Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
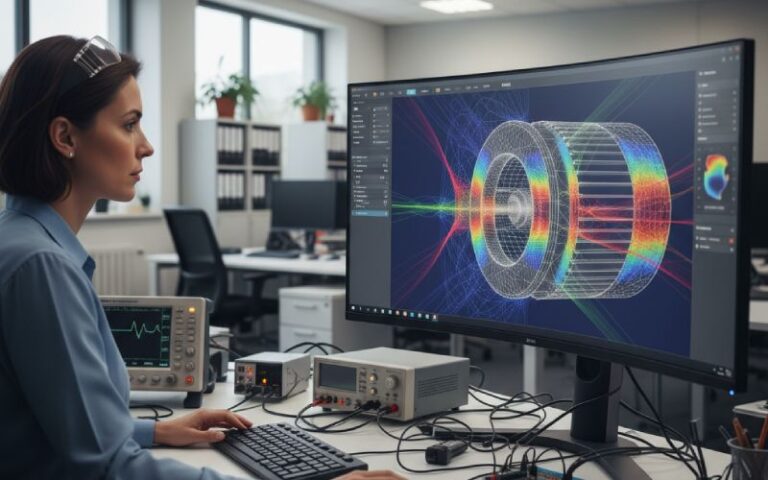
Contrôle dimensionnel de la stratification du stator et du rotor : MMT vs vision vs jauges
Principaux enseignements
Utiliser l'inspection CMM lorsque vous avez besoin de données GD&T traçables, de relations de référence, de concentricité alésage-OD, de planéité, de parallélisme, d'études de faux-rond, de contrôle du premier article, de preuves PPAP ou d'analyse Cpk.
Utiliser l'inspection visuelle lorsque vous avez besoin de vérifier rapidement des profils 2D sur des fentes, des dents, des encoches, des poches magnétiques, des tendances de bavures, des décalages de couches ou des erreurs d'orientation.
Utiliser des jauges fonctionnelles lorsque la question de la production est simple : le rotor s'adaptera-t-il à l'arbre, le stator s'adaptera-t-il au boîtier, l'aimant s'insérera-t-il, le bobinage passera-t-il par la fente ?
Pour piles de laminage du stator et du rotor, Le plan d'inspection le plus solide est rarement MMT vs vision vs jauges. Il est généralement CMM plus vision plus jauges, Chaque méthode est affectée à la bonne caractéristique et au bon stade de la production.
Table des matières
Pourquoi l'inspection de la pile de laminage n'est pas un contrôle dimensionnel normal ?
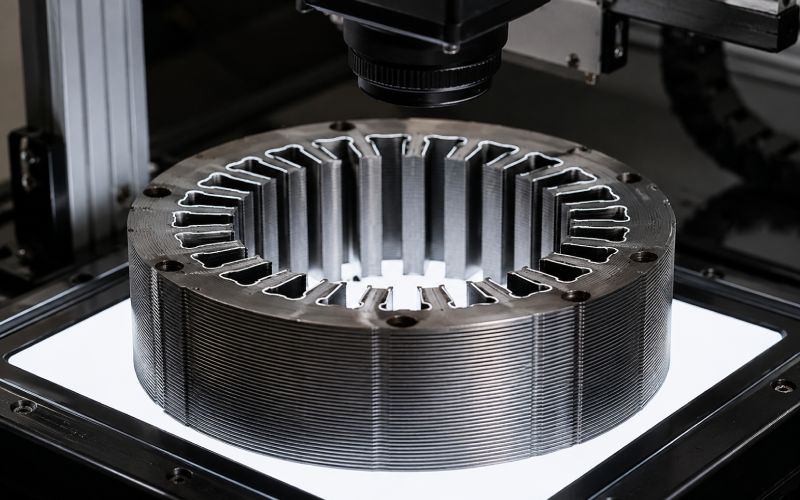
Une pile de laminage n'est pas simplement une pièce métallique avec une hauteur, un alésage et un diamètre extérieur.
Il s'agit de centaines de fines tôles d'acier électrique qui se comportent comme un seul élément. En grande partie. Pas parfaitement.
Ce petit détail a son importance. Une pile peut passer l'inspection de la hauteur et néanmoins échouer à l'assemblage parce que la hauteur ne révèle pas le décalage des couches, l'accumulation de bavures, l'onde de surface, l'erreur d'inclinaison ou la relation entre l'alésage et le diamètre extérieur. Un rotor peut sembler acceptable lors d'un simple contrôle du diamètre extérieur, mais présenter une variation de l'entrefer. Un stator peut passer une mesure de base de la largeur de la fente et néanmoins créer des problèmes d'insertion du bobinage.
C'est pourquoi inspection dimensionnelle de l'empilement du stator et inspection de la stratification du rotor nécessitent plus d'une méthode de mesure.
La méthode d'inspection doit suivre le mode de défaillance :
Variation de l'entrefer
Résistance d'insertion de l'enroulement
Problèmes de dégagement de la fente du stator en épingle à cheveux
Blocage de la pochette magnétique
Problèmes d'emmanchement de l'arbre
Problèmes d'adaptation du logement
Déséquilibre du rotor
Dérive de la hauteur de la pile
Erreur de planéité et de parallélisme des faces
Décalage des couches après l'empilage
Distorsion après soudage, collage ou emboîtement
C'est là que commence un plan d'inspection propre. Pas avec la machine.
MMT vs vision vs jauges : comparaison rapide
Méthode d'inspection
Meilleur pour
Point faible
Meilleure utilisation de la production
Sortie
Inspection CMM
GD&T, référentiels, concentricité alésage-OD, planéité, parallélisme, position, études de faux-rond
Plus lent ; nécessite une bonne stratégie de fixation et de mesure
Inspection du premier article, PPAP, validation du processus, audit périodique
Valeurs mesurées réelles
Inspection de la vision
Profil 2D, fentes, dents, poches magnétiques, encoches, décalage des couches, orientation, tendance des bavures
La détection des bords dépend de l'éclairage, de la mise au point, du contraste et de l'état de la surface.
Inspection en cours de fabrication à grande vitesse, contrôles 100% dans la mesure du possible
Valeurs mesurées ou réussite/échec
Jauges fonctionnelles
Ajustement de l'arbre, ajustement du boîtier, insertion de l'aimant, dégagement de la fente, hauteur de la pile.
En général, il n'y a pas de données de mesure complètes ; l'usure de la jauge doit être contrôlée.
Contrôles des opérateurs, contrôles de l'assemblage, confinement
Réussite/échec
Inspection hybride
Plan de contrôle de la pile de laminage complet
Besoin de corrélation entre les systèmes
Production mature de moteurs pour véhicules électriques et de moteurs industriels
Fonction Data plus
Une MMT fournit des preuves dimensionnelles plus solides. La vision donne de la rapidité. Les jauges donnent une confiance fonctionnelle.
Aucun d'entre eux ne doit être appelé à tout faire.
Quand utiliser l'inspection CMM pour les tôles de stator et de rotor ?
L'inspection par MMT est le bon choix lorsque la caractéristique a une relation de référence ou lorsque le résultat de la mesure doit servir de base à une documentation de qualité.
Utiliser la MMC pour :
Diamètre et circularité de l'alésage
Taille et circularité du DO
Concentricité entre l'alésage et le diamètre extérieur
Position des fentes, des trous, des encoches et des poches magnétiques
Planéité et parallélisme des faces de la pile
Géométrie liée à la sortie de route du rotor
Contrôles du point de référence du carter du stator
Vérification de l'angle d'inclinaison
Inspection du premier article
Preuves dimensionnelles PPAP et APQP
Études sur la capacité des processus, telles que Cp et Cpk
L'inspection par MMT est particulièrement utile lorsque le dessin utilise GD&T. La position, la planéité, le profil, la perpendicularité, le parallélisme et le faux-rond nécessitent une stratégie de mesure qui respecte la structure de référence. Les MMT sont généralement évaluées par des méthodes d'acceptation et de revérification telles que la série ISO 10360, qui couvre les essais de performance des machines à mesurer tridimensionnelles.
Mais l'inspection CMM peut induire en erreur si la pile de laminage n'est pas fixée dans les mêmes conditions que l'assemblage réel.
Un empilement à l'état libre peut être mesuré différemment d'un empilement serré. Une pile soudée peut se déplacer après l'apport de chaleur. Un empilement collé peut changer après le durcissement. Un noyau de rotor pressé peut ne pas se comporter comme l'empilement libre mesuré précédemment.
La question de la MMC ne se pose donc pas uniquement en ces termes :
Quelle est la dimension ?
C'est le cas :
Quelle est la dimension de la condition qui importe ?
Pour les travaux de précision sur les moteurs de traction des véhicules électriques, la méthode CMM est souvent utilisée comme méthode de référence pour la validation, la corrélation et l'analyse des causes profondes. Elle n'a pas toujours sa place sur chaque pièce, à chaque minute. Cela serait souvent lent et coûteux. Elle a sa place là où la profondeur de mesure est importante.
Quand utiliser l'inspection visuelle ?
L'inspection visuelle est la plus efficace lorsque la caractéristique est visible, qu'elle est basée sur les bords et qu'elle est répétée plusieurs fois.
Cela décrit de nombreuses caractéristiques de la stratification.
Utiliser l'inspection visuelle pour :
Profil de la fente du stator
Largeur de la dent
Géométrie de l'extrémité de la dent
Ouverture de la fente
Géométrie du bord de la poche de l'aimant du rotor
Emplacement du pont
Trous de refroidissement
Entrées de serrure et encoches d'orientation
Détection des tendances en matière de bavures
Décalage de la couche sur la face de la pile
Détection des pellicules manquantes ou tournées
100% inspection des tôles embouties
Un système de vision mesure en capturant des images, en détectant les bords et en convertissant les données des pixels en résultats dimensionnels par le biais de l'étalonnage. La méthode dépend fortement de l'éclairage, de l'optique, de la mise au point, du positionnement de la pièce, du contraste et des règles de détection des bords ; ces facteurs sont essentiels aux bonnes pratiques en matière de mesure de la vision dimensionnelle.
C'est là que de nombreux projets d'inspection échouent.
Un appareil photo ne mesure pas directement la pièce. Elle mesure l'image de la pièce. Cette image peut changer à cause de l'huile, de la brillance du revêtement, de l'ombre des bavures, du retournement des bords, des vibrations, de l'inclinaison de la pièce ou de la dérive de l'éclairage.
Pour les piles de laminage, l'inspection par vision donne de meilleurs résultats lorsque le plan d'inspection est défini :
Rétro-éclairage, éclairage frontal ou éclairage angulaire
Exposition et gain fixes
Objectif et distance de travail
Artéfact d'étalonnage et intervalle d'étalonnage
Règle de détection des bords
Méthode de localisation des pièces
Inclinaison admissible de la pièce
Corrélation avec la CMM ou les échantillons maîtres
Étude de répétabilité et de reproductibilité
La vision est généralement le meilleur choix pour les contrôles à haute fréquence. Il permet de détecter rapidement les tendances : dérive de la largeur des dents, mouvement de la forme de la fente, déplacement du bord de la poche ou mauvaise orientation de la stratification.
Mais la vision n'est pas toujours suffisante pour les relations 3D. Elle peut voir clairement la face supérieure et ne pas voir le comportement interne de la pile.
Quand utiliser les jauges fonctionnelles
Les indicateurs ne sont pas démodés. Les mauvais indicateurs sont démodés.
Une bonne jauge fonctionnelle répond à une question de production dans le même langage que l'assemblage :
L'arbre est-il adapté ?
Le boîtier est-il adapté ?
L'aimant s'insère-t-il ?
L'enroulement passe-t-il ?
La pile est-elle correctement assise ?
L'encoche est-elle correctement positionnée ?
La hauteur de la pile se situe-t-elle dans la plage utilisable ?
Utiliser les jauges pour :
Vérifications de l'alésage du rotor (go/no-go)
Vérifications du diamètre extérieur du stator ou de l'ajustement du boîtier
Contrôles d'insertion dans les poches magnétiques
Contrôles d'habilitation des créneaux
Contrôle de la hauteur des piles
Orientation de la rainure ou de l'encoche
Confirmation du nid d'assemblage
Tri rapide des contenants
Une jauge ne vous indiquera pas la rondeur réelle de l'alésage ni la position exacte de la poche. Ce n'est pas son rôle.
Son rôle est de protéger la ligne.
Par exemple, un noyau de rotor peut avoir une poche d'aimant dont la mesure varie légèrement en fonction de la détection des bords ou de la stratégie de palpage. Une jauge d'insertion d'aimant peut révéler rapidement le risque réel de l'assemblage. Cela ne remplace pas la MMT ou la vision. Elle ajoute une couche fonctionnelle.
Les jauges ont cependant besoin d'être contrôlées. L'usure de la jauge, la saleté, les dommages causés par les bavures, la dilatation thermique, la technique de l'opérateur et le manque de clarté des règles à suivre ou à ne pas suivre sont autant de facteurs qui peuvent créer une fausse confiance. Une jauge doit être incluse dans MSA. Les études R&R des jauges sont utilisées pour séparer la variation de la mesure en composantes de répétabilité et de reproductibilité, ce qui permet de déterminer si le système de mesure lui-même ajoute trop de variation.
Méthode d'inspection par type de caractéristique
Caractéristique ou risque
Méthode primaire recommandée
Méthode secondaire
Raison
Diamètre de l'alésage
CMM ou jauge d'alésage
Jauge de bouchon fonctionnel
Besoin de données sur la taille et de confirmation de l'ajustement
Concentricité entre l'alésage et le diamètre extérieur
CMM
Jauge de rotation
Affecte l'entrefer et l'alignement rotor/stator
Largeur de la fente du stator
Vision
Jauge d'espacement des fentes
La vision vérifie le profil ; la jauge confirme la fonction
Dégagement de la fente du stator en épingle à cheveux
Jauge fonctionnelle
Vision
Le comportement de l'assemblage est plus important qu'une valeur de largeur
Largeur de la poche de l'aimant du rotor
Vision ou CMM
Jauge d'insertion d'aimant
La géométrie des bords et l'ajustement sont tous deux importants
Position de la pochette magnétique
CMM
Vision
La relation de référence est importante
Hauteur de la pile
Jauge de hauteur ou jauge de fixation
Audit CMM
Un contrôle rapide est nécessaire ; l'audit confirme des problèmes plus profonds
Planéité de la face
CMM
Vérification de la fixation des sièges
La hauteur seule manque la vague de face
Décalage de la couche
Vision
Audit CMM
Le contrôle du visage visible est rapide
Angle d'inclinaison
CMM ou appareil dédié
Vision
Dépend de la conception de la pile
Tendance à la bavure
Vision
Audit manuel
La détection basée sur le contraste peut être rapide
Ajustement de l'arbre
Jauge fonctionnelle
CMM
Fit doit être protégé sur la ligne
Ce tableau est au cœur de la décision.
Si la fonction contrôle géométrie, utiliser la MMT. Si les contrôles des caractéristiques forme visible à la vitesse, utiliser la vision. Si la fonction contrôle ajustement de l'assemblage, utiliser des jauges.
Certaines caractéristiques nécessitent les trois.
Inspection de la stratification des moteurs de VE : des contrôles supplémentaires qui comptent
Les moteurs de traction des véhicules électriques exercent généralement une pression plus forte sur l'inspection de la stratification, car l'entrefer, l'efficacité, le bruit, la rétention de l'aimant et la répétabilité des grands volumes sont autant d'éléments qui entrent en ligne de compte en même temps.
Pour les noyaux du stator et du rotor de l'EV, il convient de prêter attention à ce qui suit :
Contrôle de l'entrefer
Les problèmes d'entrefer sont rarement causés par un seul chiffre. La géométrie de l'alésage, la géométrie du diamètre extérieur, la concentricité, l'assise de la pile, l'ajustement du boîtier et le faux-rond du rotor peuvent tous y contribuer.
L'inspection de la MMT doit permettre de vérifier les relations entre les points de référence. Les contrôles fonctionnels doivent confirmer que la pile est placée de la même manière que dans le moteur.
Géométrie des fentes du stator en épingle à cheveux
L'enroulement en épingle à cheveux est moins tolérant que l'enroulement en fil libre. L'ouverture de la fente, l'état de la paroi de la fente, le jeu de l'isolant et le décalage des couches peuvent créer une résistance à l'insertion.
La vision permet de vérifier rapidement le profil de la fente. Une jauge de fente peut confirmer le jeu réel. Une MMT peut vérifier la relation entre les points de référence et la position de la rainure.
Inspection de la pochette magnétique
Les poches de l'aimant du rotor nécessitent un contrôle de la largeur, de la longueur, de la géométrie du pont et de la position. Une poche acceptable en 2D peut encore poser des problèmes d'insertion en cas de bavures, de décalage de l'empilement ou de déformation locale.
Utilisez la vision pour le profil, la CMM pour la position et les jauges d'insertion pour la fonction.
Capacité de traitement
Une fois que la production est stable, l'inspection devrait aller au-delà de la méthode "réussite/échec".
Utilisation Cpk sur des caractéristiques critiques telles que la taille de l'alésage, la largeur de la poche, la largeur de la fente, la hauteur de la pile ou la position liée au point de référence lorsque des données variables sont disponibles. La capabilité du processus compare un processus maîtrisé aux limites de la spécification à l'aide d'indices de capabilité.
Si la caractéristique n'est vérifiée qu'au moyen d'une jauge go/no-go, vous pouvez protéger l'assemblage, mais vous disposerez de moins de données sur les tendances. C'est acceptable pour certaines caractéristiques. Ce n'est pas le cas pour toutes.
Un plan de contrôle pratique pour les piles de laminage
Un plan d'inspection en pile à forte stratification comporte généralement cinq niveaux.
1. Contrôle du laminage à l'entrée ou au moment de l'estampillage
Vérifier le profil de laminage individuel avant l'empilage. L'inspection par vision est souvent la méthode la plus rapide pour les fentes, les dents, les trous, les encoches et la géométrie des poches.
2. Contrôle du processus d'empilage
Contrôlez le nid, les broches, les surfaces de référence, la force de la presse, l'orientation du laminage, la direction des bavures et l'assise de la pile. Un bon système de mesure ne peut pas sauver complètement un processus d'empilage instable.
3. Contrôle dimensionnel après l'empilage
Vérifiez la hauteur des piles, l'état des faces, l'alésage, le diamètre extérieur, la concentricité et le décalage des couches. Utiliser la MMT lorsque les relations de référence sont importantes. Utiliser la vision pour des contrôles rapides et visibles. Utiliser des jauges pour les décisions relatives aux lignes.
4. Inspection après assemblage
Si la pile est soudée, collée, rivetée, clivée ou emboîtée, les mesures doivent être effectuées après le processus d'assemblage. L'assemblage peut modifier la géométrie.
5. Confirmation de l'ajustement de l'assemblage
Utiliser des jauges fonctionnelles ou des montages de simulation d'assemblage pour l'ajustement de l'arbre, du boîtier, l'insertion de l'aimant et le jeu du bobinage.
Il ne s'agit pas d'une inspection excessive. Il s'agit d'une inspection par étapes. Chaque étape permet de détecter un mode de défaillance différent.
Erreurs d'inspection courantes
Erreur 1 : Mesurer la hauteur de la pile et la considérer comme bonne
La hauteur de la pile ne prouve pas la planéité, le parallélisme, l'assise ou l'alignement des couches.
Erreur 2 : Utilisation d'une MMT sans discipline en matière de fixation
Si la pièce bouge, fléchit, bascule ou repose sur des bavures, le rapport de la MMT peut sembler précis alors que le résultat n'est pas utile.
Erreur 3 : Faire confiance à la vision sans contrôle de l'éclairage
La mesure de la vision dépend de la qualité de l'image. Si l'éclairage change, le bord peut se déplacer. Dans ce cas, la mesure se déplace également.
Erreur 4 : Utiliser des jauges sans faire de R&R sur les jauges
Une jauge qui ne peut être répétée n'est pas une méthode de contrôle. C'est une habitude de tri.
Erreur 5 : Ne pas corréler les méthodes
La MMT, la vision et les jauges doivent être testées sur les mêmes pièces lors du lancement. S'ils ne sont pas d'accord, il faut résoudre le problème rapidement. N'attendez pas que les rebuts de production commencent.
Stratégie d'inspection recommandée
Pour la plupart des programmes d'empilage de tôles de stator et de rotor :
Utilisation CMM pour l'inspection du premier article, la validation GD&T, les relations de référence, les études Cpk et l'audit périodique.
Utilisation inspection de la vision pour des contrôles 2D à grande vitesse sur les profils de laminage, les fentes, les dents, les poches magnétiques, les encoches, les tendances des bavures et le décalage des couches.
Utilisation jauges fonctionnelles pour l'ajustement de l'arbre, l'ajustement du boîtier, le jeu du bobinage, l'insertion de l'aimant et les décisions rapides en atelier.
Utilisation MSA et R&R des jauges avant de faire confiance aux données de mesure dans les études de capacité ou les rapports des clients.
Utilisation Cpk uniquement lorsque le système de mesure est stable et que le processus est statistiquement adapté à l'analyse de capabilité.
Le meilleur système n'est pas celui qui dispose de l'équipement le plus avancé. C'est celui qui détecte la bonne défaillance au bon moment du processus.
Besoin d'aide pour choisir la bonne méthode d'inspection ?
Si vous élaborez ou révisez un plan d'inspection de la stratification du stator/rotor, commencez par trois documents :
Le dessin de la pièce
Le plan de contrôle
Le volume de production attendu
À partir de là, chaque caractéristique peut être affectée à une MMT, à une vision, à des jauges ou à une méthode hybride.
Pour un examen pratique, préparez le plan de laminage, la spécification de l'empilage, le schéma de référence, les caractéristiques critiques pour la qualité et les problèmes d'assemblage connus. Un examen métrologique permet généralement d'identifier les contrôles qui doivent rester en laboratoire, ceux qui peuvent être transférés à la vision automatisée et ceux qui doivent devenir des jauges fonctionnelles dans l'atelier de production.
FAQ
Quelle est la meilleure méthode d'inspection pour les piles de laminage du stator et du rotor ?
Il n'existe pas de méthode optimale unique. La MMT est la meilleure pour les mesures dimensionnelles traçables et la GD&T. La vision est la meilleure méthode pour l'inspection rapide des profils et des arêtes. Les jauges sont idéales pour les contrôles d'ajustement fonctionnel. La plupart des programmes d'empilage de laminage nécessitent les trois méthodes.
L'inspection par vision peut-elle remplacer la MMT ?
L'inspection par vision peut remplacer certaines vérifications CMM après corrélation, en particulier pour les caractéristiques 2D visibles. Elle ne doit pas remplacer la MMT pour les GD&T à forte densité de données, les relations 3D profondes, l'inspection du premier article ou la validation des processus.
Les jauges sont-elles suffisamment précises pour l'inspection de la stratification des moteurs de véhicules électriques ?
Oui, lorsque la jauge est conçue autour de la fonction d'assemblage réelle et contrôlée par étalonnage et R&R de la jauge. Les jauges sont particulièrement utiles pour l'ajustement de l'arbre, l'insertion de l'aimant, l'ajustement du boîtier et le dégagement de la fente.
Quelles sont les caractéristiques à inspecter sur une pile de stator ?
Les contrôles courants de l'empilement du stator comprennent la taille de l'alésage, le diamètre extérieur, la largeur de la fente, la géométrie des dents, l'ouverture de la fente, la concentricité entre l'alésage et le diamètre extérieur, la hauteur de l'empilement, la planéité, le parallélisme, le décalage des couches et les caractéristiques de référence du boîtier.
Pourquoi une pile de laminage peut-elle passer l'inspection mais échouer à l'assemblage ?
En effet, l'inspection peut porter sur la mauvaise condition. Une pile peut être conforme à la hauteur mais non à la planéité. Elle peut réussir la largeur de la fente mais échouer dans l'insertion du bobinage. Elle peut passer la largeur de la poche mais échouer à l'insertion de l'aimant en raison de bavures ou de décalages de couches.
Les piles de laminage doivent-elles être mesurées à l'état libre ou serrées ?
Mesurez-les dans l'état qui correspond à l'exigence fonctionnelle. Si la pile est serrée dans le moteur, une inspection en charge ou en position assise peut s'avérer plus utile qu'une mesure à l'état libre.
À quelle fréquence les résultats de la MMC, de la vision et de la jauge doivent-ils être mis en corrélation ?
Corrélez-les lors du lancement, après un changement d'outillage, après la réparation d'un appareil, après un changement de caméra ou d'éclairage, après la réparation d'une jauge, et chaque fois que les résultats des mesures ne correspondent plus au comportement de l'assemblage.
Quel est le rôle du Cpk dans l'inspection du pelliculage ?
Le Cpk permet de déterminer si un processus stable peut respecter les limites des spécifications. Il est utile pour les dimensions critiques telles que la taille de l'alésage, la largeur de la fente, la largeur de la poche magnétique et la hauteur de la pile, mais uniquement si le système de mesure est fiable.
Quel est le moyen le plus simple d'améliorer le contrôle du laminage ?
Cessez d'attribuer des méthodes d'inspection par habitude. Attribuez-les en fonction du mode de défaillance. Utilisez la MMT pour la géométrie, la vision pour les caractéristiques visibles rapidement et les jauges pour la fonction d'assemblage.
Quelle est la meilleure méthode d'inspection pour les piles de laminage du stator et du rotor ?
Il n'existe pas de méthode optimale unique. La MMT est la meilleure pour les mesures dimensionnelles traçables et la GD&T. La vision est la meilleure méthode pour l'inspection rapide des profils et des arêtes. Les jauges sont idéales pour les contrôles d'ajustement fonctionnel. La plupart des programmes d'empilage de laminage nécessitent les trois méthodes.
L'inspection par vision peut-elle remplacer la MMT ?
L'inspection par vision peut remplacer certaines vérifications CMM après corrélation, en particulier pour les caractéristiques 2D visibles. Elle ne doit pas remplacer la MMT pour les GD&T à forte densité de données, les relations 3D profondes, l'inspection du premier article ou la validation des processus.
Les jauges sont-elles suffisamment précises pour l'inspection de la stratification des moteurs de véhicules électriques ?
Oui, lorsque la jauge est conçue autour de la fonction d'assemblage réelle et contrôlée par étalonnage et R&R de la jauge. Les jauges sont particulièrement utiles pour l'ajustement de l'arbre, l'insertion de l'aimant, l'ajustement du boîtier et le dégagement de la fente.
Quelles sont les caractéristiques à inspecter sur une pile de stator ?
Les contrôles courants de l'empilement du stator comprennent la taille de l'alésage, le diamètre extérieur, la largeur de la fente, la géométrie des dents, l'ouverture de la fente, la concentricité entre l'alésage et le diamètre extérieur, la hauteur de l'empilement, la planéité, le parallélisme, le décalage des couches et les caractéristiques de référence du boîtier.
Quelles sont les caractéristiques à inspecter sur un empilement de rotors ?
Les contrôles courants de la pile de rotor comprennent la taille de l'alésage, le diamètre extérieur, la concentricité alésage/diamètre extérieur, la géométrie de la poche de l'aimant, l'emplacement du pont, la hauteur de la pile, la géométrie liée à la sortie de route, l'angle d'inclinaison, la planéité et l'ajustement de l'arbre.
Pourquoi une pile de laminage peut-elle passer l'inspection mais échouer à l'assemblage ?
En effet, l'inspection peut porter sur la mauvaise condition. Une pile peut être conforme à la hauteur mais non à la planéité. Elle peut réussir la largeur de la fente mais échouer dans l'insertion du bobinage. Elle peut passer la largeur de la poche mais échouer à l'insertion de l'aimant en raison de bavures ou de décalages de couches.
Les piles de laminage doivent-elles être mesurées à l'état libre ou serrées ?
Mesurez-les dans l'état qui correspond à l'exigence fonctionnelle. Si la pile est serrée dans le moteur, une inspection en charge ou en position assise peut s'avérer plus utile qu'une mesure à l'état libre.
À quelle fréquence les résultats de la MMC, de la vision et de la jauge doivent-ils être mis en corrélation ?
Corrélez-les lors du lancement, après un changement d'outillage, après la réparation d'un appareil, après un changement de caméra ou d'éclairage, après la réparation d'une jauge, et chaque fois que les résultats des mesures ne correspondent plus au comportement de l'assemblage.
Quel est le rôle du Cpk dans l'inspection du pelliculage ?
Le Cpk permet de déterminer si un processus stable peut respecter les limites des spécifications. Il est utile pour les dimensions critiques telles que la taille de l'alésage, la largeur de la fente, la largeur de la poche magnétique et la hauteur de la pile, mais uniquement si le système de mesure est fiable.
Quel est le moyen le plus simple d'améliorer le contrôle du laminage ?
Cessez d'attribuer des méthodes d'inspection par habitude. Attribuez-les en fonction du mode de défaillance. Utilisez la MMT pour la géométrie, la vision pour les caractéristiques visibles rapidement et les jauges pour la fonction d'assemblage.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.