Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
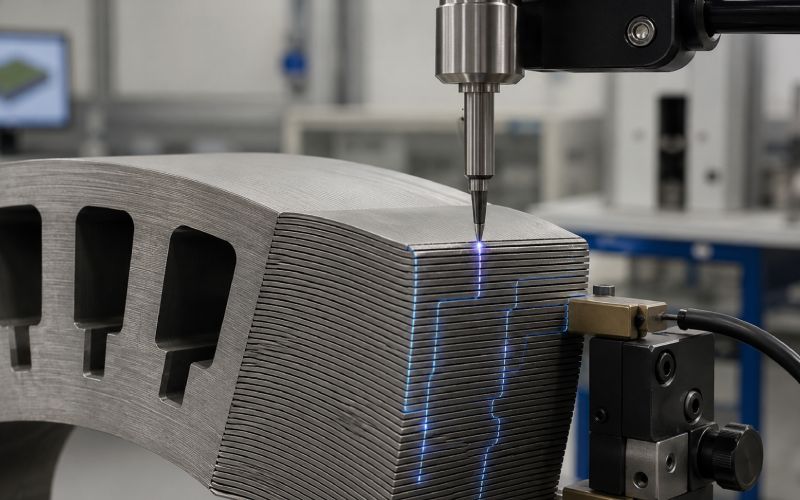
Pengujian Resistensi Interlaminar untuk Laminasi Motor
Hal-hal Penting yang Dapat Dipetik
Pengujian ketahanan interlaminar memeriksa seberapa baik laminasi motor tetap terisolasi secara elektrik setelah pelapisan, pencetakan, penumpukan, pengikatan, pengelasan, atau proses inti lainnya.
Uji insulasi permukaan strip tunggal berguna untuk pemeriksaan baja listrik yang masuk. Pengujian dua permukaan dan tingkat tumpukan biasanya lebih bermakna ketika perhatian utama adalah perilaku inti motor.
Hasilnya bukanlah angka material murni. Tekanan, suhu, gerinda, kerusakan lapisan, oli, serpihan, area probe, dan kompresi tumpukan, semuanya dapat mengubah pembacaan.
Untuk tumpukan laminasi motor, rencana pengujian terbaik biasanya menggabungkan pengujian insulasi permukaan, pengujian resistensi interlaminar dua permukaan, inspeksi duri, dan validasi kehilangan inti.
Daftar Isi
Mengapa Resistensi Interlaminar Penting dalam Laminasi Motor
Laminasi motor dibuat tipis karena suatu alasan.
Inti baja yang kokoh akan memungkinkan putaran arus pusar yang lebih besar. Putaran tersebut membuang daya sebagai panas. Baja listrik berlaminasi memecah jalur menjadi lapisan yang lebih tipis, dan insulasi di antara lembaran membantu menghentikan arus agar tidak melompat dari satu laminasi ke laminasi berikutnya.
Itu adalah versi bersih.
Versi bengkel kurang bersih. Lapisan mungkin bagus pada koil. Kemudian lembaran itu dilubangi. Sebuah duri muncul. Tumpukan ditekan. Sebuah lasan ditambahkan. Obat perekat. Housing yang pas menambah tekanan. Tiba-tiba, dua laminasi yang seharusnya berperilaku sebagai lembaran terpisah terhubung sebagian.
Hubungan itu mungkin kecil. Mungkin tidak terlihat serius. Namun pada inti stator atau rotor, korsleting kecil yang berulang-ulang dapat meningkatkan kehilangan inti, menciptakan pemanasan lokal, dan mengurangi efisiensi motor.
Jadi pertanyaannya bukan hanya itu:
Apakah laminasi memiliki lapisan isolasi?
Pertanyaan yang lebih baik adalah:
Apakah tumpukan laminasi masih memiliki pemisahan listrik yang cukup setelah proses pembuatan yang sesungguhnya?
Di situlah pengujian resistensi interlaminar mendapatkan tempatnya.
Apa Itu Resistensi Interlaminar?
Resistensi interlaminar adalah hambatan listrik antara laminasi yang berdekatan dalam tumpukan inti.
Pada laminasi motor, lapisan pada setiap lembar harus membatasi aliran arus di antara lapisan. Resistensi yang lebih tinggi umumnya berarti isolasi yang lebih baik. Resistansi yang lebih rendah dapat menunjukkan kerusakan lapisan, kontak duri, kontaminasi, tekanan berlebihan, atau jalur konduktif yang dibuat selama perakitan.
Sumber kebingungan yang umum terjadi: resistansi interlaminar tidak sama dengan resistansi insulasi permukaan.
Resistansi insulasi permukaan biasanya diukur pada satu strip atau pelubangan baja listrik dalam kondisi tegangan, tekanan, dan suhu yang ditentukan. Resistansi interlaminar diukur antara dua permukaan berlapis yang berdekatan, juga di bawah kondisi yang terkendali, dan hasilnya secara langsung terkait dengan antarmuka antara laminasi.
Perbedaan itu terdengar kecil. Dalam produksi, ternyata tidak.
Satu lembar bisa saja lolos. Tumpukan masih bisa gagal.
Metode Utama untuk Menguji Isolasi Laminasi Motor
Metode pengujian
Apa yang diperiksa
Penggunaan terbaik
Batasan utama
Uji insulasi permukaan strip tunggal
Ketahanan lapisan pada satu permukaan laminasi atau pelubangan
Inspeksi material yang masuk, kontrol kualitas pelapisan, pengujian tipe Franklin
Tidak sepenuhnya mewakili dua laminasi yang ditekan bersama
Uji ketahanan interlaminar dua permukaan
Resistensi antara dua permukaan laminasi berlapis
Memeriksa perilaku pelapisan-ke-pelapisan di bawah tekanan dan suhu yang ditentukan
Dapat melewatkan tepi pendek atau kontak duri lokal di luar area pengujian
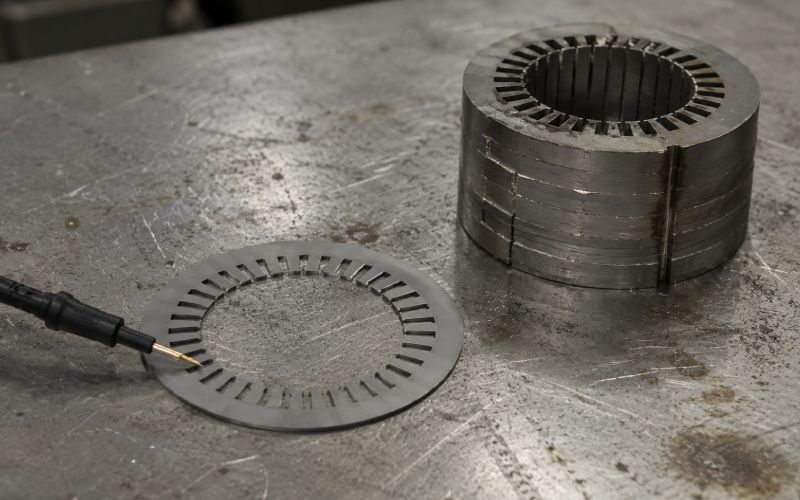
Uji ketahanan tumpukan mini
Perilaku resistensi melalui tumpukan kecil yang representatif
Validasi proses setelah pencetakan, pengikatan, pengelasan, atau pengepresan
Lebih sulit untuk distandarisasi; desain perlengkapan penting
Pemeriksaan kelistrikan inti yang sudah jadi
Kontinuitas listrik atau pola resistansi dalam inti yang dirakit
Mendeteksi short interlaminar utama setelah perakitan
Mungkin tidak dapat mengidentifikasi penyebab pastinya
Uji kehilangan inti
Total kehilangan magnetik di bawah eksitasi
Korelasi kinerja akhir
Tidak mengisolasi kegagalan pelapisan dari tekanan, tingkat material, atau geometri
Tidak ada satu metode pun yang mencakup semuanya. Hal ini memang merepotkan, tetapi harus diakui berguna.
Uji pelapisan bukanlah uji motor. Uji kehilangan inti bukanlah uji pelapisan. Pemeriksaan duri bukanlah tes isolasi. Gabungkan keduanya dan gambarnya menjadi jauh lebih baik.
Metode 1: Pengujian Insulasi Permukaan Strip Tunggal
Pengujian insulasi permukaan strip tunggal sering digunakan untuk strip baja listrik, lembaran, atau laminasi berlubang. Pengujian ini menerapkan kontak listrik ke permukaan yang dilapisi dalam kondisi yang terkendali. Tujuannya adalah untuk mengukur seberapa baik lapisan permukaan menahan aliran arus.
Metode ini berguna ketika Anda perlu menyaring bahan yang masuk atau membandingkan konsistensi lapisan dari lot ke lot. Metode ini juga praktis untuk kontrol kualitas rutin karena lebih cepat daripada merakit dan menguji tumpukan.
Gunakan metode ini untuk menjawab:
“Apakah lapisan pada permukaan laminasi ini secara umum dapat diterima?”
Jangan menggunakannya sendiri untuk menjawab:
“Apakah inti stator atau rotor yang sudah jadi ini akan menghindari korsleting interlaminar?”
Pertanyaan kedua tersebut melibatkan kualitas pelubangan, arah duri, tekanan tumpukan, metode penyambungan, pembersihan, pengawetan, dan penanganan.
Pengujian strip tunggal adalah gerbang pertama yang baik. Ini bukan keseluruhan pintu gerbang.
Metode 2: Pengujian Resistansi Interlaminar Dua Permukaan
Pengujian dua permukaan menyatukan dua laminasi baja elektrik yang dilapisi dan mengukur resistensi melalui antarmuka. Hal ini lebih mendekati kondisi di dalam tumpukan laminasi.
Metode ini umumnya ditentukan di sekitar tegangan, tekanan, dan suhu yang sudah ditentukan sebelumnya. Nilai yang diukur adalah resistensi, sering dinyatakan dalam kilo-ohm, dan ini mengindikasikan seberapa efektif pelapisan membatasi jalur arus interlaminar dalam mesin listrik.
Metode ini sangat berguna ketika pelapisan itu sendiri sedang dikualifikasikan atau ketika perubahan proses dapat memengaruhi isolasi lembaran-ke-lembaran.
Sebagai contoh:
jenis lapisan baru,
ketebalan laminasi yang berbeda,
tekanan penumpukan yang lebih tinggi,
proses perekat atau pengikatan baru,
perlakuan panas setelah meninju,
mengubah jarak bebas alat stamping,
proses deburring baru.
Kata yang penting adalah dikendalikan.
Jika tekanan berubah, hasilnya dapat berubah. Jika suhu berubah, hasilnya dapat berubah. Jika area kontak berubah, sekali lagi, hasilnya dapat berubah.
Itu tidak membuat tes menjadi lemah. Itu berarti tes harus dijelaskan dengan benar.
Nilai resistansi tanpa tekanan uji, suhu, area spesimen, dan metode kontak hanya setengah dari hasil.
Metode 3: Pengujian Tingkat Tumpukan
Pengujian tingkat tumpukan tidak selalu serapi metode lembar datar standar, tetapi sering kali lebih dekat dengan masalah yang sebenarnya.
Tumpukan mini dapat dibuat dari laminasi produksi yang sebenarnya. Kemudian resistensi diperiksa melalui area yang dipilih sebelum dan sesudah langkah proses utama.
Di sinilah banyak masalah tersembunyi muncul.
Laminasi dapat melewati pemeriksaan lapisan sebelum dilubangi. Setelah pelubangan, gerinda di bagian tepi dapat menciptakan kontak listrik di antara lapisan. Setelah ditekan, kontak menjadi lebih kuat. Setelah pengelasan atau penyambungan mekanis, beberapa lembaran mungkin dijembatani secara elektrik. Studi manufaktur telah berulang kali mengaitkan deformasi pelubangan, pembentukan duri, dan kontak interlaminar dengan risiko kehilangan arus pusar pada core yang dilaminasi.
Untuk kontrol kualitas inti motor, pemeriksaan tingkat tumpukan berguna setelahnya:
menginjak atau meninju,
deburring,
susun,
saling mengunci,
ikatan,
pengelasan,
menyembuhkan,
impregnasi,
pengepresan akhir ke dalam housing.
Anda tidak perlu menguji setiap langkah selamanya. Selama pengembangan proses, ya, uji lebih banyak. Setelah langkah yang lemah diketahui, kontrol produksi dapat menjadi lebih sederhana.
Rencana pengujian khusus proses yang baik akan menghemat waktu karena tidak lagi mengejar penyebab yang salah.
Apa yang Menyebabkan Resistensi Interlaminar Rendah?
Resistensi interlaminar yang rendah biasanya berasal dari salah satu dari empat area: pelapisan, kondisi tepi, kontaminasi, atau tekanan perakitan.
1. Cacat lapisan
Lapisan mungkin terlalu tipis, retak, tidak rata, kurang kering, terlalu kering, tergores, atau hilang di area kecil. Bahkan cacat kecil pun menjadi masalah jika terjadi berulang pada banyak laminasi.
2. Gerinda dan kontak tepi
Gerinda adalah salah satu penyebab paling umum dari rasa percaya diri yang keliru.
Bagian muka laminasi dapat diuji dengan baik. Bagian tepi mungkin tidak. Ketika tumpukan dikompresi, gerinda dapat menyentuh lembaran berikutnya dan menciptakan jalur konduktif lokal.
Inilah sebabnya mengapa inspeksi tepi dan pengukuran ketinggian duri harus berada di samping pengujian listrik, bukan setelahnya sebagai renungan.
3. Kontaminasi konduktif
Debu logam, residu berkarbonisasi, minyak kotor, partikel abrasif, dan penanganan kontaminasi dapat menurunkan ketahanan. Kadang-kadang lapisan disalahkan ketika proses pembersihan adalah masalah yang sebenarnya.
4. Penggabungan dan kompresi
Pengelasan, penguncian, penguncian, penjepitan, dan pemasangan tekan dapat membuat sambungan antar-lembar. Beberapa di antaranya disengaja dari sudut pandang mekanis. Secara elektrik, hal ini dapat menambah kerugian jika tidak dikendalikan.
Masalahnya tidak selalu hanya satu yang dramatis. Seringkali itu adalah banyak kontak kecil. Diam-diam buruk.
Bagaimana Hasil Tes Dapat Menyesatkan Anda
Pengujian resistensi interlaminar berguna, tetapi mudah dibaca secara berlebihan.
Nilai yang tinggi tidak membuktikan bahwa inti motor yang sudah jadi sudah sempurna. Ini membuktikan bahwa antarmuka yang diuji berperilaku baik dalam kondisi yang dipilih.
Nilai yang rendah tidak selalu berarti pemasok pelapis gagal. Ini mungkin berarti proses stamping merusak lapisan, tekanan uji terlalu tinggi, spesimen kotor, atau probe mendarat di zona padat duri.
Kesalahan yang paling sering terjadi adalah kesalahan yang sederhana:
Kesalahan
Mengapa hal itu menyebabkan masalah
Pendekatan yang lebih baik
Hanya menguji lembaran datar
Kerusakan proses yang terlewatkan akibat meninju atau menumpuk
Menguji sebelum dan sesudah langkah-langkah produksi yang penting
Mengabaikan arah duri
Gerinda dapat menyentuh lembaran yang berdekatan di bawah tekanan
Catat tinggi duri, arah, dan lokasi pengujian
Menggunakan satu bacaan sebagai bukti
Kualitas lapisan dan tepi bervariasi di seluruh laminasi
Gunakan beberapa pembacaan dan lacak nilai minimum
Membandingkan hasil dari perlengkapan yang berbeda
Tekanan dan area kontak mungkin tidak sesuai
Perbaiki metode pengujian sebelum menetapkan batas
Mengobati kehilangan inti sebagai bukti pelapisan
Kehilangan inti meliputi efek material, tegangan, geometri, dan perakitan
Gunakan kehilangan inti sebagai korelasi, bukan akar penyebabnya sendiri
Angka yang rapi masih bisa menceritakan kisah yang berantakan.
Menetapkan Batas Penerimaan Praktis
Tidak ada batas resistansi interlaminar universal yang berfungsi untuk setiap tumpukan laminasi motor.
Motor traksi berkecepatan tinggi, motor industri, inti generator, dan motor peralatan kecil tidak memiliki tekanan operasi yang sama. Frekuensi, kerapatan fluks, suhu, ketebalan laminasi, jenis lapisan, dan proses tumpukan semuanya penting.
Batas penerimaan praktis harus dibangun dari aplikasi.
Mulailah dengan pertanyaan-pertanyaan ini:
Berapa rentang frekuensi motor?
Ketebalan laminasi apa yang digunakan?
Apakah inti diikat, dilas, saling mengunci, atau dijepit secara mekanis?
Apakah tumpukan akan mengalami proses curing, impregnasi, atau stress relief?
Di mana kemungkinan besar celana pendek: bagian muka, tepi, ujung gigi, dinding slot, lubang, atau diameter luar?
Hasil tes mana yang berkorelasi dengan kehilangan inti atau perilaku hot-spot yang sebenarnya?
Kemudian, tentukan detail pengujian.
Minimal, rekamlah:
metode pengujian,
menguji tegangan atau mode arus,
tekanan atau gaya kontak,
suhu,
ukuran spesimen,
jumlah pembacaan,
lokasi pengujian,
sisi laminasi,
arah duri,
kondisi permukaan,
nilai minimum,
nilai median,
jangkauan.
Untuk kontrol kualitas produksi, nilai minimum sering kali lebih berguna daripada rata-rata. Satu area yang lemah dapat berarti lebih dari sepuluh pembacaan yang bersih.
Di sinilah rencana uji tumpukan laminasi yang disesuaikan layak digunakan. Bukan karena pengujiannya rumit. Karena pengujian yang salah itu mudah.
Strategi Pengujian yang Lebih Baik untuk Tumpukan Laminasi Motor
Rencana inspeksi yang kuat tidak bergantung pada satu pos pemeriksaan.
Gunakan pendekatan berlapis:
Pemeriksaan material yang masuk
Gunakan pengujian insulasi permukaan untuk memverifikasi konsistensi lapisan sebelum melakukan pencetakan atau pemotongan.
Pemeriksaan pasca-pengecapan
Periksa gerinda, kerusakan lapisan, dan kondisi tepi. Tambahkan pemeriksaan kelistrikan di area yang paling mungkin mengalami korsleting.
Pemeriksaan antarmuka dua permukaan
Mengukur perilaku permukaan-ke-permukaan yang dilapisi di bawah tekanan dan suhu tertentu.
Sampel proses atau pemeriksaan tumpukan mini
Buatlah tumpukan kecil dengan menggunakan proses manufaktur yang sebenarnya. Uji sebelum dan sesudah pengikatan, pengelasan, atau pengepresan.
Validasi inti yang sudah selesai
Gunakan pengujian kehilangan inti dan pemeriksaan termal untuk mengonfirmasi apakah masalah isolasi listrik memengaruhi performa.
Urutan ini memberikan jawaban yang lebih baik daripada tes tunggal mana pun.
Hal ini juga membantu memisahkan masalah material dari masalah proses. Perbedaan tersebut penting ketika waktu terbuang antara tim pembelian, produksi, dan kualitas.
Kapan Harus Meninjau Peralatan Pengujian atau Pengaturan Pengujian Anda
Pembacaan resistansi interlaminar dapat melayang karena alasan yang tidak ada hubungannya dengan laminasi.
Tinjau ulang pengaturan pengujian jika Anda melihatnya:
variasi yang besar di antara operator,
pergeseran mendadak setelah pemeliharaan perlengkapan,
hasil operan berulang sementara kehilangan inti meningkat,
hasil single-strip yang bagus tetapi perilaku tumpukan yang buruk,
nilai resistansi yang berubah secara tajam dengan perubahan tekanan yang kecil,
pembacaan rendah hanya di dekat tepi atau slot,
pembacaan yang tidak konsisten setelah pembersihan atau paparan panas.
Dalam kasus ini, langkah berikutnya tidak selalu “meningkatkan persyaratan pelapisan.”
Terkadang langkah yang tepat adalah kontrol perlengkapan yang lebih baik, pemosisian spesimen yang lebih baik, kontrol duri yang lebih baik, atau rencana pengujian yang sesuai dengan tekanan tumpukan yang sebenarnya.
Untuk tim produksi, perlengkapan uji yang terkontrol dan metode pengambilan sampel yang jelas biasanya lebih penting daripada menambahkan lebih banyak pengukuran acak.
Daftar Periksa Praktis untuk Pengujian Ketahanan Tumpukan Laminasi
Gunakan daftar periksa ini sebelum menyetujui suatu metode:
Apakah tegangan, tekanan, dan suhu uji sudah ditentukan?
Apakah spesimennya rata, bersih, dan representatif?
Apakah risiko wajah dan tepi dipertimbangkan?
Apakah tinggi duri diukur secara terpisah?
Apakah pembacaan dilakukan di lokasi yang cukup?
Apakah nilai minimum dicatat, bukan hanya rata-rata?
Apakah pengujian diulang setelah langkah-langkah proses kritis?
Apakah ada hubungan antara hasil resistensi dan perilaku kehilangan inti?
Apakah operator menggunakan gaya kontak dan lokasi probe yang sama?
Apakah batas lulus/gagal terkait dengan aplikasi motor yang sebenarnya?
Jika jawabannya tidak untuk beberapa hal tersebut, pengujian mungkin masih menghasilkan angka. Angka-angka tersebut mungkin tidak melindungi motor.
Perlu Rencana Pengujian Khusus Proses?
Jika tumpukan laminasi Anda menunjukkan pembacaan yang tidak stabil setelah pencetakan, pengikatan, pengelasan, atau pengepresan, masalahnya mungkin bukan pada lapisannya saja.
Evaluasi yang berguna dimulai dengan empat detail:
bahan dan ketebalan laminasi,
jenis lapisan,
metode penggabungan tumpukan,
metode pengujian saat ini dan pola penolakan.
Dari sana, rencana pengujian yang ditargetkan dapat mengidentifikasi apakah titik lemahnya adalah kualitas pelapisan, pembentukan duri, tekanan tumpukan, kontaminasi, atau kerusakan perakitan.
Hal ini biasanya lebih cepat daripada mengulang tes satu lembar dan berharap jawabannya muncul.
PERTANYAAN YANG SERING DIAJUKAN
Apa yang dimaksud dengan resistansi interlaminar dalam laminasi motor?
Resistansi interlaminar adalah resistansi terhadap aliran arus antara laminasi yang berdekatan dalam inti motor. Hal ini menunjukkan seberapa baik lapisan isolasi dan kondisi tumpukan membatasi kontak listrik antar lembar.
Mengapa resistensi interlaminar penting?
Ini membantu membatasi arus pusar interlaminar yang tidak diinginkan. Isolasi yang buruk dapat meningkatkan kehilangan inti, menciptakan pemanasan lokal, dan mengurangi efisiensi motor.
Apakah resistansi interlaminar sama dengan resistansi insulasi permukaan?
Resistansi insulasi permukaan biasanya diuji pada satu permukaan laminasi atau pelubangan. Resistansi interlaminar diuji di antara dua permukaan berlapis yang berdekatan. Keduanya terkait, tetapi tidak mengukur hal yang sama.
Untuk apa tes tipe Franklin digunakan?
Uji tipe Franklin biasanya digunakan untuk mengevaluasi resistansi insulasi permukaan pada strip, lembaran, atau punching baja listrik. Hal ini berguna untuk kontrol kualitas pelapisan dan inspeksi material yang masuk.
Dapatkah laminasi lulus pengujian insulasi permukaan tetapi gagal dalam tumpukan?
Ya. Gerinda stamping, serpihan, tekanan tumpukan, pengelasan, pengikatan, dan penanganan kerusakan dapat menciptakan jalur konduktif setelah lembaran asli lolos pemeriksaan.
Apa yang menyebabkan resistansi rendah di antara laminasi motor?
Penyebab umum termasuk kerusakan lapisan, lapisan tipis, kontak duri, partikel logam, oli kotor, kompresi berlebihan, jalur las, titik yang saling mengunci, dan kerusakan panas yang berhubungan dengan proses.
Haruskah pengujian mencakup tepi laminasi?
Ya, apabila burr short atau kerusakan tepi merupakan bagian dari risiko. Pengujian wajah dan pengujian yang berfokus pada tepi menjawab pertanyaan yang berbeda, sehingga lokasi pengujian harus ditentukan dengan jelas.
Berapa banyak pembacaan yang diperlukan?
Tidak ada angka yang tetap untuk setiap tumpukan. Gunakan pembacaan yang cukup untuk menangkap variasi di seluruh permukaan laminasi, tepi, area gigi, area slot, lubang, dan diameter luar. Untuk validasi, lebih banyak pembacaan lebih baik daripada rata-rata bersih dari titik yang terlalu sedikit.
Apakah resistansi interlaminar yang tinggi menjamin kehilangan inti yang rendah?
Kehilangan inti juga tergantung pada tingkat material, ketebalan laminasi, kerapatan fluks, frekuensi, tegangan, geometri, metode penyambungan, dan kualitas perakitan. Resistansi yang tinggi membantu, tetapi itu bukan jawaban keseluruhan.
Apa cara terbaik untuk menguji tumpukan laminasi motor yang sudah jadi?
Gunakan metode gabungan: pengujian insulasi permukaan untuk material yang masuk, pengujian dua permukaan untuk perilaku antarmuka lapisan, pengujian tingkat tumpukan setelah pemrosesan, dan pengujian kehilangan inti untuk korelasi kinerja akhir.
Bagikan cinta Anda
Charlie.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.