Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.

Schlecht Laminierprägung Ertrag beginnt selten mit einem dramatischen Fehler. Häufiger beginnt es mit kleinen Prozessverschiebungen: Gratbildung, Stempelverschleiß, Bandschieflauf, Beschichtungsschäden, Butzenziehen, Stapelfehler oder Abweichungen von Coil zu Coil.
Jede Ausgabe sieht auf einem einzigen Blatt überschaubar aus.
Dann werden die Blätter zu einem Stapel.
Ein 20 μm großer Grat, der sich über Hunderte von Laminaten erstreckt, ist nicht mehr “klein”. Ein leichter Beschichtungskratzer wird zum Risiko eines interlaminaren Kurzschlusses. Ein Zuführungsfehler, der die visuelle Inspektion bestanden hat, wird zu Schlitzfehlern, Schräglauffehlern, Hitze, Lärm oder einer fehlerhaften Montage.
Deshalb erfordert das Laminierprägen eine andere Herangehensweise an die Problembehandlung als das normale Blechprägen. Sie stellen nicht nur eine Form her. Sie schützen gleichzeitig Geometrie, Stapelhöhe, Isolierung, magnetische Leistung und Wiederholbarkeit der Montage.
| Produktionssymptom | Erst prüfen | Wahrscheinliche Grundursache | Schnelle Abhilfemaßnahmen |
|---|---|---|---|
| Die Grathöhe steigt weiter an | Gratrichtung, Stempelkante, Matrizenknopfverschleiß | Verschlissene Werkzeuge, falsches Spiel, schlechte Ausrichtung | Grat nach Station kartieren, lokale Werkzeuge schärfen oder ersetzen, Spiel erneut prüfen |
| Grat ist nur auf einer Seite hoch | Werkzeugausrichtung, Pressenparallelität, Führungsverschleiß | Ungleichmäßiges Spiel, Durchbiegung der Presse, lose Teile | Prüfen Sie die Schließhöhe, das Führungssystem, den Abstreifdruck und die Ausrichtung der Station. |
| Die Stapelhöhe ist zu hoch | Lamellenzahl, Grathöhe, eingeklemmte Späne | Gratbildung, falsche Zählung, Verschmutzung | Zählung überprüfen, Stapelweg reinigen, Grat vor dem Stapeln reduzieren |
| Kern läuft nach der Montage heiß | Interlaminarer Widerstand, Schweißnaht-/Stichstellenbereich, Kantengrate | Beschichtungsschäden, Gratbrücken, übermäßiger Fügedruck oder Hitze | Prüfung vor und nach dem Fügen, Reduzierung der elektrischen Kontaktwege |
| Schlitz oder Bohrung nicht übereinstimmend | Vorschublänge, Pilotzustand, Streifenwölbung | Fehleinzug, verschlissene Piloten, schlechte Bandkontrolle | Einspeisung einstellen, Piloten überprüfen, Geradheit des Bandes kontrollieren |
| Zufällige Beulen oder Kratzer | Matrizenoberfläche, Butzenabzug, Teiletransportweg | Abgezogene Schnecken, Späne, grobe Behandlung | Verbesserte Rückhaltung des Geschosses, saubere Matrizenkontaktzonen, geringeres Gleiten |
| Stapelfächer nach Freigabe | Ebenheit im Freizustand, Gratrichtung, Freigabe der Halterung | Welligkeit, Gratinterferenzen, ungleichmäßige Kompression | Stapel stufenweise aufsetzen, Führungen verbessern, nach dem Ausspannen prüfen |
| Schläge brechen wiederholt ab | Stempelbelastung, Freiraum, Seitenhalt | Zu geringes Spiel, Werkzeugverformung, schlechtes Abisolieren | Verstärkte Unterstützung, Überprüfung des Spielraums, Verbesserung des Gleichgewichts der Abisolierkräfte |
Das Spiel steuert die Kantenqualität, die Grathöhe, die Stanzlast, das Butzenverhalten und die Werkzeuglebensdauer. Es wirkt sich auch auf die magnetische Leistung aus, da eine beschädigte Schnittkante die lokale Spannung erhöhen und Wege für interlaminare Kontakte schaffen kann.
Bei dünnem Elektroband beginnt ein Versuchsfenster oft bei 3% bis 8% der Blechdicke pro Seite. Die allgemeinen Stanzarbeiten können näher an 5% bis 10% pro Seite, aber bei Laminierarbeiten sollte man nicht ohne Prüfung eine allgemeine Regel kopieren. Ein 0,35-mm-Blech mit 5% pro Seite bedeutet etwa 0,0175 mm Abstand pro Seite. Das klingt winzig, weil es so ist.
Ein zu geringer Abstand kann den Stempel überlasten und Sekundärgrate erzeugen. Ein zu großer Freiraum kann das Überrollen, den Bruchwinkel und den Kantenausriss erhöhen. Ungleichmäßiges Spiel ist in der Regel schlimmer als beides.
Reparieren
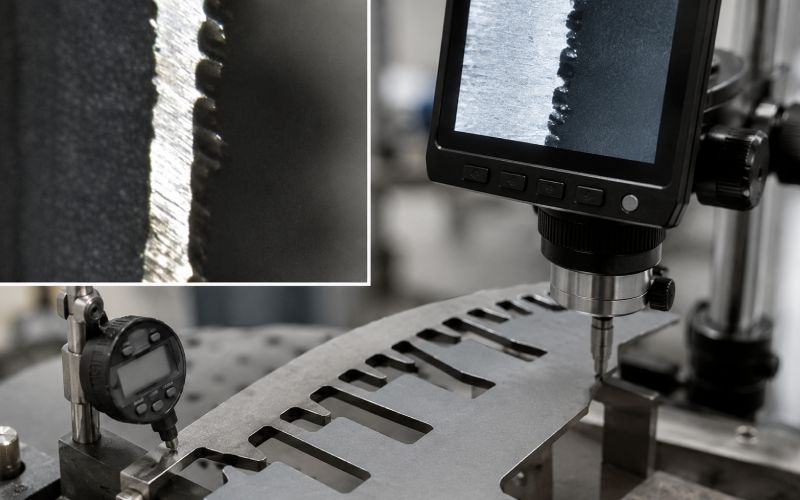
Messen Sie die Grathöhe an festen Punkten, nicht an beliebigen Punkten. Vergleichen Sie die Eintrittsseite mit der Austrittsseite. Wenn der Grat gleichmäßig um das Teil herum wächst, prüfen Sie zuerst den Werkzeugverschleiß. Ist das Gratwachstum auf einer Seite stärker, überprüfen Sie die Ausrichtung des Werkzeugs, den Verschleiß der Führung, die Auswuchtung des Abstreifers und die Parallelität der Presse, bevor Sie das Spiel ändern.
Überprüfen Sie es
Führen Sie nach der Einstellung einen kurzen Probelauf durch und prüfen Sie Grathöhe, Kantenbruch, Butzenform und Stempelkraft. Genehmigen Sie die Einstellung nicht nach einer ersten Probe.
Ein scharfer Stempel schneidet. Ein abgenutzter Stempel schleift, faltet, erhitzt und reißt.
Werkzeugverschleiß versteckt sich oft hinter “läuft noch”. Das Werkzeug läuft weiter. Es kommen immer wieder Teile heraus. Dann sinkt die Ausbeute der Baugruppe, weil die Lamellen nicht mehr plan sitzen, die Grate die Beschichtung zerkratzen oder die Schlitze aus der Toleranz geraten.
Beim Laminierungsstempeln spielt der lokale Verschleiß eine Rolle. Ein verschlissener Schlitzstempel kann jede Schicht im Stapel beschädigen.
Reparieren
Verfolgen Sie den Verschleiß nach Stationen. Zählen Sie nicht nur die Gesamthübe der Presse. Die Anzahl der Hübe ist zwar nützlich, aber Materialwechsel, Änderungen der Schmierung und die Abnutzung der Beschichtung bleiben dabei unberücksichtigt.
Stellen Sie die Schärfungsauslöser mit einer Mischung aus:
Überprüfen Sie es
Vergleichen Sie die Teile vor und nach dem Schärfen bei gleicher Spule, gleicher Geschwindigkeit und gleichem Schmierzustand. Andernfalls kann die Verbesserung auf die falsche Variable zurückgeführt werden.
Ein Folgeverbundwerkzeug ist auf eine wiederholbare Vorschublänge und eine stabile Bandposition angewiesen. Wenn sich das Band geringfügig bewegt, kann die Matrize zwar noch laufen, aber die Laminiergeometrie gerät aus dem Gleichgewicht.
Dies ist gefährlich, da manche Fehler bei einer losen Laminierung nicht offensichtlich sind. Sie zeigen sich später als Schräglauffehler, Zahnabweichungen, Bohrungsrundlauf, schlechte Stapelung oder Montagefehler.
Reparieren
Prüfen Sie die Vorschublänge bei Produktionsgeschwindigkeit, nicht nur beim langsamen Einrichten. Untersuchen Sie die Vorschublöcher auf Anzeichen von Zwang, Schleifen oder ovalem Verschleiß. Ein Pilot sollte das Band lokalisieren und nicht bei jedem Hub einen schlechten Vorschub retten.
Prüfen Sie auch die Bandwölbung. Wenn das Coil mit einer Seitenwölbung in die Matrize eintritt, ist das Werkzeug gezwungen, die Materialbewegung kontinuierlich zu korrigieren.
Überprüfen Sie es
Messen Sie die Position von Schlitz zu Bohrung, die Zahnteilung und den Zustand der Vorbohrung über mehrere hundert Hübe. Ein stabiles erstes Stück ist kein Beweis für einen stabilen Verlauf.
Die Ausbeute kann auch dann sinken, wenn sich das Werkzeug nicht verändert hat.
Das bedeutet in der Regel, dass sich das Material geändert hat.
Elektrostahl kann sich in Dicke, Härte, Beschichtungszustand, Ebenheit, Eigenspannung, Wölbung, Oberflächenreinheit und Gratverhalten unterscheiden. Zwei Coils mit der gleichen Nominalsorte können sich in der Matrize unterschiedlich verhalten.
Dies ist kein theoretisches Problem. Es ist ein Problem der Rückverfolgbarkeit von Partien.
Reparieren
Verbinden Sie jeden Ertragsbericht mit der Coil-ID. Prüfen Sie bei der Eingangskontrolle mehr als nur den Papierkram. Messen Sie Dicke, Wölbung, Ebenheit, Beschichtungszustand und Oberflächenverschmutzung. Führen Sie bei kritischen Programmen vor der vollen Produktion eine kurze Gratprüfung durch.
Überprüfen Sie es
Wenn die Ausbeute nach einem Spulenwechsel sinkt, vergleichen Sie den Zeitpunkt des Fehlerbeginns mit dem Spulenwechsel. Wenn das Problem innerhalb der ersten paar hundert Hübe nach der Umstellung beginnt, sollten Sie nicht gleich die Schuld auf die Matrize schieben.
Die Beschichtung von Elektroband ist dünn, aber sie hat eine wichtige Aufgabe. Sie trägt dazu bei, dass die Wirbelströme innerhalb der einzelnen Bleche bleiben, anstatt Strompfade zwischen den Blechen zuzulassen.
Schäden an der Beschichtung können beim Stanzen, Übertragen von Teilen, Stapeln, Verriegeln, Schweißen, Kleben oder Pressen entstehen. Das Teil mag gut aussehen. Die elektrische Isolierung des Stapels kann dennoch versagen.
Häufige Schadstellen sind Schlitzkanten, Bohrungskanten, Schweißzonen, Kontaktbereiche von Führungsstiften und Stellen, an denen Bleche unter Druck gleiten.
Reparieren
Prüfen Sie die Beschichtung vor und nach dem Prägen. Dies sind getrennte Prüfungen. Die eingehende Beschichtung kann akzeptabel sein, dann aber durch raue Werkzeuge, eingeklemmte Späne, schlechte Schmierung oder aggressive Handhabung beschädigt werden.
Verringern Sie den Gleitkontakt zwischen den Lamellen. Das Gleiten unter Last ist eine der einfachsten Möglichkeiten, eine gute Beschichtung in eine schwache Isolierung zu verwandeln.
Überprüfen Sie es
Führen Sie interlaminare Widerstands- oder Isolationsprüfungen vor und nach dem Fügen durch. Wenn der Stapel erst nach dem Abstecken, Schweißen oder Pressen versagt, ist der Stanzprozess möglicherweise nicht die einzige Ursache.
Ein herausgezogenes Butzenstück kann den Ertrag schnell ruinieren. Ein herausgezogenes Geschoss kann die nächste Laminierung verbeulen, die Beschichtung zerkratzen, einen Stempel brechen, ein Merkmal blockieren oder Schäden durch Doppeltreffer verursachen.
Feine Späne sind leiser, aber immer noch kostspielig. Sie sitzen auf dem Band, gelangen in den Stapel oder werden in die Beschichtung gedrückt. Ein Partikel kann die Stapelhöhe beeinflussen. Mehrere Partikel können einen falschen Sitz oder einen lokalen elektrischen Kontakt verursachen.
Reparieren
Beobachten Sie das Verhalten der Schnecken direkt. Raten Sie nicht. Prüfen Sie, ob die Kugeln an den Stempeln haften bleiben, aus den Matrizenknöpfen herausspringen oder mit einem Ölfilm wieder nach oben fahren.
Mögliche Korrekturen sind:
Überprüfen Sie es
Überprüfen Sie die nächsten zehn bis zwanzig Teile nach einem Einschlag. Schäden treten oft erst nach dem ersten sichtbaren Vorfall auf.
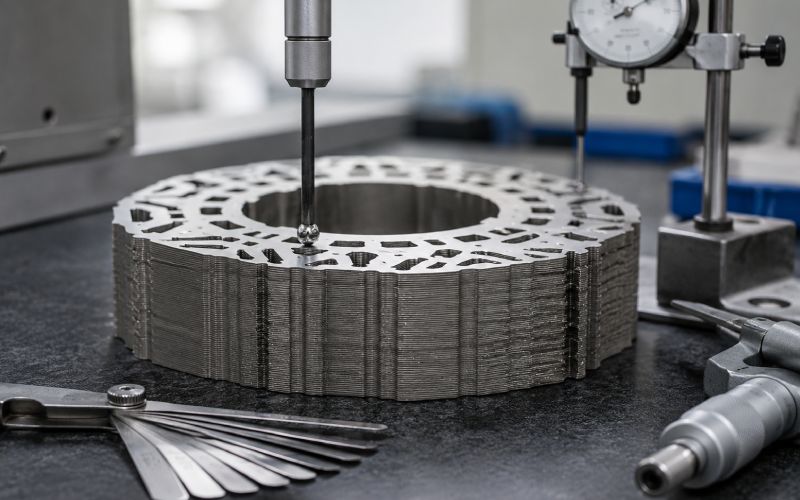
Flache Laminate lassen sich gut stapeln. Gewellte Lamellen bekämpfen die Halterung.
Die Welligkeit kann durch das Setzen der Spule, schlechte Nivellierung, ungleiche Schnittkräfte, Spannungsabbau nach dem Stanzen, schlechten Auswurf oder grobe Handhabung der Teile verursacht werden. Der Stapel kann akzeptabel aussehen, wenn er eingespannt ist, aber nach dem Lösen fächern oder sich neigen.
Das ist eine häufige Falle. Eine Halterung kann einen schlechten Stapel verbergen.
Reparieren
Messen Sie die Ebenheit auf zwei Arten: im freien Zustand und unter kontrollierter Last. Beides ist wichtig. Wenn die Laminierung nur unter Kraft flach ist, müssen Sie mit Problemen bei der Montage oder nach der Wärmebehandlung rechnen.
Überprüfen Sie, wie die Teile die Form verlassen. Dünne Lamellen können sich beim Auswerfen, Fallenlassen, Sammeln oder Übertragen verziehen.
Überprüfen Sie es
Prüfen Sie die Ausrichtung des Stapels nach dem Lösen der Klemmung. Wenn sich der Stapel nach dem Lösen verschiebt, passen Sie die Sitzreihenfolge, den Führungssitz, die Gratrichtung und den Druckausgleich an.
Die Stapelausrichtung ist Teil der Ausbeute und keine sekundäre Operation.
Verriegelung, Verklammerung, Verklebung und Verschweißung tragen alle dazu bei, dass Laminate zusammenhalten. Sie können aber auch zu Verformungen, lokalen Spannungen, Beschichtungsschäden oder elektrischem Kontakt zwischen den Blechen führen.
Eine Fehlausrichtung ist in der Regel auf eine Kombination aus Graten, schlechter Führungspassung, ungleichmäßiger Kompression, verschlissenen Stapelstiften, ungleichmäßiger Laminierungsausrichtung oder einer Verbindungskraft zurückzuführen, die den Stapel bewegt, bevor er vollständig eingesetzt ist.
Reparieren
Zuerst vorsichtig aufsetzen. Dann setzen. Dann zusammendrücken. Dann fügen.
Die Führungsstifte dürfen nicht wie Korrekturwerkzeuge wirken. Wenn die Stifte am Innendurchmesser oder an den Schlitzkanten kratzen, können sie die Ausrichtung lösen und die Beschichtung beschädigen.
Bei geschweißten Stapeln unnötige Wärmezufuhr und Schweißlänge reduzieren. Bei geklebten Stapeln die Klebstoffdicke und das Auspressen überprüfen. Bei gestapelten Stapeln ist zu prüfen, ob der Pflock den Stapel festhält oder verformt.
Überprüfen Sie es
Messen Sie Rundlauf, Stapelhöhe und interlaminaren Widerstand vor und nach dem Fügen. Wenn der Fehler erst nach dem Fügen auftritt, ist ein eigener Kontrollplan für den Fügeprozess erforderlich.
Eine gute Matrize kann in einer instabilen Presse trotzdem schlechte Laminierungen erzeugen.
Zu den Problemen bei Pressen gehören eine schlechte Stößelparallelität, eine uneinheitliche Position des unteren Totpunkts, eine außermittige Belastung, Vibrationen, abgenutzte Leisten, ein schwaches Fundament oder eine instabile Schließhöhe. Diese Probleme führen zu wechselndem Spiel während des Hubes.
Der Fehler kann wie eine zufällige Gratvariation aussehen. Er ist aber oft nicht zufällig.
Reparieren
Prüfen Sie den Zustand der Presse unter Last. Statische Prüfungen sind nützlich, aber die Laminierwerkzeuge laufen bei Geschwindigkeit, mit echter Kraft und echten Vibrationen.
Überprüfen Sie die Tonnagesignatur, falls vorhanden. Plötzliche Laständerungen können auf Butzenziehen, stumpfe Stempel, Materialdickenschwankungen oder Vorschubprobleme hinweisen.
Überprüfen Sie es
Vergleichen Sie die Grathöhe und die Größe der Merkmale im linken, rechten, vorderen und hinteren Bereich des Streifens. Wenn sich ein Bereich konstant anders verhält, überprüfen Sie die Ausrichtung der Presse und die Ausgewogenheit der Werkzeugladung.
Eine verspätete Inspektion verursacht teuren Ausschuss.
Wenn die erste wirkliche Kontrolle nach dem Stapeln, Kleben, Schweißen oder der Endmontage erfolgt, verliert der Prozess bereits Geld. Das Laminierprägen braucht vorgelagerte Signale.
Ein guter Inspektionsplan sollte dies berücksichtigen:
Reparieren
Gehen Sie bei der Inspektion näher an die Ursache heran. Wenn zum Beispiel die Stapelhöhe instabil ist, messen Sie nicht nur die fertigen Stapel. Messen Sie die Schichtdicke, die Grathöhe, die Anzahl der Teile und die eingeschlossene Verschmutzung vor dem Zusammenfügen.
Überprüfen Sie es
Jeder schwerwiegende Fehler sollte ein früheres Warnsignal haben. Wenn kein vorgelagertes Signal existiert, erstellen Sie eines.
Dies sind Ausgangspunkte, keine allgemeingültigen Spezifikationen. Die endgültigen Grenzwerte sollten anhand der Materialsorte, der Blechdicke, des Stapeldesigns, der Verbindungsmethode und der elektrischen Leistungsanforderungen überprüft werden.
| Kontrollposten | Nützliches Ausgangsziel | Warum das wichtig ist |
|---|---|---|
| Abstand zwischen Stempel und Matrize | Etwa 3-8% Blechdicke pro Seite für viele dünne Elektrostahlversuche | Kontrolliert Grat, Kantenqualität, Stanzlast und Butzenverhalten |
| Allgemeine Gratwarnstufe | Untersuchen Sie, bevor die Grathöhe 10% der Blechdicke erreicht. | Hohe Grate können Stapelung, Isolierung und Montage beeinträchtigen |
| Präzisions-Laminiergrat-Zielscheibe | Häufig im Bereich von zehn Mikrometern kontrolliert; bei hocheffizienten Kernen noch enger | Kleine Grate wiederholen sich über den gesamten Stapel |
| Wiederholbarkeit des Vorschubs | Eng genug, um die Toleranz von Nut zu Bohrung und Zahnteilung zu schützen | Verhindert Schräglage, Fehlanpassung und Stapelfehler |
| Stapelkontrollpunkt | Vor und nach dem Beitritt | Trennt Stanzfehler von Fügefehlern |
| Inspektion der Beschichtung | Eingehend, nach dem Stanzen, nach dem Stapeln/Verbinden | Findet heraus, wo Isolationsschäden tatsächlich beginnen |
Verwenden Sie eine dreistufige Schleife.
Definieren Sie zunächst das Symptom in messbaren Begriffen. Nicht “schlechte Grate”. Schreiben Sie: “Der Grat an der Auslassseite der Schlitzstation 6 hat sich bei 80.000 Hüben von 12 μm auf 32 μm erhöht.”
Zweitens: Stellen Sie eine Verbindung zwischen dem Symptom und dem frühesten Prozesssignal her. Die Grathöhe kann auf Werkzeugverschleiß hinweisen. Einseitiger Grat kann auf die Ausrichtung hinweisen. Die Stapelhöhe kann auf Gratbildung, falsche Zählung, Dickenschwankungen oder Späne hinweisen.
Drittens: Überprüfen Sie die Korrektur nach einem kurzen Produktionslauf. Viele Korrekturen sehen beim ersten Teil gut aus, versagen aber, wenn sich die Form erwärmt, der Ölfilm sich verändert oder das Band seine volle Geschwindigkeit erreicht.
Der Prozess ist nicht kompliziert. Man muss nur diszipliniert sein.
Die häufigste Ursache ist unkontrolliertes Gratwachstum, das oft mit Werkzeugverschleiß, falschem Spiel, falscher Ausrichtung der Matrize oder Materialschwankungen zusammenhängt. Grate verursachen Probleme, die über die gestanzte Kante hinausgehen. Sie können die Stapelhöhe, die Integrität der Beschichtung, die Isolierung zwischen den Schichten und die Endmontage beeinträchtigen.
Bei vielen dünnen Elektrostahlanwendungen beginnen die Abstandsversuche oft bei 3% bis 8% Blechdicke pro Seite. Allgemeine Regeln für Bleche beginnen bei 5% bis 10% pro Seite. Der richtige Wert muss anhand der Grathöhe, der Kantenqualität, der Stanzlast, des Butzenverhaltens und der magnetischen Leistung ermittelt werden.
Es gibt keinen einzigen universellen Grenzwert. Ein allgemeiner Warnwert ist 10% der Blechdicke, aber Präzisionsmotor- oder Transformatorbleche müssen oft viel genauer kontrolliert werden, üblicherweise im Bereich von zehn Mikrometern. Der richtige Grenzwert sollte von der Stapelhöhe, der elektrischen Isolierung und der endgültigen Leistung abhängen.
Die Stapelhöhe kann durch übermäßige Grate, eingeklemmte Späne, eine falsche Anzahl von Laminaten, unterschiedliche Blechdicken, Welligkeit oder einen schlechten Sitz beim Pressen zunehmen. Prüfen Sie zuerst die Anzahl und Dicke, dann die Grathöhe und Verschmutzung.
Interlaminare Kurzschlüsse können von Gratbrücken, Kratzern in der Beschichtung, übermäßigem Stapeldruck, Verformungen beim Abstecken, Schweißhitze oder zwischen den Blechen eingeschlossenen Fremdkörpern herrühren. Testen Sie vor und nach dem Fügen, um herauszufinden, wo der Kurzschluss entstanden ist.
Prüfen Sie zunächst das Spiel, den Ölfilm, den Zustand des Stempels, die Entlastung des Matrizenknopfes, den Druck des Abstreifers und die Rückhaltung des Geschosses. Klebriges Schmiermittel, eingeschlossene Luft, magnetische Werkzeuge und schnelles Einstechen können alle dazu beitragen. Reparieren Sie die örtliche Station, anstatt die gesamte Matrize als Problem zu betrachten.
Coils können in Dicke, Härte, Beschichtungsverhalten, Ebenheit, Wölbung, Restspannung und Oberflächenbeschaffenheit variieren. Halten Sie die Coil-ID in Verbindung mit Gratdaten, Vorschubstabilität, Stapelhöhe und elektrischen Testergebnissen.
Messen Sie beim ersten Anfahren, nach einem Coilwechsel, nach einer Werkzeugwartung, nach Prozessänderungen und in Intervallen, die auf dem Verschleißverhalten der Werkzeuge basieren. Bei hohen Stückzahlen ist eine trendbasierte Inspektion besser als ein festes Intervall allein.








