Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.

Slecht lamineren stempelen Rendement begint zelden met één dramatische fout. Het begint vaker met kleine procesverschuivingen: braamgroei, slijtage van de stempel, verkeerde invoer van de strook, beschadiging van de coating, trekken van de slak, verkeerde uitlijning van de stapel of variatie van rol tot rol.
Elk nummer ziet er overzichtelijk uit op één vel.
Dan worden de vellen een stapel.
Een braam van 20 μm die zich over honderden laminaten herhaalt, is niet langer “klein”. Een lichte coatingkras wordt een interlaminaire kortsluiting. Een toevoerfout die door de visuele inspectie kwam, wordt een verkeerde gleuf, scheeffout, hitte, ruis of mislukte assemblage.
Daarom moet je bij lamineren anders te werk gaan bij het oplossen van problemen dan bij gewoon plaatwerk. U maakt niet alleen een vorm. Tegelijkertijd beschermt u de geometrie, stapelhoogte, isolatie, magnetische prestaties en herhaalbaarheid van de assemblage.
| Productie symptoom | Eerst controleren | Waarschijnlijke hoofdoorzaak | Snelle corrigerende maatregelen |
|---|---|---|---|
| De hoogte van de braam blijft stijgen | Braamrichting, ponsrand, slijtage matrijsknop | Versleten gereedschap, verkeerde speling, slechte uitlijning | Braam per station in kaart brengen, plaatselijk gereedschap slijpen of vervangen, speling opnieuw controleren |
| De braam is maar aan één kant hoog | Matrijsuitlijning, persparallelliteit, geleidingsslijtage | Ongelijke speling, doorbuiging van de pers, losse onderdelen | Controleer de sluithoogte, het geleidingssysteem, de stripperdruk en de uitlijning van het station. |
| Stapelhoogte is te hoog | Aantal lamineringen, braamhoogte, ingesloten spanen | Braamvorming, verkeerde telling, vervuiling | Telling controleren, stapelpad reinigen, braam reduceren voor het stapelen |
| Kern wordt heet na montage | Interlaminaire weerstand, las/steekzone, randbramen | Beschadigde coating, braambruggen, overmatige verbindingsdruk of hitte | Test voor en na het verbinden, beperk elektrische contactwegen |
| Niet passende sleuf of boring | Toevoerlengte, pilootconditie, strip camber | Verkeerde invoer, versleten piloten, slechte stripcontrole | Feeder afstellen, piloten inspecteren, strook recht controleren |
| Willekeurige deuken of krassen | Matrijsoppervlak, trekken van de slak, verplaatsing van onderdelen | Getrokken slakken, spaanders, ruwe behandeling | Beter vasthouden van de slak, schone contactzones van de matrijs, minder glijden |
| Stapel fans na vrijgave | Vlakheid in vrije toestand, braamrichting, losmaken van de opspanning | Golvend, braamvorming, ongelijkmatige compressie | Stapelzitting, geleidingen verbeteren, inspecteren na losklemmen |
| Stoten breken herhaaldelijk | Stootbelasting, speling, zijdelingse steun | Te weinig speling, gereedschap doorbuigen, slecht strippen | Verhoog steun, herzie speling, verbeter strippenkrachtbalans |
Speling bepaalt de randkwaliteit, braamhoogte, stansbelasting, slakgedrag en levensduur van het gereedschap. Het beïnvloedt ook de magnetische prestaties omdat een beschadigde snijkant de plaatselijke spanning kan verhogen en paden kan creëren voor interlaminair contact.
Voor dun elektrisch staal begint een proefspelingvenster vaak rond 3% tot 8% plaatdikte per zijde. Algemeen stempelwerk kan dichter bij 5% tot 10% per kant, Maar lamineerwerk moet geen algemene regel kopiëren zonder te testen. Een plaat van 0,35 mm bij 5% per zijde betekent ongeveer 0,0175 mm speling per zijde. Dat klinkt klein omdat het zo is.
Te weinig speling kan de pons overbelasten en secundaire bramen veroorzaken. Te veel speling kan het doorrollen, de breukhoek en het scheuren van de rand vergroten. Ongelijke speling is meestal erger dan beide.
Herstellen
Meet de braamhoogte op vaste punten, niet op willekeurige punten. Vergelijk de invoer- en uitvoerzijde. Als de braam gelijkmatig rondom het onderdeel groeit, controleer dan eerst de slijtage van het gereedschap. Als de braamgroei sterker is aan één kant, controleer dan de uitlijning van de matrijs, slijtage van de geleider, de balans van de stripper en het parallellisme van de pers voordat u de speling verandert.
Controleer het
Voer na het afstellen een korte proef uit en inspecteer de braamhoogte, randbreuk, slakvorm en ponsbelasting. Keur de instelling niet goed op basis van een eerste proef.
Een scherpe pons snijdt. Een versleten pons sleept, vouwt, verhit en scheurt.
Gereedschapslijtage verbergt zich vaak achter “nog steeds draaiend”. De matrijs blijft draaien. Er blijven onderdelen uitkomen. Dan daalt de assemblageopbrengst omdat laminaten niet meer vlak liggen, bramen de coating afschrapen of sleuven uit tolerantie beginnen te lopen.
Bij lamineerstempelen is plaatselijke slijtage belangrijk. Eén versleten gleufstempel kan elke laag in de stapel beschadigen.
Herstellen
Houd de slijtage bij per station. Tel niet alleen het aantal persslagen. Het aantal slagen is nuttig, maar het mist materiaalveranderingen, veranderingen in smering en slijtage van de coating.
Stel verscherping triggers in met een mix van:
Controleer het
Vergelijk onderdelen voor en na het slijpen onder dezelfde spoel, dezelfde snelheid en dezelfde smering. Anders kan de verbetering worden toegeschreven aan de verkeerde variabele.
Een progressieve lamineermatrijs is afhankelijk van een herhaalbare toevoerlengte en een stabiele positie van de strook. Als de strook lichtjes beweegt, kan de matrijs nog steeds draaien, maar de lamineergeometrie begint de registratie te verliezen.
Dit is gevaarlijk omdat sommige verkeerde invoerfouten niet zichtbaar zijn op een losse laminering. Ze verschijnen later als scheefstandfout, tandafwijking, booruitloop, slecht stapelen of assemblagefouten.
Herstellen
Controleer de aanvoerlengte onder productiesnelheid, niet alleen tijdens langzaam instellen. Controleer de geleidingsgaten op tekenen van forceren, slepen of ovale slijtage. Een pilot moet de strip lokaliseren, niet bij elke slag een slechte aanvoer redden.
Controleer ook de buiging van de strip. Als de rol met een zijwaartse buiging de matrijs ingaat, moet het gereedschap de materiaalbeweging voortdurend corrigeren.
Controleer het
Meet de positie van de sleuf tot de boring, de tandsteek en de toestand van het geleidingsgat na enkele honderden slagen. Een stabiel eerste stuk bewijst geen stabiele progressie.
De opbrengst kan dalen, zelfs als de matrijs niet veranderd is.
Dat betekent meestal dat het materiaal is veranderd.
Variatie in elektrisch staal kan zich uiten in dikte, hardheid, toestand van de coating, vlakheid, restspanning, welving, zuiverheid van het oppervlak en reactie op bramen. Twee spoelen met dezelfde nominale kwaliteit kunnen zich verschillend gedragen in de matrijs.
Dit is geen theorieprobleem. Het is een probleem met de traceerbaarheid van partijen.
Herstellen
Koppel elk opbrengstrapport aan spoel-ID. Controleer bij inkomende inspecties meer dan alleen het papierwerk. Meet dikte, kromming, vlakheid, coating en oppervlaktevervuiling. Voer voor kritieke programma's een korte braamreactiecontrole uit voordat de volledige productie plaatsvindt.
Controleer het
Als de opbrengst daalt na een bobijnwissel, vergelijk dan de begintijd van het defect met de bobijnwissel. Als het probleem begint binnen de eerste paar honderd slagen na de wisseling, begin dan niet met de matrijs de schuld te geven.
De coating op elektrisch staal is dun, maar heeft een grote functie. Het helpt wervelstromen binnen individuele lamellen te houden in plaats van stroompaden tussen platen toe te laten.
Beschadiging van de coating kan gebeuren tijdens het stansen, overbrengen van onderdelen, stapelen, in elkaar grijpen, lassen, hechten of comprimeren. Het onderdeel kan er goed uitzien. De stapel kan nog steeds niet elektrisch geïsoleerd zijn.
Veel voorkomende schadepunten zijn gleufranden, boorranden, laszones, contactzones met geleiderpennen en plaatsen waar laminaten onder druk wegglijden.
Herstellen
Inspecteer de coating voor en na het stempelen. Dit zijn afzonderlijke controles. De binnenkomende coating kan acceptabel zijn, maar beschadigd raken door ruw gereedschap, vastzittende spanen, slechte smering of agressieve behandeling.
Verminder het glijdende contact tussen de lamellen. Glijden onder belasting is een van de gemakkelijkste manieren om een goede coating te veranderen in een zwak isolatietraject.
Controleer het
Voer interlaminaire weerstands- of isolatiecontroles uit voor en na het verbinden. Als de stapel pas na het stuiken, lassen of samendrukken bezwijkt, is het stempelproces mogelijk niet de enige oorzaak.
Het trekken van een slak kan de opbrengst snel ruïneren. Een getrokken slak kan de volgende laminering indeuken, een coating bekrassen, een perforatie breken, een functie blokkeren of schade door een dubbele treffer veroorzaken.
Fijne chips zijn stiller maar nog steeds duur. Ze zitten op de strip, komen in de stapel of worden in de coating gedrukt. Eén deeltje kan de stapelhoogte beïnvloeden. Meerdere deeltjes kunnen valse plaatsing of plaatselijk elektrisch contact veroorzaken.
Herstellen
Kijk direct naar het gedrag van slakken. Niet raden. Controleer of de slakken aan de stempels blijven plakken, uit de stempelknoppen stuiteren of met een oliefilm weer omhoog komen.
Mogelijke correcties zijn onder andere:
Controleer het
Inspecteer de volgende tien tot twintig onderdelen na een slakkengebeurtenis. Schade verschijnt vaak na het eerste zichtbare incident.
Vlakke laminaten stapelen goed. Golvende laminaten gaan de armatuur tegen.
Golven kunnen het gevolg zijn van spoelen, slecht nivelleren, ongelijke snijkrachten, spanningsvrij maken na het stansen, slecht uitwerpen of ruwe behandeling van onderdelen. De stapel kan er acceptabel uitzien terwijl hij opgespannen is, maar vervolgens uitwaaieren of scheef gaan staan nadat hij losgelaten is.
Dat is een veelvoorkomende valkuil. Een armatuur kan een slechte stapel verbergen.
Herstellen
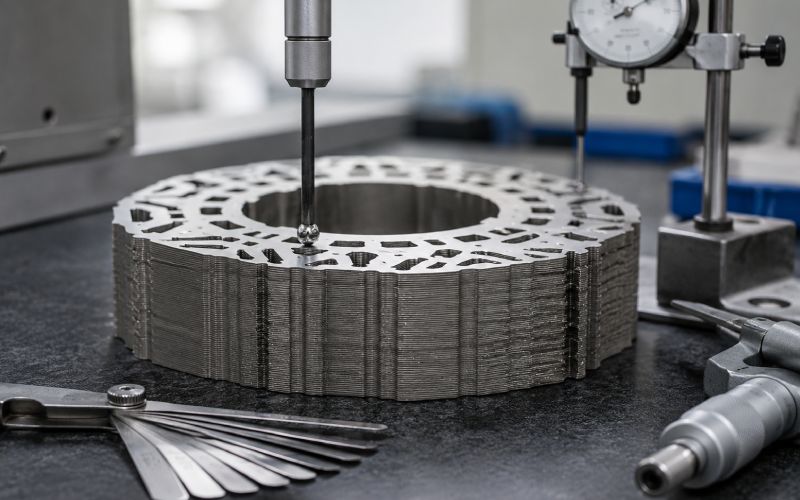
Meet vlakheid op twee manieren: in vrije toestand en onder gecontroleerde belasting. Beide zijn van belang. Als de laminering alleen vlak is onder kracht, kun je problemen verwachten tijdens de assemblage of na thermische cycli.
Controleer hoe onderdelen de matrijs verlaten. Dunne laminaten kunnen vervormen tijdens het uitwerpen, laten vallen, verzamelen of overbrengen.
Controleer het
Controleer de uitlijning van de stapel na het losklemmen. Als de stapel verschuift na het losmaken, pas dan de volgorde van zetting, de passing van de geleider, de richting van de braam en de compressiebalans aan.
Stapeluitlijning is onderdeel van opbrengst, geen secundaire bewerking.
In elkaar grijpen, staken, lijmen en lassen helpen allemaal om laminaten bij elkaar te houden. Ze kunnen ook vervorming, plaatselijke spanning, coatingbeschadiging of elektrisch contact tussen de platen veroorzaken.
Verkeerde uitlijning komt meestal door een combinatie van bramen, slechte passing van de geleider, ongelijkmatige compressie, versleten stapelpennen, inconsistente lamineeroriëntatie of verbindingskracht die de stapel verplaatst voordat deze volledig vastzit.
Herstellen
Eerst voorzichtig plaatsen. Dan plaatsen. Dan samenpersen. Dan verbinden.
Forceer geleidepennen niet om als correctiegereedschap te werken. Als de pennen over de binnendiameter of gleufranden schrapen, kunnen ze de uitlijning oplossen en de coating beschadigen.
Verminder bij gelaste stapels de onnodige warmte-inbreng en de laslengte. Controleer bij gelijmde stapels de dikte van de lijm en het uitknijpen. Controleer bij stapels met spijkers of de spijker de stapel vergrendelt of vervormt.
Controleer het
Meet de uitloop, stapelhoogte en interlaminaire weerstand voor en na het verbinden. Als het defect pas na het verbinden optreedt, dan heeft het verbindingsproces een eigen controleplan nodig.
Een goede matrijs kan nog steeds slechte lamineringen maken in een instabiele pers.
Problemen met de pers zijn onder andere een slechte parallelliteit van de slede, een inconsistente positie van de bodem in het dode punt, excentrische belasting, trillingen, versleten spindels, een zwakke fundering of een onstabiele sluithoogte. Deze problemen zorgen voor wisselende speling tijdens de slag.
Het defect kan lijken op willekeurige braamvariatie. Vaak is het niet willekeurig.
Herstellen
Controleer de toestand van de pers onder belasting. Statische controles zijn nuttig, maar lamineermatrijzen draaien op snelheid, met echte kracht en echte trillingen.
Controleer de tonnagehandtekening indien beschikbaar. Plotselinge veranderingen in de belasting kunnen wijzen op slakkentrek, botte ponsen, variatie in materiaaldikte of problemen met de aanvoer.
Controleer het
Vergelijk de braamhoogte en randgrootte van links, rechts, voor en achter op de strook. Als één gebied zich consistent anders gedraagt, controleer dan de uitlijning van de pers en de balans van de matrijsbelasting.
Te late inspectie leidt tot duur schroot.
Als de eerste echte controle plaatsvindt na het stapelen, hechten, lassen of eindassemblage, verliest het proces al geld. Het lamineren van stempels heeft stroomopwaartse signalen nodig.
Een goed inspectieplan zou moeten vangen:
Herstellen
Breng de inspectie dichter bij de oorzaak. Als bijvoorbeeld de stapelhoogte onstabiel is, meet dan niet alleen afgewerkte stapels. Meet de dikte van de laminering, de braamhoogte, het aantal onderdelen en de ingesloten vervuiling voor het samenvoegen.
Controleer het
Elk groot defect moet een eerder waarschuwingssignaal hebben. Als er geen eerder signaal bestaat, maak er dan een.
Dit zijn uitgangspunten, geen universele specificaties. De uiteindelijke limieten moeten gevalideerd worden aan de hand van de materiaalsoort, plaatdikte, stapelontwerp, verbindingsmethode en elektrische prestatievereisten.
| Controle-item | Nuttig startdoel | Waarom het belangrijk is |
|---|---|---|
| Pons-naar-matrijs speling | Ongeveer 3-8% plaatdikte per kant voor veel dunne elektrische staalproeven | Controleert braam, randkwaliteit, ponsbelasting en slakgedrag |
| Waarschuwingsniveau algemene braam | Onderzoeken voordat de braamhoogte 10% van de plaatdikte benadert | Hoge bramen kunnen het stapelen, isoleren en assembleren beïnvloeden |
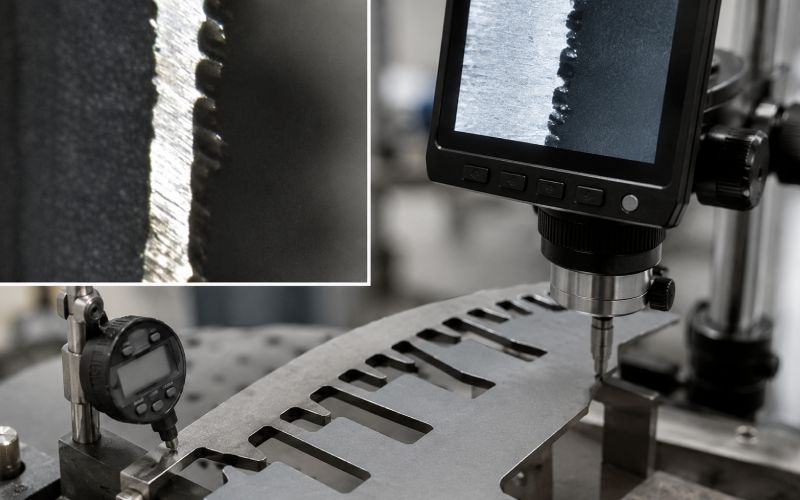
| Precisie lamineerfrees | Vaak gecontroleerd in de tientallen microns; strakker voor hoogrendementskernen | Kleine bramen herhalen zich over de hele stapel |
| Herhaalbaarheid van de invoer | Strak genoeg om tolerantie van sleuf tot boring en tandsteek te beschermen | Voorkomt scheefstand, mismatch en stapelfouten |
| Stapel inspectiepunt | Voor en na toetreding | Scheidt stempeldefecten van verbindingsdefecten |
| Coating inspectie | Inkomend, na stempelen, na stapelen/voegen | Vindt waar isolatieschade eigenlijk begint |
Gebruik een lus van drie stappen.
Definieer eerst het symptoom in meetbare termen. Niet “slechte bramen”. Schrijf “Afbraam aan de zijkant van sleufstation 6 nam toe van 12 μm tot 32 μm over 80.000 slagen”.”
Ten tweede, verbind het symptoom met het vroegste processignaal. Braamhoogte kan wijzen op gereedschapsslijtage. Eenzijdige braam kan wijzen op uitlijning. Stapelhoogte kan wijzen op braamvorming, verkeerd aantal, diktevariatie of spanen.
Ten derde, controleer de oplossing na een korte productierun. Veel herstellingen zien er goed uit op het eerste deel, maar mislukken nadat de matrijs opwarmt, de oliefilm verandert of de strip op volle snelheid draait.
Het proces is niet ingewikkeld. Je moet alleen gedisciplineerd te werk gaan.
De meest voorkomende oorzaak is een ongecontroleerde braamgroei, vaak gekoppeld aan gereedschapsslijtage, onjuiste speling, verkeerde uitlijning van de matrijs of materiaalvariatie. Bramen veroorzaken problemen buiten de gestanste rand. Ze kunnen de stapelhoogte, coatingintegriteit, interlaminaire isolatie en uiteindelijke assemblage beïnvloeden.
Voor veel toepassingen met dun elektrisch staal beginnen spelingstests vaak rond 3% tot 8% plaatdikte per kant. Algemene regels voor plaatwerk kunnen beginnen rond 5% tot 10% per kant. De juiste waarde moet blijken uit braamhoogte, randkwaliteit, ponsbelasting, slakgedrag en magnetische prestaties.
Er is niet één universele limiet. Een algemeen waarschuwingsniveau is 10% plaatdikte, maar laminaten voor precisiemotoren of -transformatoren hebben vaak een veel strakkere controle nodig, meestal in de tientallen microns. De juiste limiet moet gebaseerd zijn op stapelhoogte, elektrische isolatie en uiteindelijke prestaties.
De stapelhoogte kan toenemen door overmatige bramen, ingesloten spanen, verkeerd aantal lamineringen, variatie in de plaatdikte, golven of slechte passing tijdens het comprimeren. Controleer eerst het aantal en de dikte, dan de braamhoogte en vervuiling.
Interlaminaire kortsluiting kan ontstaan door braambruggen, krassen in de coating, overmatige stapeldruk, vervorming van de staken, laswarmte of vuil dat tussen de platen zit. Test voor en na het lassen om uit te zoeken waar de kortsluiting is ontstaan.
Begin met het controleren van de speling, de oliefilm, de toestand van de pons, de ontlasting van de matrijsknop, de druk van de stripper en het vasthouden van de slak. Kleverig smeermiddel, ingesloten lucht, magnetisch gereedschap en snelle doorboring kunnen allemaal bijdragen. Repareer het lokale station in plaats van de hele matrijs als het probleem te behandelen.
Rollen kunnen variëren in dikte, hardheid, coatinggedrag, vlakheid, camber, restspanning en oppervlaktegesteldheid. Houd coil-ID gekoppeld aan braamgegevens, toevoerstabiliteit, stapelhoogte en elektrische testresultaten.
Meet bij de eerste keer, na het wisselen van de spoel, na onderhoud van het gereedschap, na proceswijzigingen en met tussenpozen op basis van de slijtagegeschiedenis van het gereedschap. Voor productie van grote volumes is inspectie op basis van trends beter dan alleen een vast interval.