離試験、分離試験 | 機械的スタックの完全性を確認 |
具体的な限界値は、設計要件、顧客仕様、能力調査、材料データ、検証結果から導き出されるべきである。SEOの限界値を推測することは、悪いエンジニアリングである。.
会議でこれを使おう。スプレッドシートとにらめっこするよりも効果的だ。.
最後の質問は時間の節約になる。マージンのないデザインのせいで、プロセスが非難されることもある。.
スタックの高さは重要だが、断熱材の健全性、正しいカウント、きれいなレイヤー、良好なアライメント、良好な接合の証明にはならない。.
この表現は広すぎます。二重ラミネーション、ラミネーションの欠落、バリショート、角度のズレ、低スタックファクター、弱い結合、腐食、破片、スロットの歪み。.
最終テストは重要だ。また、遅い。巻取りまたは組立後にスタックの欠陥が発見された場合、PFMEAはなぜスタックの前進が許されたのかを問うべきである。.
パンチの摩耗。ダイス摩耗。ピンの摩耗。センサーのドリフト。プレスストップが動く。治具が汚れる。これらは副次的な問題ではない。ラミネーション・スタックにとって、これらは通常の原因です。.
設計の選択がリスク環境を作り出す。工程管理は生産リスクを管理する。両者を目に見える形にしておくが、曖昧な1つの表に混ぜてはならない。.
普遍的な単一故障モードは存在しない。多くの用途において、最も深刻なリスクは、層間ショート、過度のバリ、ミスアライメント、欠落または二重積層、接合不良、スタックの緩みである。.
バリは、積層間の絶縁を損傷し、導電性接触を生じさせ、スタックの高さに影響を与え、巻線や組立を妨害する可能性がある。磁気コアでは、損失や局所的な発熱を増加させる可能性があります。.
通常はそうではない。目視検査では、明らかな損傷、欠落、錆、ひどいバリが発見されることがある。内部ショート、圧縮によってマスクされたカウントエラー、微妙な角度ドリフト、接合部の弱さには弱い。.
レガシーシステムのためにRPNを維持している組織もあるが、現代の自動車型FMEAの実践では、APに基づくアクションの決定がより重視されている。APは、同じ乗算結果が得られるからといって、チームが全く異なるリスクを同等に扱うことを防ぐのに役立つ。.
ツールの変更、材料の変更、コーティングの変更、新しい接合パラメータ、新しい検査方法、治具の交換、顧客からの苦情、現場からの返品、繰り返されるスクラップの傾向、または既存の管理から漏れた欠陥があった場合は、PFMEAを更新する。.
バリの傾向、プレス力-変位ドリフト、ダブルシートセンサーの不具合、治具の摩耗、スタック高さの異常変動、電気テストの不具合の増加は、強力な初期シグナルである。不良スタックは欠陥である。ドリフトトレンドはプロセストーキングである。.
すべての高リスクの故障モードには、予防管理、検出管理、検査頻度、所有者、記録方法、対応計画が必要である。PFMEAに「層間ショート」と書かれていても、管理計画に「目視チェック」としか書かれていなければ、そのシステムには穴がある。.
ラミネーション・スタックは繰り返される部品だが、単純なものではない。.
このプロセスでは、1つのコアの中で同じ小さなミスを何百回も犯す可能性がある。バリは繰り返す。キズは繰り返す。アライメントミスが繰り返される。圧縮ダメージが繰り返される。そして完成したスタックは、まるで欠陥が設計されたかのような振る舞いをする。.
PFMEAの要点はここにある。書類を埋めることでも、監査人に好印象を与えることでも、数字が整然と見えるまでリスクをランク付けすることでもない。.
小さなプロセスの失敗を、まだ小さいうちにキャッチするためだ。.