Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。

貧しい ラミネートスタンピング 歩留まりが1つの劇的な故障から始まることはめったにない。多くの場合、バリの成長、パンチの摩耗、ストリップのミスフィード、コーティングの損傷、スラグの引き抜き、スタックのミスアライメント、コイル間のばらつきなど、小さなプロセスの変化から始まります。.
各号は1枚で管理できそうだ。.
そして、シーツは積み重なる。.
何百ものラミネーションで繰り返される20μmのバリは、もはや “小さな ”ものではない。わずかなコーティングの傷は、層間ショートのリスクになる。目視検査に合格した送り誤差が、スロットのミスマッチ、スキューエラー、熱、ノイズ、組み立て不良になる。.
だからこそ、ラミネート・スタンピングには、通常の板金プレスとは異なるトラブルシューティングの考え方が必要なのだ。形状を作るだけではありません。形状、スタックの高さ、絶縁、磁気性能、組み立ての再現性を同時に保護するのです。.
| 生産症状 | 最初にチェック | 考えられる根本原因 | 迅速な是正措置 |
|---|---|---|---|
| バリの高さは上昇し続ける | バリ方向、パンチエッジ、ダイボタンの摩耗 | 工具の摩耗、クリアランス不良、アライメント不良 | ステーションごとにバリをマッピングし、ローカル工具を研ぐか交換し、クリアランスを再チェックする。 |
| バリが片側だけ高い | 金型アライメント、プレス平行度、ガイド摩耗 | 不均等なクリアランス、プレスのたわみ、部品の緩み | シャットハイト、ガイドシステム、ストリッパー圧力、ステーションのアライメントをチェックする。 |
| スタックの高さが高すぎる | ラミネーション数、バリの高さ、引っかかった切り屑 | バリの蓄積、数え間違い、コンタミネーション | カウントの確認、スタックパスの清掃、スタック前のバリの除去 |
| 組み立て後、コアが熱くなる | 層間抵抗、ウェルド/ステイクエリア、エッジバリ | コーティングの損傷、バリブリッジ、過度の接合圧力または熱 | 接合前と接合後のテスト、電気的接触経路の削減 |
| スロットまたはボアの不一致 | 送り長さ、パイロットの状態、ストリップのキャンバー | ミスフィード、パイロットの摩耗、ストリップコントロール不良 | フィーダーの調整、パイロットの検査、ストリップの真直度管理 |
| 不規則なへこみや傷 | 金型表面、スラグ引き、部品搬送経路 | 引き抜かれたナメクジ、欠け、乱暴な扱い | スラグ保持力向上、ダイコンタクトゾーンの清浄化、スライディングの低減 |
| リリース後のスタックファン | 自由状態の平面度、バリの方向、治具のリリース | うねり、バリの干渉、不均一な圧縮 | シートスタックを段階的に積み重ね、ガイドを改善し、アンクランプ後に検査する。 |
| パンチの連打 | パンチ荷重、クリアランス、ラテラルサポート | クリアランスが少なすぎる、工具のたわみ、ストリッピング不良 | サポートの強化、クリアランスの見直し、ストリッピングフォースバランスの改善 |
クリアランスは、刃先品質、バリの高さ、パンチ荷重、スラグの挙動、工具寿命を制御します。また、切り刃が損傷していると、局所的な応力が増加し、層間接触の経路ができるため、磁気性能にも影響します。.
薄い電気鋼の場合、試運転のクリアランスウィンドウは多くの場合、次のあたりから始まる。 片面シート厚3%~8%. .一般的なプレス加工は、この時期から始まるかもしれない。 片側5%~10%, しかし、ラミネート加工は、テストなしに大まかなルールを真似るべきではありません。片側5%で0.35mmのシートは、片側約0.0175mmのクリアランスを意味する。これはとても小さく聞こえます。.
クリアランスが小さすぎると、ポンチに過負荷がかかり、二次バリが発生します。クリアランスが大きすぎると、ロールオーバーや破断角度が大きくなり、エッジが裂けることがあります。均一でないクリアランスは、通常どちらか一方よりも悪化します。.
修正する
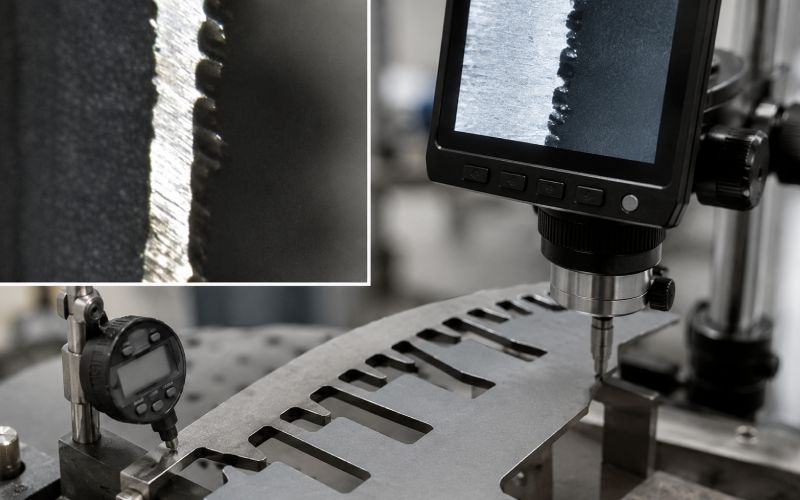
バリの高さは、ランダムなポイントではなく、一定のポイントで測定する。入口側と出口側を比較する。バリの成長が部品の周囲で均一な場合は、まず工具の摩耗を検査します。バリの成長が片側で強い場合は、クリアランスを変更する前に、金型のアライメント、ガイドの摩耗、ストリッパーのバランス、プレスの平行度をチェックしてください。.
検証する
調整後、短時間の試運転を行い、バリの高さ、エッジの破断、スラグの形状、パンチ荷重を検査します。1回の試運転でセッティングを決定しないでください。.
鋭いパンチは切れる。摩耗したパンチは引きずり、折り、熱し、裂く。.
工具の摩耗は、しばしば “まだ動いている ”ことの陰に隠れてしまう。金型は動き続ける。部品は出続ける。その結果、積層が平らでなくなったり、バリがコーティングを削ったり、スロットが公差から外れたりするため、アセンブリの歩留まりが低下します。.
ラミネーションスタンピングでは、局所的な摩耗が重要です。1つのスロットパンチが摩耗すると、スタック内のすべてのレイヤーにダメージを与える可能性があります。.
修正する
ステーションごとに摩耗を追跡すること。プレスの総ストローク数だけをカウントしないこと。ストローク数は有用ですが、材料の変化、潤滑の変化、コーティングの磨耗を見逃します。.
シャープニングのトリガーを設定する:
検証する
同じコイル、同じ速度、同じ潤滑条件で、研ぎ前後の部品を比較してください。そうしないと、間違った変数のせいにしてしまうかもしれません。.
プログレッシブ・ラミネーション・ダイは、繰り返し可能な送り長さと安定したストリップ位置に依存します。ストリップがわずかに動くと、ダイはまだ動くかもしれませんが、ラミネーション形状は見当を失い始めます。.
これは危険である。なぜなら、ミスフィードの欠陥の中には、ルース・ラミネーションでは目立たないものがあるからである。ミスフィードの欠陥は、スキューエラー、歯の不一致、内径の振れ、積み重ね不良、アセンブリの干渉として後から現れます。.
修正する
低速セットアップ時だけでなく、生産速度下での送り長さをチェックする。パイロット・ホールに無理な力がかかっていないか、引きずられていないか、楕円が磨耗していないか点検すること。パイロットは、ストリップの位置を特定すべきであり、ストロークのたびに不良送りを解消すべきではない。.
ストリップのキャンバーもチェックしてください。コイルがサイド・ボウでダイに入ると、工具は材料の動きを連続的に修正することを余儀なくされます。.
検証する
スロットとボアの位置、歯のピッチ、パイロットホールの状態を、数百ストロークにわたって測定する。最初のピースが安定していても、進行が安定しているとは限りません。.
金型が変わらなくても歩留まりが落ちることがある。.
それは通常、素材が変わったことを意味する。.
電気鋼のばらつきは、板厚、硬度、塗装状態、平坦度、残留応力、キャンバー、表面清浄度、バリ反応などに現れます。同じ公称グレードの2つのコイルが、金型内で異なる挙動を示すことがあります。.
これは理論の問題ではない。ロット・トレーサビリティの問題なのだ。.
修正する
すべての歩留まり報告をコイル ID と結びつける。受入検査では、書類以上のものをチェックする。板厚、キャンバー、平坦度、コーティングの状態、表面汚染などを測定する。クリティカルなプログラムでは、フル生産前に短時間のバリ反応チェックを行う。.
検証する
コイル交換後に歩留まりが低下した場合、不良開始時間とコイル移行を比較する。交換後の最初の数百ストロークで問題が発生した場合、ダイのせいにすることから始めないこと。.
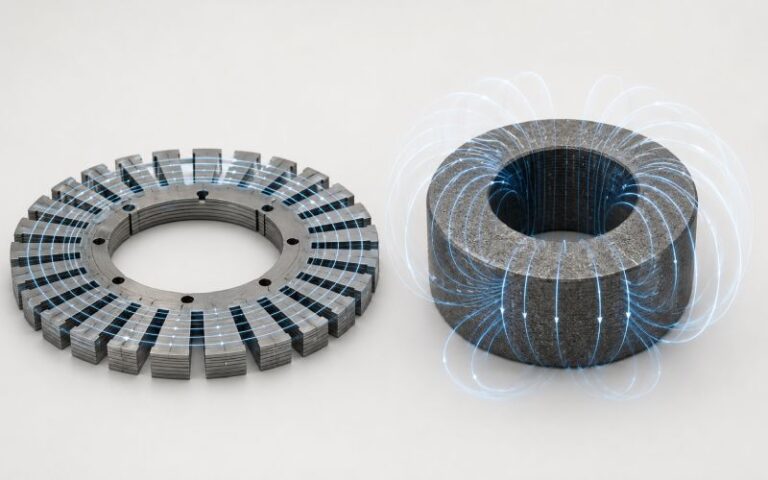
電気鋼板のコーティングは薄いものだが、その役割は大きい。それは、シート間の電流経路を確保する代わりに、個々のラミネーションの内部に渦電流を維持するのに役立つ。.
コーティングの損傷は、スタンピング、部品の移動、積み重ね、インターロック、溶接、接着、圧縮の際に起こりうる。部品は問題なく見えるかもしれません。スタックは電気的絶縁に失敗する可能性があります。.
一般的な損傷箇所には、スロットエッジ、ボアエッジ、溶接部、ガイドピンの接触部、ラミネーションが圧力を受けてスライドする箇所などがある。.
修正する
プレス前とプレス後のコーティングを検査する。これらは別々の検査である。入ってくるコーティングは許容範囲内であっても、粗い金型、引っかかった切り屑、潤滑不良、または強引な取り扱いによって損傷している場合があります。.
ラミネート間の滑り接触を減らす。荷重下でのスライディングは、良いコーティングを弱い絶縁経路に変える最も簡単な方法の一つです。.
検証する
接合前と接合後に層間抵抗または分離チェックを行う。積み重ねが、かしめ、溶接、または圧縮の後にのみ不合格になる場合は、スタンピング工程だけが原因ではないかもしれない。.
スラッグの引き抜きは、歩留まりをすぐに台無しにする。引っ張られたスラグは、次のラミネーションをへこませたり、コーティングに傷をつけたり、パンチを壊したり、機能をブロックしたり、二重ヒットのダメージを与えたりします。.
微細なチップはより静かだが、それでもコストがかかる。ストリップに付着したり、スタックに入り込んだり、コーティングに押し込まれたりする。1つの粒子がスタックの高さに影響することもあります。数個の粒子は、誤着座や局所的な電気接触を引き起こす可能性があります。.
修正する
ナメクジの行動を直接見る。推測は禁物である。パンチにスラグが付着していないか、ダイボタンからスラグが飛び出していないか、油膜で跳ね返されていないかをチェックする。.
考えられる修正点は以下の通り:
検証する
ナメクジが発生した後、次の10~20箇所を点検する。多くの場合、目に見える最初の出来事の後にダメージが現れる。.
平らなラミネーションはうまくスタックする。波状のラミネーションは固定具と戦う。.
うねりは、コイルセット、不十分なレベリング、不均一な切断力、スタンピング後のストレスリリース、悪い排出、または粗い部品の取り扱いから発生する可能性があります。スタックは、クランプされている間は許容できるように見えても、リリース後に扇状になったり傾いたりすることがあります。.
よくある罠だ。フィクスチャーは悪いスタックを隠すことができる。.
修正する
平坦度は、自由状態と制御された荷重下の2つの方法で測定する。どちらも重要です。ラミネーションが荷重下でのみ平坦である場合、組み立て時や熱サイクル後に問題が発生することが予想されます。.
部品が金型からどのように離れるかを見直す。薄いラミネーションは、射出、落下、回収、移動の際に歪むことがあります。.
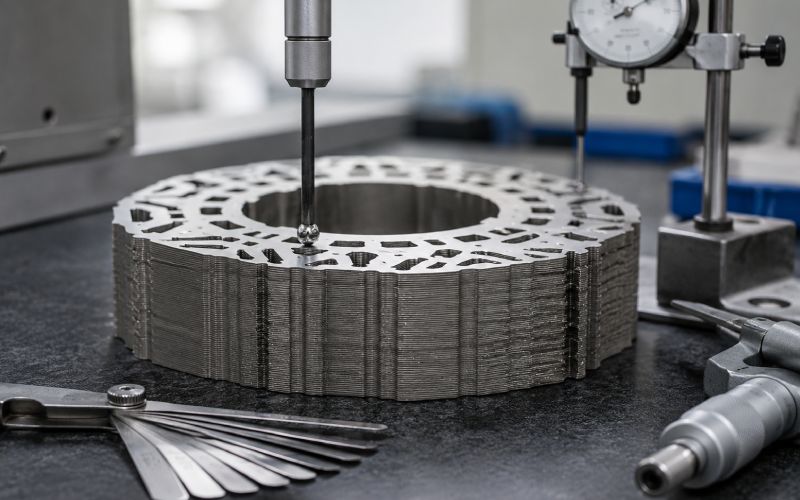
検証する
アンクランプ後にスタックのアライメントを点検する。リリース後にスタックがずれる場合は、シーティングの順序、ガイドのフィット、バリの方向、圧縮バランスを調整します。.
スタックのアライメントは降着の一部であり、二次的な作業ではない。.
インターロック、ステーキング、ボンディング、溶接はすべて、ラミネートを一体化するのに役立つ。また、歪み、局所的な応力、コーティングの損傷、シート間の電気的接触も生じます。.
ミスアライメントは通常、バリ、ガイドの適合不良、不均一な圧縮、磨耗したスタッキングピン、一貫性のないラミネーション方向、またはスタックが完全に固定される前に移動する接合力の組み合わせから生じる。.
修正する
まず優しく位置を決める。次にシート。次に圧縮する。そして結合する。.
ガイドピンを無理に矯正工具のように使用しないでください。ピンが内径やスロットのエッジを削ってしまうと、アライメントが崩れるだけでなく、コーティングにダメージを与える可能性があります。.
溶接スタックの場合、不要な入熱と溶接長を減らす。接着スタックの場合は、接着剤の厚みとスクイーズアウトをチェックする。杭付きスタックの場合は、杭がスタックを固定し ているか、歪ませていないかを確認する。.
検証する
接合前後の振れ、スタック高さ、層間抵抗を測定する。欠陥が接合後にのみ現れる場合は、接合工程独自の管理計画が必要である。.
良い金型でも、不安定なプレスでは悪いラミネーションができる。.
プレスの問題には、スライドの平行不良、下死点位置の不一致、オフセンター荷重、振動、ジブの摩耗、土台の弱さ、不安定なシャットハイトなどがあります。これらの問題は、ストローク中に変化するクリアランスを生じさせます。.
欠陥はランダムなバリのばらつきのように見えるかもしれない。それはランダムではないことが多い。.
修正する
負荷をかけてプレスの状態をチェックする。静的なチェックも有効ですが、ラミネーション金型はスピードがあり、実際に力がかかり、振動があります。.
可能であれば、トン数のサインを確認してください。急激な負荷の変化は、スラグの引き抜き、パンチの鈍り、材料の厚さのばらつき、または送りの問題を指摘する可能性があります。.
検証する
ストリップの左、右、前、後のエリアからバリの高さとフィーチャーのサイズを比較する。あるエリアが一貫して異なる動作をする場合は、プレスのアライメントと金型のローディング・バランスを検査します。.
検査が遅れると、高価なスクラップが発生する。.
積層、接着、溶接、最終組立の後に最初の本格的なチェックが行われるなら、工程はすでに損をしている。ラミネーションスタンピングには上流工程の信号が必要です。.
優れた検査計画は、それをキャッチする必要がある:
修正する
検査を原因に近づける。例えば、スタックの高さが不安定な場合、完成したスタックだけを測定してはならない。ラミネーションの厚さ、バリの高さ、部品数、接合前のトラップ汚染などを測定する。.
検証する
すべての重大な欠陥には、もっと早い段階で警告シグナルを出すべきである。上流のシグナルが存在しない場合は、それを作成する。.
これらは出発点であり、普遍的な仕様ではない。最終的な限界値は、材料グレード、シート厚さ、スタック設計、接合方法、電気的性能要件と照らし合わせて検証されるべきである。.
| 管理項目 | 有用なスタート目標 | なぜそれが重要なのか |
|---|---|---|
| パンチからダイまでのクリアランス | 多くの薄鋼板試験で片側約3-8%の厚さ | バリ、エッジ品質、パンチ荷重、スラグの挙動をコントロール |
| 一般バリ警告レベル | バリの高さがシート厚の10%に近づく前に調査する。 | 高いバリは、積み重ね、断熱、組み立てに影響を及ぼす可能性がある |
| 精密積層バリターゲット | 多くの場合、数十ミクロン単位で制御されるが、高効率コアではより厳しく制御される。 | 小さなバリがスタック全体で繰り返される |
| 送り再現性 | スロット対ボアおよび歯のピッチ公差を保護するのに十分なタイトさ | スキュー、ミスマッチ、スタッキングエラーを防止 |
| スタック検査ポイント | 加入前と加入後 | スタンピング不良と接合不良の分離 |
| コーティング検査 | 入荷、スタンピング後、積み重ね/接合後 | 断熱材の損傷が実際に始まる場所を見つける |
3ステップのループを使う。.
まず、その症状を測定可能な言葉で定義する。“バリが悪い ”ではない。“スロット・ステーション6の出口側のバリが80,000回のストロークで12μmから32μmに増加した ”と書く。”
第二に、その症状を最も初期のプロセス信号と結びつける。バリの高さは工具の摩耗を示すかもしれない。片バリはアライメントを示すかもしれない。スタックの高さは、バリの蓄積、カウントの間違い、厚みのばらつき、または切粉を指している可能性があります。.
第三に、短時間の生産後に修正を検証することである。多くの修正は、最初の部分ではうまくいっているように見えても、ダイが温まり、油膜が変化し、ストリップがフルスピードに達すると失敗する。.
プロセスは複雑ではない。規律を守るだけだ。.
最も一般的な原因は、制御不能なバリの成長であり、多くの場合、工具の摩耗、不適切なクリアランス、金型のミスアライメント、または材料のばらつきに関連しています。バリはスタンプエッジ以外にも問題を引き起こす。バリは、スタックの高さ、コーティングの完全性、層間絶縁、最終組立に影響を与える可能性があります。.
多くの薄い電気鋼板の用途では、片側3%から8%の板厚でクリアランスの試験を開始することが多い。一般的なシートメタル・ルールでは、片側5%から10%あたりから始めることができます。適切な値は、バリの高さ、エッジの品質、パンチ荷重、スラグの挙動、磁気性能によって証明されなければなりません。.
唯一の普遍的な限界値はありません。一般的な警告レベルはシート厚の10%ですが、精密モーターやトランスのラミネーションでは、一般的に数十ミクロンと、より厳しい管理が必要になることがよくあります。正しい限界値は、スタックの高さ、電気的絶縁、最終的な性能に基づいて決定する必要があります。.
スタックの高さは、過度のバリ、引っかかった切り屑、間違ったラミネーション数、シートの厚さのばらつき、うねり、圧縮時のシーティング不良などが原因で高くなることがあります。まず、枚数と厚さをチェックし、次にバリの高さと汚れをチェックしてください。.
層間短絡は、バリ・ブリッジ、コーティングの傷、過度の積層圧力、ステーキングの変形、溶接の熱、シート間に挟まった破片などから発生する可能性がある。接合前と接合後に試験を行い、短絡の発生箇所を特定する。.
まず、クリアランス、油膜、パンチの状態、ダイボタンの逃げ、ストリッパーの圧力、スラグの保持力をチェックすることから始めよう。粘着性のある潤滑油、閉じ込められた空気、磁気を帯びた工具、高速ピアスなど、すべてが原因となり得ます。ダイ全体を問題として扱うのではなく、ローカル・ステーションを修正する。.
コイルは、厚さ、硬さ、コーティングの挙動、平坦度、キャンバー、残留応力、表面状態が異なる場合があります。コイルIDは、バリのデータ、送りの安定性、スタックの高さ、電気的なテスト結果に接続しておいてください。.
ファーストオフ時、コイル交換後、工具メンテナン ス後、工程変更後、工具の摩耗履歴に基づく間隔 で測定する。大量生産の場合、一定間隔だけよりも、トレンドに基づいた検査の方が良い。.