Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
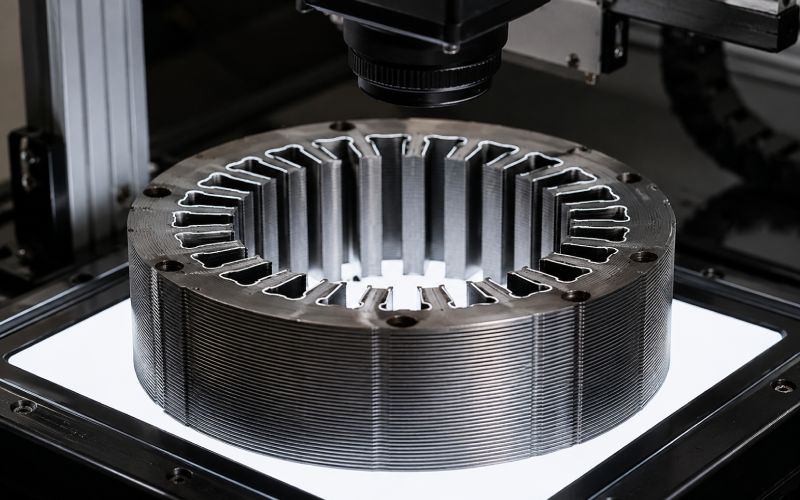
Inspección dimensional de laminación de estator/rotor: MMC vs Visión vs Calibres
Principales conclusiones
Inspección con MMC cuando necesite datos GD&T trazables, relaciones de puntos de referencia, concentricidad taladro-OD, planitud, paralelismo, estudios de concentricidad, inspección de primer artículo, pruebas PPAP o análisis Cpk.
Utilizar la inspección visual cuando necesite comprobaciones rápidas de perfiles 2D de ranuras, dientes, muescas, cavidades magnéticas, tendencias de rebabas, desplazamiento de capas o errores de orientación.
Utilizar calibradores funcionales cuando la cuestión de producción es sencilla: ¿encajará el rotor en el eje, encajará el estator en la carcasa, se insertará el imán, pasará el bobinado por la ranura?
Para pilas de laminación de estator y rotor, el plan de inspección más sólido rara vez MMC vs visión vs calibres. Suele ser MMC más visión más calibres, Cada método se asigna a la característica y la fase de producción adecuadas.
Índice
Por qué la inspección de pilas de laminación no es un control dimensional normal
Una pila de laminación no es sólo una pieza metálica con una altura, un orificio y un diámetro exterior.
Se trata de cientos de finas láminas de acero eléctrico que se comportan como un solo componente. Casi siempre. No perfectamente.
Este pequeño detalle es importante. Una pila puede pasar la inspección de altura y aún así fallar en el ensamblaje porque la altura no revela el cambio de capa, la acumulación de rebabas, la onda de la cara, el error de inclinación o la relación entre el diámetro interior y el diámetro exterior. Un rotor puede parecer aceptable en una simple comprobación del diámetro exterior, pero seguir presentando variaciones en el entrehierro. Un estator puede superar una medición básica de la anchura de las ranuras y seguir presentando problemas de inserción del bobinado.
Por eso inspección dimensional de la pila del estator y inspección del laminado del rotor necesitan más de un método de medición.
El método de inspección debe seguir el modo de fallo:
Variación del entrehierro
Resistencia de inserción del bobinado
Problemas de holgura de la ranura del estator de horquilla
Atasco del bolsillo del imán
Problemas de ajuste a presión del eje
Problemas de adaptación de la vivienda
Desequilibrio del rotor
Desviación de la altura de la pila
Error de planitud y paralelismo de las caras
Desplazamiento de capas tras el apilamiento
Distorsión después de soldar, pegar o entrelazar
Un plan de inspección limpio empieza por ahí. No con la máquina.
MMC vs visión vs calibres: comparación rápida
Método de inspección
Lo mejor para
Punto débil
Mejor uso productivo
Salida
Inspección MMC
GD&T, datums, concentricidad taladro-OD, planitud, paralelismo, posición, estudios de excentricidad
Más lento; necesita una buena estrategia de fijación y medición
Inspección del primer artículo, PPAP, validación del proceso, auditoría periódica
Valores medidos reales
Inspección visual
Perfil 2D, ranuras, dientes, cavidades magnéticas, muescas, desplazamiento de capas, orientación, tendencia de las rebabas
La detección de bordes depende de la iluminación, el enfoque, el contraste, el estado de la superficie
Inspección en proceso de alta velocidad, controles 100% cuando sea práctico
Valores medidos o aprobado/no aprobado
Calibradores funcionales
Ajuste del eje, ajuste de la carcasa, inserción del imán, holgura de la ranura, altura de la pila go/no-go
Normalmente no hay datos de medición completos; debe controlarse el desgaste del calibre
Controles del operador, controles de montaje, contención
Aprobado/no aprobado
Inspección híbrida
Plan de control de la pila de laminación completa
Necesita correlación entre sistemas
Producción madura de motores para VE y motores industriales
Función Data plus
Una MMC aporta pruebas dimensionales más sólidas. La visión aporta velocidad. Los calibres dan confianza funcional.
A ninguno de ellos se le debe pedir que lo haga todo.
Cuándo utilizar la inspección por MMC de las láminas del estator y el rotor
La inspección en MMC es la elección correcta cuando la característica tiene una relación de referencia o cuando el resultado de la medición debe respaldar la documentación de calidad.
Utilice la MMC para:
Diámetro y redondez del orificio
Tamaño del OD y circularidad
Concentricidad taladro-OD
Posición de ranuras, orificios, muescas y bolsas magnéticas
Planitud y paralelismo de las caras de la pila
Geometría del rotor
Comprobación del punto de referencia de la carcasa del estator
Verificación del ángulo de inclinación
Inspección del primer artículo
Pruebas dimensionales PPAP y APQP
Estudios de capacidad de procesos como Cp y Cpk
La inspección con MMC es especialmente útil cuando el dibujo utiliza GD&T. La posición, la planitud, el perfil, la perpendicularidad, el paralelismo y la excentricidad necesitan una estrategia de medición que respete la estructura del punto de referencia. Las MMC suelen evaluarse mediante métodos de aceptación y reverificación, como la serie ISO 10360, que abarca las pruebas de rendimiento de las máquinas de medición de coordenadas.
Pero la inspección con MMC puede inducir a error si la pila de laminación no se fija en las mismas condiciones que el ensamblaje real.
Una pila en estado libre puede medir de forma diferente a una pila sujeta. Una pila soldada puede cambiar después de la entrada de calor. Una pila pegada puede cambiar después del curado. Un núcleo de rotor prensado puede no comportarse como la pila suelta medida anteriormente.
Así que la cuestión de la MMC no es sólo:
¿Cuál es la dimensión?
Lo es:
¿Cuál es la dimensión bajo la condición que importa?
Para trabajos ajustados en motores de tracción EV, la MMC se utiliza a menudo como método de referencia para la validación, la correlación y el análisis de causa raíz. No siempre debe utilizarse en cada pieza, en cada minuto. A menudo sería lento y costoso. Debe utilizarse allí donde la profundidad de medición es importante.
Cuándo utilizar la inspección visual
La inspección visual es más eficaz cuando la característica es visible, se basa en los bordes y se repite muchas veces.
Esto describe muchas características de la laminación.
Utilizar la inspección visual para:
Perfil de la ranura del estator
Anchura del diente
Geometría de la punta del diente
Apertura de ranuras
Geometría del borde de la cavidad del imán del rotor
Ubicación del puente
Orificios de refrigeración
Chaveteros y muescas de orientación
Detección de tendencias de rebabas
Desplazamiento de la capa en la cara de la pila
Detección de laminación faltante o girada
100% inspección de laminados estampados
Un sistema de visión mide capturando imágenes, detectando bordes y convirtiendo los datos de píxeles en resultados dimensionales mediante calibración. El método depende en gran medida de la iluminación, la óptica, el enfoque, el posicionamiento de la pieza, el contraste y las reglas de detección de bordes; estos factores son fundamentales para una buena práctica en la medición dimensional por visión.
Aquí es donde muchos proyectos de inspección salen mal.
Una cámara no mide la pieza directamente. Mide la imagen de la pieza. Esa imagen puede cambiar debido al aceite, el brillo del revestimiento, la sombra de las rebabas, el vuelco de los bordes, la vibración, la inclinación de la pieza o la deriva de la iluminación.
En el caso de las pilas de laminación, la inspección visual funciona mejor cuando el plan de inspección define:
Configuración de luz de fondo, luz frontal o luz angular
Exposición fija y ganancia
Objetivo y distancia de trabajo
Artefacto de calibración e intervalo de calibración
Regla de detección de bordes
Método de localización de piezas
Inclinación admisible de la pieza
Correlación con MMC o muestras patrón
Estudio de repetibilidad y reproducibilidad
La visión suele ser la mejor opción para las comprobaciones de alta frecuencia. Puede detectar tendencias con antelación: desviación de la anchura del diente, movimiento de la forma de la ranura, desplazamiento del borde de la cajera u orientación incorrecta del laminado.
Pero la visión no siempre es suficiente para las relaciones 3D. Puede que vea claramente la cara superior y aún así pase por alto el comportamiento interno de la pila.
Cuándo utilizar calibres funcionales
Los indicadores no están pasados de moda. Los calibres malos están pasados de moda.
Un buen calibrador funcional responde a una pregunta de producción en el mismo lenguaje que el ensamblador:
¿Encaja el eje?
¿Encaja la carcasa?
¿Se inserta el imán?
¿Pasa el bobinado?
¿Se asienta correctamente la pila?
¿Está bien colocada la muesca?
¿Está la altura de la pila dentro del rango utilizable?
Utilice calibradores para:
Comprobación del orificio del rotor
Comprobación del diámetro exterior del estator o de la carcasa
Controles de inserción en bolsillos imantados
Comprobación de las ranuras
Control de la altura de las pilas
Orientación del chavetero o de la muesca
Confirmación del nido de montaje
Clasificación de contención rápida
Un calibre no le dirá la redondez real del orificio ni la posición exacta de la cajera. Esa no es su función.
Su trabajo es proteger la línea.
Por ejemplo, un núcleo de rotor puede tener una cavidad de imán que mida ligeramente diferente en función de la detección de bordes o de la estrategia de la sonda. Un calibre de inserción de imanes puede revelar rápidamente el riesgo real de montaje. Esto no sustituye a la MMC ni a la visión. Añade una capa funcional.
Sin embargo, los calibres necesitan control. El desgaste del calibre, la suciedad, los daños por rebabas, la dilatación térmica, la técnica del operario y la falta de claridad en las reglas de "sí" y "no" pueden generar una falsa confianza. Un calibre debe incluirse en MSA. Los estudios R&R de calibres se utilizan para separar la variación de la medición en componentes de repetibilidad y reproducibilidad, lo que ayuda a determinar si el propio sistema de medición está añadiendo demasiada variación.
Método de inspección por tipo de característica
Característica o riesgo
Método primario recomendado
Método secundario
Razón
Diámetro interior
MMC o calibre
Calibre de enchufe funcional
Necesita datos de talla y confirmación de ajuste
Concentricidad taladro-OD
MMC
Indicador de rotación
Afecta al entrehierro y a la alineación rotor/estator
Anchura de la ranura del estator
Visión
Medidor de holgura de ranuras
La visión comprueba el perfil; el calibre confirma la función
Holgura de la ranura del estator de horquilla
Indicador funcional
Visión
El comportamiento del conjunto importa más que un valor de anchura
Anchura de la cavidad del imán del rotor
Visión o MMC
Medidor de inserción de imanes
La geometría de los bordes y el ajuste son importantes
Posición de la cavidad del imán
MMC
Visión
La relación entre los datos es importante
Altura de la pila
Calibre de altura o de fijación
Auditoría MMC
Es necesario un control rápido; la auditoría confirma problemas más profundos
Planitud de la cara
MMC
Comprobación de los asientos
La altura por sí sola hace que se pierda la onda de la cara
Desplazamiento de capas
Visión
Auditoría MMC
La comprobación del rostro visible es rápida
Ángulo de inclinación
MMC o dispositivo dedicado
Visión
Depende del diseño de la pila
Tendencia a la rebaba
Visión
Auditoría manual
La detección basada en el contraste puede ser rápida
Ajuste del eje
Indicador funcional
MMC
El ajuste debe protegerse en la línea
Esta tabla es el núcleo de la decisión.
Si la función controla geometría, utilice la MMC. Si la característica controla forma visible a velocidad, Utiliza la visión. Si la función controla ajuste de montaje, Utiliza calibradores.
Algunas funciones necesitan las tres cosas.
Inspección del laminado del motor del VE: comprobaciones adicionales que importan
Los motores de tracción de los VE suelen ejercer más presión sobre la inspección de laminación porque el entrehierro, la eficiencia, el ruido, la retención del imán y la repetibilidad en grandes volúmenes importan al mismo tiempo.
Para los núcleos de estator y rotor EV, preste atención a:
Control del entrehierro
Los problemas de entrehierro rara vez son causados por un solo número. La geometría del agujero, la geometría del diámetro exterior, la concentricidad, el asiento de la pila, el ajuste del alojamiento y la excentricidad del rotor pueden contribuir a ello.
La inspección en la MMC debe verificar las relaciones entre los puntos de referencia. Las comprobaciones funcionales deben confirmar que la pila se coloca de la misma manera que se colocará en el motor.
Geometría de la ranura del estator
El bobinado con horquilla es menos tolerante que el bobinado con alambre suelto. La apertura de la ranura, el estado de la pared de la ranura, la holgura del aislamiento y el desplazamiento de la capa pueden crear resistencia a la inserción.
La visión puede comprobar rápidamente el perfil de la ranura. Un calibre de ranuras puede confirmar la holgura real. La MMC puede auditar la relación del punto de referencia y la posición de la ranura.
Inspección de bolsas magnéticas
Las cavidades de los imanes del rotor deben controlarse en anchura, longitud, geometría del puente y posición. Una cavidad aceptable en 2D puede causar problemas de inserción si hay rebabas, desplazamiento de la pila o deformación local.
Utilice la visión para el perfil, la MMC para la posición y los calibres de inserción para la función.
Capacidad de proceso
Una vez que la producción es estable, la inspección debe ir más allá del pasa/no pasa.
Utilice Cpk en características críticas como el tamaño del orificio, la anchura de la cajera, la anchura de la ranura, la altura de la pila o la posición del punto de referencia cuando se dispone de datos variables. La capacidad del proceso compara un proceso bajo control con los límites de especificación mediante índices de capacidad.
Si la función se comprueba sólo con el indicador "sí/no", puede proteger el montaje, pero tendrá menos datos de tendencias. Esto es aceptable para algunas características. Pero no para todas.
Plan práctico de control de las pilas de laminación
Un plan de inspección de pilas de laminación fuerte suele tener cinco capas.
1. Inspección de laminación entrante o estampada
Compruebe el perfil de laminación individual antes de apilar. La inspección visual suele ser el método más rápido para ranuras, dientes, orificios, muescas y geometría de cavidades.
2. Control del proceso de apilamiento
Controle el nido, los pasadores, las superficies de referencia, la fuerza de la prensa, la orientación de la laminación, la dirección de las rebabas y el asiento de la pila. Un buen sistema de medición no puede salvar por completo un proceso de apilado inestable.
3. Inspección dimensional posterior al apilamiento
Compruebe la altura de la pila, el estado de las caras, el diámetro interior, el diámetro exterior, la concentricidad y el desplazamiento de la capa. Utilice la MMC cuando las relaciones de referencia sean importantes. Utilice la visión para comprobaciones rápidas y visibles. Utilice calibres para tomar decisiones de línea.
4. Inspección posterior a la unión
Si la pila está soldada, pegada, remachada, unida o entrelazada, mida después del proceso de unión. La unión puede modificar la geometría.
5. Confirmación del montaje
Utilice calibres funcionales o dispositivos de simulación de montaje para el ajuste del eje, el ajuste de la carcasa, la inserción del imán y la holgura del bobinado.
Esto no es sobreinspección. Es una inspección por etapas. Cada etapa detecta un modo de fallo diferente.
Errores comunes de inspección
Error 1: Medir la altura de la pila y darla por buena
La altura de la pila no prueba la planitud, el paralelismo, el asentamiento o la alineación de las capas.
Error 2: Utilizar la MMC sin disciplina de fijación
Si la pieza se mueve, se flexiona, se balancea o se asienta sobre rebabas, el informe de la MMC puede parecer preciso mientras que el resultado no es útil.
Error 3: Confiar en la visión sin control de la iluminación
La medición de la visión depende de la calidad de la imagen. Si cambia la iluminación, el borde puede moverse. Entonces la medición también se mueve.
Error 4: Utilizar calibradores sin R&R de calibradores
Un indicador que no se puede repetir no es un método de control. Es un hábito de clasificación.
Error 5: No correlacionar los métodos
La MMC, la visión y los calibres deben probarse en las mismas piezas durante el lanzamiento. Si no están de acuerdo, resuélvalo pronto. No espere a que empiece la producción de desechos.
Estrategia de inspección recomendada
Para la mayoría de los programas de apilado de laminados de estator y rotor:
Utilice MMC para la inspección del primer artículo, la validación GD&T, las relaciones de datum, los estudios Cpk y la auditoría periódica.
Utilice inspección visual para comprobaciones 2D de alta velocidad de perfiles de laminación, ranuras, dientes, cavidades magnéticas, muescas, tendencias de rebabas y desplazamiento de capas.
Utilice medidores funcionales para el ajuste del eje, el ajuste de la carcasa, la holgura del bobinado, la inserción del imán y las decisiones rápidas en el taller.
Utilice MSA y Gage R&R antes de confiar en los datos de medición en estudios de capacidad o informes de clientes.
Utilice Cpk sólo cuando el sistema de medición es estable y el proceso es estadísticamente adecuado para el análisis de capacidad.
El mejor sistema no es el que tiene el equipo más avanzado. Es el que detecta el fallo correcto en el momento adecuado del proceso.
¿Necesita ayuda para elegir el método de inspección adecuado?
Si está elaborando o revisando un plan de inspección de laminación de estator/rotor, empiece con tres documentos:
El dibujo de la pieza
El plan de control
El volumen de producción previsto
A partir de ahí, cada característica puede asignarse a MMC, visión, calibres o un método híbrido.
Para una revisión práctica, prepare el plano de laminación, la especificación de apilado, el esquema de puntos de referencia, las características críticas para la calidad y los problemas de montaje conocidos. Por lo general, una revisión metrológica puede identificar qué comprobaciones deben permanecer en el laboratorio, cuáles pueden pasar a la visión automatizada y cuáles deben convertirse en calibres funcionales en la planta de producción.
PREGUNTAS FRECUENTES
¿Cuál es el mejor método de inspección para las pilas de laminado de estator y rotor?
No existe un único método que sea el mejor. La MMC es el mejor para la medición dimensional trazable y GD&T. La visión es el mejor método para la inspección rápida de perfiles y bordes. Los calibres son los mejores para las comprobaciones de ajuste funcional. La mayoría de los programas de apilado de laminados necesitan los tres.
¿Puede la inspección por visión sustituir a la MMC?
La inspección visual puede sustituir a determinadas comprobaciones de MMC tras la correlación, especialmente en el caso de características 2D visibles. No debe sustituir a la MMC en los casos de GD&T con muchos datos, relaciones 3D profundas, inspección de primeros artículos o validación de procesos.
¿Son los calibradores lo suficientemente precisos para la inspección de la laminación del motor EV?
Sí, cuando el calibre se diseña en torno a la función de montaje real y se controla mediante calibración y R&R del calibre. Los calibres son especialmente útiles para el ajuste de ejes, la inserción de imanes, el ajuste de carcasas y la holgura de ranuras.
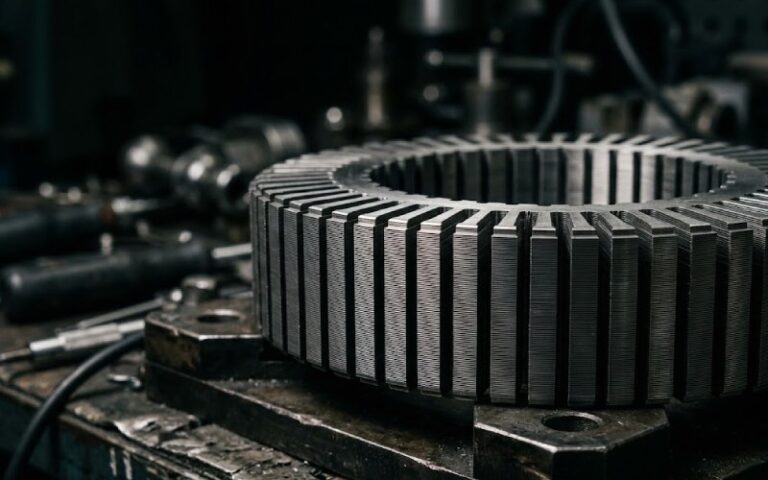
¿Qué características deben inspeccionarse en una pila de estátores?
Las comprobaciones comunes de la pila del estator incluyen el tamaño del orificio, el diámetro exterior, la anchura de la ranura, la geometría del diente, la abertura de la ranura, la concentricidad entre el orificio y el diámetro exterior, la altura de la pila, la planitud, el paralelismo, el desplazamiento de la capa y las características del punto de referencia de la carcasa.
¿Por qué una pila de laminación puede pasar la inspección pero no el montaje?
Porque la inspección puede estar comprobando la condición incorrecta. Una pila puede aprobar la altura pero no la planitud. Puede pasar la anchura de la ranura pero fallar la inserción del bobinado. Puede pasar la anchura de la cavidad pero fallar la inserción del imán debido a rebabas o desplazamiento de la capa.
¿Deben medirse las pilas de laminación en estado libre o con pinzas?
Mídalos en el estado que corresponda al requisito funcional. Si la pila está sujeta en el motor, una inspección con carga o asentada puede ser más útil que la medición en estado libre.
¿Con qué frecuencia deben correlacionarse los resultados de la MMC, la visión y el calibre?
Compárelos durante el lanzamiento, tras cambios de utillaje, tras reparaciones de utillaje, tras cambios de cámara o iluminación, tras reparaciones de calibres y siempre que los resultados de las mediciones dejen de coincidir con el comportamiento del montaje.
¿Qué papel desempeña el Cpk en la inspección de la laminación?
El Cpk ayuda a saber si un proceso estable puede cumplir los límites de las especificaciones. Es útil para dimensiones críticas como el tamaño del orificio, la anchura de la ranura, la anchura de la cavidad del imán y la altura de la pila, pero solo si el sistema de medición es fiable.
¿Cuál es la forma más sencilla de mejorar la inspección de la laminación?
Deje de asignar métodos de inspección por costumbre. Asígnelos por modo de fallo. Utilice la MMC para la geometría, la visión para las características visibles rápidamente y los calibres para la función de ensamblaje.
¿Cuál es el mejor método de inspección para las pilas de laminado de estator y rotor?
No existe un único método que sea el mejor. La MMC es el mejor para la medición dimensional trazable y GD&T. La visión es el mejor método para la inspección rápida de perfiles y bordes. Los calibres son los mejores para las comprobaciones de ajuste funcional. La mayoría de los programas de apilado de laminados necesitan los tres.
¿Puede la inspección por visión sustituir a la MMC?
La inspección visual puede sustituir a determinadas comprobaciones de MMC tras la correlación, especialmente en el caso de características 2D visibles. No debe sustituir a la MMC en los casos de GD&T con muchos datos, relaciones 3D profundas, inspección de primeros artículos o validación de procesos.
¿Son los calibradores lo suficientemente precisos para la inspección de la laminación del motor EV?
Sí, cuando el calibre se diseña en torno a la función de montaje real y se controla mediante calibración y R&R del calibre. Los calibres son especialmente útiles para el ajuste de ejes, la inserción de imanes, el ajuste de carcasas y la holgura de ranuras.
¿Qué características deben inspeccionarse en una pila de estátores?
Las comprobaciones comunes de la pila del estator incluyen el tamaño del orificio, el diámetro exterior, la anchura de la ranura, la geometría del diente, la abertura de la ranura, la concentricidad entre el orificio y el diámetro exterior, la altura de la pila, la planitud, el paralelismo, el desplazamiento de la capa y las características del punto de referencia de la carcasa.
¿Qué características deben inspeccionarse en una pila de rotores?
Las comprobaciones habituales de la pila de rotores incluyen el tamaño del orificio, el diámetro exterior, la concentricidad entre orificio y diámetro exterior, la geometría de la cavidad del imán, la ubicación del puente, la altura de la pila, la geometría relacionada con el descentramiento, el ángulo de inclinación, la planitud y el ajuste del eje.
¿Por qué una pila de laminación puede pasar la inspección pero no el montaje?
Porque la inspección puede estar comprobando la condición incorrecta. Una pila puede aprobar la altura pero no la planitud. Puede pasar la anchura de la ranura pero fallar la inserción del bobinado. Puede pasar la anchura de la cavidad pero fallar la inserción del imán debido a rebabas o desplazamiento de la capa.
¿Deben medirse las pilas de laminación en estado libre o con pinzas?
Mídalos en el estado que corresponda al requisito funcional. Si la pila está sujeta en el motor, una inspección con carga o asentada puede ser más útil que la medición en estado libre.
¿Con qué frecuencia deben correlacionarse los resultados de la MMC, la visión y el calibre?
Compárelos durante el lanzamiento, tras cambios de utillaje, tras reparaciones de utillaje, tras cambios de cámara o iluminación, tras reparaciones de calibres y siempre que los resultados de las mediciones dejen de coincidir con el comportamiento del montaje.
¿Qué papel desempeña el Cpk en la inspección de la laminación?
El Cpk ayuda a saber si un proceso estable puede cumplir los límites de las especificaciones. Es útil para dimensiones críticas como el tamaño del orificio, la anchura de la ranura, la anchura de la cavidad del imán y la altura de la pila, pero solo si el sistema de medición es fiable.
¿Cuál es la forma más sencilla de mejorar la inspección de la laminación?
Deje de asignar métodos de inspección por costumbre. Asígnelos por modo de fallo. Utilice la MMC para la geometría, la visión para las características visibles rápidamente y los calibres para la función de ensamblaje.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.