Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
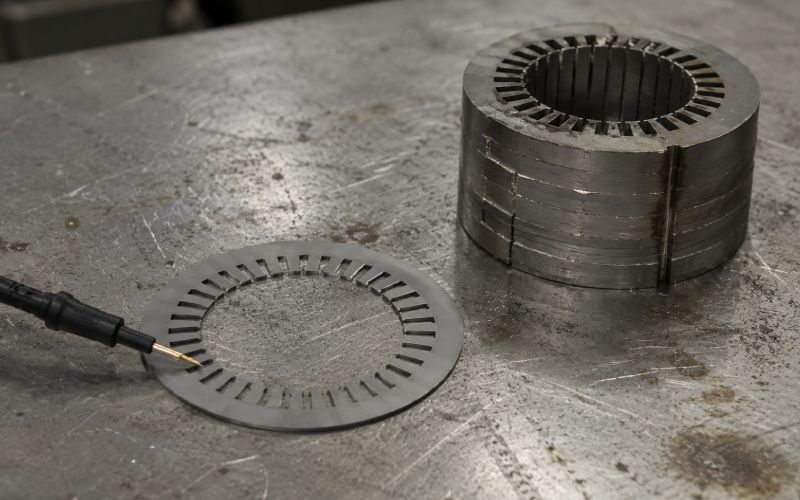
Interlaminaire weerstandstesten controleren hoe goed motorlamineringen elektrisch geïsoleerd blijven na coaten, stempelen, stapelen, hechten, lassen of andere kernprocessen.
Isolatietests met een enkele strook op het oppervlak zijn nuttig om het binnenkomende elektrische staal te controleren. Tests met twee oppervlakken en op stapelniveau zijn meestal zinvoller als de echte zorg het gedrag van de motorkern is.
Het resultaat is geen zuiver materiaalgetal. Druk, temperatuur, bramen, coatingbeschadiging, olie, vuil, sondegebied en compressie van de stapel kunnen allemaal de aflezing veranderen.
Voor motorlaminaatstapels is het beste testplan meestal een combinatie van isolatietests aan het oppervlak, interlaminaire weerstandstests aan twee oppervlakken, braaminspectie en validatie van kernverlies.
Motorlamineringen zijn niet voor niets dun.
Een massief stalen kern zou grotere wervelstroomlussen mogelijk maken. Deze lussen verspillen stroom als warmte. Gelamineerd elektrisch staal verdeelt het pad in dunnere lagen en de isolatie tussen de platen zorgt ervoor dat de stroom niet van de ene naar de andere laag kan springen.
Dat is de schone versie.
De werkplaatsversie is minder schoon. Een coating kan goed zijn op de spoel. Dan wordt de plaat gestanst. Er verschijnt een braam. De stapel wordt geperst. Er wordt een lasnaad aangebracht. De lijm hardt uit. De passing van de behuizing voegt spanning toe. Plotseling zijn twee laminaten die zich als afzonderlijke platen zouden moeten gedragen, gedeeltelijk met elkaar verbonden.
Die verbinding kan klein zijn. Het ziet er misschien niet ernstig uit. Maar in een stator- of rotorkern kunnen herhaalde kleine kortsluitingen het kernverlies verhogen, plaatselijke verhitting veroorzaken en het motorrendement verlagen.
De vraag is dus niet alleen:
Heeft de laminering een isolerende coating?
De betere vraag is:
Heeft de lamineerstapel nog voldoende elektrische scheiding na het echte productieproces?
Dat is waar interlaminaire weerstandstesten hun plaats verdienen.
Interlaminaire weerstand de elektrische weerstand tussen aangrenzende lamellen in een kernstapel.
In motorlaminaties moet de coating op elke plaat de stroomstroming tussen de lagen beperken. Een hogere weerstand betekent over het algemeen een betere isolatie. Een lagere weerstand kan duiden op coatingbeschadiging, braamcontact, vervuiling, overmatige druk of geleidende paden die tijdens de assemblage zijn ontstaan.
Een veel voorkomende bron van verwarring: interlaminaire weerstand is niet hetzelfde als oppervlakte isolatieweerstand.
De isolatieweerstand aan het oppervlak wordt meestal gemeten op een enkele strook of pons van elektrisch staal onder gedefinieerde spannings-, druk- en temperatuuromstandigheden. De interlaminaire weerstand wordt gemeten tussen twee aangrenzende gecoate oppervlakken, ook onder gecontroleerde omstandigheden, en het resultaat is direct gekoppeld aan de interface tussen de lamellen.
Dat verschil klinkt klein. In de productie is het dat niet.
Een enkel vel kan slagen. Een stapel kan nog steeds mislukken.
| Testmethode | Wat het controleert | Beste gebruik | Belangrijkste beperking |
|---|---|---|---|
| Isolatietest met enkele strook aan het oppervlak | Coatingweerstand op één lamineeroppervlak of ponsen | Inspectie van inkomend materiaal, kwaliteitscontrole van coating, testen van Franklin-type | Geeft niet volledig twee tegen elkaar geperste laminaten weer |
| Interlaminaire weerstandstest met twee oppervlakken | Weerstand tussen twee gecoate lamineeroppervlakken | Controle van coating-op-coating gedrag onder gedefinieerde druk en temperatuur | Kan kortsluiting aan de randen of plaatselijk braamcontact buiten het testgebied missen |
| Mini-stapelweerstandstest | Weerstandsgedrag door een kleine representatieve stapel | Procesvalidatie na stempelen, hechten, lassen of persen | Moeilijker te standaardiseren; armatuurontwerp is belangrijk |
| Elektrische controle van afgewerkte kern | Elektrische continuïteit of weerstandspatronen in een geassembleerde kern | Grote interlaminaire kortsluitingen detecteren na assemblage | Identificeert mogelijk niet de exacte oorzaak |
| Kernverlies test | Totaal magnetisch verlies onder excitatie | Definitieve prestatiecorrelatie | Isoleert coatingbreuk niet van spanning, materiaalsoort of geometrie |
Geen enkele methode dekt alles. Dat is lastig, maar wel handig om toe te geven.
Een coatingtest is geen motortest. Een kernverliestest is geen coatingtest. Een braaminspectie is geen isolatietest. Voeg ze samen en het plaatje wordt veel beter.
Het testen van de oppervlakte-isolatie van een enkele strook wordt vaak gebruikt voor staalband, staalplaat of gestanste laminaten. De test maakt elektrisch contact met het gecoate oppervlak onder gecontroleerde omstandigheden. Het doel is om te meten hoe goed de oppervlaktecoating stroom tegenhoudt.
Deze methode is handig als je binnenkomend materiaal moet screenen of de coatingconsistentie van lot tot lot moet vergelijken. Het is ook praktisch voor routinematige kwaliteitscontrole omdat het sneller is dan een stapel samenstellen en testen.
Gebruik deze methode om te antwoorden:
“Is de coating op dit lamineeroppervlak over het algemeen acceptabel?”
Gebruik het niet alleen om te antwoorden:
“Zal deze afgewerkte stator- of rotorkern interlaminaire kortsluiting voorkomen?”
Die tweede vraag heeft te maken met ponskwaliteit, braamrichting, stapeldruk, verbindingsmethode, reiniging, uitharding en behandeling.
Single-strip testen is een goede eerste poort. Het is niet de hele poort.
Bij het testen van twee oppervlakken worden twee gecoate elektrische stalen laminaten tegen elkaar geplaatst en wordt de weerstand via de interface gemeten. Dit komt dichter bij de toestand binnenin een laminaatstapel.
De methode wordt gewoonlijk gedefinieerd rond vooraf bepaalde spanning, druk en temperatuur. De gemeten waarde is weerstand, vaak uitgedrukt in kilo-ohms, en geeft aan hoe effectief de coating interlaminaire stroompaden in elektrische machines beperkt.
Deze methode is vooral handig als de coating zelf wordt gekwalificeerd of als een proceswijziging van invloed kan zijn op de isolatie tussen vellen.
Bijvoorbeeld:
Het belangrijke woord is gecontroleerd.
Als de druk verandert, kan het resultaat veranderen. Als de temperatuur verandert, kan het resultaat veranderen. Als het contactoppervlak verandert, kan ook hier het resultaat veranderen.
Dat maakt de test niet zwak. Het betekent dat de test goed beschreven moet worden.
Een weerstandswaarde zonder testdruk, temperatuur, preparaatoppervlak en contactmethode is slechts een half resultaat.
Testen op stapniveau is niet altijd zo netjes als een gestandaardiseerde flat-sheet methode, maar het ligt vaak dichter bij het echte probleem.
Er kan een ministapel worden gemaakt van echte productielaminaties. Vervolgens wordt de weerstand gecontroleerd via geselecteerde gebieden voor en na belangrijke processtappen.
Hier komen veel verborgen problemen aan het licht.
Een laminaat kan voor het ponsen door de coatinginspectie komen. Na het ponsen kunnen bramen aan de rand voor elektrisch contact tussen de lagen zorgen. Na het persen wordt het contact sterker. Na lassen of mechanisch verbinden kunnen sommige platen elektrisch overbrugd zijn. Productiestudies hebben herhaaldelijk een verband gelegd tussen vervorming door ponsen, braamvorming en interlaminaire contacten met extra risico op wervelstroomverliezen in gelamineerde kernen.
Voor kwaliteitscontrole van de motorkern zijn controles op stapelniveau nuttig:
Je hoeft niet altijd na elke stap te testen. Tijdens de procesontwikkeling, ja, test meer. Zodra de zwakke stap bekend is, kan de productiecontrole eenvoudiger zijn.
Een goed processpecifiek testplan bespaart tijd omdat het de jacht op de verkeerde oorzaak stopt.
Een lage interlaminaire weerstand wordt meestal veroorzaakt door een van de volgende vier factoren: coating, randconditie, vervuiling of montagedruk.
De coating kan te dun, gebarsten, ongelijk, te weinig of te veel uitgehard, gekrast zijn of op kleine plekken ontbreken. Zelfs kleine defecten zijn van belang als ze zich herhalen in vele laminaten.
Bramen zijn een van de meest voorkomende oorzaken van vals vertrouwen.
De lamineerzijde kan goed testen. De rand misschien niet. Wanneer de stapel wordt samengedrukt, kunnen bramen het volgende vel raken en lokale geleidende paden creëren.
Daarom moeten kantinspecties en bramenhoogtemetingen naast het elektrisch testen worden uitgevoerd, en niet erna als bijzaak.
Metaalstof, verkoolde resten, vuile olie, schurende deeltjes en vervuiling bij het hanteren kunnen de weerstand verlagen. Soms krijgt de coating de schuld terwijl het reinigingsproces het echte probleem is.
Lassen, in elkaar grijpen, klinken, klemmen en persen kunnen plaat-op-plaat verbindingen creëren. Sommige zijn opzettelijk vanuit mechanisch oogpunt. Elektrisch gezien kunnen ze verlies veroorzaken als ze niet onder controle worden gehouden.
Het probleem is niet altijd één dramatisch kortsluiting. Vaak zijn het veel kleine contacten. Stil slecht.
Interlaminaire weerstandstests zijn nuttig, maar ze kunnen gemakkelijk worden overschat.
Een hoge waarde bewijst niet dat de voltooide motorkern perfect is. Het bewijst dat de geteste interface zich goed gedroeg onder de geselecteerde omstandigheden.
Een lage waarde betekent niet altijd dat de coatingleverancier gefaald heeft. Het kan betekenen dat het stansproces de coating heeft beschadigd, dat de testdruk te hoog was, dat het proefstuk vuil was of dat de sonde op een zone met veel braam is terechtgekomen.
De meest voorkomende fouten zijn eenvoudig:
| Fout | Waarom het problemen veroorzaakt | Betere aanpak |
|---|---|---|
| Test alleen vlakke lakens | Mist processchade door ponsen of stapelen | Test voor en na kritieke productiestappen |
| Braamrichting negeren | Bramen kunnen onder druk in contact komen met aangrenzende platen | Registreer de hoogte, richting en testlocatie van de braam |
| Eén lezing gebruiken als bewijs | Coating- en randkwaliteit variëren per laminaat | Gebruik meerdere metingen en volg de minimumwaarde |
| Resultaten van verschillende armaturen vergelijken | Druk en contactgebied komen mogelijk niet overeen | Stel de testmethode vast voordat je limieten instelt |
| Kernverlies behandelen als coatingbewijs | Kernverlies omvat materiaal, spanning, geometrie en assemblage-effecten | Gebruik kernverlies als correlatie, niet als hoofdoorzaak op zichzelf |
Een net nummer kan nog steeds een rommelig verhaal vertellen.
Er is geen universele interlaminaire weerstandslimiet die werkt voor elke motorlaminaatstapel.
Een snelle tractiemotor, een industriële motor, een generatorkern en een motor voor kleine apparaten hebben niet dezelfde bedrijfsspanning. Frequentie, fluxdichtheid, temperatuur, laminaatdikte, coatingtype en stapelproces zijn allemaal van belang.
Op basis van de aanvraag moet een praktische acceptatielimiet worden opgesteld.
Begin met deze vragen:
Definieer vervolgens de testdetails.
Minimaal opnemen:
Voor de kwaliteitscontrole van de productie is de minimumwaarde vaak nuttiger dan het gemiddelde. Eén zwak gebied kan meer uitmaken dan tien zuivere metingen.
Hier is een aangepast testplan voor lamineerstapels de moeite waard. Niet omdat de test ingewikkeld is. Omdat de verkeerde test gemakkelijk is.
Een sterk inspectieplan is niet afhankelijk van één controlepunt.
Gebruik een gelaagde aanpak:
Test de isolatie van het oppervlak om de consistentie van de coating te controleren voordat je gaat stempelen of snijden.
Inspecteer bramen, beschadigingen aan de coating en de staat van de randen. Voeg elektrische controles toe op plaatsen waar de kans op kortsluiting het grootst is.
Meet het gedrag van gecoate oppervlakken onder bepaalde druk en temperatuur.
Bouw een kleine stapel met behulp van het echte fabricageproces. Test voor en na het lijmen, lassen of persen.
Gebruik kernverliestests en thermische controles om te bevestigen of elektrische isolatieproblemen de prestaties beïnvloeden.
Deze reeks geeft een beter antwoord dan elke afzonderlijke test.
Het helpt ook om materiaalproblemen te scheiden van procesproblemen. Dat onderscheid is belangrijk als er tijd verloren gaat tussen inkoop-, productie- en kwaliteitsteams.

Interlaminaire weerstandsmetingen kunnen afwijken om redenen die niets te maken hebben met de laminering.
Controleer de testopstelling als je iets ziet:
In deze gevallen is de volgende stap niet altijd “de coatingeis verhogen”.”
Soms is de juiste zet een betere opspanning, betere positionering van het preparaat, betere controle over de braam of een testplan dat overeenkomt met de werkelijke stapeldruk.
Voor productieteams zijn een gecontroleerde testopstelling en een duidelijke steekproefmethode meestal belangrijker dan het toevoegen van meer willekeurige metingen.
Gebruik deze checklist voordat je een methode goedkeurt:
Als het antwoord op meerdere van deze vragen nee is, kan de test nog steeds getallen opleveren. De getallen beschermen de motor mogelijk niet.
Als uw laminaatstapel onstabiele waarden vertoont na het stansen, hechten, lassen of persen, kan het probleem niet alleen bij de coating liggen.
Een nuttige evaluatie begint met vier details:
Van daaruit kan een gericht testplan vaststellen of het zwakke punt de coatingkwaliteit, braamvorming, stapeldruk, vervuiling of assemblageschade is.
Dat is meestal sneller dan het herhalen van toetsen op één vel en hopen dat het antwoord verschijnt.
Interlaminaire weerstand is de weerstand tegen stroomstroming tussen aangrenzende lamellen in een motorkern. Het geeft aan hoe goed de isolerende coating en de toestand van de stapel het elektrische contact tussen de platen beperken.
Het helpt ongewenste interlaminaire wervelstromen te beperken. Een slechte isolatie kan het kernverlies verhogen, plaatselijke verhitting veroorzaken en de motorefficiëntie verlagen.
De isolatieweerstand aan de oppervlakte wordt meestal getest op één lamineeroppervlak of perforatie. Interlaminaire weerstand wordt getest tussen twee aangrenzende gecoate oppervlakken. Ze zijn verwant, maar meten niet hetzelfde.
Een test van het Franklin-type wordt vaak gebruikt om de isolatieweerstand van het oppervlak te evalueren op strip, plaat of ponsmateriaal van elektrisch staal. De test is nuttig voor kwaliteitscontrole van coatings en inspectie van binnenkomend materiaal.
Ja. Stempelbramen, puin, stapeldruk, lassen, hechten en schade door behandeling kunnen geleidende paden creëren nadat de originele plaat door de inspectie is gekomen.
Veel voorkomende oorzaken zijn coatingbeschadiging, dunne coating, braamcontact, metaaldeeltjes, vuile olie, overmatige compressie, lasbanen, in elkaar grijpende punten en procesgerelateerde hitteschade.
Ja, als korte braampjes of beschadigingen aan de randen deel uitmaken van het risico. Gezichtstesten en testen gericht op randen beantwoorden verschillende vragen, dus de testlocatie moet duidelijk gedefinieerd worden.
Er is geen vast getal voor elke stapel. Gebruik voldoende metingen om variatie vast te leggen over het laminatievlak, de rand, het tandgebied, de gleufzone, de boring en de buitendiameter. Voor validatie zijn meer metingen beter dan een zuiver gemiddelde van te weinig punten.
Kernverlies hangt ook af van de materiaalsoort, laminaatdikte, fluxdichtheid, frequentie, spanning, geometrie, verbindingsmethode en montagekwaliteit. Hoge weerstand helpt, maar is niet het hele antwoord.
Gebruik een gecombineerde methode: testen van de oppervlakte-isolatie voor binnenkomend materiaal, testen van twee oppervlakken voor het gedrag van de coatinginterface, testen op stapelniveau na verwerking en testen op kernverlies voor de uiteindelijke prestatiecorrelatie.