Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
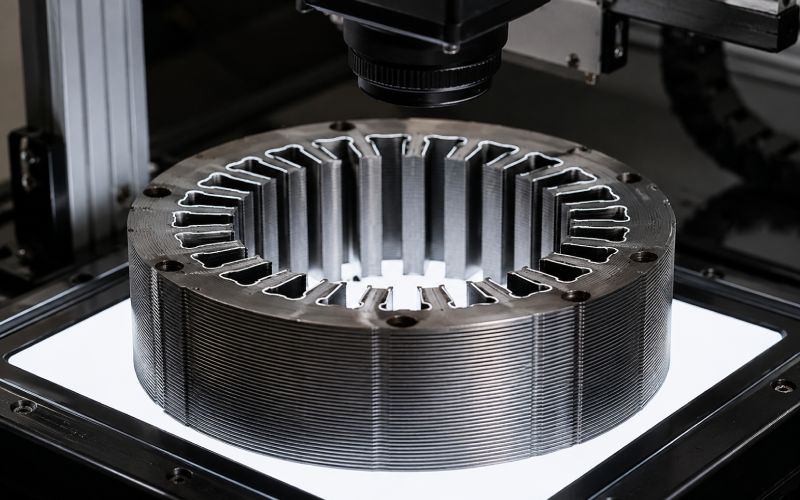
Ispezione dimensionale della laminazione di statore/motore: CMM vs visione vs calibri
Punti di forza
Utilizzare l'ispezione CMM quando avete bisogno di dati GD&T tracciabili, relazioni tra origini, concentricità foro-OD, planarità, parallelismo, studi di runout, ispezione del primo articolo, prove PPAP o analisi Cpk.
Utilizzare l'ispezione visiva quando avete bisogno di controlli rapidi dei profili 2D su scanalature, denti, intagli, tasche di magneti, tendenze delle bave, offset degli strati o errori di orientamento.
Utilizzare misuratori funzionali quando la domanda di produzione è semplice: il rotore si adatta all'albero, lo statore all'alloggiamento, il magnete si inserisce, l'avvolgimento passa attraverso la fessura?
Per pile di laminazione di statore e rotore, Il piano di ispezione più solido è raramente CMM vs visione vs calibri. Di solito è CMM più visione più calibri, Ogni metodo è assegnato alla giusta caratteristica e alla giusta fase di produzione.
Indice dei contenuti
Perché il controllo della pila di laminazione non è un normale controllo dimensionale
Una pila di laminazione non è solo un pezzo di metallo con altezza, foro e diametro esterno.
Si tratta di centinaia di sottili fogli di acciaio elettrico che si comportano come un unico componente. Per lo più. Non perfettamente.
Questo piccolo dettaglio è importante. Una pila può superare l'ispezione dell'altezza e tuttavia fallire l'assemblaggio perché l'altezza non rivela lo spostamento dello strato, l'accumulo di bave, l'onda della faccia, l'errore di obliquità o il rapporto tra foro e OD. Un rotore può apparire accettabile a un semplice controllo dell'OD, ma presentare comunque una variazione del traferro. Uno statore può superare la misurazione di base della larghezza delle fessure e creare comunque problemi di inserimento degli avvolgimenti.
Ecco perché controllo dimensionale del pacco statorico e ispezione della laminazione del rotore necessitano di più di un metodo di misurazione.
Il metodo di ispezione deve seguire la modalità di guasto:
Variazione del traferro
Resistenza di inserzione dell'avvolgimento
Problemi di gioco della fessura dello statore Hairpin
Inceppamento della tasca del magnete
Problemi di montaggio dell'albero
Problemi di adattamento dell'alloggio
Squilibrio del rotore
Deriva dell'altezza della pila
Errore di planarità e parallelismo delle facce
Sfalsamento dei livelli dopo l'impilamento
Distorsione dopo la saldatura, l'incollaggio o l'incastro
Un piano di ispezione pulito inizia da lì. Non dalla macchina.
CMM vs visione vs calibri: un rapido confronto
Metodo di ispezione
Il migliore per
Punto debole
Miglior utilizzo della produzione
Uscita
Ispezione con CMM
GD&T, origini, concentricità foro-OD, planarità, parallelismo, posizione, studi di runout
Più lento; necessita di un buon fissaggio e di una strategia di misurazione.
Ispezione del primo articolo, PPAP, convalida del processo, audit periodici
Valori misurati effettivi
Ispezione visiva
Profilo 2D, scanalature, denti, tasche per magneti, tacche, offset dello strato, orientamento, andamento della bava
Il rilevamento dei bordi dipende dall'illuminazione, dalla messa a fuoco, dal contrasto e dalle condizioni della superficie.
Ispezione in-process ad alta velocità, controlli 100% dove possibile
Valori misurati o pass/fail
Misuratori funzionali
Adattamento dell'albero, adattamento dell'alloggiamento, inserimento del magnete, spazio tra le fessure, altezza della pila
Di solito non ci sono dati di misura completi; l'usura del calibro deve essere controllata
Controlli degli operatori, controlli di assemblaggio, contenimento
Passare/fallire
Ispezione ibrida
Piano di controllo della pila di laminazione completa
Necessità di correlazione tra i sistemi
Produzione matura di motori EV e motori industriali
Funzione Data Plus
Una CMM fornisce prove dimensionali più solide. La visione dà velocità. I calibri danno fiducia funzionale.
A nessuno di loro dovrebbe essere chiesto di fare tutto.
Quando utilizzare l'ispezione CMM per le laminazioni di statore e rotore
La verifica con CMM è la scelta giusta quando l'elemento ha una relazione con l'origine o quando il risultato della misura deve supportare una documentazione di qualità.
Utilizzare la CMM per:
Diametro e rotondità del foro
Dimensione e circolarità del DO
Concentricità foro-OD
Posizione di fessure, fori, tacche e tasche per magneti
Planarità e parallelismo delle facce della pila
Geometria legata al runout del rotore
Controlli dell'origine dell'alloggiamento dello statore
Verifica dell'angolo di inclinazione
Ispezione del primo articolo
Prove dimensionali PPAP e APQP
Studi sulla capacità di processo come Cp e Cpk
La verifica con CMM è particolarmente utile quando il disegno utilizza GD&T. La posizione, la planarità, il profilo, la perpendicolarità, il parallelismo e il runout richiedono una strategia di misura che rispetti la struttura dell'origine. Le macchine di misura sono comunemente valutate attraverso metodi di accettazione e riverifica, come la serie ISO 10360, che riguarda i test sulle prestazioni delle macchine di misura a coordinate.
Ma l'ispezione CMM può trarre in inganno se la pila di laminazione non è fissata nelle stesse condizioni dell'assemblaggio reale.
Una pila a stato libero può misurare in modo diverso da una pila bloccata. Una pila saldata può spostarsi dopo l'apporto di calore. Una pila incollata può cambiare dopo l'indurimento. Un nucleo del rotore montato a pressione può non comportarsi come la pila allentata misurata in precedenza.
Quindi la domanda sulla CMM non è solo:
Qual è la dimensione?
Lo è:
Qual è la dimensione della condizione che conta?
Per i lavori sui motori di trazione EV, la CMM è spesso utilizzata come metodo di riferimento per la convalida, la correlazione e l'analisi delle cause principali. Non è sempre necessario eseguire la misura su ogni pezzo, ogni minuto. Spesso sarebbe lento e costoso. Il suo posto è dove la profondità di misura è importante.
Quando utilizzare l'ispezione visiva
L'ispezione visiva è più efficace quando la caratteristica è visibile, basata sui bordi e ripetuta più volte.
Questo descrive molte caratteristiche della laminazione.
Utilizzare l'ispezione visiva per:
Profilo della scanalatura dello statore
Larghezza del dente
Geometria della punta del dente
Apertura della fessura
Geometria del bordo della tasca del magnete del rotore
Posizione del ponte
Fori di raffreddamento
Chiavi e tacche di orientamento
Rilevamento dell'andamento della bava
Sfalsamento del livello sulla faccia della pila
Rilevamento della laminazione mancante o ruotata
100% ispezione delle laminazioni stampate
Un sistema di visione misura acquisendo immagini, rilevando i bordi e convertendo i dati dei pixel in risultati dimensionali attraverso la calibrazione. Il metodo dipende in larga misura dall'illuminazione, dall'ottica, dalla messa a fuoco, dal posizionamento del pezzo, dal contrasto e dalle regole di rilevamento dei bordi; questi fattori sono fondamentali per una buona pratica di misurazione dimensionale.
È qui che molti progetti di ispezione falliscono.
Una fotocamera non misura direttamente il pezzo. Misura l'immagine del pezzo. L'immagine può cambiare a causa dell'olio, della lucentezza del rivestimento, dell'ombra delle bave, del ribaltamento dei bordi, delle vibrazioni, dell'inclinazione del pezzo o della deriva dell'illuminazione.
Per le pile di laminazione, l'ispezione visiva funziona meglio quando il piano di ispezione definisce:
Impostazione della retroilluminazione, della luce frontale o della luce angolare
Esposizione e guadagno fissi
Obiettivo e distanza di lavoro
Artefatto di calibrazione e intervallo di calibrazione
Regola di rilevamento dei bordi
Metodo di localizzazione dei pezzi
Inclinazione consentita del pezzo
Correlazione con CMM o campioni master
Studio di ripetibilità e riproducibilità
La visione è di solito la scelta migliore per i controlli ad alta frequenza. Può individuare precocemente le tendenze: deriva della larghezza del dente, movimento della forma della scanalatura, spostamento del bordo della tasca o orientamento errato della laminazione.
Ma la visione non è sempre sufficiente per le relazioni 3D. Potrebbe vedere chiaramente la faccia superiore e non vedere il comportamento interno della pila.
Quando utilizzare i misuratori funzionali
Gli indicatori non sono antiquati. Gli indicatori difettosi sono antiquati.
Un buon calibro funzionale risponde a una domanda di produzione nello stesso linguaggio dell'assemblaggio:
L'albero si adatta?
L'alloggiamento è adatto?
Il magnete si inserisce?
L'avvolgimento passa?
La pila è posizionata correttamente?
La tacca è posizionata correttamente?
L'altezza della pila rientra nell'intervallo utilizzabile?
Utilizzare i calibri per:
Controlli del foro del rotore
Controllo dell'OD dello statore o dell'alloggiamento
Controlli per l'inserimento di tasche con magnete
Controlli per la pulizia delle fessure
Controlli dell'altezza della pila
Orientamento della chiavetta o della tacca
Conferma del nido di montaggio
Smistamento rapido del contenimento
Un calibro non vi dirà l'effettiva rotondità del foro o l'esatta posizione della tasca. Non è questo il suo compito.
Il suo compito è proteggere la linea.
Ad esempio, il nucleo di un rotore può avere una tasca per il magnete che misura in modo leggermente diverso a seconda della strategia di rilevamento dei bordi o della sonda. Un calibro di inserimento del magnete può rivelare rapidamente il rischio effettivo dell'assemblaggio. Non sostituisce la CMM o la visione. Aggiunge un livello funzionale.
I calibri hanno però bisogno di controllo. L'usura del calibro, la sporcizia, il danneggiamento delle bave, l'espansione termica, la tecnica dell'operatore e la scarsa chiarezza delle regole "go/no-go" possono creare una falsa sicurezza. Un calibro dovrebbe essere incluso in MSA. Gli studi di R&R dei calibri vengono utilizzati per separare la variazione di misura in componenti di ripetibilità e riproducibilità, aiutando a determinare se il sistema di misura stesso sta aggiungendo troppa variazione.
Metodo di ispezione per tipo di caratteristica
Caratteristica o rischio
Metodo primario consigliato
Metodo secondario
Motivo
Diametro del foro
CMM o calibro per alesaggio
Spina funzionale
Necessita di dati sulla taglia e conferma della vestibilità
Concentricità foro-OD
CMM
Misuratore di rotazione
Influenza il traferro e l'allineamento rotore/statore
Larghezza della fessura dello statore
Visione
Misuratore della distanza tra le scanalature
La visione controlla il profilo; il calibro conferma la funzione
Gioco della scanalatura dello statore Hairpin
Indicatore funzionale
Visione
Il comportamento dell'assemblaggio è più importante di un valore di larghezza
Larghezza della tasca del magnete del rotore
Visione o CMM
Calibro per l'inserimento del magnete
La geometria dei bordi e l'adattamento sono entrambi importanti
Posizione della tasca del magnete
CMM
Visione
La relazione con il datum è importante
Altezza della pila
Calibro di altezza o calibro di fissaggio
Audit CMM
Necessario un controllo rapido; l'audit conferma problemi più profondi
Planarità della faccia
CMM
Controllo dei dispositivi di seduta
L'altezza da sola non è all'altezza dell'onda del viso
Offset del livello
Visione
Audit CMM
Il controllo a vista è veloce
Angolo di inclinazione
CMM o apparecchiatura dedicata
Visione
Dipende dal design dello stack
Tendenza della bava
Visione
Audit manuale
Il rilevamento basato sul contrasto può essere veloce
Adattamento dell'albero
Indicatore funzionale
CMM
Il fit deve essere protetto sulla linea
Questa tabella è il fulcro della decisione.
Se la funzione controlla geometria, utilizzare la CMM. Se la caratteristica controlla forma visibile in velocità, utilizzare la visione. Se la funzione controlla Montaggio, utilizzare i calibri.
Alcune caratteristiche necessitano di tutte e tre.
Ispezione della laminazione dei motori EV: controlli extra importanti
I motori di trazione per veicoli elettrici sono in genere più sollecitati dall'ispezione della laminazione, perché il traferro, l'efficienza, la rumorosità, la ritenzione del magnete e la ripetibilità in grandi volumi sono tutti fattori importanti allo stesso tempo.
Per i nuclei di statore e rotore EV, prestare attenzione a:
Controllo del traferro
I problemi di traferro sono raramente causati da un solo numero. La geometria dell'alesaggio, la geometria del diametro esterno, la concentricità, l'alloggiamento della pila, l'accoppiamento con l'alloggiamento e il runout del rotore possono tutti contribuire.
L'ispezione della CMM deve verificare le relazioni tra i dati. I controlli funzionali devono confermare che la pila si posiziona nello stesso modo in cui si posizionerà nel motore.
Geometria della scanalatura dello statore a forcina
L'avvolgimento a spirale è meno indulgente dell'avvolgimento a filo libero. L'apertura della scanalatura, le condizioni della parete della scanalatura, la distanza dell'isolamento e lo spostamento dello strato possono creare una resistenza all'inserimento.
La visione può controllare rapidamente il profilo della scanalatura. Un calibro per scanalature può confermare il gioco effettivo. La CMM può verificare la relazione con l'origine e la posizione della scanalatura.
Ispezione della tasca del magnete
Le tasche del magnete del rotore devono essere controllate in larghezza, lunghezza, geometria del ponte e posizione. Una tasca accettabile in 2D può comunque causare problemi di inserimento in presenza di bave, offset della pila o deformazioni locali.
Utilizzare la visione per il profilo, la CMM per la posizione e i calibri di inserimento per la funzione.
Capacità di processo
Una volta che la produzione è stabile, l'ispezione dovrebbe andare oltre il pass/fail.
Utilizzo Cpk su caratteristiche critiche come la dimensione del foro, la larghezza della tasca, la larghezza della fessura, l'altezza della pila o la posizione del dato quando sono disponibili dati variabili. La capacità di processo confronta un processo in controllo con i limiti di specifica utilizzando gli indici di capacità.
Se la caratteristica è controllata solo dal calibro go/no-go, si può proteggere l'assemblaggio, ma si avranno meno dati di tendenza. Questo è accettabile per alcune caratteristiche. Non per tutte.
Un piano di controllo pratico per le pile di laminazione
Un piano di ispezione di una pila di laminazione forte prevede solitamente cinque strati.
1. Ispezione della laminazione in entrata o stampata
Controllare il profilo di laminazione individuale prima di impilare. L'ispezione visiva è spesso il metodo più rapido per scanalature, denti, fori, intagli e geometria delle tasche.
2. Controllo del processo di impilamento
Controllare il nest, i perni, le superfici di riferimento, la forza della pressa, l'orientamento della laminazione, la direzione delle bave e l'alloggiamento della pila. Un buon sistema di misura non può salvare completamente un processo di impilatura instabile.
3. Ispezione dimensionale post-stack
Controllare l'altezza della pila, le condizioni delle facce, l'alesaggio, il diametro esterno, la concentricità e l'offset degli strati. Usate la CMM quando le relazioni di origine sono importanti. Usate la visione per controlli rapidi e visibili. Usate i calibri per le decisioni sulle linee.
4. Ispezione post-giunzione
Se la pila è saldata, incollata, rivettata, scollata o incastrata, misurare dopo il processo di giunzione. La giunzione può modificare la geometria.
5. Conferma di montaggio
Utilizzare calibri funzionali o dispositivi di simulazione dell'assemblaggio per l'adattamento dell'albero, l'adattamento dell'alloggiamento, l'inserimento del magnete e il gioco dell'avvolgimento.
Non si tratta di un'ispezione eccessiva. È un'ispezione a tappe. Ogni fase cattura una diversa modalità di guasto.
Errori comuni di ispezione
Errore 1: misurare l'altezza della pila e definire la pila buona
L'altezza della pila non prova la planarità, il parallelismo, la sede o l'allineamento degli strati.
Errore 2: utilizzare la CMM senza la disciplina delle attrezzature
Se il pezzo si muove, si flette, si inclina o si appoggia su bave, il report della CMM può sembrare preciso ma il risultato non è utile.
Errore 3: affidarsi alla visione senza controllo della luce
La misurazione della visione dipende dalla qualità dell'immagine. Se l'illuminazione cambia, il bordo può spostarsi. Allora anche la misurazione si sposta.
Errore 4: utilizzo di calibri senza R&R del calibro
Un indicatore che non può ripetersi non è un metodo di controllo. È un'abitudine di selezione.
Errore 5: non correlare i metodi
CMM, visione e calibri devono essere testati sugli stessi pezzi durante il lancio. Se non sono d'accordo, risolvetelo subito. Non aspettate che inizi la produzione di scarti.
Strategia di ispezione consigliata
Per la maggior parte dei programmi di stack di laminazione di statore e rotore:
Utilizzo CMM per l'ispezione del primo articolo, la convalida GD&T, le relazioni tra i dati, gli studi Cpk e la revisione periodica.
Utilizzo ispezione visiva per controlli 2D ad alta velocità su profili di laminazione, scanalature, denti, tasche di magneti, intagli, tendenze delle bave e offset degli strati.
Utilizzo misuratori funzionali per l'adattamento dell'albero, l'adattamento dell'alloggiamento, il gioco dell'avvolgimento, l'inserimento del magnete e le decisioni rapide in officina.
Utilizzo MSA e Gage R&R prima di fidarsi dei dati di misura negli studi di capacità o nelle relazioni dei clienti.
Utilizzo Cpk solo quando il sistema di misura è stabile e il processo è statisticamente adatto all'analisi della capacità.
Il sistema migliore non è quello con le apparecchiature più avanzate. È quello che individua il guasto giusto al punto giusto del processo.
Avete bisogno di aiuto per scegliere il metodo di ispezione giusto?
Se state costruendo o rivedendo un piano di ispezione della laminazione statore/rotore, iniziate con tre documenti:
Il disegno del pezzo
Il piano di controllo
Il volume di produzione previsto
Da qui, ogni caratteristica può essere assegnata alla CMM, alla visione, ai calibri o a un metodo ibrido.
Per una revisione pratica, preparate il disegno della laminazione, le specifiche della pila, lo schema dei dati, le caratteristiche critiche per la qualità e i problemi di assemblaggio noti. Una revisione metrologica può di solito identificare quali controlli devono rimanere in laboratorio, quali possono passare alla visione automatizzata e quali devono diventare calibri funzionali in produzione.
FAQ
Qual è il metodo di ispezione migliore per le pile di laminazione di statore e rotore?
Non esiste un unico metodo migliore. La CMM è la migliore per la misura dimensionale tracciabile e la GD&T. La visione è la migliore per l'ispezione rapida di profili e bordi. I calibri sono i migliori per i controlli funzionali. La maggior parte dei programmi di stack di laminazione necessita di tutti e tre i metodi.
L'ispezione visiva può sostituire la CMM?
L'ispezione visiva può sostituire alcuni controlli CMM dopo la correlazione, soprattutto per le caratteristiche 2D visibili. Non dovrebbe invece sostituire la CMM per GD&T con dati pesanti, relazioni 3D profonde, ispezione del primo articolo o convalida del processo.
I calibri sono abbastanza precisi per l'ispezione della laminazione dei motori EV?
Sì, se il calibro è progettato in base alla reale funzione di assemblaggio e controllato attraverso la calibrazione e il R&R del calibro. I calibri sono particolarmente utili per l'accoppiamento dell'albero, l'inserimento del magnete, l'accoppiamento dell'alloggiamento e il gioco della scanalatura.
Quali caratteristiche devono essere ispezionate su una pila statorica?
I controlli comuni della pila statorica includono dimensioni del foro, OD, larghezza della fessura, geometria del dente, apertura della fessura, concentricità foro-OD, altezza della pila, planarità, parallelismo, sfalsamento dello strato e caratteristiche di riferimento dell'alloggiamento.
Perché una pila di laminazione può superare l'ispezione ma non l'assemblaggio?
Perché l'ispezione potrebbe controllare la condizione sbagliata. Una pila può superare l'altezza ma non la planarità. Può superare la larghezza della fessura ma non l'inserimento dell'avvolgimento. Può superare la larghezza della tasca ma non l'inserimento del magnete a causa di bave o di uno spostamento dello strato.
Le pile di laminazione devono essere misurate allo stato libero o bloccate?
Misurarli nelle condizioni che corrispondono al requisito funzionale. Se la pila è bloccata nel motore, un'ispezione sotto carico o in posizione seduta può essere più utile di una misurazione allo stato libero.
Con quale frequenza devono essere correlati i risultati di CMM, visione e calibro?
Correlateli durante il lancio, dopo le modifiche agli utensili, dopo la riparazione dei dispositivi, dopo le modifiche alla telecamera o all'illuminazione, dopo la riparazione dei calibri e ogni volta che i risultati delle misure non corrispondono più al comportamento dell'assemblaggio.
Che ruolo svolge il Cpk nell'ispezione della laminazione?
Il Cpk aiuta a capire se un processo stabile può soddisfare i limiti delle specifiche. È utile per dimensioni critiche come la dimensione del foro, la larghezza della fessura, la larghezza della tasca del magnete e l'altezza della pila, ma solo se il sistema di misura è affidabile.
Qual è il modo più semplice per migliorare l'ispezione della laminazione?
Smettete di assegnare i metodi di ispezione per abitudine. Assegnateli in base alla modalità di guasto. Usate la CMM per la geometria, la visione per le caratteristiche visibili velocemente e i calibri per la funzione di assemblaggio.
Qual è il metodo di ispezione migliore per le pile di laminazione di statore e rotore?
Non esiste un unico metodo migliore. La CMM è la migliore per la misura dimensionale tracciabile e la GD&T. La visione è la migliore per l'ispezione rapida di profili e bordi. I calibri sono i migliori per i controlli funzionali. La maggior parte dei programmi di stack di laminazione necessita di tutti e tre i metodi.
L'ispezione visiva può sostituire la CMM?
L'ispezione visiva può sostituire alcuni controlli CMM dopo la correlazione, soprattutto per le caratteristiche 2D visibili. Non dovrebbe invece sostituire la CMM per GD&T con dati pesanti, relazioni 3D profonde, ispezione del primo articolo o convalida del processo.
I calibri sono abbastanza precisi per l'ispezione della laminazione dei motori EV?
Sì, se il calibro è progettato in base alla reale funzione di assemblaggio e controllato attraverso la calibrazione e il R&R del calibro. I calibri sono particolarmente utili per l'accoppiamento dell'albero, l'inserimento del magnete, l'accoppiamento dell'alloggiamento e il gioco della scanalatura.
Quali caratteristiche devono essere ispezionate su una pila statorica?
I controlli comuni della pila statorica includono dimensioni del foro, OD, larghezza della fessura, geometria del dente, apertura della fessura, concentricità foro-OD, altezza della pila, planarità, parallelismo, sfalsamento dello strato e caratteristiche di riferimento dell'alloggiamento.
Quali caratteristiche devono essere ispezionate su una pila di rotori?
I controlli più comuni sulla pila del rotore includono le dimensioni del foro, il diametro esterno, la concentricità del foro rispetto al diametro esterno, la geometria della tasca del magnete, la posizione del ponte, l'altezza della pila, la geometria relativa al runout, l'angolo di inclinazione, la planarità e l'adattamento dell'albero.
Perché una pila di laminazione può superare l'ispezione ma non l'assemblaggio?
Perché l'ispezione potrebbe controllare la condizione sbagliata. Una pila può superare l'altezza ma non la planarità. Può superare la larghezza della fessura ma non l'inserimento dell'avvolgimento. Può superare la larghezza della tasca ma non l'inserimento del magnete a causa di bave o di uno spostamento dello strato.
Le pile di laminazione devono essere misurate allo stato libero o bloccate?
Misurarli nelle condizioni che corrispondono al requisito funzionale. Se la pila è bloccata nel motore, un'ispezione sotto carico o in posizione seduta può essere più utile di una misurazione allo stato libero.
Con quale frequenza devono essere correlati i risultati di CMM, visione e calibro?
Correlateli durante il lancio, dopo le modifiche agli utensili, dopo la riparazione dei dispositivi, dopo le modifiche alla telecamera o all'illuminazione, dopo la riparazione dei calibri e ogni volta che i risultati delle misure non corrispondono più al comportamento dell'assemblaggio.
Che ruolo svolge il Cpk nell'ispezione della laminazione?
Il Cpk aiuta a capire se un processo stabile può soddisfare i limiti delle specifiche. È utile per dimensioni critiche come la dimensione del foro, la larghezza della fessura, la larghezza della tasca del magnete e l'altezza della pila, ma solo se il sistema di misura è affidabile.
Qual è il modo più semplice per migliorare l'ispezione della laminazione?
Smettete di assegnare i metodi di ispezione per abitudine. Assegnateli in base alla modalità di guasto. Usate la CMM per la geometria, la visione per le caratteristiche visibili velocemente e i calibri per la funzione di assemblaggio.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.