Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
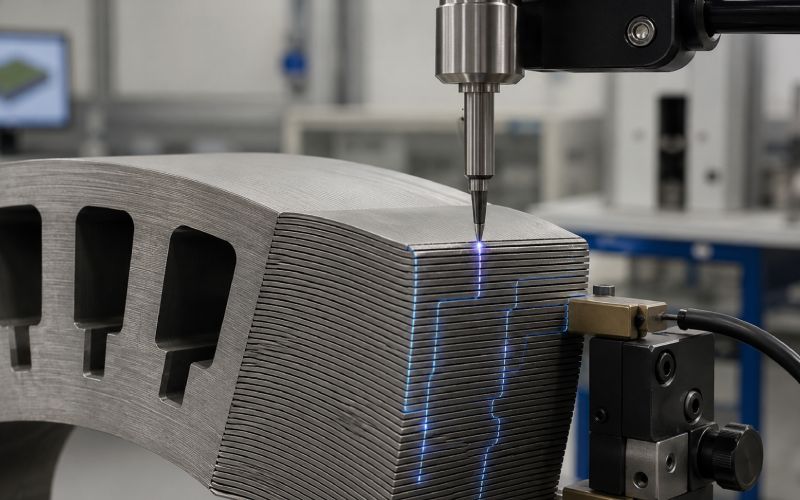
Test di resistenza interlaminare per le laminazioni del motore
Punti di forza
Il test di resistenza interlaminare verifica la capacità di laminazioni del motore rimanere elettricamente isolati dopo il rivestimento, lo stampaggio, l'impilamento, l'incollaggio, la saldatura o altri processi al cuore.
I test di isolamento superficiale a singola striscia sono utili per i controlli dell'acciaio elettrico in ingresso. I test a due superfici e a livello di stack sono solitamente più significativi quando la vera preoccupazione è il comportamento del nucleo del motore.
Il risultato non è un numero di materiale puro. Pressione, temperatura, bave, danni al rivestimento, olio, detriti, area della sonda e compressione della pila possono modificare la lettura.
Per le pile di laminazione del motore, il piano di test migliore di solito combina test di isolamento superficiale, test di resistenza interlaminare su due superfici, ispezione delle bave e convalida della perdita d'anima.
Indice dei contenuti
Perché la resistenza interlaminare è importante nelle laminazioni del motore
I lamierini del motore sono sottili per un motivo.
Un nucleo in acciaio solido consentirebbe di creare anelli di correnti parassite più grandi. Questi anelli sprecano energia sotto forma di calore. L'acciaio elettrico laminato interrompe il percorso in strati più sottili e l'isolamento tra i fogli impedisce alla corrente di saltare da una laminazione all'altra.
Questa è la versione pulita.
La versione da officina è meno pulita. La bobina può essere rivestita con un rivestimento. Poi il foglio viene punzonato. Appare una bava. La pila viene pressata. Si aggiunge una saldatura. L'adesivo polimerizza. L'accoppiamento con l'alloggiamento aggiunge sollecitazioni. Improvvisamente, due lamine che dovrebbero comportarsi come fogli separati sono parzialmente collegate.
La connessione può essere piccola. Potrebbe non sembrare grave. Ma in un nucleo statorico o rotorico, piccoli cortocircuiti ripetuti possono aumentare la perdita del nucleo, creare un riscaldamento locale e ridurre l'efficienza del motore.
Quindi la domanda non è solo:
La laminazione ha un rivestimento isolante?
La domanda migliore è:
La pila di laminazione ha ancora una separazione elettrica sufficiente dopo il processo di produzione vero e proprio?
È qui che il test di resistenza interlaminare si guadagna il suo posto.
Che cos'è la resistenza interlaminare?
Resistenza interlaminare è la resistenza elettrica tra laminazioni adiacenti in una pila di anime.
Nelle laminazioni dei motori, il rivestimento di ciascun foglio deve limitare il flusso di corrente tra gli strati. Una resistenza più elevata significa generalmente un migliore isolamento. Una resistenza inferiore può indicare danni al rivestimento, contatto con bave, contaminazione, pressione eccessiva o percorsi conduttivi creati durante l'assemblaggio.
Una fonte comune di confusione: la resistenza interlaminare non è la stessa resistenza dell'isolamento superficiale.
La resistenza di isolamento superficiale viene tipicamente misurata su una singola striscia o punzonatura di acciaio elettrico in condizioni di tensione, pressione e temperatura definite. La resistenza interlaminare viene misurata tra due superfici rivestite adiacenti, sempre in condizioni controllate, e il risultato è direttamente legato all'interfaccia tra le laminazioni.
La differenza sembra minima. In produzione, non lo è.
Un singolo foglio può passare. Una pila può comunque fallire.
Principali metodi di verifica dell'isolamento della laminazione del motore
Metodo di prova
Cosa controlla
Utilizzo ottimale
Limitazione principale
Test di isolamento superficiale a striscia singola
Resistenza del rivestimento su una faccia di laminazione o punzonatura
Ispezione dei materiali in entrata, controllo qualità dei rivestimenti, test di tipo Franklin
Non rappresenta completamente due laminazioni pressate insieme
Test di resistenza interlaminare a due superfici
Resistenza tra due superfici di laminazione rivestite
Verifica del comportamento da rivestimento a rivestimento in condizioni di pressione e temperatura definite
Può mancare il cortocircuito del bordo o il contatto locale con la bava al di fuori dell'area di test.
Test di resistenza del mini-stack
Comportamento della resistenza attraverso una piccola pila rappresentativa
Convalida del processo dopo lo stampaggio, l'incollaggio, la saldatura o la pressatura
Più difficile da standardizzare; la progettazione dei dispositivi è importante
Controllo elettrico del nucleo finito
Continuità elettrica o modelli di resistenza in un nucleo assemblato
Rilevamento dei principali corti interlaminari dopo l'assemblaggio
Può non identificare la causa esatta
Test di perdita del nucleo
Perdita magnetica totale sotto eccitazione
Correlazione finale delle prestazioni
Non isola i guasti del rivestimento dalle sollecitazioni, dal tipo di materiale o dalla geometria.
Nessun metodo copre tutto. Questo è scomodo, ma utile da ammettere.
Un test sul rivestimento non è un test sul motore. Un test di perdita del nucleo non è un test di rivestimento. Un'ispezione delle bave non è un test di isolamento. Se li mettiamo insieme, il quadro diventa molto più chiaro.
Metodo 1: test di isolamento superficiale a striscia singola
Il test di isolamento superficiale a striscia singola è spesso utilizzato per nastri, lamiere o laminazioni punzonate in acciaio elettrico. Il test prevede il contatto elettrico con la superficie rivestita in condizioni controllate. L'obiettivo è misurare la resistenza del rivestimento superficiale al flusso di corrente.
Questo metodo è utile quando è necessario vagliare il materiale in arrivo o confrontare la consistenza del rivestimento da un lotto all'altro. È anche pratico per il controllo di qualità di routine, perché è più veloce che assemblare e testare una pila.
Utilizzate questo metodo per rispondere:
“Il rivestimento di questa superficie di laminazione è generalmente accettabile?”.”
Non usarlo da solo per rispondere:
“Questo nucleo statorico o rotorico finito eviterà i corti interlaminari?”.”
La seconda domanda riguarda la qualità della punzonatura, la direzione delle bave, la pressione di impilamento, il metodo di giunzione, la pulizia, l'indurimento e la manipolazione.
Il test a striscia singola è un buon primo cancello. Non è l'intero cancello.
Metodo 2: prove di resistenza interlaminare su due superfici
Il test a due superfici mette insieme due laminazioni di acciaio elettrico rivestito e misura la resistenza attraverso l'interfaccia. Questo è più vicino alla condizione all'interno di una pila di laminazione.
Il metodo è comunemente definito in base a tensione, pressione e temperatura predeterminate. Il valore misurato è la resistenza, spesso espressa in kilo-ohm, e indica quanto efficacemente il rivestimento limita i percorsi di corrente interlaminari nelle macchine elettriche.
Questo metodo è particolarmente utile quando è in corso la qualificazione del rivestimento stesso o quando una modifica del processo può influire sull'isolamento da foglio a foglio.
Ad esempio:
nuovo tipo di rivestimento,
diversi spessori di laminazione,
pressione di impilamento più elevata,
nuovo adesivo o processo di incollaggio,
trattamento termico dopo la punzonatura,
modifica del gioco dell'utensile di stampaggio,
nuovo processo di sbavatura.
La parola importante è controllato.
Se la pressione cambia, il risultato può cambiare. Se la temperatura cambia, il risultato può cambiare. Se l'area di contatto cambia, anche in questo caso il risultato può cambiare.
Questo non significa che il test sia debole. Significa che il test deve essere descritto correttamente.
Un valore di resistenza senza pressione di prova, temperatura, area del provino e metodo di contatto è solo un mezzo risultato.
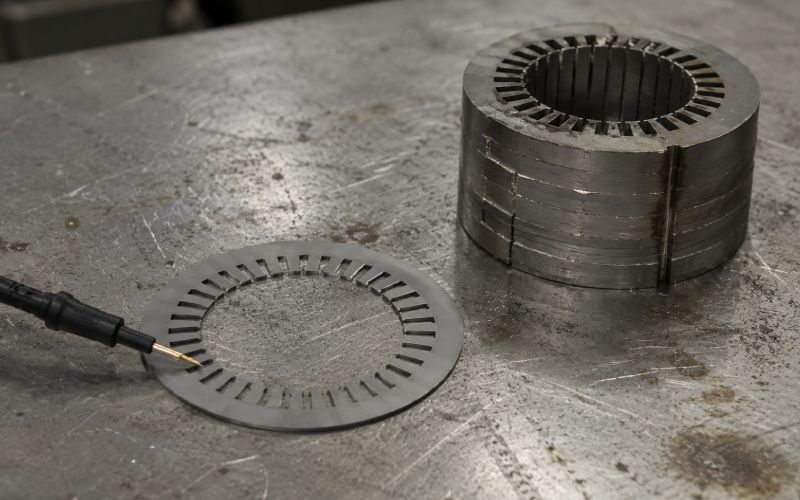
Metodo 3: test a livello di stack
I test a livello di stack non sono sempre puliti come un metodo standardizzato a fogli piani, ma spesso sono più vicini al problema reale.
È possibile costruire un mini-stack a partire da laminati di produzione reale. La resistenza viene quindi controllata attraverso regioni selezionate prima e dopo le fasi chiave del processo.
È qui che si manifestano molti problemi nascosti.
Una laminazione può superare l'ispezione del rivestimento prima della punzonatura. Dopo la punzonatura, le bave sul bordo possono creare un contatto elettrico tra gli strati. Dopo la pressatura, il contatto diventa più forte. Dopo la saldatura o la giunzione meccanica, alcune lastre possono essere collegate elettricamente. Gli studi di produzione hanno ripetutamente messo in relazione la deformazione da punzonatura, la formazione di bave e i contatti interlaminari con un rischio aggiuntivo di perdita per correnti parassite nei nuclei laminati.
Per il controllo della qualità del nucleo del motore, i controlli a livello di pila sono utili dopo:
timbratura o punzonatura,
sbavatura,
impilamento,
interblocco,
incollaggio,
saldatura,
polimerizzazione,
impregnazione,
pressatura finale in un alloggiamento.
Non è necessario eseguire sempre i test dopo ogni fase. Durante lo sviluppo del processo, sì, fate più test. Una volta conosciuta la fase debole, il controllo della produzione può essere più semplice.
Un buon piano di test specifico per il processo fa risparmiare tempo, perché evita di inseguire la causa sbagliata.
Cosa causa una bassa resistenza interlaminare?
Una bassa resistenza interlaminare deriva solitamente da una delle quattro aree: rivestimento, condizioni del bordo, contaminazione o pressione di assemblaggio.
1. Difetti di rivestimento
Il rivestimento può essere troppo sottile, incrinato, irregolare, poco o troppo indurito, graffiato o mancante in piccole aree. Anche i piccoli difetti sono importanti se si ripetono in molte laminazioni.
2. Bave e contatto con i bordi
Le bave sono una delle cause più comuni di falsa sicurezza.
La superficie di laminazione può essere testata bene. Il bordo potrebbe non esserlo. Quando la pila viene compressa, le bave possono toccare il foglio successivo e creare percorsi conduttivi locali.
Per questo motivo, l'ispezione dei bordi e la misurazione dell'altezza delle bave dovrebbero essere affiancate ai test elettrici e non seguirli come un ripensamento.
3. Contaminazione conduttiva
Polvere metallica, residui carbonizzati, olio sporco, particelle abrasive e contaminazione da manipolazione possono ridurre la resistenza. A volte si dà la colpa al rivestimento quando il vero problema è il processo di pulizia.
4. Giunzione e compressione
Saldatura, incastro, rivettatura, serraggio e pressatura possono creare connessioni da foglio a foglio. Alcuni sono intenzionali dal punto di vista meccanico. Dal punto di vista elettrico, possono aggiungere perdite se non controllate.
Il problema non è sempre un unico drammatico cortocircuito. Spesso si tratta di molti piccoli contatti. Tranquillamente negativo.
Come i risultati dei test possono trarre in inganno
Il test di resistenza interlaminare è utile, ma è facile che venga letto in modo eccessivo.
Un valore elevato non dimostra che il nucleo motore finito sia perfetto. Dimostra che l'interfaccia testata si è comportata bene nelle condizioni selezionate.
Un valore basso non sempre significa che il fornitore del rivestimento ha fallito. Può significare che il processo di stampaggio ha danneggiato il rivestimento, che la pressione di prova era troppo alta, che il campione era sporco o che la sonda è finita su una zona soggetta a bave.
Gli errori più comuni sono quelli più semplici:
Errore
Perché causa problemi
Un approccio migliore
Test del solo lenzuolo piatto
Manca il danno di processo da punzonatura o impilamento
Test prima e dopo le fasi di produzione critiche
Ignorare la direzione della bava
Le bave possono entrare in contatto con le lastre adiacenti sotto pressione
Registrare l'altezza della bava, la direzione e la posizione del test.
Utilizzare una lettura come prova
La qualità del rivestimento e dei bordi varia in base alla laminazione
Utilizzare letture multiple e tenere traccia del valore minimo
Confronto tra i risultati di diversi apparecchi
La pressione e l'area di contatto potrebbero non corrispondere
Fissare il metodo di prova prima di stabilire i limiti
Trattare la perdita del nucleo come prova di rivestimento
La perdita del nucleo comprende gli effetti dei materiali, delle sollecitazioni, della geometria e dell'assemblaggio.
Utilizzare la perdita del nucleo come correlazione, non come causa principale da sola
Un numero ordinato può comunque raccontare una storia disordinata.
Definizione di limiti pratici di accettazione
Non esiste un limite universale di resistenza interlaminare valido per ogni pacco di laminazione del motore.
Un motore di trazione ad alta velocità, un motore industriale, un nucleo di un generatore e un motore di un piccolo elettrodomestico non condividono lo stesso stress operativo. La frequenza, la densità di flusso, la temperatura, lo spessore della laminazione, il tipo di rivestimento e il processo di impilaggio sono tutti fattori importanti.
Un limite di accettazione pratico dovrebbe essere costruito a partire dalla domanda.
Iniziate con queste domande:
Qual è l'intervallo di frequenza del motore?
Quale spessore di laminazione viene utilizzato?
L'anima è incollata, saldata, interbloccata o bloccata meccanicamente?
La pila sarà sottoposta a polimerizzazione, impregnazione o riduzione delle sollecitazioni?
Dove sono più probabili i cortocircuiti: superficie, bordo, punta del dente, parete della scanalatura, foro o diametro esterno?
Quale risultato del test è correlato alla perdita effettiva del nucleo o al comportamento dei punti caldi?
Quindi definire i dettagli del test.
Come minimo, registrare:
metodo di prova,
modalità di test in tensione o in corrente,
pressione o forza di contatto,
temperatura,
dimensioni del campione,
numero di letture,
luogo del test,
lato di laminazione,
direzione della bava,
condizione della superficie,
valore minimo,
valore mediano,
gamma.
Per il controllo della qualità della produzione, il valore minimo è spesso più utile della media. Un'area debole può essere più importante di dieci letture pulite.
È qui che vale la pena di utilizzare un piano di prova personalizzato per la pila di laminazione. Non perché il test sia complicato. Perché il test sbagliato è facile.
Una migliore strategia di test per le pile di laminazione del motore
Un piano di ispezione solido non si basa su un solo punto di controllo.
Utilizzate un approccio stratificato:
Controllo del materiale in arrivo
Utilizzare il test di isolamento della superficie per verificare la consistenza del rivestimento prima dello stampaggio o del taglio.
Controllo successivo alla timbratura
Ispezione di bave, danni al rivestimento e condizioni dei bordi. Aggiungere controlli elettrici nelle aree con maggiore probabilità di cortocircuito.
Controllo dell'interfaccia a due superfici
Misurare il comportamento della superficie rivestita in condizioni di pressione e temperatura definite.
Campione di processo o controllo di mini-stack
Costruite una piccola pila utilizzando il vero processo di produzione. Testate prima e dopo l'incollaggio, la saldatura o la pressatura.
Convalida del nucleo completata
Utilizzare test di perdita del nucleo e controlli termici per confermare se i problemi di isolamento elettrico influiscono sulle prestazioni.
Questa sequenza fornisce una risposta migliore di qualsiasi singolo test.
Inoltre, aiuta a separare i problemi di materiale da quelli di processo. Questa distinzione è importante quando si perde tempo tra i team di acquisto, produzione e qualità.
Quando rivedere l'apparecchiatura o l'impostazione dei test
Le letture della resistenza interlaminare possono variare per motivi che non hanno nulla a che fare con la laminazione.
Rivedere l'impostazione del test se si vede:
grande variazione tra gli operatori,
spostamenti improvvisi dopo la manutenzione dell'apparecchio,
risultati di passaggio ripetuti, mentre la perdita del nucleo aumenta,
buoni risultati a striscia singola ma scarso comportamento in pila,
valori di resistenza che cambiano bruscamente con piccole variazioni di pressione,
letture basse solo in prossimità di bordi o fessure,
letture incoerenti dopo la pulizia o l'esposizione al calore.
In questi casi, il passo successivo non è sempre quello di “aumentare il requisito del rivestimento”.”
A volte la mossa giusta è un migliore controllo delle attrezzature, un migliore posizionamento del provino, un migliore controllo delle bave o un piano di prova che corrisponda alla reale pressione di impilamento.
Per i team di produzione, un dispositivo di prova controllato e un metodo di campionamento chiaro sono di solito più importanti dell'aggiunta di altre misurazioni casuali.
Lista di controllo pratica per le prove di resistenza delle pile di laminazione
Utilizzate questa lista di controllo prima di approvare un metodo:
La tensione, la pressione e la temperatura di prova sono definite?
Il campione è piatto, pulito e rappresentativo?
Vengono presi in considerazione sia i rischi di faccia che quelli di bordo?
L'altezza della bava viene misurata separatamente?
Le letture vengono effettuate in un numero sufficiente di punti?
Viene registrato il valore minimo e non solo la media?
Il test viene ripetuto dopo le fasi critiche del processo?
Esiste un legame tra i risultati della resistenza e il comportamento di perdita del nucleo?
Gli operatori utilizzano la stessa forza di contatto e la stessa posizione della sonda?
Il limite pass/fail è legato all'effettiva applicazione del motore?
Se la risposta è negativa a molte di queste domande, il test può comunque produrre dei numeri. I numeri potrebbero non proteggere il motore.
Avete bisogno di un piano di test specifico per il processo?
Se la pila di laminazione mostra letture instabili dopo lo stampaggio, l'incollaggio, la saldatura o la pressatura, il problema potrebbe non essere solo il rivestimento.
Una valutazione utile inizia con quattro dettagli:
materiale e spessore della laminazione,
tipo di rivestimento,
metodo di giunzione in pila,
metodo di prova attuale e modello di scarto.
Da qui, un piano di test mirato può identificare se il punto debole è la qualità del rivestimento, la formazione di bave, la pressione in pila, la contaminazione o il danno all'assemblaggio.
Di solito è più veloce che ripetere test a foglio singolo e sperare che la risposta appaia.
FAQ
Che cos'è la resistenza interlaminare nelle laminazioni del motore?
La resistenza interlaminare è la resistenza al flusso di corrente tra laminazioni adiacenti in un nucleo del motore. Indica la misura in cui il rivestimento isolante e le condizioni della pila limitano il contatto elettrico tra i fogli.
Perché la resistenza interlaminare è importante?
Contribuisce a limitare le correnti parassite interlaminari indesiderate. Un isolamento insufficiente può aumentare la perdita del nucleo, creare un riscaldamento locale e ridurre l'efficienza del motore.
La resistenza interlaminare è uguale alla resistenza dell'isolamento superficiale?
No. La resistenza all'isolamento superficiale viene solitamente testata su una superficie di laminazione o di punzonatura. La resistenza interlaminare viene testata tra due superfici rivestite adiacenti. Sono correlate, ma non misurano la stessa cosa.
A cosa serve il test di tipo Franklin?
Il test di tipo Franklin è comunemente utilizzato per valutare la resistenza dell'isolamento superficiale su nastri, lamiere o punzoni di acciaio elettrico. È utile per il controllo della qualità dei rivestimenti e per l'ispezione dei materiali in entrata.
Una laminazione può superare i test di isolamento superficiale ma fallire in una pila?
Sì. Le bave di stampaggio, i detriti, la pressione della pila, la saldatura, l'incollaggio e i danni da manipolazione possono creare percorsi conduttivi dopo che il foglio originale ha superato l'ispezione.
Cosa causa la bassa resistenza tra le laminazioni del motore?
Le cause più comuni includono danni al rivestimento, rivestimento sottile, contatto con bave, particelle metalliche, olio sporco, compressione eccessiva, percorsi di saldatura, punti di incastro e danni termici legati al processo.
I test devono includere i bordi di laminazione?
Sì, quando i corti di bava o i danni ai bordi fanno parte del rischio. I test frontali e quelli incentrati sui bordi rispondono a domande diverse, quindi la posizione del test deve essere definita chiaramente.
Quante letture sono necessarie?
Non esiste un numero fisso per ogni pila. Utilizzare un numero sufficiente di letture per catturare la variazione tra la superficie di laminazione, il bordo, l'area del dente, la regione della scanalatura, il foro e il diametro esterno. Per la convalida, è meglio un numero maggiore di letture che una media pulita di un numero insufficiente di punti.
Un'elevata resistenza interlaminare garantisce una bassa perdita d'anima?
No. La perdita del nucleo dipende anche dal tipo di materiale, dallo spessore della laminazione, dalla densità di flusso, dalla frequenza, dalle sollecitazioni, dalla geometria, dal metodo di giunzione e dalla qualità dell'assemblaggio. L'alta resistenza aiuta, ma non è la risposta completa.
Qual è il modo migliore per testare le pile di laminazione motore finite?
Utilizzare un metodo combinato: test di isolamento superficiale per il materiale in ingresso, test su due superfici per il comportamento dell'interfaccia del rivestimento, test a livello di pila dopo la lavorazione e test di perdita di nucleo per la correlazione finale delle prestazioni.
Condividi il tuo amore
Charlie
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.