Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
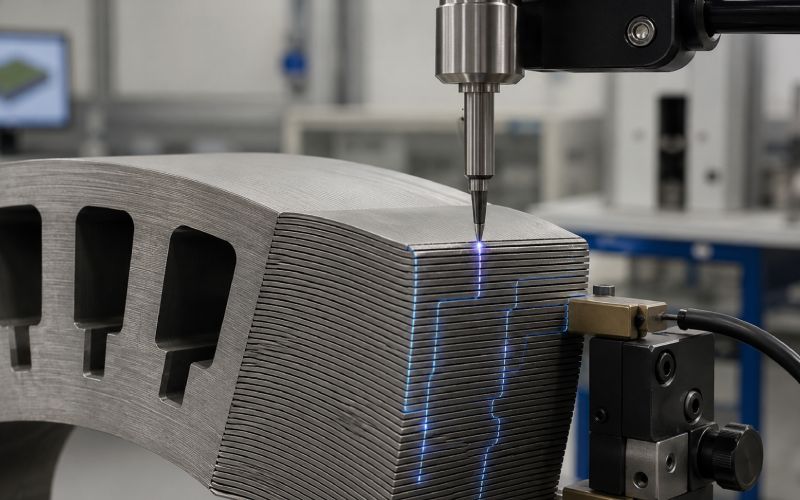
Die interlaminare Widerstandsprüfung prüft, wie gut Motorbleche nach dem Beschichten, Stanzen, Stapeln, Kleben, Schweißen oder anderen Kernprozessen elektrisch isoliert bleiben.
Oberflächenisolationstests mit einem Streifen sind nützlich für die Überprüfung des eingehenden Elektrostahls. Zweiflächige und stapelweise Prüfungen sind in der Regel aussagekräftiger, wenn es wirklich um das Verhalten des Motorkerns geht.
Das Ergebnis ist keine reine Materialzahl. Druck, Temperatur, Grate, Beschichtungsschäden, Öl, Ablagerungen, Sondenfläche und Stapelkompression können den Messwert verändern.
Bei Motorblechpaketen kombiniert der beste Prüfplan in der Regel eine Oberflächenisolationsprüfung, eine zweiseitige interlaminare Widerstandsprüfung, eine Gratprüfung und eine Validierung des Kernverlusts.
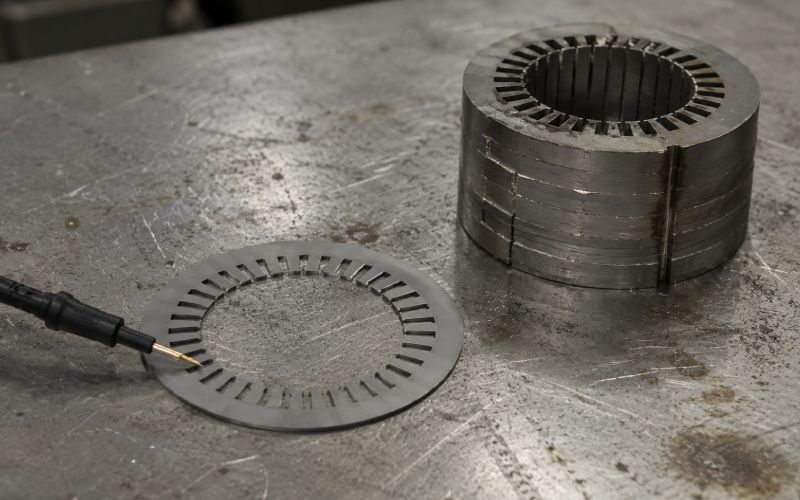
Motorbleche sind nicht ohne Grund dünn.
Ein massiver Stahlkern würde größere Wirbelstromschleifen ermöglichen. Diese Schleifen verschwenden Energie in Form von Wärme. Laminiertes Elektroband unterteilt den Pfad in dünnere Schichten, und die Isolierung zwischen den Blechen verhindert, dass der Strom von einer Schicht zur nächsten springt.
Das ist die saubere Version.
Die Werkstattversion ist weniger sauber. Eine Beschichtung kann auf dem Coil gut sein. Dann wird das Blech gestanzt. Es entsteht ein Grat. Der Stapel wird gepresst. Eine Schweißnaht wird hinzugefügt. Der Kleber härtet aus. Die Gehäusepassung führt zu Spannungen. Plötzlich sind zwei Lamellen, die sich wie getrennte Blätter verhalten sollten, teilweise verbunden.
Diese Verbindung mag klein sein. Sie sieht vielleicht nicht ernst aus. Aber in einem Stator- oder Rotorkern können wiederholte kleine Kurzschlüsse die Kernverluste erhöhen, eine lokale Erwärmung verursachen und den Wirkungsgrad des Motors verringern.
Die Frage ist also nicht nur:
Ist die Laminierung mit einer isolierenden Beschichtung versehen?
Die bessere Frage ist:
Hat der Laminatstapel nach dem eigentlichen Herstellungsprozess noch eine ausreichende elektrische Trennung?
An dieser Stelle kommt die interlaminare Widerstandsprüfung zum Tragen.
Interlaminarer Widerstand ist der elektrische Widerstand zwischen benachbarten Blechen in einem Kernstapel.
Bei Motorblechen sollte die Beschichtung auf jedem Blech den Stromfluss zwischen den Lagen begrenzen. Ein höherer Widerstand bedeutet im Allgemeinen eine bessere Isolierung. Ein geringerer Widerstand kann auf eine Beschädigung der Beschichtung, Gratkontakt, Verschmutzung, übermäßigen Druck oder bei der Montage entstandene Leiterbahnen hinweisen.
Eine häufige Quelle der Verwirrung: Der interlaminare Widerstand ist nicht dasselbe wie der Oberflächenisolationswiderstand.
Der Oberflächenisolationswiderstand wird in der Regel an einem einzelnen Streifen oder Stanzstück aus Elektroband unter bestimmten Spannungs-, Druck- und Temperaturbedingungen gemessen. Der interlaminare Widerstand wird zwischen zwei benachbarten beschichteten Oberflächen gemessen, ebenfalls unter kontrollierten Bedingungen, und das Ergebnis ist direkt mit der Schnittstelle zwischen den Laminaten verbunden.
Dieser Unterschied klingt gering. In der Produktion ist er es aber nicht.
Ein einzelnes Blatt kann bestehen. Ein Stapel kann trotzdem durchfallen.
| Prüfverfahren | Was wird geprüft? | Beste Verwendung | Wichtigste Einschränkung |
|---|---|---|---|
| Prüfung der Oberflächenisolierung in einem Streifen | Beschichtungswiderstand auf einer Laminierfläche oder Stanzen | Materialeingangskontrolle, Qualitätskontrolle der Beschichtung, Franklin-Typ-Prüfung | Stellt zwei zusammengepresste Laminate nicht vollständig dar |
| Zweiflächiger interlaminarer Widerstandstest | Widerstand zwischen zwei beschichteten Laminatoberflächen | Prüfung des Schicht-zu-Schicht-Verhaltens unter definiertem Druck und Temperatur | Kann Kantenkurzschlüsse oder lokale Gratkontakte außerhalb des Prüfbereichs übersehen |
| Mini-Stapelwiderstandstest | Widerstandsverhalten durch einen kleinen repräsentativen Stapel | Prozessvalidierung nach dem Stanzen, Kleben, Schweißen oder Pressen | Schwerer zu standardisieren; das Design der Halterung ist wichtig |
| Elektrischer Check des fertigen Kerns | Elektrischer Durchgang oder Widerstandsmuster in einem montierten Kern | Erkennung größerer interlaminarer Kurzschlüsse nach der Montage | Kann die genaue Ursache nicht ermitteln |
| Prüfung auf Kernverlust | Magnetischer Gesamtverlust unter Erregung | Korrelation der endgültigen Leistung | Isoliert das Versagen der Beschichtung nicht von Belastung, Materialqualität oder Geometrie |
Keine einzige Methode deckt alles ab. Das ist unbequem, aber nützlich zuzugeben.
Ein Beschichtungstest ist kein Motortest. Eine Kernverlustprüfung ist keine Beschichtungsprüfung. Eine Gratprüfung ist keine Isolationsprüfung. Nimmt man sie zusammen, ergibt sich ein viel besseres Bild.
Die Oberflächenisolationsprüfung mit einem Streifen wird häufig für Elektroband, Blech oder gestanzte Bleche verwendet. Bei der Prüfung wird die beschichtete Oberfläche unter kontrollierten Bedingungen elektrisch kontaktiert. Ziel ist es zu messen, wie gut die Oberflächenbeschichtung dem Stromfluss widersteht.
Diese Methode ist nützlich, wenn Sie eingehendes Material prüfen oder die Konsistenz der Beschichtung von Charge zu Charge vergleichen müssen. Sie ist auch für die routinemäßige Qualitätskontrolle praktisch, da sie schneller ist als das Zusammenstellen und Testen eines Stapels.
Verwenden Sie diese Methode zur Beantwortung:
“Ist die Beschichtung auf dieser Laminierfläche allgemein akzeptabel?”
Verwenden Sie sie nicht allein zur Beantwortung:
“Wird dieser fertige Stator- oder Rotorkern interlaminare Kurzschlüsse vermeiden?”
Die zweite Frage betrifft die Stanzqualität, die Gratrichtung, den Stapeldruck, das Fügeverfahren, die Reinigung, die Aushärtung und die Handhabung.
Der Einzelstreifentest ist ein guter erster Schritt. Es ist nicht das ganze Tor.
Bei der Zwei-Flächen-Prüfung werden zwei beschichtete Elektrostahlbleche zusammengefügt und der Widerstand an der Schnittstelle gemessen. Dies entspricht eher den Bedingungen im Inneren eines Blechpakets.
Die Methode wird in der Regel anhand einer vorgegebenen Spannung, eines Drucks und einer Temperatur definiert. Der gemessene Wert ist der Widerstand, der oft in Kilo-Ohm ausgedrückt wird und angibt, wie effektiv die Beschichtung die interlaminaren Strompfade in elektrischen Maschinen begrenzt.
Diese Methode ist besonders nützlich, wenn die Beschichtung selbst qualifiziert wird oder wenn eine Prozessänderung die Isolierung zwischen den Blechen beeinflussen kann.
Zum Beispiel:
Das wichtige Wort ist kontrolliert.
Wenn sich der Druck ändert, kann sich auch das Ergebnis ändern. Wenn sich die Temperatur ändert, kann sich auch das Ergebnis ändern. Wenn sich die Kontaktfläche ändert, kann sich das Ergebnis ebenfalls ändern.
Das bedeutet nicht, dass der Test schwach ist. Es bedeutet, dass der Test richtig beschrieben werden muss.
Ein Widerstandswert ohne Prüfdruck, Temperatur, Probenfläche und Kontaktmethode ist nur ein halbes Ergebnis.
Die Prüfung auf Stackebene ist nicht immer so sauber wie eine standardisierte Flat-Sheet-Methode, aber sie ist oft näher am eigentlichen Problem.
Ein Mini-Stapel kann aus tatsächlichen Produktionsblechen aufgebaut werden. Anschließend wird die Beständigkeit in ausgewählten Bereichen vor und nach wichtigen Prozessschritten geprüft.
Hier zeigen sich viele versteckte Probleme.
Eine Laminierung kann vor dem Stanzen die Beschichtungsprüfung bestehen. Nach dem Stanzen können Grate an der Kante einen elektrischen Kontakt zwischen den Schichten herstellen. Nach dem Pressen wird der Kontakt stärker. Nach dem Schweißen oder mechanischen Verbinden können einige Bleche elektrisch überbrückt sein. Fertigungsstudien haben wiederholt Stanzverformungen, Gratbildung und interlaminare Kontakte mit einem erhöhten Risiko von Wirbelstromverlusten bei laminierten Kernen in Verbindung gebracht.
Für die Qualitätskontrolle von Motorkernen sind Prüfungen auf Stack-Ebene sinnvoll:
Sie müssen nicht ewig nach jedem Schritt testen. Während der Prozessentwicklung sollten Sie mehr testen. Sobald der schwache Schritt bekannt ist, kann die Produktionskontrolle einfacher sein.
Ein guter prozessspezifischer Testplan spart Zeit, denn er verhindert, dass die falsche Ursache verfolgt wird.
Geringe interlaminare Widerstandsfähigkeit ist in der Regel auf einen der folgenden vier Bereiche zurückzuführen: Beschichtung, Kantenbeschaffenheit, Verunreinigung oder Montagedruck.
Die Beschichtung kann zu dünn, rissig, ungleichmäßig, nicht ausreichend ausgehärtet, überhärtet, zerkratzt oder in kleinen Bereichen fehlend sein. Selbst kleine Mängel sind von Bedeutung, wenn sie sich über viele Laminierungen hinweg wiederholen.
Grate sind eine der häufigsten Ursachen für falsches Vertrauen.
Die Laminierungsseite kann gut getestet werden. Die Kante möglicherweise nicht. Wenn der Stapel komprimiert wird, können die Grate das nächste Blatt berühren und lokale Leiterbahnen erzeugen.
Aus diesem Grund sollten die Kanteninspektion und die Messung der Grathöhe neben der elektrischen Prüfung erfolgen und nicht als nachträgliche Maßnahme.
Metallstaub, verkohlte Rückstände, schmutziges Öl, Schleifpartikel und Verunreinigungen bei der Handhabung können die Beständigkeit verringern. Manchmal wird der Beschichtung die Schuld gegeben, obwohl der Reinigungsprozess das eigentliche Problem ist.
Durch Schweißen, Verriegeln, Nieten, Klemmen und Einpressen können Blech-zu-Blech-Verbindungen hergestellt werden. Einige davon sind aus mechanischer Sicht gewollt. Aus elektrischer Sicht können sie zu Verlusten führen, wenn sie nicht kontrolliert werden.
Das Problem ist nicht immer ein dramatischer Kurzschluss. Oft sind es viele kleine Kontakte. Leise schlecht.
Die interlaminare Widerstandsprüfung ist nützlich, kann aber leicht überbewertet werden.
Ein hoher Wert bedeutet nicht, dass der fertige Motorkern perfekt ist. Er beweist, dass sich die getestete Schnittstelle unter den gewählten Bedingungen gut verhalten hat.
Ein niedriger Wert bedeutet nicht immer, dass der Beschichtungslieferant versagt hat. Es kann bedeuten, dass der Stanzprozess die Beschichtung beschädigt hat, dass der Prüfdruck zu hoch war, dass die Probe verschmutzt war oder dass die Sonde auf einer gratlastigen Zone gelandet ist.
Die häufigsten Fehler sind einfach:
| Irrtum | Warum es Probleme verursacht | Besserer Ansatz |
|---|---|---|
| Prüfung nur des flachen Lakens | Verpasst Prozessschäden durch Stanzen oder Stapeln | Prüfung vor und nach kritischen Fertigungsschritten |
| Gratrichtung ignorieren | Grate können benachbarte Bleche unter Druck berühren | Aufzeichnung von Grathöhe, Richtung und Prüfstelle |
| Eine Lesung als Beweis verwenden | Beschichtung und Kantenqualität variieren je nach Laminierung | Mehrere Messwerte verwenden und Mindestwert verfolgen |
| Vergleich von Ergebnissen aus verschiedenen Vorrichtungen | Druck und Kontaktfläche stimmen möglicherweise nicht überein | Festlegung der Prüfmethode vor der Festlegung von Grenzwerten |
| Behandlung von Kernverlusten als Beschichtungsnachweis | Der Kernverlust umfasst Material-, Spannungs-, Geometrie- und Montageeffekte | Kernverlust als Korrelation verwenden, nicht als eigentliche Ursache |
Eine saubere Zahl kann immer noch eine chaotische Geschichte erzählen.
Es gibt keinen allgemeingültigen Grenzwert für den Lamellenwiderstand, der für jedes Motorblechpaket gilt.
Ein Hochgeschwindigkeits-Traktionsmotor, ein Industriemotor, ein Generatorkern und ein Kleingerätemotor unterliegen nicht denselben Betriebsbelastungen. Frequenz, Flussdichte, Temperatur, Blechdicke, Beschichtungstyp und Stapelverfahren spielen alle eine Rolle.
Aus dem Antrag sollte eine praktische Akzeptanzgrenze abgeleitet werden.
Beginnen Sie mit diesen Fragen:
Definieren Sie dann die Testdetails.
Zumindest aufzeichnen:
Für die Qualitätskontrolle in der Produktion ist der Mindestwert oft nützlicher als der Durchschnittswert. Ein schwacher Bereich kann mehr ausmachen als zehn saubere Messwerte.
Hier lohnt es sich, einen maßgeschneiderten Prüfplan für den Laminatstapel zu verwenden. Nicht, weil der Test kompliziert ist. Denn der falsche Test ist einfach.
Ein solider Inspektionsplan verlässt sich nicht auf einen einzigen Kontrollpunkt.
Verwenden Sie einen mehrstufigen Ansatz:
Prüfen Sie die Oberflächenisolierung, um die Konsistenz der Beschichtung vor dem Stanzen oder Schneiden zu überprüfen.
Prüfen Sie Grate, Beschichtungsschäden und den Zustand der Kanten. Fügen Sie elektrische Prüfungen in den Bereichen hinzu, in denen Kurzschlüsse am wahrscheinlichsten sind.
Messung des Verhaltens von beschichteten Oberflächen unter definiertem Druck und Temperatur.
Bauen Sie einen kleinen Stapel unter Verwendung des realen Herstellungsprozesses. Testen Sie vor und nach dem Kleben, Schweißen oder Pressen.
Verwenden Sie Kernverlusttests und thermische Prüfungen, um festzustellen, ob Probleme mit der elektrischen Isolierung die Leistung beeinträchtigen.
Diese Abfolge ergibt eine bessere Antwort als jeder einzelne Test.
Es hilft auch, Materialprobleme von Prozessproblemen zu trennen. Diese Unterscheidung ist wichtig, wenn zwischen Einkauf, Produktion und Qualitätsteams Zeit verloren geht.

Interlaminare Widerstandsmesswerte können aus Gründen abweichen, die nichts mit der Laminierung zu tun haben.
Überprüfen Sie den Testaufbau, wenn Sie ihn sehen:
In diesen Fällen lautet der nächste Schritt nicht immer “Anhebung der Beschichtungsanforderungen”.”
Manchmal ist der richtige Schritt eine bessere Kontrolle der Vorrichtungen, eine bessere Positionierung der Proben, eine bessere Gratkontrolle oder ein Prüfplan, der dem tatsächlichen Stapeldruck entspricht.
Für Produktionsteams sind eine kontrollierte Prüfvorrichtung und eine eindeutige Stichprobenmethode in der Regel wichtiger als das Hinzufügen weiterer Zufallsmessungen.
Verwenden Sie diese Checkliste, bevor Sie eine Methode genehmigen:
Wenn die Antwort auf mehrere dieser Fragen nein lautet, kann der Test dennoch Zahlen ergeben. Die Zahlen schützen den Motor möglicherweise nicht.
Wenn Ihr Laminatstapel nach dem Stanzen, Kleben, Schweißen oder Pressen instabile Messwerte aufweist, liegt das Problem möglicherweise nicht an der Beschichtung allein.
Eine sinnvolle Bewertung beginnt mit vier Details:
Anhand eines gezielten Prüfplans kann dann festgestellt werden, ob die Schwachstelle in der Beschichtungsqualität, der Gratbildung, dem Stapeldruck, der Verschmutzung oder der Beschädigung der Baugruppe liegt.
Das geht in der Regel schneller als das Wiederholen von Einzelblatt-Tests und das Hoffen, dass die Antwort erscheint.
Der interlaminare Widerstand ist der Widerstand gegen den Stromfluss zwischen benachbarten Blechen in einem Motorkern. Er zeigt, wie gut die Isolierschicht und der Zustand des Stapels den elektrischen Kontakt zwischen den Blechen einschränken.
Sie trägt zur Begrenzung unerwünschter interlaminarer Wirbelströme bei. Eine schlechte Isolierung kann die Kernverluste erhöhen, eine lokale Erwärmung verursachen und den Wirkungsgrad des Motors verringern.
Nein. Der Oberflächenisolationswiderstand wird in der Regel an einer Laminierfläche oder einer Stanzung geprüft. Der interlaminare Widerstand wird zwischen zwei benachbarten beschichteten Oberflächen geprüft. Sie sind zwar miteinander verwandt, messen aber nicht dasselbe.
Die Franklin-Prüfung wird in der Regel zur Bewertung des Oberflächenisolationswiderstands von Elektrostahlbändern, -blechen oder -stanzteilen verwendet. Sie ist nützlich für die Qualitätskontrolle von Beschichtungen und die Eingangsprüfung von Material.
Ja. Stanzgrate, Ablagerungen, Stapeldruck, Schweißungen, Verklebungen und Handhabungsschäden können leitfähige Pfade erzeugen, nachdem das Originalblech die Prüfung bestanden hat.
Häufige Ursachen sind Beschichtungsschäden, dünne Beschichtung, Gratkontakt, Metallpartikel, verschmutztes Öl, übermäßige Kompression, Schweißwege, Verriegelungspunkte und prozessbedingte Hitzeschäden.
Ja, wenn Gratkurzschlüsse oder Kantenschäden Teil des Risikos sind. Flächenprüfungen und kantenorientierte Prüfungen beantworten unterschiedliche Fragen, daher sollte der Prüfort klar definiert werden.
Es gibt keine feste Zahl für jeden Stapel. Verwenden Sie eine ausreichende Anzahl von Messwerten, um die Variationen auf der Laminatfläche, der Kante, dem Zahnbereich, dem Schlitzbereich, der Bohrung und dem Außendurchmesser zu erfassen. Für die Validierung sind mehr Messwerte besser als ein sauberer Durchschnitt aus zu wenigen Punkten.
Nein. Der Kernverlust hängt auch von der Materialqualität, der Laminatdicke, der Flussdichte, der Frequenz, der Spannung, der Geometrie, der Verbindungsmethode und der Montagequalität ab. Ein hoher Widerstand ist hilfreich, aber nicht die ganze Antwort.
Verwenden Sie eine kombinierte Methode: Oberflächenisolationsprüfung für das eingehende Material, Zwei-Oberflächen-Prüfung für das Verhalten der Beschichtungsschnittstelle, Stapelprüfung nach der Verarbeitung und Kernverlustprüfung für die endgültige Leistungskorrelation.








