Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Inspeksi Dimensi Laminasi Stator / Rotor: CMM vs Visi vs Pengukur
Hal-hal Penting yang Dapat Dipetik
Gunakan inspeksi CMM ketika Anda membutuhkan data GD&T yang dapat dilacak, hubungan datum, konsentrisitas bore-to-OD, kerataan, paralelisme, studi runout, inspeksi artikel pertama, bukti PPAP, atau analisis Cpk.
Gunakan inspeksi penglihatan ketika Anda memerlukan pemeriksaan profil 2D yang cepat pada slot, gigi, takik, kantong magnet, tren duri, offset lapisan, atau kesalahan orientasi.
Gunakan pengukur fungsional ketika pertanyaan produksi sederhana: apakah rotor akan sesuai dengan poros, apakah stator akan sesuai dengan rumahan, apakah magnet akan dimasukkan, apakah belitan akan melewati slot?
Untuk tumpukan laminasi stator dan rotor, rencana inspeksi terkuat jarang terjadi CMM vs penglihatan vs pengukur. Biasanya CMM plus visi plus pengukur, dengan masing-masing metode yang ditetapkan untuk fitur yang tepat dan tahap produksi yang tepat.
Daftar Isi
Mengapa pemeriksaan tumpukan laminasi bukan merupakan pemeriksaan dimensi normal
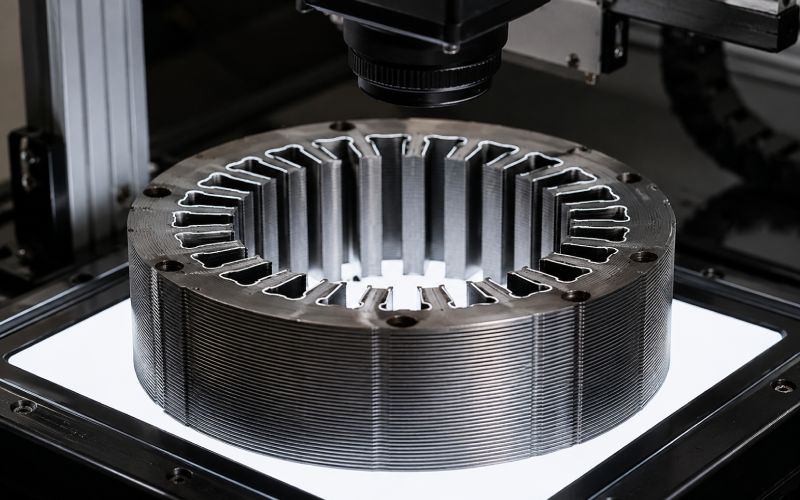
Tumpukan laminasi bukan hanya bagian logam dengan tinggi, lubang, dan diameter luar.
Ini adalah ratusan lembaran baja listrik tipis yang berfungsi sebagai satu komponen. Sebagian besar. Tidak sempurna.
Detail kecil itu penting. Tumpukan dapat lolos pemeriksaan ketinggian dan masih gagal dalam perakitan karena ketinggian tidak menunjukkan pergeseran lapisan, penumpukan duri, gelombang muka, kesalahan kemiringan, atau hubungan bore-to-OD. Rotor dapat terlihat dapat diterima pada pemeriksaan OD sederhana tetapi masih menciptakan variasi celah udara. Sebuah stator dapat lolos dari pengukuran lebar slot dasar dan masih menimbulkan masalah penyisipan belitan.
Inilah alasannya pemeriksaan dimensi tumpukan stator dan inspeksi laminasi rotor membutuhkan lebih dari satu metode pengukuran.
Metode inspeksi harus mengikuti mode kegagalan:
Variasi celah udara
Resistensi penyisipan belitan
Masalah jarak bebas slot stator jepit rambut
Gangguan saku magnet
Masalah pemasangan poros yang pas
Masalah kecocokan perumahan
Ketidakseimbangan rotor
Pergeseran ketinggian tumpukan
Kesalahan kerataan wajah dan paralelisme
Offset lapisan setelah penumpukan
Distorsi setelah pengelasan, pengikatan, atau penguncian
Rencana inspeksi yang bersih dimulai dari sana. Bukan dengan mesinnya.
CMM vs visi vs pengukur: perbandingan cepat
Metode pemeriksaan
Terbaik untuk
Titik lemah
Penggunaan produksi terbaik
Keluaran
Inspeksi CMM
GD&T, datum, konsentrisitas bore-to-OD, kerataan, paralelisme, posisi, studi runout
Lebih lambat; membutuhkan strategi fiksasi dan pengukuran yang baik
CMM memberikan bukti dimensi yang lebih kuat. Visi memberikan kecepatan. Alat pengukur memberikan keyakinan fungsional.
Tak satu pun dari mereka harus diminta untuk melakukan semuanya.
Kapan menggunakan pemeriksaan CMM untuk laminasi stator dan rotor
Inspeksi CMM adalah pilihan yang tepat ketika fitur memiliki hubungan datum atau ketika hasil pengukuran harus mendukung dokumentasi yang berkualitas.
Gunakan CMM untuk:
Diameter dan kebulatan lubang
Ukuran dan keliling OD
Konsentrisitas lubang ke OD
Posisi slot, lubang, lekukan, dan kantong magnet
Kerataan dan paralelisme permukaan tumpukan
Geometri terkait runout rotor
Pemeriksaan datum rumah stator
Verifikasi sudut kemiringan
Pemeriksaan artikel pertama
Bukti dimensi PPAP dan APQP
Studi kemampuan proses seperti Cp dan Cpk
Inspeksi CMM sangat berguna ketika gambar menggunakan GD&T. Posisi, kerataan, profil, tegak lurus, paralelisme, dan runout memerlukan strategi pengukuran yang menghormati struktur datum. CMM biasanya dievaluasi melalui metode penerimaan dan verifikasi ulang seperti seri ISO 10360, yang mencakup pengujian kinerja mesin pengukur koordinat.
Tetapi, pemeriksaan CMM dapat menyesatkan jika tumpukan laminasi tidak dipasang dalam kondisi yang sama dengan rakitan yang sesungguhnya.
Tumpukan kondisi bebas dapat mengukur secara berbeda dari tumpukan yang dijepit. Tumpukan yang dilas dapat bergeser setelah masukan panas. Tumpukan yang diikat dapat berubah setelah pengawetan. Inti rotor yang dipasang dengan press-fit mungkin tidak berperilaku seperti tumpukan longgar yang diukur sebelumnya.
Jadi, pertanyaan CMM bukan hanya sekedar pertanyaan:
Apa dimensi yang dimaksud?
Benar:
Apa dimensi dalam kondisi yang penting?
Untuk pekerjaan motor traksi EV yang ketat, CMM sering digunakan sebagai metode referensi untuk validasi, korelasi, dan analisis akar masalah. Itu tidak selalu ada di setiap bagian, setiap menit. Hal itu seringkali akan lambat dan mahal. Alat ini cocok digunakan di tempat yang membutuhkan kedalaman pengukuran.
Kapan menggunakan pemeriksaan penglihatan
Inspeksi penglihatan paling kuat apabila fitur terlihat, berbasis tepi, dan diulang berkali-kali.
Itu menjelaskan banyak fitur laminasi.
Gunakan pemeriksaan penglihatan untuk:
Profil slot stator
Lebar gigi
Geometri ujung gigi
Pembukaan slot
Geometri tepi saku magnet rotor
Lokasi jembatan
Lubang pendingin
Alur pasak dan takik orientasi
Deteksi tren duri
Pergeseran lapisan pada permukaan tumpukan
Deteksi laminasi yang hilang atau diputar
Inspeksi 100% untuk laminasi yang dicap
Sistem penglihatan mengukur dengan menangkap gambar, mendeteksi tepi, dan mengubah data piksel menjadi hasil dimensi melalui kalibrasi. Metode ini sangat bergantung pada pencahayaan, optik, fokus, pemosisian bagian, kontras, dan aturan pendeteksian tepi; faktor-faktor ini merupakan inti dari praktik yang baik dalam pengukuran penglihatan dimensi.
Di sinilah banyak proyek inspeksi yang salah.
Kamera tidak mengukur bagian secara langsung. Kamera mengukur gambar bagian tersebut. Gambar tersebut dapat berubah karena oli, kilap lapisan, bayangan duri, penggulungan tepi, getaran, kemiringan bagian, atau pergeseran pencahayaan.
Untuk tumpukan laminasi, inspeksi penglihatan bekerja paling baik ketika rencana inspeksi ditentukan:
Pengaturan cahaya latar, cahaya depan, atau cahaya bersudut
Eksposur dan penguatan tetap
Lensa dan jarak kerja
Artefak kalibrasi dan interval kalibrasi
Aturan deteksi tepi
Metode penentuan lokasi bagian
Kemiringan bagian yang diperbolehkan
Korelasi terhadap CMM atau sampel master
Studi pengulangan dan reproduktifitas
Vision biasanya merupakan pilihan terbaik untuk pemeriksaan frekuensi tinggi. Alat ini dapat menangkap tren lebih awal: pergeseran lebar gigi, pergerakan bentuk slot, pergeseran tepi saku, atau orientasi laminasi yang salah.
Tetapi penglihatan tidak selalu cukup untuk hubungan 3D. Ini mungkin melihat permukaan atas dengan jelas dan masih melewatkan perilaku tumpukan internal.
Kapan menggunakan pengukur fungsional
Alat pengukur tidaklah kuno. Pengukur yang buruk adalah kuno.
Pengukur fungsional yang baik menjawab pertanyaan produksi dalam bahasa yang sama dengan perakitan:
Apakah porosnya pas?
Apakah housing-nya pas?
Apakah magnetnya bisa dimasukkan?
Apakah belitannya sudah lewat?
Apakah tumpukannya sudah terpasang dengan benar?
Apakah letak takik sudah benar?
Apakah tinggi tumpukan berada dalam kisaran yang dapat digunakan?
Gunakan pengukur untuk:
Pemeriksaan go/no-go pada lubang rotor
Pemeriksaan OD stator atau kesesuaian rumah
Pemeriksaan penyisipan saku magnet
Pemeriksaan jarak bebas slot
Pemeriksaan ketinggian tumpukan
Orientasi alur pasak atau takik
Konfirmasi sarang perakitan
Penyortiran penahanan cepat
Pengukur tidak akan memberi tahu Anda kebulatan lubang yang sebenarnya atau posisi lubang yang tepat. Itu bukan tugasnya.
Tugasnya adalah melindungi saluran.
Sebagai contoh, inti rotor mungkin memiliki kantong magnet yang ukurannya sedikit berbeda tergantung pada deteksi tepi atau strategi probe. Pengukur penyisipan magnet dapat mengungkapkan risiko perakitan yang sebenarnya dengan cepat. Alat ini tidak menggantikan CMM atau penglihatan. Ini menambahkan lapisan fungsional.
Namun, alat pengukur perlu dikontrol. Keausan pengukur, kotoran, kerusakan duri, ekspansi termal, teknik operator, dan aturan go/no-go yang tidak jelas, semuanya dapat menciptakan kepercayaan diri yang salah. Pengukur harus disertakan dalam MSA. Studi Gage R&R digunakan untuk memisahkan variasi pengukuran ke dalam komponen pengulangan dan reproduktifitas, yang membantu menentukan apakah sistem pengukuran itu sendiri menambahkan terlalu banyak variasi.
Metode pemeriksaan menurut jenis fitur
Fitur atau risiko
Metode utama yang direkomendasikan
Metode sekunder
Alasan
Diameter lubang
CMM atau pengukur lubang
Pengukur steker fungsional
Membutuhkan data ukuran dan konfirmasi kesesuaian
Konsentrisitas lubang ke OD
CMM
Pengukur rotasi
Mempengaruhi celah udara dan keselarasan rotor/stator
Lebar slot stator
Visi
Pengukur jarak bebas slot
Visi memeriksa profil; pengukur mengonfirmasi fungsi
Jarak bebas slot stator jepit rambut
Pengukur fungsional
Visi
Perilaku perakitan lebih penting daripada satu nilai lebar
Lebar saku magnet rotor
Visi atau CMM
Pengukur penyisipan magnet
Geometri tepi dan kesesuaian keduanya penting
Posisi saku magnet
CMM
Visi
Hubungan datum adalah penting
Tinggi tumpukan
Pengukur ketinggian atau pengukur perlengkapan
Audit CMM
Diperlukan pemeriksaan cepat; audit mengkonfirmasi masalah yang lebih dalam
Kerataan wajah
CMM
Pemeriksaan perlengkapan tempat duduk
Ketinggian saja melewatkan gelombang wajah
Offset lapisan
Visi
Audit CMM
Pemeriksaan wajah yang terlihat cepat
Sudut kemiringan
CMM atau perlengkapan khusus
Visi
Tergantung pada desain tumpukan
Tren duri
Visi
Audit manual
Pendeteksian berbasis kontras bisa cepat
Kesesuaian poros
Pengukur fungsional
CMM
Kesesuaian harus dilindungi pada garis
Tabel ini adalah inti dari keputusan.
Jika fitur mengontrol geometri, menggunakan CMM. Jika fitur mengontrol bentuk yang terlihat dengan kecepatan, menggunakan penglihatan. Jika fitur mengontrol kecocokan perakitan, Gunakan alat pengukur.
Sebagian fitur memerlukan ketiganya.
Pemeriksaan laminasi motor listrik: pemeriksaan ekstra yang penting
Motor traksi EV biasanya memberikan tekanan lebih besar pada pemeriksaan laminasi karena celah udara, efisiensi, kebisingan, retensi magnet, dan pengulangan volume tinggi semuanya penting pada saat yang bersamaan.
Untuk inti stator dan rotor EV, perhatikan:
Kontrol celah udara
Masalah celah udara jarang disebabkan oleh satu angka. Geometri lubang, geometri OD, konsentrisitas, tempat duduk tumpukan, kesesuaian rumah, dan runout rotor semuanya dapat berkontribusi.
Pemeriksaan CMM harus memverifikasi hubungan datum. Pemeriksaan fungsional harus mengkonfirmasi lokasi tumpukan dengan cara yang sama seperti yang akan ditemukan di motor.
Geometri slot stator jepit rambut
Gulungan jepit rambut kurang dapat dimaafkan dibandingkan dengan gulungan kawat longgar. Pembukaan slot, kondisi dinding slot, jarak isolasi, dan pergeseran lapisan dapat menimbulkan resistensi penyisipan.
Vision dapat memeriksa profil slot dengan cepat. Pengukur slot dapat mengonfirmasi jarak bebas yang sebenarnya. CMM dapat mengaudit hubungan datum dan posisi slot.
Inspeksi saku magnet
Kantong magnet rotor membutuhkan lebar, panjang, geometri jembatan, dan kontrol posisi. Kantong yang dapat diterima dalam 2D masih dapat menyebabkan masalah penyisipan jika terdapat gerinda, offset tumpukan, atau deformasi lokal.
Gunakan penglihatan untuk profil, CMM untuk posisi, dan pengukur penyisipan untuk fungsi.
Kemampuan proses
Setelah produksi stabil, inspeksi harus bergerak lebih dari sekadar lulus/gagal.
Gunakan Cpk pada fitur-fitur penting seperti ukuran lubang, lebar lubang, lebar slot, tinggi tumpukan, atau posisi yang berhubungan dengan datum ketika data variabel tersedia. Kapabilitas proses membandingkan proses dalam kendali dengan batas spesifikasi menggunakan indeks kapabilitas.
Jika fitur hanya dicentang oleh pengukur go/no-go, Anda dapat melindungi perakitan, tetapi Anda akan memiliki lebih sedikit data tren. Hal ini dapat diterima untuk beberapa fitur. Tidak untuk semua fitur.
Rencana kontrol praktis untuk tumpukan laminasi
Rencana pemeriksaan tumpukan laminasi yang kuat biasanya memiliki lima lapisan.
1. 1. Pemeriksaan laminasi yang masuk atau dicap
Periksa profil laminasi individual sebelum menumpuk. Inspeksi penglihatan sering kali merupakan metode tercepat untuk slot, gigi, lubang, lekukan, dan geometri saku.
2. Kontrol proses penumpukan
Mengontrol sarang, pin, permukaan datum, gaya tekan, orientasi laminasi, arah duri, dan tempat duduk tumpukan. Sistem pengukuran yang baik tidak dapat sepenuhnya menyelamatkan proses penumpukan yang tidak stabil.
3. Pemeriksaan dimensi pasca-tumpukan
Periksa tinggi tumpukan, kondisi permukaan, lubang bor, OD, konsentrisitas, dan offset lapisan. Gunakan CMM di mana hubungan datum penting. Gunakan vision untuk pemeriksaan yang terlihat cepat. Gunakan pengukur untuk keputusan garis.
4. Inspeksi pasca bergabung
Jika tumpukan dilas, diikat, dipaku, dipaku keling, dibelah, atau saling bertautan, ukurlah setelah proses penggabungan. Penggabungan dapat mengubah geometri.
5. Konfirmasi kesesuaian perakitan
Gunakan pengukur fungsional atau perlengkapan simulasi perakitan untuk kesesuaian poros, kesesuaian rumah, penyisipan magnet, dan jarak belitan.
Ini bukan inspeksi yang berlebihan. Ini adalah inspeksi bertahap. Setiap tahap menangkap mode kegagalan yang berbeda.
Kesalahan pemeriksaan yang umum terjadi
Kesalahan 1: Mengukur tinggi tumpukan dan menyebut tumpukan itu bagus
Ketinggian tumpukan tidak membuktikan kerataan, paralelisme, tempat duduk, atau keselarasan lapisan.
Kesalahan 2: Menggunakan CMM tanpa disiplin perlengkapan
Jika bagian tersebut bergerak, melentur, bergoyang, atau berada di atas gerinda, laporan CMM mungkin terlihat tepat, namun hasilnya tidak berguna.
Kesalahan 3: Memercayai penglihatan tanpa kontrol pencahayaan
Pengukuran penglihatan tergantung pada kualitas gambar. Jika pencahayaan berubah, tepi bisa bergerak. Maka pengukurannya pun ikut bergerak.
Kesalahan 4: Menggunakan pengukur tanpa Gage R&R
Pengukur yang tidak dapat diulang bukanlah metode kontrol. Ini adalah kebiasaan menyortir.
Kesalahan 5: Tidak menghubungkan metode-metode tersebut
CMM, visi, dan pengukur harus diuji pada bagian yang sama selama peluncuran. Jika mereka tidak setuju, selesaikan lebih awal. Jangan menunggu sampai skrap produksi dimulai.
Strategi inspeksi yang direkomendasikan
Untuk sebagian besar program tumpukan laminasi stator dan rotor:
Gunakan CMM untuk pemeriksaan artikel pertama, validasi GD&T, hubungan datum, studi Cpk, dan audit berkala.
Gunakan inspeksi penglihatan untuk pemeriksaan 2D berkecepatan tinggi pada profil laminasi, slot, gigi, kantong magnet, takik, tren duri, dan offset lapisan.
Gunakan pengukur fungsional untuk kesesuaian poros, kesesuaian housing, jarak bebas belitan, penyisipan magnet, dan keputusan di lantai toko yang cepat.
Gunakan MSA dan Gage R&R sebelum mempercayai data pengukuran dalam studi kapabilitas atau laporan pelanggan.
Gunakan Cpk hanya jika sistem pengukuran stabil dan prosesnya sesuai secara statistik untuk analisis kapabilitas.
Sistem terbaik bukanlah sistem yang memiliki peralatan yang paling canggih. Sistem terbaik adalah sistem yang dapat menangkap kegagalan yang tepat pada titik yang tepat dalam prosesnya.
Perlu bantuan untuk memilih metode pemeriksaan yang tepat?
Jika Anda membuat atau merevisi rencana pemeriksaan laminasi stator/rotor, mulailah dengan tiga dokumen:
Gambar bagian
Rencana pengendalian
Volume produksi yang diharapkan
Dari sana, setiap fitur dapat ditetapkan ke CMM, visi, pengukur, atau metode hibrida.
Untuk tinjauan praktis, siapkan gambar laminasi, spesifikasi tumpukan, skema datum, fitur yang sangat penting untuk kualitas, dan masalah perakitan yang diketahui. Tinjauan metrologi biasanya dapat mengidentifikasi pemeriksaan mana yang harus tetap berada di laboratorium, mana yang dapat dipindahkan ke penglihatan otomatis, dan mana yang harus menjadi pengukur fungsional di lantai produksi.
PERTANYAAN YANG SERING DIAJUKAN
Apa metode pemeriksaan terbaik untuk tumpukan laminasi stator dan rotor?
Tidak ada satu pun metode terbaik. CMM adalah yang terbaik untuk pengukuran dimensi yang dapat dilacak dan GD&T. Vision paling baik untuk pemeriksaan profil dan tepi yang cepat. Pengukur paling baik untuk pemeriksaan kesesuaian fungsional. Sebagian besar program tumpukan laminasi membutuhkan ketiganya.
Dapatkah inspeksi penglihatan menggantikan CMM?
Inspeksi penglihatan dapat menggantikan pemeriksaan CMM yang dipilih setelah korelasi, terutama untuk fitur 2D yang terlihat. Pemeriksaan ini tidak boleh menggantikan CMM untuk GD&T yang memiliki banyak data, hubungan 3D yang dalam, pemeriksaan artikel pertama, atau validasi proses.
Apakah alat pengukur cukup akurat untuk pemeriksaan laminasi motor listrik?
Ya, ketika pengukur dirancang di sekitar fungsi perakitan yang sebenarnya dan dikontrol melalui kalibrasi dan Gage R&R. Pengukur sangat berguna untuk kesesuaian poros, penyisipan magnet, kesesuaian rumah, dan jarak slot.
Fitur mana yang harus diperiksa pada tumpukan stator?
Pemeriksaan tumpukan stator yang umum meliputi ukuran lubang, OD, lebar slot, geometri gigi, pembukaan slot, konsentrisitas lubang-ke-OD, tinggi tumpukan, kerataan, paralelisme, offset lapisan, dan fitur datum housing.
Mengapa tumpukan laminasi dapat lolos inspeksi tetapi gagal dirakit?
Karena inspeksi mungkin memeriksa kondisi yang salah. Tumpukan bisa saja lolos dari ketinggian tetapi gagal dalam kerataan. Dapat melewati lebar slot tetapi gagal memasukkan belitan. Bisa saja lolos lebar saku tetapi gagal memasukkan magnet karena gerinda atau pergeseran lapisan.
Haruskah tumpukan laminasi diukur dalam keadaan bebas atau dijepit?
Ukurlah dalam kondisi yang sesuai dengan persyaratan fungsional. Jika tumpukan dijepit di dalam motor, pemeriksaan dengan beban atau dalam posisi duduk mungkin lebih berguna daripada pengukuran dalam kondisi bebas.
Seberapa sering hasil CMM, penglihatan, dan pengukur harus dikorelasikan?
Korelasikan selama peluncuran, setelah perubahan perkakas, setelah perbaikan perlengkapan, setelah perubahan kamera atau pencahayaan, setelah perbaikan pengukur, dan kapan pun hasil pengukuran tidak lagi sesuai dengan perilaku perakitan.
Peran apa yang dimainkan Cpk dalam pemeriksaan laminasi?
Cpk membantu menunjukkan apakah proses yang stabil dapat memenuhi batas spesifikasi. Hal ini berguna untuk dimensi kritis seperti ukuran lubang, lebar slot, lebar kantong magnet, dan tinggi tumpukan, tetapi hanya jika sistem pengukuran dapat diandalkan.
Apa cara paling sederhana untuk meningkatkan pemeriksaan laminasi?
Berhentilah menetapkan metode inspeksi berdasarkan kebiasaan. Tetapkan metode tersebut berdasarkan mode kegagalan. Gunakan CMM untuk geometri, penglihatan untuk fitur yang terlihat dengan cepat, dan alat pengukur untuk fungsi perakitan.
Apa metode pemeriksaan terbaik untuk tumpukan laminasi stator dan rotor?
Tidak ada satu pun metode terbaik. CMM adalah yang terbaik untuk pengukuran dimensi yang dapat dilacak dan GD&T. Vision paling baik untuk pemeriksaan profil dan tepi yang cepat. Pengukur paling baik untuk pemeriksaan kesesuaian fungsional. Sebagian besar program tumpukan laminasi membutuhkan ketiganya.
Dapatkah inspeksi penglihatan menggantikan CMM?
Inspeksi penglihatan dapat menggantikan pemeriksaan CMM yang dipilih setelah korelasi, terutama untuk fitur 2D yang terlihat. Pemeriksaan ini tidak boleh menggantikan CMM untuk GD&T yang memiliki banyak data, hubungan 3D yang dalam, pemeriksaan artikel pertama, atau validasi proses.
Apakah alat pengukur cukup akurat untuk pemeriksaan laminasi motor listrik?
Ya, ketika pengukur dirancang di sekitar fungsi perakitan yang sebenarnya dan dikontrol melalui kalibrasi dan Gage R&R. Pengukur sangat berguna untuk kesesuaian poros, penyisipan magnet, kesesuaian rumah, dan jarak slot.
Fitur mana yang harus diperiksa pada tumpukan stator?
Pemeriksaan tumpukan stator yang umum meliputi ukuran lubang, OD, lebar slot, geometri gigi, pembukaan slot, konsentrisitas lubang-ke-OD, tinggi tumpukan, kerataan, paralelisme, offset lapisan, dan fitur datum housing.
Fitur apa saja yang harus diperiksa pada tumpukan rotor?
Pemeriksaan tumpukan rotor yang umum dilakukan meliputi ukuran lubang, OD, konsentrisitas lubang-ke-OD, geometri saku magnet, lokasi jembatan, ketinggian tumpukan, geometri terkait runout, sudut kemiringan, kerataan, dan kecocokan poros.
Mengapa tumpukan laminasi dapat lolos inspeksi tetapi gagal dirakit?
Karena inspeksi mungkin memeriksa kondisi yang salah. Tumpukan bisa saja lolos dari ketinggian tetapi gagal dalam kerataan. Dapat melewati lebar slot tetapi gagal memasukkan belitan. Bisa saja lolos lebar saku tetapi gagal memasukkan magnet karena gerinda atau pergeseran lapisan.
Haruskah tumpukan laminasi diukur dalam keadaan bebas atau dijepit?
Ukurlah dalam kondisi yang sesuai dengan persyaratan fungsional. Jika tumpukan dijepit di dalam motor, pemeriksaan dengan beban atau dalam posisi duduk mungkin lebih berguna daripada pengukuran dalam kondisi bebas.
Seberapa sering hasil CMM, penglihatan, dan pengukur harus dikorelasikan?
Korelasikan selama peluncuran, setelah perubahan perkakas, setelah perbaikan perlengkapan, setelah perubahan kamera atau pencahayaan, setelah perbaikan pengukur, dan kapan pun hasil pengukuran tidak lagi sesuai dengan perilaku perakitan.
Peran apa yang dimainkan Cpk dalam pemeriksaan laminasi?
Cpk membantu menunjukkan apakah proses yang stabil dapat memenuhi batas spesifikasi. Hal ini berguna untuk dimensi kritis seperti ukuran lubang, lebar slot, lebar kantong magnet, dan tinggi tumpukan, tetapi hanya jika sistem pengukuran dapat diandalkan.
Apa cara paling sederhana untuk meningkatkan pemeriksaan laminasi?
Berhentilah menetapkan metode inspeksi berdasarkan kebiasaan. Tetapkan metode tersebut berdasarkan mode kegagalan. Gunakan CMM untuk geometri, penglihatan untuk fitur yang terlihat dengan cepat, dan alat pengukur untuk fungsi perakitan.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.