Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
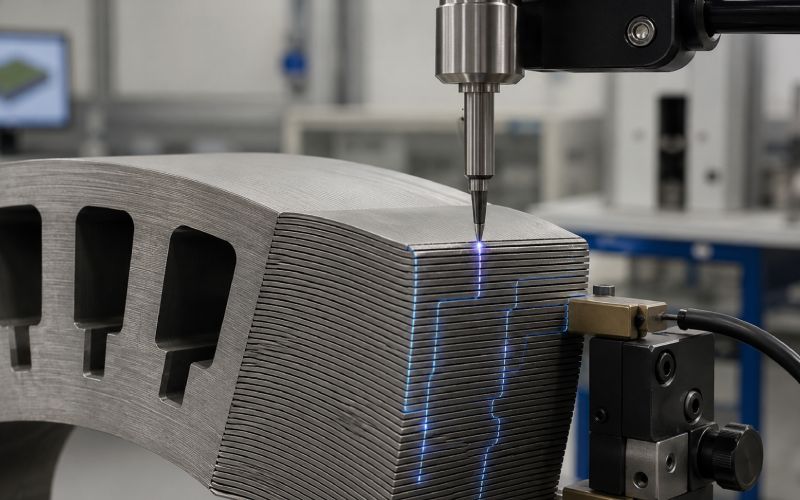
層間抵抗テストは、どの程度優れているかをチェックするものである。 モーター積層 コーティング、スタンピング、スタッキング、ボンディング、溶接、その他のコアプロセスの後でも電気的に絶縁された状態を維持する。.
シングルストリップ表面絶縁試験は、受入電気鋼材のチェックに有用である。通常、モーターコアの挙動が真の懸念事項である場合は、2表面およびスタックレベルの試験の方がより有意義である。.
この結果は、純粋な材質の数値ではありません。圧力、温度、バリ、コーティングの損傷、オイル、ゴミ、プローブの面積、スタックの圧縮など、すべてが測定値を変える可能性があります。.
モーターラミネーションスタックの場合、最適な試験計画は通常、表面絶縁試験、2表面層間抵抗試験、バリ検査、コアロス検証を組み合わせたものである。.
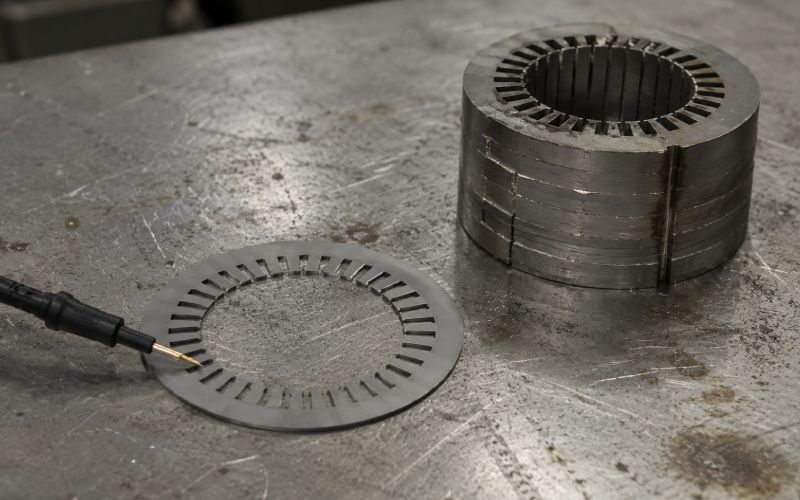
モーターのラミネーションが薄いのには理由がある。.
ソリッド・スチール・コアは、より大きな渦電流ループを可能にする。このループは電力を熱として浪費する。ラミネートされた電気鋼は、渦電流の経路をより薄い層に分割し、シート間の絶縁は、電流がラミネートから次のラミネートに飛び移るのを阻止するのに役立つ。.
それがクリーン・バージョンだ。.
ワークショップ・バージョンはあまりクリーンではない。コイルにコーティングが施されることもある。そしてシートを打ち抜く。バリが出る。スタックをプレスする。溶接が加えられる。接着剤が硬化する。ハウジング・フィットが応力を加える。突然、分離したシートとして動作するはずの2つの積層が、部分的に接続される。.
そのつながりは小さいかもしれない。深刻には見えないかもしれない。しかし、ステータやロータのコアでは、小さなショートが繰り返されると、コアの損失が上昇し、局所的な発熱が生じ、モータの効率が低下します。.
だから、問題はそれだけではない:
ラミネートに絶縁コーティングは施されていますか?
より良い質問はこうだ:
実際の製造工程の後でも、ラミネーション・スタックには十分な電気的分離がありますか?
そこで、層間抵抗検査がその役割を果たす。.
層間抵抗 はコアスタックの隣接するラミネーション間の電気抵抗である。.
モーター積層では、各シートのコーティングが層間の電流の流れを制限する必要がある。一般的に、抵抗値が高いほど絶縁性が高いことを意味します。抵抗値が低い場合は、コーティングの損傷、バリによる接触、汚染、過度の圧力、または組み立て中に生じた導電経路が考えられます。.
よくある混乱の原因:層間抵抗は表面絶縁抵抗と同じではない。.
表面絶縁抵抗は通常、定められた電圧、圧力、温度条件下で、電気鋼板の単一ストリップまたはパンチングで測定されます。層間抵抗は、隣接する2つのコーティング面の間で、同じく制御された条件下で測定され、その結果は積層間の界面に直接結びつきます。.
その差は小さく聞こえる。本番ではそうではない。.
1枚でも合格。積み重ねでも不合格になることはある。.
| 試験方法 | チェック項目 | ベストユース | 主な制限 |
|---|---|---|---|
| シングルストリップ表面絶縁試験 | ラミネート面またはパンチング面の耐コーティング性 | 受入材料検査、コーティング品質管理、フランクリンタイプ検査 | 2枚のラミネートを圧着した状態を完全には表現していない |
| 二面層間抵抗試験 | コーティングされた2つのラミネート面間の抵抗 | 定められた圧力と温度下でのコーティング間の挙動のチェック | エッジのショートやテストエリア外の局所的なバリの接触を見逃す可能性がある。 |
| ミニスタック抵抗試験 | 代表的な小型スタックでの抵抗挙動 | スタンピング、接着、溶接、プレス後のプロセス検証 | 標準化が難しく、器具の設計が重要 |
| 仕上げコアの電気チェック | 組立コアの電気的導通または抵抗パターン | 組み立て後の主要な層間ショートの検出 | 正確な原因を特定できない場合がある |
| コアロス試験 | 励磁時の全磁気損失 | 最終的なパフォーマンスの相関関係 | 塗膜の破損を応力、材料グレード、形状から切り離すことはできない。 |
単一の方法ですべてをカバーできるわけではない。それは不便だが、認めておくと役に立つ。.
コーティングテストはモーターテストではない。コアロス検査はコーティング検査ではありません。バリ検査は絶縁検査ではない。これらを組み合わせると、絵はもっと良くなる。.
シングルストリップ表面絶縁試験は、電気鋼帯、シート、または打ち抜きラミネーションによく使用されます。この試験では、制御された条件下でコーティング表面に電気的接触を加えます。その目的は、表面コーティングが電流の流れに対してどの程度抵抗するかを測定することです。.
この方法は、受入材料のスクリーニングや、ロット間のコーティングの一貫性を比較する必要がある場合に便利です。また、スタックを組み立てて試験するよりも速いので、日常的な品質管理にも実用的です。.
この方法で答えてください:
“このラミネート面のコーティングは一般的に許容できるか?”
それだけで答えないこと:
“この完成したステーターやローターコアは層間ショートを避けることができますか?”
この2つ目の質問には、打ち抜き品質、バリの方向、スタック圧力、接合方法、洗浄、硬化、取り扱いが含まれる。.
シングルストリップテストは最初の関門としては良い。それは門番の全てではない。.
2面試験では、2枚の電気鋼板を貼り合わせ、その界面を通して抵抗を測定する。これはラミネーションスタック内部の状態に近い。.
この方法は一般的に、所定の電圧、圧力、温度を中心に定義される。測定値は抵抗値で、キロオーム単位で表されることが多く、コーティングが電気機械の層間電流経路をどれだけ効果的に制限するかを示す。.
この方法は、コーティング自体が適格である場合や、工程の変更がシート間の絶縁に影響を及ぼす可能性がある場合に特に有効である。.
例えば、こうだ:
重要な言葉は 統制された.
圧力が変われば結果も変わる。温度が変われば、結果は変わりうる。接触面積が変われば、やはり結果は変わりうる。.
だからといってテストが弱くなるわけではない。テストは適切に説明されなければならないということだ。.
試験圧力、温度、試験片の面積、接触方法を伴わない抵抗値は、結果の半分でしかない。.
スタックレベルのテストは、標準化されたフラットシートの方法ほど必ずしもきちんとしたものではないが、実際の問題に近いことが多い。.
実際の生産ラミネーションからミニスタックを作ることができます。そして、主要なプロセスステップの前後で、選択された領域を通して抵抗がチェックされます。.
ここに多くの隠れた問題が現れる。.
ラミネートは、打ち抜き前にコーティング検査に合格することがあります。打ち抜き後、エッジのバリが層間の電気的接触を引き起こす可能性がある。プレス後、接触はより強くなる。溶接や機械的接合後、一部のシートは電気的にブリッジすることがある。製造に関する研究では、打ち抜き加工による変形、バリの形成、層間接触が、ラミネートコアの渦電流損のリスクと繰り返し関連付けられています。.
モーターコアの品質管理には、スタックレベルのチェックが有効だ:
すべての工程で永遠にテストをする必要はない。工程開発中はそうだ。弱いステップが分かれば、生産管理はよりシンプルになる。.
プロセスに特化した優れたテスト計画は、間違った原因を追い求めることをやめるため、時間の節約になる。.
層間抵抗の低さは、通常4つの領域のいずれかに起因する:コーティング、エッジの状態、汚染、組立圧力。.
コーティングが薄すぎたり、ひび割れたり、不均一だったり、硬化不足だったり、硬化過剰だったり、傷がついていたり、小さな部分が欠けていたりする。小さな欠陥であっても、それが多くのラミネーションで繰り返されるのであれば問題である。.
バリは誤信用の最も一般的な原因の一つである。.
ラミネーション面はうまくいくかもしれない。端はそうではないかもしれない。スタックが圧縮されると、バリが隣のシートに接触し、局所的な導電パスが形成される可能性がある。.
これが、エッジ検査とバリの高さ測定が、電気的検査の後ではなく、その横に置かれるべき理由である。.
金属粉、炭化した残留物、汚れたオイル、研磨粒子、ハンドリングの汚染は耐性を低下させます。洗浄工程が本当の問題であるにもかかわらず、コーティングのせいにされることがあります。.
溶接、インターロッキング、リベット留め、クランプ、圧入などにより、シートとシートの接合部を作ることができる。機械的な観点からは意図的なものもある。電気的には、制御しないと損失が増える可能性がある。.
問題は常に1つの劇的なショートではない。多くの場合、小さな接触である。静かに悪い。.
層間抵抗検査は有用だが、過読みになりやすい。.
高い値は、完成したモーターコアが完璧であることを証明するものではない。それは、テストされたインターフェイスが選択された条件下で良好に動作したことを証明するものである。.
数値が低いからといって、必ずしもコーティング・サプライヤーが失敗したとは限りません。スタンピング工程でコーティングが損傷した、試験圧力が高すぎた、試験片が汚れていた、バリの多い部分にプローブが当たったなどの可能性があります。.
よくある間違いは単純なものだ:
| 間違い | トラブルの原因 | より良いアプローチ |
|---|---|---|
| フラットシーツのみのテスト | パンチやスタックによるプロセスダメージは見逃す | 重要な製造工程の前後のテスト |
| バリの方向を無視する | バリが圧力下で隣接するシートと接触する可能性がある | バリの高さ、方向、テスト場所を記録する |
| 一読を証拠とする | コーティングとエッジの品質はラミネーションによって異なる | 複数の読み取り値を使用し、最小値を追跡 |
| 異なるフィクスチャーの結果を比較する | 圧力と接触面積が一致しない場合がある | 限界値を設定する前に試験方法を確定する |
| コアロスをコーティングの証明として扱う | コアロスには、材料、応力、形状、組み立ての影響が含まれる。 | コアロスを根本原因としてではなく、相関関係として用いる |
整然とした数字は、まだ厄介な物語を語ることができる。.
すべてのモーター・ラミネーション・スタックに通用する普遍的な層間抵抗限界はない。.
高速トラクション・モーター、産業用モーター、発電機用コア、小型家電用モーターは、同じ動作応力を共有しているわけではありません。周波数、磁束密度、温度、ラミネーションの厚さ、コーティングの種類、スタックプロセスのすべてが重要です。.
実用的な許容限度は、アプリケーションから構築されるべきである。.
これらの質問から始めよう:
次に、テストの詳細を定義する。.
最低でも記録すること:
生産品質管理においては、平均値よりも最小値の方が有用な場合が多い。1つの弱い領域は、10個のきれいな測定値よりも重要である。.
そこで、カスタマイズされたラミネーション・スタックの試験計画を利用する価値がある。テストが複雑だからではない。間違ったテストは簡単だからだ。.
強力な検査計画は、ひとつのチェックポイントに依存するものではない。.
レイヤーアプローチを使う:
スタンピングや切断の前に、表面絶縁試験でコーティングの一貫性を確認する。.
バリ、コーティングの損傷、エッジの状態を点検する。ショートしやすい部分の電気的チェックを追加する。.
定義された圧力と温度下で、コーティングされた表面間の挙動を測定する。.
実際の製造工程を使って小さなスタックを作る。接着、溶接、プレスの前後にテストを行う。.
コアロス・テストとサーマル・チェックを使用して、電気的絶縁の問題が性能に影響を及ぼしているかどうかを確認する。.
この一連の流れは、単独のテストよりも優れた答えを与える。.
また、資材の問題と工程の問題を分けるのにも役立つ。この区別は、購買、生産、品質チームの間で時間が失われている場合に重要である。.

層間抵抗の測定値は、ラミネーションとは無関係の理由でドリフトすることがある。.
テストセットアップを見直す:
このような場合、次のステップは必ずしも “コーティングの条件を上げる ”ことではない。”
時には、より良い治具管理、より良い試験片の位置決め、より良いバリ管理、あるいは実際のスタック圧力に合った試験計画などが、正しい行動となることもある。.
生産チームにとって、管理された試験治具と明確なサンプリング方法は、通常、無作為の測定値を増やすよりも重要である。.
メソッドを承認する前に、このチェックリストを使用する:
これらのうちいくつかに「いいえ」と答えても、テストでは数値が出る場合があります。数値はモーターを保護しないかもしれない。.
スタンピング、接着、溶接、プレス後にラミネーション・スタックの測定値が不安定になる場合、問題はコーティングだけではない可能性があります。.
有益な評価は4つの詳細から始まる:
そこから、的を絞ったテスト計画によって、弱点がコーティングの品質なのか、バリの形成なのか、スタック圧力なのか、汚染なのか、アセンブリの損傷なのかを特定することができる。.
その方が、シングルシートのテストを繰り返して答えが出るのを期待するより、通常は早い。.
層間抵抗は、モーターコアの隣接する積層間の電流の流れに対する抵抗である。絶縁被覆と積層状態が、シート間の電気的接触をどの程度制限しているかを示す。.
これは不要な層間渦電流を制限するのに役立ちます。絶縁不良はコアの損失を増加させ、局部的な発熱を引き起こし、モータの効率を低下させます。.
表面絶縁抵抗は通常、1つのラミネート面またはパンチングで試験されます。層間抵抗は、隣接する2つのコーティング面の間でテストされます。両者は関連していますが、同じものを測定するわけではありません。.
フランクリン型試験は、電気鋼帯、鋼板、打ち抜き材の表面絶縁抵抗を評価するために一般的に使用される。塗膜の品質管理や材料の受入検査に役立ちます。.
スタンピングのバリ、破片、スタック圧力、溶接、接着、取り扱いの損傷は、元のシートが検査に合格した後に導電経路を作る可能性があります。.
一般的な原因としては、コーティングの損傷、コーティングの薄さ、バリの接触、金属粒子、汚れたオイル、過度の圧縮、溶接経路、インターロッキング・ポイント、プロセスに関連した熱損傷などがある。.
バリのショートやエッジの損傷がリスクの一部である場合は可能です。フェイス・テストとエッジ・フォーカス・テストは異なる質問に答えるので、テスト箇所を明確に定義する必要がある。.
スタックごとに決まった数値はありません。ラミネート面、エッジ、歯部、スロット領域、内径、外径のばらつきをとらえるのに十分な読み取り値を使用する。検証のためには、少ないポイントからのきれいな平均値よりも、より多くの読み取り値を使用する方がよい。.
コアロスは、材料グレード、ラミネーションの厚さ、磁束密度、周波数、応力、形状、接合方法、組立品質にも左右されます。高抵抗は助けになりますが、それが答えのすべてではありません。.
受入材料の表面絶縁試験、コーティング界面挙動の2表面試験、加工後のスタックレベル試験、最終性能相関のためのコアロス試験など、複合的な方法を使用する。.








