Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
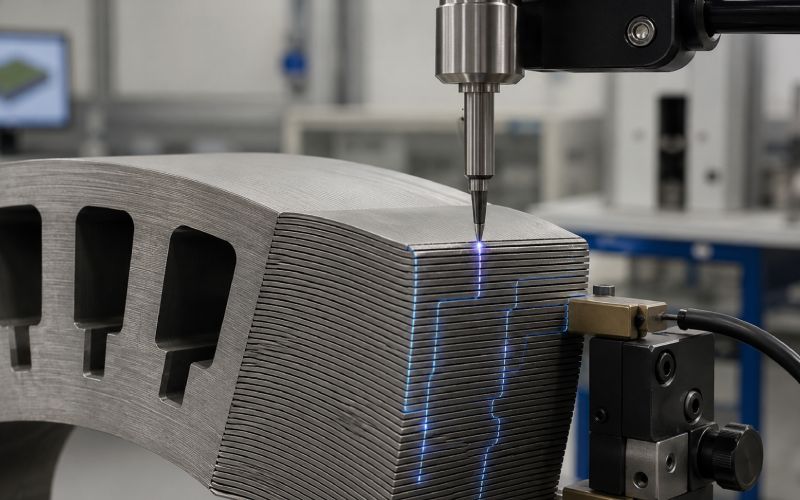
Essai de résistance interlaminaire pour les tôles de moteurs
Principaux enseignements
Le test de résistance interlaminaire permet de vérifier l'efficacité tôles de moteur rester isolés électriquement après le revêtement, l'emboutissage, l'empilage, le collage, le soudage ou d'autres processus centraux.
Les essais d'isolation de surface à bande unique sont utiles pour les contrôles de l'acier électrique entrant. Les essais à deux surfaces et au niveau de l'empilage sont généralement plus significatifs lorsque la véritable préoccupation est le comportement du noyau du moteur.
Le résultat n'est pas un chiffre purement matériel. La pression, la température, les bavures, les dommages causés au revêtement, l'huile, les débris, la surface de la sonde et la compression de la pile sont autant de facteurs qui peuvent modifier la lecture.
Pour les piles de laminage de moteurs, le meilleur plan d'essai combine généralement des essais d'isolation de surface, des essais de résistance interlaminaire sur deux surfaces, l'inspection des bavures et la validation de la perte de noyau.
Table des matières
Pourquoi la résistance interlaminaire est-elle importante dans les laminés moteurs ?
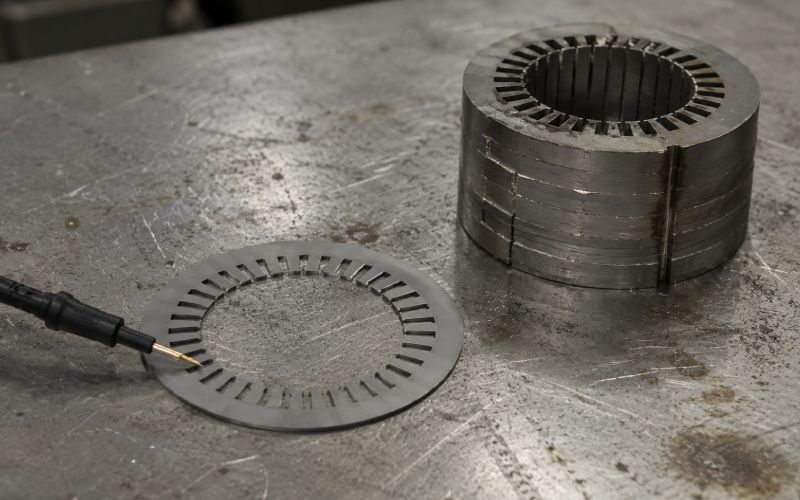
Ce n'est pas pour rien que les tôles des moteurs sont fines.
Un noyau en acier massif permettrait d'obtenir des boucles de courant de Foucault plus importantes. Ces boucles gaspillent de l'énergie sous forme de chaleur. L'acier électrique laminé divise le chemin en couches plus fines, et l'isolation entre les feuilles empêche le courant de passer d'une feuille à l'autre.
Il s'agit de la version propre.
La version atelier est moins propre. Un revêtement peut être bon sur la bobine. La feuille est ensuite perforée. Une bavure apparaît. La pile est pressée. Une soudure est ajoutée. L'adhésif durcit. L'ajustement du logement ajoute une contrainte. Soudain, deux laminés qui devraient se comporter comme des feuilles séparées sont partiellement connectés.
Cette connexion peut être minime. Elle n'a peut-être pas l'air grave. Mais dans le noyau d'un stator ou d'un rotor, de petits courts-circuits répétés peuvent augmenter les pertes du noyau, créer un échauffement local et réduire le rendement du moteur.
La question n'est donc pas seulement :
Le laminage comporte-t-il un revêtement isolant ?
La meilleure question est la suivante :
La pile de laminage présente-t-elle encore une séparation électrique suffisante après le processus de fabrication réel ?
C'est là que les tests de résistance interlaminaire gagnent leur place.
Qu'est-ce que la résistance interlaminaire ?
Résistance interlaminaire est la résistance électrique entre les tôles adjacentes d'une pile de noyaux.
Dans les moteurs à tôles, le revêtement de chaque tôle doit limiter la circulation du courant entre les couches. Une résistance plus élevée signifie généralement une meilleure isolation. Une résistance plus faible peut indiquer que le revêtement est endommagé, qu'il y a contact avec des bavures, qu'il y a contamination, qu'il y a pression excessive ou que des chemins conducteurs ont été créés lors de l'assemblage.
Une source de confusion fréquente : la résistance interlaminaire n'est pas la même que la résistance de l'isolation de surface.
La résistance d'isolation de surface est généralement mesurée sur une seule bande ou un seul poinçonnage d'acier électrique dans des conditions de tension, de pression et de température définies. La résistance interlaminaire est mesurée entre deux surfaces revêtues adjacentes, également dans des conditions contrôlées, et le résultat est directement lié à l'interface entre les laminés.
Cette différence semble minime. En production, elle ne l'est pas.
Une seule feuille peut être acceptée. Une pile peut toujours échouer.
Principales méthodes d'essai de l'isolation par lamination des moteurs
Méthode d'essai
Ce qu'il vérifie
Meilleure utilisation
Principale limitation
Essai d'isolation de surface à bande unique
Résistance du revêtement sur une face de laminage ou de poinçonnage
Inspection des matériaux entrants, contrôle de la qualité du revêtement, essais de type Franklin
Ne représente pas complètement deux laminés pressés l'un contre l'autre
Essai de résistance interlaminaire sur deux surfaces
Résistance entre deux surfaces de laminage revêtues
Vérification du comportement d'un revêtement à l'autre sous une pression et une température définies
Peut manquer des courts-circuits sur les bords ou des contacts locaux avec des bavures en dehors de la zone de test.
Test de résistance à la mini-pile
Comportement de résistance à travers une petite pile représentative
Validation du processus après l'emboutissage, le collage, le soudage ou le pressage
Plus difficile à normaliser ; la conception des appareils est importante
Vérification électrique du noyau fini
Continuité électrique ou motifs de résistance dans un noyau assemblé
Détection de courts-circuits interlaminaires importants après l'assemblage
Peut ne pas identifier la cause exacte
Test de perte de noyau
Perte magnétique totale sous excitation
Corrélation finale des performances
Ne permet pas d'isoler la défaillance du revêtement de la contrainte, de la qualité du matériau ou de la géométrie.
Aucune méthode ne couvre tout. C'est un inconvénient, mais il est utile de l'admettre.
Un essai de revêtement n'est pas un essai de moteur. Un essai de perte de noyau n'est pas un essai de revêtement. Une inspection des bavures n'est pas un test d'isolation. Mettez-les ensemble et l'image devient beaucoup plus claire.
Méthode 1 : Essai d'isolation de surface à bande unique
L'essai d'isolation de surface sur bande unique est souvent utilisé pour les bandes, les tôles ou les tôles perforées en acier électrique. L'essai consiste à appliquer un contact électrique à la surface revêtue dans des conditions contrôlées. L'objectif est de mesurer la capacité du revêtement de surface à résister au passage du courant.
Cette méthode est utile lorsqu'il s'agit de trier des matériaux entrants ou de comparer la consistance du revêtement d'un lot à l'autre. Elle est également pratique pour le contrôle de qualité de routine, car elle est plus rapide que l'assemblage et l'essai d'une pile.
Utilisez cette méthode pour répondre :
“Le revêtement de cette surface de laminage est-il généralement acceptable ?”
Ne l'utilisez pas seul pour répondre :
“Ce noyau de stator ou de rotor fini évitera-t-il les courts-circuits interlaminaires ?”
Cette deuxième question concerne la qualité du poinçonnage, la direction des bavures, la pression d'empilage, la méthode d'assemblage, le nettoyage, le durcissement et la manipulation.
Les tests à bande unique constituent une bonne première porte d'entrée. Il ne s'agit pas d'une porte d'entrée à part entière.
Méthode 2 : Essai de résistance interlaminaire sur deux surfaces
L'essai à deux surfaces consiste à assembler deux tôles d'acier électrique revêtues et à mesurer la résistance à travers l'interface. Cette méthode est plus proche de la situation à l'intérieur d'une pile de tôles.
La méthode est généralement définie autour d'une tension, d'une pression et d'une température prédéterminées. La valeur mesurée est la résistance, souvent exprimée en kilo-ohms, et elle indique l'efficacité avec laquelle le revêtement limite les chemins de courant interlaminaires dans les machines électriques.
Cette méthode est particulièrement utile lorsque le revêtement lui-même fait l'objet d'une qualification ou lorsqu'un changement de procédé peut affecter l'isolation d'une feuille à l'autre.
Par exemple :
nouveau type de revêtement,
différentes épaisseurs de laminage,
une pression d'empilement plus élevée,
un nouvel adhésif ou un nouveau procédé de collage,
traitement thermique après le poinçonnage,
modification du jeu de l'outil d'emboutissage,
nouveau procédé d'ébavurage.
Le mot important est contrôlé.
Si la pression varie, le résultat peut changer. Si la température change, le résultat peut changer. Si la zone de contact change, le résultat peut également changer.
Cela ne signifie pas que le test est faible. Cela signifie que le test doit être décrit correctement.
Une valeur de résistance sans la pression d'essai, la température, la surface de l'échantillon et la méthode de contact n'est qu'un demi résultat.
Méthode 3 : tests au niveau de la pile
Les tests au niveau de la pile ne sont pas toujours aussi soignés qu'une méthode standardisée à plat, mais ils sont souvent plus proches du problème réel.
Une mini-pile peut être construite à partir de laminés de production réels. La résistance est ensuite vérifiée dans des régions sélectionnées avant et après les principales étapes du processus.
C'est là qu'apparaissent de nombreux problèmes cachés.
Une stratification peut passer l'inspection du revêtement avant le poinçonnage. Après le poinçonnage, les bavures sur le bord peuvent créer un contact électrique entre les couches. Après le pressage, le contact devient plus fort. Après le soudage ou l'assemblage mécanique, certaines feuilles peuvent être pontées électriquement. Les études de fabrication ont à plusieurs reprises établi un lien entre la déformation due au poinçonnage, la formation de bavures et les contacts interlaminaires et le risque accru de perte par courants de Foucault dans les noyaux stratifiés.
Pour le contrôle de la qualité du noyau du moteur, les vérifications au niveau de la pile sont utiles après :
l'estampillage ou le poinçonnage,
l'ébavurage,
l'empilage,
l'emboîtement,
liaison,
la soudure,
le durcissement,
imprégnation,
pressage final dans un boîtier.
Il n'est pas nécessaire de tester chaque étape indéfiniment. Au cours du développement du processus, oui, il faut tester davantage. Une fois que l'étape faible est connue, le contrôle de la production peut être plus simple.
Un bon plan de test spécifique à un processus permet de gagner du temps car il évite de chercher la mauvaise cause.
Quelles sont les causes d'une faible résistance interlaminaire ?
Une faible résistance interlaminaire est généralement due à l'un des quatre facteurs suivants : revêtement, état des bords, contamination ou pression d'assemblage.
1. Défauts de revêtement
Le revêtement peut être trop fin, fissuré, inégal, insuffisamment durci, trop durci, rayé ou manquant sur de petites surfaces. Même les petits défauts sont importants s'ils se répètent sur plusieurs laminages.
2. Bavures et contact avec les bords
Les bavures sont l'une des causes les plus courantes de fausse confiance.
La face de stratification peut être bien testée. Le bord peut ne pas l'être. Lorsque la pile est comprimée, les bavures peuvent toucher la feuille suivante et créer des chemins conducteurs locaux.
C'est pourquoi l'inspection des arêtes et la mesure de la hauteur des bavures doivent être effectuées en même temps que les essais électriques, et non pas après.
3. Contamination par conduction
La poussière de métal, les résidus carbonisés, l'huile sale, les particules abrasives et la contamination due à la manipulation peuvent réduire la résistance. Le revêtement est parfois mis en cause alors que c'est le processus de nettoyage qui est en cause.
4. Assemblage et compression
Le soudage, l'emboîtement, le rivetage, le serrage et l'emboîtement à la presse peuvent créer des connexions entre les tôles. Certaines sont intentionnelles d'un point de vue mécanique. D'un point de vue électrique, elles peuvent ajouter des pertes si elles ne sont pas contrôlées.
Le problème n'est pas toujours un court-circuit dramatique. Il s'agit souvent d'un grand nombre de petits contacts. Un problème silencieux.
Comment les résultats des tests peuvent vous induire en erreur
Le test de résistance interlaminaire est utile, mais il est facile à surestimer.
Une valeur élevée ne prouve pas que le noyau moteur fini est parfait. Elle prouve que l'interface testée s'est bien comportée dans les conditions sélectionnées.
Une valeur faible ne signifie pas toujours que le fournisseur du revêtement a échoué. Elle peut signifier que le processus d'emboutissage a endommagé le revêtement, que la pression d'essai était trop élevée, que l'échantillon était sale ou que la sonde est tombée sur une zone présentant des bavures.
Les erreurs les plus fréquentes sont simples :
Erreur
Pourquoi cela pose-t-il problème ?
Une meilleure approche
Test uniquement sur le drap plat
Manque les dommages de traitement causés par le poinçonnage ou l'empilage
Test avant et après les étapes critiques de la fabrication
Ignorer la direction des bavures
Les bavures peuvent entrer en contact avec les tôles adjacentes sous pression
Enregistrer la hauteur et la direction des bavures, ainsi que l'emplacement du test
Utiliser une lecture comme preuve
La qualité du revêtement et des bords varie d'une couche à l'autre
Utiliser plusieurs lectures et suivre la valeur minimale
Comparaison des résultats de différents appareils
La pression et la zone de contact peuvent ne pas correspondre
Fixer la méthode d'essai avant de fixer des limites
Traiter la perte de la carotte comme une preuve d'enrobage
La perte de noyau comprend les effets des matériaux, des contraintes, de la géométrie et de l'assemblage.
Utiliser la perte de substance comme corrélation, et non comme cause première en soi
Un chiffre précis peut néanmoins être révélateur d'une histoire confuse.
Fixer des limites d'acceptation pratiques
Il n'existe pas de limite universelle de résistance interlaminaire qui s'applique à tous les empilements de laminage de moteurs.
Un moteur de traction à grande vitesse, un moteur industriel, un noyau de générateur et un moteur de petit appareil électroménager n'ont pas les mêmes contraintes de fonctionnement. La fréquence, la densité de flux, la température, l'épaisseur de la stratification, le type de revêtement et le processus d'empilage sont autant d'éléments qui entrent en ligne de compte.
Une limite d'acceptation pratique doit être établie à partir de la demande.
Commencez par ces questions :
Quelle est la plage de fréquence du moteur ?
Quelle est l'épaisseur du laminage utilisé ?
Le noyau est-il collé, soudé, emboîté ou serré mécaniquement ?
L'empilement sera-t-il soumis à un processus de durcissement, d'imprégnation ou d'allègement des contraintes ?
Où les courts-circuits sont-ils les plus probables : face, arête, extrémité de la dent, paroi de la fente, alésage ou diamètre extérieur ?
Quel résultat de test correspond à une perte de cœur réelle ou à un comportement de point chaud ?
Définissez ensuite les détails du test.
Au minimum, enregistrer :
méthode d'essai,
test en mode tension ou en mode courant,
la pression ou la force de contact,
température,
la taille du spécimen,
le nombre de lectures,
lieu du test,
côté pelliculage,
direction de la bavure,
état de surface,
valeur minimale,
valeur médiane,
gamme.
Pour le contrôle de la qualité de la production, la valeur minimale est souvent plus utile que la moyenne. Une zone faible peut avoir plus d'importance que dix lectures correctes.
C'est là qu'un plan d'essai personnalisé pour la pile de pelliculage vaut la peine d'être utilisé. Non pas parce que le test est compliqué. Mais parce qu'il est facile de faire le mauvais test.
Une meilleure stratégie d'essai pour les piles de lamination des moteurs
Un plan d'inspection solide ne repose pas sur un seul point de contrôle.
Adoptez une approche en plusieurs étapes :
Contrôle du matériel entrant
Utiliser le test d'isolation de surface pour vérifier la consistance du revêtement avant l'estampage ou la découpe.
Contrôle après l'apposition du cachet
Inspecter les bavures, les dommages causés au revêtement et l'état des bords. Ajouter des contrôles électriques dans les zones les plus susceptibles d'être court-circuitées.
Contrôle de l'interface à deux surfaces
Mesurer le comportement surface à surface du revêtement sous une pression et une température définies.
Échantillon de processus ou vérification de la mini-pile
Construisez une petite pile en utilisant le véritable processus de fabrication. Testez avant et après le collage, le soudage ou le pressage.
Fin de la validation du noyau
Utiliser les tests de perte de noyau et les contrôles thermiques pour confirmer si les problèmes d'isolation électrique affectent les performances.
Cette séquence permet d'obtenir une meilleure réponse que n'importe quel test pris isolément.
Elle permet également de distinguer les problèmes matériels des problèmes de processus. Cette distinction est importante lorsque les équipes chargées des achats, de la production et de la qualité perdent du temps.
Quand réviser son équipement ou son dispositif d'essai ?
Les mesures de résistance interlaminaire peuvent dériver pour des raisons qui n'ont rien à voir avec le laminage.
Révisez la configuration du test si vous le voyez :
de grandes différences entre les opérateurs,
des changements soudains après l'entretien de l'appareil,
des résultats de passage répétés alors que la perte de cœur augmente,
de bons résultats pour une seule bande, mais un comportement médiocre pour les piles,
des valeurs de résistance qui varient fortement en cas de faibles variations de pression,
faibles relevés uniquement à proximité des bords ou des fentes,
lectures incohérentes après nettoyage ou exposition à la chaleur.
Dans ces cas, l'étape suivante n'est pas toujours d'augmenter les exigences en matière de revêtement.“
Parfois, la bonne décision consiste à mieux contrôler les montages, à mieux positionner les échantillons, à mieux contrôler les bavures ou à élaborer un plan d'essai qui corresponde à la pression réelle de l'empilement.
Pour les équipes de production, un dispositif d'essai contrôlé et une méthode d'échantillonnage claire sont généralement plus importants que l'ajout de mesures aléatoires.
Liste de contrôle pratique pour les essais de résistance des piles de laminage
Utilisez cette liste de contrôle avant d'approuver une méthode :
La tension, la pression et la température d'essai sont-elles définies ?
L'échantillon est-il plat, propre et représentatif ?
Les risques de face et de bord sont-ils pris en compte ?
La hauteur des bavures est-elle mesurée séparément ?
Les relevés sont-ils effectués à un nombre suffisant d'endroits ?
La valeur minimale est-elle enregistrée, et pas seulement la moyenne ?
Le test est-il répété après les étapes critiques du processus ?
Existe-t-il un lien entre les résultats de la résistance et le comportement en matière de perte de substance ?
Les opérateurs utilisent-ils la même force de contact et le même emplacement de sonde ?
La limite de réussite/échec est-elle liée à l'application réelle du moteur ?
Si la réponse à plusieurs de ces questions est négative, le test peut tout de même produire des chiffres. Ces chiffres peuvent ne pas protéger le moteur.
Besoin d'un plan de test spécifique à un processus ?
Si votre pile de pelliculage présente des valeurs instables après l'estampage, le collage, le soudage ou le pressage, le problème n'est peut-être pas uniquement lié au revêtement.
Une évaluation utile commence par quatre détails :
le matériau et l'épaisseur de la stratification,
type de revêtement,
méthode d'assemblage en pile,
la méthode d'essai actuelle et le schéma de rejet.
À partir de là, un plan de test ciblé permet de déterminer si le point faible est la qualité du revêtement, la formation de bavures, la pression d'empilement, la contamination ou les dommages causés à l'assemblage.
C'est généralement plus rapide que de répéter des tests sur une seule feuille en espérant que la réponse apparaisse.
FAQ
Qu'est-ce que la résistance interlaminaire dans les tôles de moteur ?
La résistance interlaminaire est la résistance au passage du courant entre les tôles adjacentes d'un noyau de moteur. Elle indique dans quelle mesure le revêtement isolant et l'état de l'empilement limitent le contact électrique entre les tôles.
Pourquoi la résistance interlaminaire est-elle importante ?
Elle permet de limiter les courants de Foucault interlaminaires indésirables. Une mauvaise isolation peut augmenter les pertes dans le noyau, créer un échauffement local et réduire l'efficacité du moteur.
La résistance interlaminaire est-elle la même que la résistance de l'isolation de surface ?
Non. La résistance de l'isolation de surface est généralement testée sur une surface de laminage ou de poinçonnage. La résistance interlaminaire est testée entre deux surfaces revêtues adjacentes. Elles sont liées, mais ne mesurent pas la même chose.
À quoi sert un test de type Franklin ?
Un essai de type Franklin est couramment utilisé pour évaluer la résistance d'isolation de surface sur les bandes, les tôles ou les poinçonnages en acier électrique. Il est utile pour le contrôle de la qualité des revêtements et l'inspection des matériaux entrants.
Un laminage peut-il réussir l'essai d'isolation de surface mais échouer dans une pile ?
Oui. Les bavures d'emboutissage, les débris, la pression de l'empilage, le soudage, le collage et les dommages dus à la manipulation peuvent créer des chemins conducteurs après que la feuille d'origine a passé l'inspection.
Quelle est la cause de la faible résistance entre les tôles du moteur ?
Les causes les plus courantes sont les suivantes : endommagement du revêtement, revêtement mince, contact avec des bavures, particules métalliques, huile sale, compression excessive, trajectoires de soudure, points d'emboîtement et dommages causés par la chaleur liée au processus.
Les essais doivent-ils porter sur les bords de laminage ?
Oui, lorsque les bavures ou les dommages aux bords font partie du risque. Les tests de face et les tests axés sur les bords répondent à des questions différentes, c'est pourquoi l'emplacement du test doit être clairement défini.
Combien de lectures sont nécessaires ?
Il n'y a pas de nombre fixe pour chaque pile. Utilisez suffisamment de relevés pour saisir les variations sur la face de stratification, le bord, la zone de la dent, la région de la fente, l'alésage et le diamètre extérieur. Pour la validation, il est préférable d'effectuer un plus grand nombre de relevés que d'obtenir une moyenne nette à partir d'un nombre insuffisant de points.
Une résistance interlaminaire élevée garantit-elle une faible perte de noyau ?
La perte de noyau dépend également de la qualité du matériau, de l'épaisseur de la stratification, de la densité de flux, de la fréquence, de la contrainte, de la géométrie, de la méthode d'assemblage et de la qualité de l'assemblage. Une résistance élevée est utile, mais elle n'est pas la seule solution.
Quelle est la meilleure façon de tester les piles de laminage de moteurs finis ?
Utiliser une méthode combinée : essai d'isolation de surface pour le matériau entrant, essai sur deux surfaces pour le comportement de l'interface du revêtement, essai au niveau de la pile après le traitement et essai de perte de noyau pour la corrélation des performances finales.
Partagez votre amour
Charlie
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.