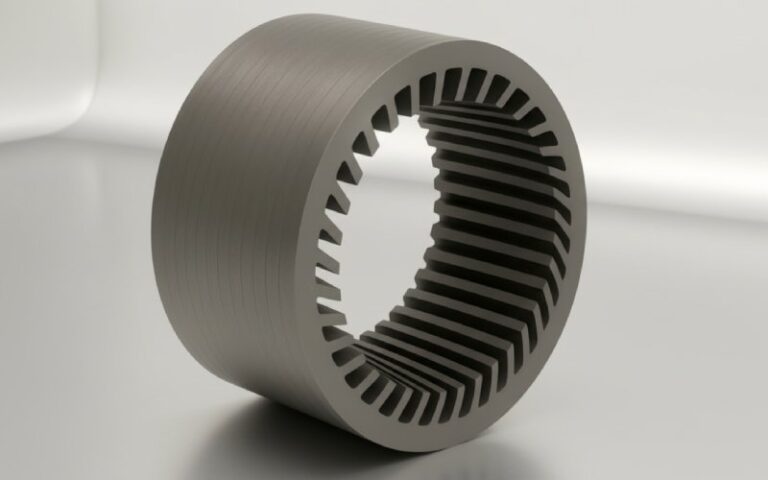
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
10 Penyebab Utama Hasil Stamping Laminasi yang Buruk dan Cara Mengatasinya
Miskin stempel laminasi hasil jarang dimulai dengan satu kegagalan yang dramatis. Lebih sering, ini dimulai dengan pergeseran proses kecil: pertumbuhan duri, keausan punch, kesalahan pengumpanan strip, kerusakan lapisan, tarikan siput, ketidaksejajaran tumpukan, atau variasi kumparan-ke-kumparan.
Setiap masalah terlihat dapat dikelola dalam satu lembar.
Kemudian, lembaran-lembaran itu menjadi satu tumpukan.
Duri 20 μm yang diulang pada ratusan laminasi tidak lagi “kecil”. Sedikit goresan pada lapisan menjadi risiko pendek interlaminar. Kesalahan pengumpanan yang lolos inspeksi visual menjadi ketidaksesuaian slot, kesalahan kemiringan, panas, kebisingan, atau perakitan yang gagal.
Itulah sebabnya mengapa pencetakan laminasi membutuhkan pola pikir pemecahan masalah yang berbeda dari pencetakan lembaran logam biasa. Anda tidak hanya membuat bentuk. Anda melindungi geometri, ketinggian tumpukan, isolasi, kinerja magnetik, dan pengulangan perakitan pada saat yang bersamaan.
Daftar Isi
Tabel Diagnostik Cepat: Mulai dari Gejala
Gejala produksi
Periksa dulu
Kemungkinan akar penyebabnya
Tindakan korektif yang cepat
Tinggi duri terus meningkat
Arah duri, tepi pukulan, keausan kancing mati
Perkakas yang aus, jarak bebas yang salah, keselarasan yang buruk
Memetakan duri berdasarkan stasiun, mempertajam atau mengganti perkakas lokal, memeriksa ulang jarak bebas
Permukaan cetakan, tarikan siput, jalur pemindahan bagian
Siput yang ditarik, keripik, penanganan yang kasar
Meningkatkan retensi siput, membersihkan zona kontak die, mengurangi sliding
Tumpukan kipas setelah rilis
Kerataan keadaan bebas, arah duri, pelepasan perlengkapan
Gelombang, gangguan duri, kompresi yang tidak merata
Tumpukan kursi secara bertahap, perbaiki pemandu, periksa setelah melepaskan penjepit
Pukulan patah berulang kali
Beban pukulan, jarak bebas, penyangga lateral
Jarak bebas yang terlalu kecil, defleksi alat, pengupasan yang buruk
Tingkatkan dukungan, tinjau jarak bebas, tingkatkan keseimbangan gaya pengupasan
1. 1. Izin Pukulan ke Mati yang Salah
Jarak bebas mengontrol kualitas tepi, tinggi duri, beban pukulan, perilaku siput, dan masa pakai pahat. Hal ini juga mempengaruhi kinerja magnetik karena ujung potong yang rusak dapat meningkatkan tekanan lokal dan menciptakan jalur untuk kontak interlaminar.
Untuk baja listrik tipis, jendela jarak bebas uji coba sering kali dimulai sekitar Ketebalan lembaran 3% hingga 8% per sisi. Pekerjaan stempel umum dapat dimulai mendekati 5% hingga 10% per sisi, tetapi pekerjaan laminasi tidak boleh menyalin aturan yang luas tanpa pengujian. Lembaran 0,35 mm pada 5% per sisi berarti sekitar 0,0175 mm jarak bebas per sisi. Kedengarannya kecil karena memang demikian.
Jarak bebas yang terlalu kecil dapat membebani punch dan menciptakan gerinda sekunder. Jarak bebas yang terlalu besar dapat meningkatkan rollover, sudut patahan, dan robekan tepi. Jarak bebas yang tidak rata biasanya lebih buruk daripada keduanya.
Perbaiki
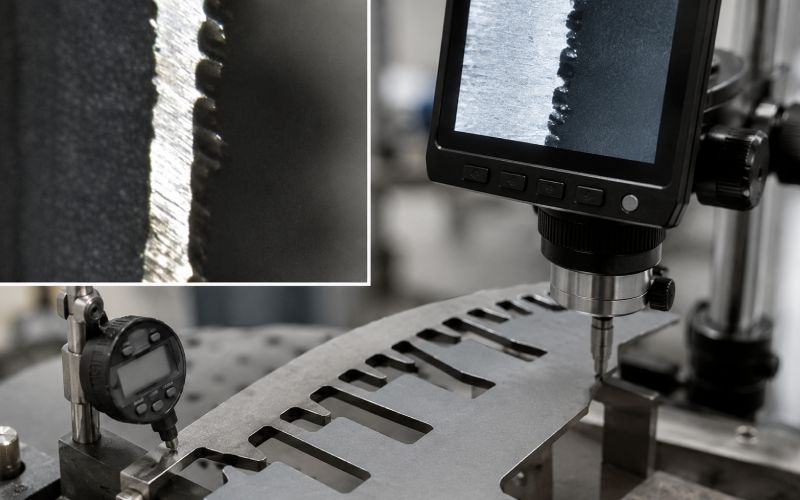
Ukur tinggi duri pada titik-titik yang tetap, bukan titik-titik yang acak. Bandingkan sisi masuk dan sisi keluar. Jika pertumbuhan duri seragam di sekeliling part, periksa keausan pahat terlebih dahulu. Jika pertumbuhan duri lebih kuat di satu sisi, periksa kesejajaran die, keausan pemandu, keseimbangan stripper, dan paralelisme tekan sebelum mengubah jarak bebas.
Verifikasi
Setelah penyesuaian, jalankan uji coba singkat dan periksa tinggi duri, patahan tepi, bentuk slug, dan beban pukulan. Jangan menyetujui pengaturan dari satu sampel pertama.
2. Tombol Pukulan dan Tombol Mati yang Sudah Usang
Pukulan yang tajam akan memotong. Pukulan yang aus akan menyeret, melipat, memanaskan, dan merobek.
Keausan alat sering kali bersembunyi di balik “masih berjalan.” Die terus berputar. Komponen terus keluar. Kemudian hasil perakitan turun karena laminasi tidak lagi duduk rata, lapisan gerinda mengikis lapisan, atau slot mulai melenceng di luar toleransi.
Dalam pencetakan laminasi, keausan lokal sangat penting. Satu pukulan slot yang aus dapat merusak setiap lapisan dalam tumpukan.
Perbaiki
Melacak keausan berdasarkan stasiun. Jangan hanya menghitung total pukulan tekan. Hitungan pukulan memang berguna, tetapi melewatkan perubahan material, perubahan pelumasan, dan tingkat keausan lapisan.
Tetapkan pemicu penajaman dengan menggunakan campuran:
Tren ketinggian duri
Peningkatan beban pukulan
Kecerahan atau robekan tepi
Perubahan bentuk siput
Penyimpangan ukuran lubang atau slot
Goresan lapisan di dekat tepi potong
Verifikasi
Bandingkan komponen sebelum dan sesudah diasah di bawah koil yang sama, kecepatan yang sama, dan kondisi pelumasan yang sama. Jika tidak, peningkatan mungkin disalahkan pada variabel yang salah.
3. Strip Salah Makan dan Kontrol Perkembangan yang Buruk
Cetakan laminasi progresif bergantung pada panjang pengumpanan yang dapat diulang dan posisi strip yang stabil. Jika strip bergerak sedikit, cetakan masih dapat berjalan, tetapi geometri laminasi mulai kehilangan registrasi.
Hal ini berbahaya karena beberapa cacat pemakanan yang salah tidak terlihat jelas pada laminasi yang longgar. Cacat ini muncul kemudian sebagai kesalahan kemiringan, ketidakcocokan gigi, lubang bor, penumpukan yang buruk, atau gangguan perakitan.
Perbaiki
Periksa panjang umpan di bawah kecepatan produksi, tidak hanya selama penyiapan yang lambat. Periksa lubang pilot untuk mengetahui adanya tanda-tanda pemaksaan, seret, atau keausan oval. Seorang pilot harus menemukan strip, bukan menyelamatkan umpan yang buruk setiap kali melakukan pemakanan.
Periksa juga strip camber. Jika kumparan masuk ke dalam cetakan dengan busur samping, alat ini dipaksa untuk mengoreksi gerakan material secara terus menerus.
Verifikasi
Ukur posisi slot-to-bore, pitch gigi, dan kondisi lubang pilot selama beberapa ratus pukulan. Potongan pertama yang stabil tidak membuktikan perkembangan yang stabil.
4. Variasi Bahan Coil-to-Coil
Hasil panen dapat menurun bahkan ketika dadu tidak berubah.
Hal itu biasanya berarti bahannya berubah.
Variasi baja listrik dapat muncul dalam ketebalan, kekerasan, kondisi pelapisan, kerataan, tegangan sisa, camber, kebersihan permukaan, dan respons duri. Dua kumparan dengan nilai nominal yang sama dapat berperilaku berbeda di dalam cetakan.
Ini bukan masalah teori. Ini adalah masalah penelusuran yang banyak.
Perbaiki
Ikat setiap laporan hasil panen ke ID koil. Pada inspeksi masuk, periksa lebih dari sekadar dokumen. Ukur ketebalan, camber, kerataan, kondisi lapisan, dan kontaminasi permukaan. Untuk program yang kritis, jalankan pemeriksaan respons duri singkat sebelum produksi penuh.
Verifikasi
Ketika hasil turun setelah pergantian koil, bandingkan waktu mulai cacat dengan transisi koil. Jika masalah dimulai dalam beberapa ratus pukulan pertama setelah pergantian, jangan mulai dengan menyalahkan cetakan.
5. Kerusakan Lapisan Isolasi
Lapisan pada baja listrik memang tipis, tetapi memiliki tugas yang besar. Lapisan ini membantu menjaga arus pusar di dalam setiap laminasi dan bukannya membiarkan jalur arus di antara lembaran.
Kerusakan lapisan dapat terjadi selama pencetakan, pemindahan komponen, penumpukan, penguncian, pengelasan, pengikatan, atau kompresi. Komponen mungkin terlihat baik-baik saja. Tumpukan mungkin masih gagal mengisolasi listrik.
Titik kerusakan yang umum terjadi meliputi tepi slot, tepi lubang, zona las, area kontak pin pemandu, dan tempat di mana laminasi meluncur di bawah tekanan.
Perbaiki
Periksa lapisan sebelum dan sesudah stamping. Ini adalah pemeriksaan yang terpisah. Lapisan yang masuk mungkin dapat diterima, kemudian rusak karena perkakas yang kasar, serpihan yang terperangkap, pelumasan yang buruk, atau penanganan yang agresif.
Kurangi kontak geser antar laminasi. Geseran di bawah beban adalah salah satu cara termudah untuk mengubah lapisan yang baik menjadi jalur insulasi yang lemah.
Verifikasi
Jalankan pemeriksaan resistensi interlaminar atau isolasi sebelum dan sesudah penggabungan. Jika tumpukan hanya gagal setelah penancapan, pengelasan, atau kompresi, proses pencetakan mungkin bukan satu-satunya penyebab.
6. Penarikan Siput dan Kontaminasi Chip
Penarikan siput dapat merusak hasil dengan cepat. Siput yang tertarik dapat merusak laminasi berikutnya, menggores lapisan, mematahkan pukulan, memblokir fitur, atau membuat kerusakan akibat pukulan ganda.
Keripik halus lebih tenang tetapi masih mahal. Mereka duduk di strip, masuk ke tumpukan, atau ditekan ke dalam lapisan. Satu partikel dapat memengaruhi tinggi tumpukan. Beberapa partikel dapat menciptakan tempat duduk palsu atau kontak listrik lokal.
Perbaiki
Lihatlah perilaku siput secara langsung. Jangan menebak-nebak. Periksa apakah siput menempel pada pukulan, memantul keluar dari tombol mati, atau naik kembali dengan lapisan minyak.
Koreksi yang mungkin dilakukan meliputi:
Menyesuaikan jarak bebas
Menambahkan fitur penahan siput
Meningkatkan kontrol vakum atau udara
Mengurangi penumpukan minyak yang lengket
Membersihkan tombol die dan area relief
Demagnetisasi perkakas jika diperlukan
Meningkatkan waktu dan tekanan stripper
Verifikasi
Periksa sepuluh hingga dua puluh bagian berikutnya setelah kejadian siput. Kerusakan sering kali muncul setelah kejadian pertama yang terlihat.
7. Kerataan dan Kerutan Laminasi yang Buruk
Laminasi datar menumpuk dengan baik. Laminasi bergelombang melawan perlengkapan.
Gelombang dapat berasal dari set koil, perataan yang buruk, gaya pemotongan yang tidak rata, pelepasan tegangan setelah stamping, pengeluaran yang buruk, atau penanganan bagian yang kasar. Tumpukan mungkin terlihat dapat diterima saat dijepit, kemudian mengipasi atau bersandar setelah dilepaskan.
Itu adalah jebakan yang umum. Sebuah perlengkapan dapat menyembunyikan tumpukan yang buruk.
Perbaiki
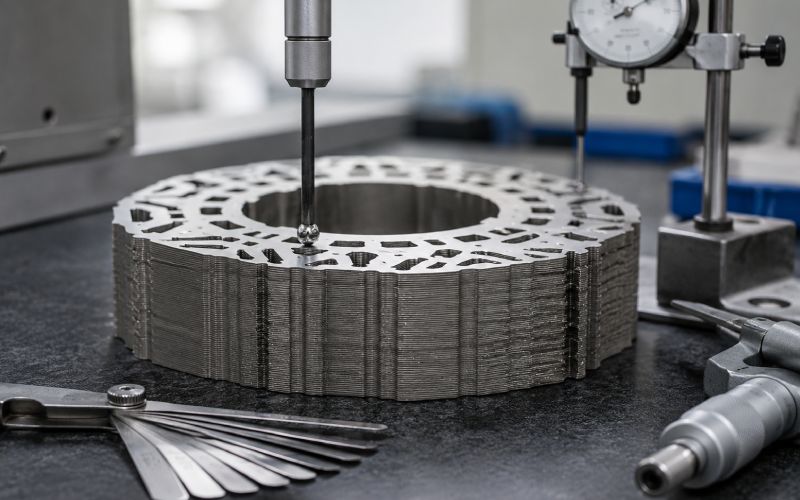
Mengukur kerataan dengan dua cara: kondisi bebas dan di bawah beban terkendali. Keduanya penting. Jika laminasi hanya rata di bawah paksaan, kemungkinan besar akan terjadi masalah selama perakitan atau setelah siklus termal.
Tinjau bagaimana komponen meninggalkan cetakan. Laminasi tipis dapat terdistorsi selama pengeluaran, penjatuhan, pengumpulan, atau pemindahan.
Verifikasi
Periksa kesejajaran tumpukan setelah melepaskan penjepitan. Jika tumpukan bergeser setelah dilepaskan, sesuaikan urutan tempat duduk, kesesuaian pemandu, arah duri, dan keseimbangan kompresi.
8. Ketidaksejajaran Tumpukan dalam Pemancangan, Pengikatan, atau Pengelasan
Penyelarasan tumpukan adalah bagian dari hasil, bukan operasi sekunder.
Saling mengunci, mempertaruhkan, mengikat, dan mengelas semuanya membantu menyatukan laminasi. Proses ini juga dapat menimbulkan distorsi, tekanan lokal, kerusakan lapisan, atau kontak listrik di antara lembaran.
Ketidaksejajaran biasanya berasal dari kombinasi gerinda, pemandu yang tidak pas, kompresi yang tidak merata, pin susun yang aus, orientasi laminasi yang tidak konsisten, atau gaya penyambungan yang menggerakkan tumpukan sebelum terpasang sempurna.
Perbaiki
Temukan dengan lembut terlebih dahulu. Lalu duduk. Lalu kompres. Kemudian bergabung.
Jangan memaksa pin pemandu untuk bertindak seperti alat koreksi. Jika pin mengikis diameter bagian dalam atau tepi slot, pin tersebut dapat mengganggu keselarasan sekaligus merusak lapisan.
Untuk tumpukan yang dilas, kurangi masukan panas yang tidak perlu dan panjang pengelasan. Untuk tumpukan yang diikat, periksa ketebalan perekat dan pemerasan. Untuk tumpukan yang dipancang, periksa apakah tiang pancang mengunci tumpukan atau mendistorsi tumpukan.
Verifikasi
Ukur runout, tinggi tumpukan, dan ketahanan interlaminar sebelum dan sesudah penyambungan. Jika cacat hanya muncul setelah penyambungan, proses penyambungan membutuhkan rencana kontrol tersendiri.
9. Ketidakstabilan Pers dan Pemuatan yang Tidak Rata
Cetakan yang bagus masih bisa menghasilkan laminasi yang buruk pada mesin cetak yang tidak stabil.
Masalah pers meliputi paralelisme slide yang buruk, posisi bawah-tengah yang tidak konsisten, pembebanan di luar pusat, getaran, gib yang aus, fondasi yang lemah, atau ketinggian tutup yang tidak stabil. Masalah-masalah ini membuat jarak bebas berubah selama pemotretan.
Cacat mungkin terlihat seperti variasi duri yang acak. Sering kali tidak acak.
Perbaiki
Periksa kondisi mesin cetak di bawah beban. Pemeriksaan statis berguna, tetapi cetakan laminasi berjalan dengan kecepatan, dengan kekuatan nyata dan getaran nyata.
Tinjau tanda tonase jika tersedia. Perubahan beban yang tiba-tiba dapat menunjukkan adanya tarikan siput, pukulan yang tumpul, variasi ketebalan material, atau masalah pengumpanan.
Verifikasi
Bandingkan tinggi duri dan ukuran fitur dari area kiri, kanan, depan, dan belakang strip. Jika satu area secara konsisten berperilaku berbeda, periksa kesejajaran mesin cetak dan keseimbangan pemuatan cetakan.
10. Strategi Inspeksi yang Lemah
Inspeksi yang terlambat akan menghasilkan barang bekas yang mahal.
Jika pemeriksaan nyata pertama terjadi setelah penumpukan, pengikatan, pengelasan, atau perakitan akhir, prosesnya sudah merugi. Laminasi stamping membutuhkan sinyal hulu.
Rencana pemeriksaan yang baik haruslah mencakup semuanya:
Pertumbuhan duri sebelum ditumpuk
Salah umpan sebelum ketidakcocokan slot menjadi sampah
Kerusakan lapisan sebelum bergabung
Kontaminasi sebelum kompresi
Pergeseran tinggi tumpukan sebelum perakitan akhir
Celana pendek interlaminar sebelum pengujian performa
Perbaiki
Pindahkan inspeksi lebih dekat ke penyebabnya. Misalnya, jika tinggi tumpukan tidak stabil, jangan hanya mengukur tumpukan yang sudah jadi. Ukur ketebalan laminasi, tinggi duri, jumlah komponen, dan kontaminasi yang terperangkap sebelum disambung.
Verifikasi
Setiap kerusakan besar harus memiliki sinyal peringatan dini. Jika tidak ada sinyal hulu, buatlah sinyal hulu.
Target Kontrol Praktis untuk Stamping Laminasi
Ini adalah titik awal, bukan spesifikasi universal. Batas akhir harus divalidasi terhadap tingkat material, ketebalan lembaran, desain tumpukan, metode penyambungan, dan persyaratan kinerja listrik.
Item kontrol
Target awal yang berguna
Mengapa ini penting
Jarak bebas dari pukulan sampai mati
Sekitar 3-8% ketebalan lembaran per sisi untuk banyak uji coba baja listrik tipis
Mengontrol duri, kualitas tepi, beban pukulan, dan perilaku siput
Tingkat peringatan duri umum
Selidiki sebelum ketinggian duri mendekati ketebalan lembaran 10%
Gerinda yang tinggi dapat memengaruhi penumpukan, isolasi, dan perakitan
Target duri laminasi yang presisi
Sering dikontrol dalam puluhan mikron; lebih ketat untuk core dengan efisiensi tinggi
Gerinda kecil berulang di seluruh tumpukan penuh
Pengulangan umpan
Cukup ketat untuk melindungi toleransi slot-ke-bor dan pitch gigi
Mencegah kemiringan, ketidakcocokan, dan kesalahan penumpukan
Titik inspeksi tumpukan
Sebelum dan sesudah bergabung
Memisahkan cacat stamping dari cacat sambungan
Inspeksi pelapisan
Masuk, setelah distempel, setelah ditumpuk/digabungkan
Menemukan di mana kerusakan isolasi sebenarnya dimulai
Cara Meningkatkan Hasil Stamping Laminasi Tanpa Menebak-nebak
Gunakan loop tiga langkah.
Pertama, tentukan gejala dalam istilah yang terukur. Bukan “gerinda yang buruk”. Tuliskan “gerinda sisi keluar pada stasiun slot 6 meningkat dari 12 μm menjadi 32 μm selama 80.000 pukulan.”
Kedua, hubungkan gejala tersebut ke sinyal proses yang paling awal. Ketinggian duri dapat menunjukkan keausan pahat. Duri satu sisi dapat menunjukkan kesejajaran. Tinggi tumpukan dapat menunjukkan penumpukan duri, jumlah yang salah, variasi ketebalan, atau chip.
Ketiga, verifikasi perbaikan setelah proses produksi yang singkat. Banyak perbaikan yang terlihat bagus pada bagian pertama dan gagal setelah cetakan menjadi hangat, lapisan oli berganti, atau strip mencapai kecepatan penuh.
Prosesnya tidak rumit. Anda hanya perlu disiplin.
PERTANYAAN YANG SERING DIAJUKAN
Apa penyebab utama hasil cap laminasi yang buruk?
Penyebab yang paling umum adalah pertumbuhan duri yang tidak terkendali, sering kali terkait dengan keausan pahat, jarak bebas yang salah, ketidaksejajaran cetakan, atau variasi material. Gerinda menciptakan masalah di luar tepi yang dicap. Mereka dapat memengaruhi tinggi tumpukan, integritas lapisan, isolasi interlaminar, dan perakitan akhir.
Jarak bebas punch-to-die apa yang harus digunakan untuk laminasi baja listrik?
Untuk banyak aplikasi baja listrik tipis, uji coba jarak bebas sering kali dimulai sekitar 3% hingga 8% ketebalan lembaran per sisi. Aturan lembaran logam umum dapat dimulai sekitar 5% hingga 10% per sisi. Nilai yang tepat harus dibuktikan dengan tinggi duri, kualitas tepi, beban pukulan, perilaku siput, dan kinerja magnetik.
Berapa tinggi duri yang dapat diterima untuk stamping laminasi?
Tidak ada batasan universal tunggal. Tingkat peringatan umum yang umum adalah ketebalan lembaran 10%, tetapi laminasi motor atau transformator presisi sering kali membutuhkan kontrol yang jauh lebih ketat, biasanya dalam puluhan mikron. Batas yang benar harus didasarkan pada ketinggian tumpukan, isolasi listrik, dan kinerja akhir.
Mengapa tinggi tumpukan laminasi menjadi terlalu tinggi?
Tinggi tumpukan dapat meningkat karena gerinda yang berlebihan, chip yang terperangkap, jumlah laminasi yang salah, variasi ketebalan lembaran, gelombang, atau tempat duduk yang buruk selama kompresi. Periksa jumlah dan ketebalan terlebih dahulu, kemudian tinggi duri dan kontaminasi.
Mengapa laminasi menjadi pendek setelah dicap?
Interlaminar short dapat berasal dari jembatan duri, goresan lapisan, tekanan penumpukan yang berlebihan, deformasi pasak, panas las, atau serpihan yang terperangkap di antara lembaran. Lakukan pengujian sebelum dan sesudah penyambungan untuk mengetahui di mana letak short yang terjadi.
Bagaimana cara mengurangi tarikan siput?
Mulailah dengan memeriksa jarak bebas, lapisan oli, kondisi punch, pelepas tombol die, tekanan pengupas, dan retensi siput. Pelumas yang lengket, udara yang terperangkap, alat magnetik, dan penusukan yang cepat dapat berkontribusi. Perbaiki stasiun lokal alih-alih memperlakukan seluruh die sebagai masalah.
Mengapa hasil berubah setelah mengganti kumparan?
Kumparan dapat bervariasi dalam hal ketebalan, kekerasan, perilaku pelapisan, kerataan, camber, tegangan sisa, dan kondisi permukaan. Jaga agar ID kumparan tetap terhubung ke data duri, stabilitas umpan, tinggi tumpukan, dan hasil uji kelistrikan.
Seberapa sering ketinggian duri laminasi harus diukur?
Lakukan pengukuran pada saat pertama kali, setelah penggantian koil, setelah perawatan alat, setelah perubahan proses, dan pada interval berdasarkan riwayat keausan alat. Untuk produksi bervolume tinggi, inspeksi berbasis tren lebih baik daripada interval tetap saja.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.