Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.

Voor stator- en rotorlaminaatstapels, Het sterkste inspectieplan is zelden CMM vs vision vs meters. Het is meestal CMM plus vision plus meters, waarbij elke methode wordt toegewezen aan de juiste functie en de juiste productiefase.
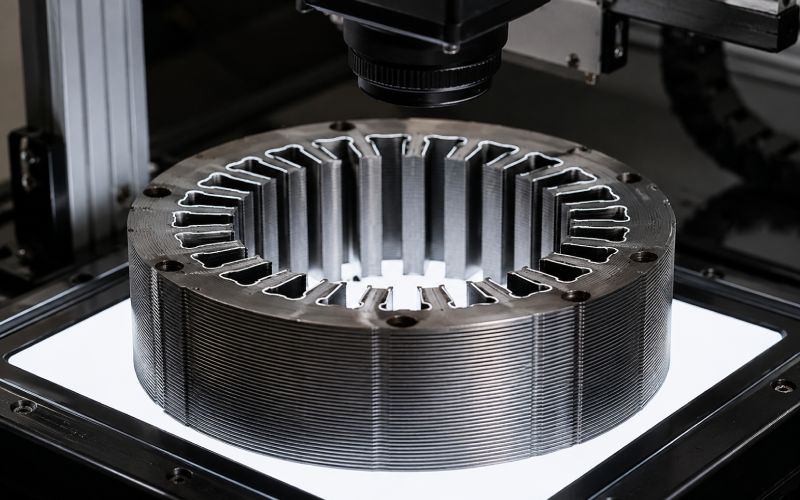
Een stapel laminaten is niet zomaar een metalen onderdeel met een hoogte, boring en buitendiameter.
Het zijn honderden dunne elektrische staalplaten die zich als één component gedragen. Meestal wel. Niet perfect.
Dat kleine detail is belangrijk. Een stapel kan door de hoogtemeting komen en toch niet geassembleerd worden omdat de hoogte geen laagverschuiving, braamvorming, slaggolf, scheefstandfout of de verhouding tussen boring en OD laat zien. Een rotor kan er acceptabel uitzien bij een eenvoudige OD-controle, maar toch luchtspleetvariatie vertonen. Een stator kan de basismeting van de sleufbreedte doorstaan en toch problemen hebben met het inbrengen van de wikkeling.
Daarom dimensionale inspectie van de statorstapel en inspectie van rotorlaminering meer dan één meetmethode nodig.
De inspectiemethode moet de foutmodus volgen:
Een schoon inspectieplan begint daar. Niet bij de machine.
| Inspectiemethode | Geschikt voor | Zwak punt | Beste productiegebruik | Uitgang |
|---|---|---|---|---|
| CMM inspectie | GD&T, nulpunten, concentriciteit boring-op-bod, vlakheid, parallelliteit, positie, loopprofielstudies | Langzamer; goede opspansystemen en meetstrategie nodig | Eerste artikelinspectie, PPAP, procesvalidatie, periodieke audit | Werkelijk gemeten waarden |
| Vision-inspectie | 2D-profiel, sleuven, tanden, magneetzakken, inkepingen, laagoffset, oriëntatie, braamtrend | Randdetectie is afhankelijk van verlichting, scherpstelling, contrast, oppervlaktegesteldheid | Snelle procesinspectie, 100% controles waar praktisch | Gemeten waarden of slagen/zakken |
| Functionele meters | Geschikt voor as, geschikt voor behuizing, magneetinzet, spleetafstand, stapelhoogte go/no-go | Meestal geen volledige meetgegevens; slijtage van de meter moet worden gecontroleerd | Controles door operator, assemblagecontroles, insluiting | Geslaagd/niet geslaagd |
| Hybride inspectie | Volledig controleplan voor lamineerstapels | Behoefte aan correlatie tussen systemen | Volwassen productie van EV-motoren en industriële motoren | Gegevens plus functie |
Een CMM geeft sterker dimensionaal bewijs. Vision geeft snelheid. Meters geven functioneel vertrouwen.
Niemand van hen moet gevraagd worden om alles te doen.
CMM inspectie is de juiste keuze als de vorm een referentierelatie heeft of als het meetresultaat kwaliteitsdocumentatie moet ondersteunen.
CMM gebruiken voor:
CMM inspectie is vooral nuttig als de tekening gebruik maakt van GD&T. Positie, vlakheid, profiel, haaksheid, parallelliteit en uitloop hebben een meetstrategie nodig die de nulpuntstructuur respecteert. CMM's worden gewoonlijk geëvalueerd door acceptatie- en herkeuringsmethoden, zoals de ISO 10360 serie, die betrekking heeft op het testen van de prestaties van coördinatenmeetmachines.
Maar CMM-inspecties kunnen misleidend zijn als de laminaatstapel niet in dezelfde conditie is gefixt als de echte assemblage.
Een stack in vrije toestand kan anders meten dan een ingeklemde stack. Een gelast stapeltje kan verschuiven na warmte-inbreng. Een gelijmd stapeltje kan veranderen na uitharding. Een geperste rotorkern gedraagt zich mogelijk anders dan het eerder gemeten losse stapeltje.
De CMM-vraag is dus niet alleen:
Wat is de dimensie?
Dat is zo:
Wat is de dimensie onder de voorwaarde die van belang is?
Voor strak werk aan EV-tractiemotoren wordt CMM vaak gebruikt als referentiemethode voor validatie, correlatie en root-cause analyse. Het hoort niet altijd bij elk onderdeel, elke minuut. Dat zou vaak langzaam en duur zijn. Hij hoort daar waar de meetdiepte van belang is.
Visuele inspectie is het sterkst als het kenmerk zichtbaar is, op randen is gebaseerd en vele keren wordt herhaald.
Dat beschrijft veel lamineerfuncties.
Gebruik vision inspectie voor:
Een vision systeem meet door beelden vast te leggen, randen te detecteren en pixelgegevens via kalibratie om te zetten in dimensionale resultaten. De methode is sterk afhankelijk van verlichting, optiek, scherpstelling, positionering van onderdelen, contrast en regels voor randdetectie; deze factoren staan centraal in een goede praktijk van dimensionale visionmetingen.
Dit is waar veel inspectieprojecten misgaan.
Een camera meet het onderdeel niet direct. Hij meet het beeld van het onderdeel. Dat beeld kan veranderen door olie, glans van de coating, schaduw van de braam, omslaan van de rand, trillingen, kantelen van het onderdeel of lichtafwijkingen.
Voor lamineerstapels werkt visioninspectie het best als het inspectieplan definieert:
Vision is meestal de beste keuze voor controles met hoge frequentie. Het kan trends vroegtijdig opsporen: tandbreedteafwijking, sleufvormverschuiving, verschuiving van de kamerrand of verkeerde lamineeroriëntatie.
Maar visie is niet altijd genoeg voor 3D-relaties. Het kan het bovenste vlak duidelijk zien en toch het interne stapelgedrag missen.
Meters zijn niet ouderwets. Slechte meters zijn ouderwets.
Een goede functionele meter beantwoordt een productievraag in dezelfde taal als assembly:
Gebruik meters voor:
Een meter vertelt je niet de werkelijke rondheid van de boring of de exacte positie van de kamer. Dat is niet zijn taak.
Het is zijn taak om de lijn te beschermen.
Een rotorkern kan bijvoorbeeld een magneetzak hebben die iets anders meet, afhankelijk van de randdetectie of tasterstrategie. Een magneetinslagmeter kan het werkelijke assemblagerisico snel onthullen. Dat is geen vervanging voor CMM of vision. Het voegt een functionele laag toe.
Meters hebben echter controle nodig. Slijtage van het meetinstrument, vuil, schade door bramen, thermische uitzetting, de techniek van de operator en onduidelijke go/no-go regels kunnen allemaal vals vertrouwen wekken. Een meter moet worden opgenomen in MSA. R&R-onderzoeken worden gebruikt om meetvariatie te scheiden in herhaalbaarheids- en reproduceerbaarheidscomponenten, om te helpen bepalen of het meetsysteem zelf te veel variatie toevoegt.
| Eigenschap of risico | Aanbevolen primaire methode | Secundaire methode | Reden |
|---|---|---|---|
| Boordiameter | CMM of boormeter | Functionele stopmeter | Heeft maatgegevens en pasvormbevestiging nodig |
| Concentriciteit boring-op-buis | CMM | Rotatiemeter | Van invloed op luchtspleet en uitlijning rotor/stator |
| Breedte statorsleuf | Visie | Gleufspelingmeter | Vision controleert profiel; meter bevestigt functie |
| Haarspeld stator spleet | Functionele meter | Visie | Assemblagegedrag is belangrijker dan een breedtewaarde |
| Breedte rotormagneetzak | Vision of CMM | Magneetinzetmaat | Geometrie en pasvorm van randen zijn beide belangrijk |
| Positie magneetzak | CMM | Visie | Relatie met referentiepunt is belangrijk |
| Stapelhoogte | Hoogtemeter of opspanprofiel | CMM-audit | Snelle controle nodig; controle bevestigt diepere problemen |
| Vlakheid gezicht | CMM | Stoelinrichting controleren | Hoogte alleen mist gezichtsgolf |
| Laag offset | Visie | CMM-audit | Controle op zichtbare gezichten is snel |
| Schuine hoek | CMM of speciale opspanning | Visie | Afhankelijk van stackontwerp |
| Braamtrend | Visie | Handmatige controle | Contrastgebaseerde detectie kan snel zijn |
| Passende as | Functionele meter | CMM | Fit moet worden beschermd aan de lijn |
Deze tabel is de kern van de beslissing.
Als de functie meetkunde, CMM gebruiken. Als de functie zichtbare vorm bij snelheid, Gebruik vision. Als de functie montage pasvorm, Gebruik meters.
Sommige functies hebben ze alle drie nodig.
Bij EV-tractiemotoren ligt de druk op de laminaatinspectie meestal hoger omdat luchtspleet, efficiëntie, geluid, magneetbehoud en herhaalbaarheid bij grote volumes allemaal tegelijk belangrijk zijn.
Let bij EV-stator- en rotorkernen op:
Problemen met luchtspleet worden zelden veroorzaakt door één getal. Boringgeometrie, OD-geometrie, concentriciteit, stack seating, passing van de behuizing en rotoruitloop kunnen allemaal bijdragen.
CMM-inspectie moet de nulpuntrelaties controleren. Functionele controles moeten bevestigen dat het stapelblok op dezelfde manier in de motor wordt geplaatst.
Haarspeld wikkelen is minder vergevingsgezind dan losse draad wikkelen. Gleufopening, gleufwandtoestand, isolatiespeling en laagverschuiving kunnen insertieweerstand veroorzaken.
Vision kan het profiel van de sleuf snel controleren. Een sleufmeter kan de werkelijke speling bevestigen. CMM kan de nulpuntrelatie en sleufpositie controleren.
Voor rotormagneetzakken zijn breedte, lengte, bruggeometrie en positiecontrole nodig. Een pocket die in 2D acceptabel is, kan nog steeds inbrengproblemen veroorzaken als er bramen, stack offset of plaatselijke vervorming aanwezig zijn.
Gebruik vision voor profiel, CMM voor positie en insteekmaten voor functie.

Zodra de productie stabiel is, moet de inspectie verder gaan dan pass/fail.
Gebruik Cpk op kritieke kenmerken zoals boorgrootte, kamerbreedte, sleufbreedte, stapelhoogte of nulpuntpositie als er variabele gegevens beschikbaar zijn. Procesgeschiktheid vergelijkt een proces dat onder controle is met specificatiegrenzen met behulp van capaciteitsindices.
Als de functie alleen wordt gecontroleerd met een go/no-go-meter, kun je de assemblage beschermen, maar heb je minder trendgegevens. Dat is acceptabel voor sommige functies. Niet voor alle.
Een sterk gelamineerd stapelinspectieplan heeft meestal vijf lagen.
Controleer het individuele lamineerprofiel voor het stapelen. Visuele inspectie is vaak de snelste methode voor sleuven, tanden, gaten, inkepingen en geometrie van zakken.
Controleer het nest, de pennen, de referentievlakken, de perskracht, de lamineerrichting, de braamrichting en de stapelzitting. Een goed meetsysteem kan een instabiel stapelproces niet volledig redden.
Stapelhoogte, vlakheid, boring, OD, concentriciteit en laagafstand controleren. Gebruik CMM waar referentierelaties van belang zijn. Gebruik vision voor snelle zichtbare controles. Gebruik meters voor lijnbeslissingen.
Als de stapel gelast, gelijmd, geklonken, gekloofd of vergrendeld is, meet dan na het verbindingsproces. Door het verbinden kan de geometrie veranderen.
Gebruik functionele meters of assemblagesimulaties voor de passing van de as, de passing van de behuizing, het inbrengen van de magneet en de wikkelspeling.
Dit is geen overinspectie. Het is gefaseerde inspectie. Elke fase vangt een andere foutmodus op.
Stapelhoogte is geen bewijs voor vlakheid, parallelliteit, plaatsing of uitlijning van lagen.
Als het onderdeel beweegt, buigt, schommelt of op bramen zit, kan het CMM-rapport er nauwkeurig uitzien terwijl het resultaat niet bruikbaar is.
Vision-metingen zijn afhankelijk van de beeldkwaliteit. Als de belichting verandert, kan de rand verschuiven. Dan verschuift de meting ook.
Een meter die niet kan herhalen is geen controlemethode. Het is een sorteergewoonte.
CMM, vision en meters moeten tijdens de introductie op dezelfde onderdelen worden getest. Als ze het niet met elkaar eens zijn, los dat dan vroeg op. Wacht niet tot het productieschroot begint.
Voor de meeste stapelprogramma's voor stator- en rotorlaminering:
Het beste systeem is niet het systeem met de meest geavanceerde apparatuur. Het is het systeem dat de juiste storing op het juiste moment in het proces opvangt.
Als je een inspectieplan voor stator/rotorlaminering maakt of herziet, begin dan met drie documenten:
Van daaruit kan elke vorm worden toegewezen aan CMM, vision, kalibers of een hybride methode.
Voor een praktische beoordeling moet je de lamineringstekening, stapelspecificatie, nulpuntenschema, kritieke kwaliteitskenmerken en bekende assemblageproblemen voorbereiden. Een metrologische controle kan meestal vaststellen welke controles in het lab moeten blijven, welke kunnen worden overgebracht naar geautomatiseerde vision en welke functionele meters moeten worden op de productievloer.
Er is niet één beste methode. CMM is het beste voor herleidbare dimensionale metingen en GD&T. Vision is het beste voor snelle profiel- en randinspecties. Meettasters zijn het beste voor functionele pascontroles. De meeste stapelprogramma's voor lamineren hebben ze alle drie nodig.
Vision inspectie kan bepaalde CMM-controles vervangen na correlatie, vooral voor zichtbare 2D-kenmerken. Het is geen vervanging voor CMM's voor GD&T met veel nulpunten, diepe 3D-relaties, inspectie van het eerste artikel of procesvalidatie.
Ja, als de meter ontworpen is rond de echte assemblagefunctie en gecontroleerd wordt door kalibratie en R&R van de meter. Meters zijn vooral nuttig voor de passing van assen, het plaatsen van magneten, de passing van behuizingen en spleetspeling.
Gangbare controles van de statorstapel zijn onder andere de boring, OD, sleufbreedte, tandgeometrie, sleufopening, concentriciteit boring-op-OD, stapelhoogte, vlakheid, parallelliteit, laagverschuiving en nulpuntkenmerken van de behuizing.
Omdat de inspectie mogelijk de verkeerde toestand controleert. Een stapel kan de hoogte goedkeuren maar niet vlak zijn. Het kan voldoen aan de sleufbreedte maar niet aan de wikkelinginvoer. Het kan voldoen aan de zakbreedte maar niet aan de magneetinsertie vanwege bramen of laagverschuiving.
Meet ze in de toestand die overeenkomt met de functionele eis. Als de stapel vastgeklemd zit in de motor, kan een inspectie met belasting of zitting nuttiger zijn dan een meting in vrije toestand.
Correleer ze tijdens de lancering, na gereedschapswissels, na reparatie van opspanningen, na veranderingen aan camera of verlichting, na reparatie van meters en wanneer meetresultaten niet meer overeenkomen met het assemblagegedrag.
Cpk laat zien of een stabiel proces aan de specificatiegrenzen kan voldoen. Het is nuttig voor kritieke afmetingen zoals boorgrootte, sleufbreedte, magneetkamerbreedte en stapelhoogte, maar alleen als het meetsysteem betrouwbaar is.
Stop met het toewijzen van inspectiemethoden op basis van gewoonte. Wijs ze toe op faalwijze. Gebruik CMM voor geometrie, vision voor snel zichtbare kenmerken en meters voor assemblagefunctie.
Er is niet één beste methode. CMM is het beste voor herleidbare dimensionale metingen en GD&T. Vision is het beste voor snelle profiel- en randinspecties. Meettasters zijn het beste voor functionele pascontroles. De meeste stapelprogramma's voor lamineren hebben ze alle drie nodig.
Vision inspectie kan bepaalde CMM-controles vervangen na correlatie, vooral voor zichtbare 2D-kenmerken. Het is geen vervanging voor CMM's voor GD&T met veel nulpunten, diepe 3D-relaties, inspectie van het eerste artikel of procesvalidatie.
Ja, als de meter ontworpen is rond de echte assemblagefunctie en gecontroleerd wordt door kalibratie en R&R van de meter. Meters zijn vooral nuttig voor de passing van assen, het plaatsen van magneten, de passing van behuizingen en spleetspeling.
Gangbare controles van de statorstapel zijn onder andere de boring, OD, sleufbreedte, tandgeometrie, sleufopening, concentriciteit boring-op-OD, stapelhoogte, vlakheid, parallelliteit, laagverschuiving en nulpuntkenmerken van de behuizing.
Gangbare controles van rotorstapels zijn onder andere de boring, OD, concentriciteit boring-op-OD, magneetveldgeometrie, locatie van de brug, stapelhoogte, runout-gerelateerde geometrie, scheefstandhoek, vlakheid en passing op de as.
Omdat de inspectie mogelijk de verkeerde toestand controleert. Een stapel kan de hoogte goedkeuren maar niet vlak zijn. Het kan voldoen aan de sleufbreedte maar niet aan de wikkelinginvoer. Het kan voldoen aan de zakbreedte maar niet aan de magneetinsertie vanwege bramen of laagverschuiving.
Meet ze in de toestand die overeenkomt met de functionele eis. Als de stapel vastgeklemd zit in de motor, kan een inspectie met belasting of zitting nuttiger zijn dan een meting in vrije toestand.
Correleer ze tijdens de lancering, na gereedschapswissels, na reparatie van opspanningen, na veranderingen aan camera of verlichting, na reparatie van meters en wanneer meetresultaten niet meer overeenkomen met het assemblagegedrag.
Cpk laat zien of een stabiel proces aan de specificatiegrenzen kan voldoen. Het is nuttig voor kritieke afmetingen zoals boorgrootte, sleufbreedte, magneetkamerbreedte en stapelhoogte, maar alleen als het meetsysteem betrouwbaar is.
Stop met het toewijzen van inspectiemethoden op basis van gewoonte. Wijs ze toe op faalwijze. Gebruik CMM voor geometrie, vision voor snel zichtbare kenmerken en meters voor assemblagefunctie.








