Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
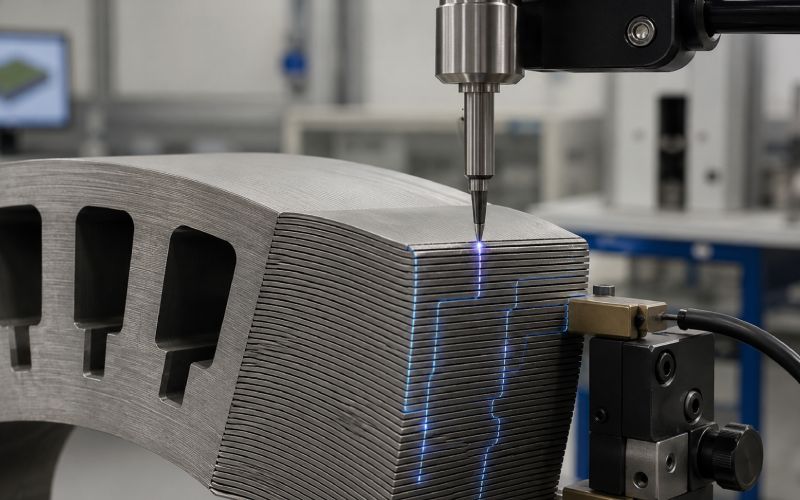
Pruebas de resistencia interlaminar para laminados de motor
Principales conclusiones
La prueba de resistencia interlaminar comprueba laminados de motor permanecen aislados eléctricamente después del revestimiento, estampado, apilado, unión, soldadura u otros procesos de núcleo.
Las pruebas de aislamiento superficial de una sola tira son útiles para las comprobaciones de acero eléctrico de entrada. Las pruebas de dos superficies y a nivel de pila suelen ser más significativas cuando lo que realmente preocupa es el comportamiento del núcleo del motor.
El resultado no es un número de material puro. La presión, la temperatura, las rebabas, los daños en el revestimiento, el aceite, los residuos, el área de la sonda y la compresión de la pila pueden modificar la lectura.
Para las pilas de laminados de motor, el mejor plan de pruebas suele combinar pruebas de aislamiento superficial, pruebas de resistencia interlaminar de dos superficies, inspección de rebabas y validación de pérdida de núcleo.
Índice
Por qué es importante la resistencia interlaminar en los laminados de motor
Las láminas de los motores son finas por una razón.
Un núcleo de acero sólido permitiría mayores bucles de corrientes parásitas. Estos bucles desperdician energía en forma de calor. El acero eléctrico laminado divide la trayectoria en capas más finas, y el aislamiento entre láminas ayuda a impedir que la corriente salte de una laminación a otra.
Esa es la versión limpia.
La versión de taller es menos limpia. Puede quedar bien un revestimiento en la bobina. Luego se perfora la chapa. Aparece una rebaba. Se prensa la pila. Se añade una soldadura. El adhesivo se cura. El ajuste de la carcasa añade tensión. De repente, dos láminas que deberían comportarse como láminas separadas están parcialmente conectadas.
Esa conexión puede ser pequeña. Puede no parecer grave. Pero en un núcleo de estator o rotor, los pequeños cortocircuitos repetidos pueden aumentar la pérdida del núcleo, crear calentamiento local y reducir la eficiencia del motor.
Así que la cuestión no es sólo:
¿Tiene el laminado un revestimiento aislante?
La mejor pregunta es:
¿Sigue teniendo la pila de laminación suficiente separación eléctrica después del proceso de fabricación real?
Ahí es donde las pruebas de resistencia interlaminar se ganan su lugar.
¿Qué es la resistencia interlaminar?
Resistencia interlaminar es la resistencia eléctrica entre láminas adyacentes en una pila de núcleos.
En las laminaciones de motor, el revestimiento de cada lámina debe restringir el flujo de corriente entre las capas. Una resistencia más alta significa generalmente un mejor aislamiento. Una resistencia más baja puede indicar daños en el revestimiento, contacto con rebabas, contaminación, presión excesiva o caminos conductores creados durante el montaje.
Una fuente habitual de confusión: la resistencia interlaminar no es lo mismo que la resistencia del aislamiento superficial.
La resistencia superficial del aislamiento suele medirse en una única tira o punzón de acero eléctrico en condiciones definidas de tensión, presión y temperatura. La resistencia interlaminar se mide entre dos superficies revestidas adyacentes, también en condiciones controladas, y el resultado está directamente ligado a la interfaz entre láminas.
Esa diferencia parece pequeña. En la producción, no lo es.
Una sola hoja puede aprobar. Una pila puede suspender.
Principales métodos de prueba del aislamiento de la laminación del motor
Método de ensayo
Qué comprueba
Mejor uso
Limitación principal
Prueba de aislamiento superficial de una sola tira
Resistencia del revestimiento en una cara de laminación o punzonado
Inspección de materiales entrantes, control de calidad de revestimientos, ensayos tipo Franklin
No representa totalmente dos láminas prensadas juntas
Ensayo de resistencia interlaminar de dos superficies
Resistencia entre dos superficies de laminación recubiertas
Comprobación del comportamiento de revestimiento a revestimiento bajo presión y temperatura definidas
Puede pasar por alto cortocircuitos en los bordes o contacto local con rebabas fuera de la zona de prueba.
Prueba de resistencia de minipila
Comportamiento de la resistencia a través de una pequeña pila representativa
Validación del proceso tras el estampado, la unión, la soldadura o el prensado
Más difícil de estandarizar; el diseño de las fijaciones importa
Comprobación eléctrica del núcleo acabado
Continuidad eléctrica o patrones de resistencia en un núcleo ensamblado
Detección de cortocircuitos interlaminares importantes tras el montaje
Puede no identificar la causa exacta
Prueba de pérdida de núcleo
Pérdida magnética total bajo excitación
Correlación del rendimiento final
No aísla el fallo del revestimiento de la tensión, el grado del material o la geometría.
Ningún método lo cubre todo. Es un inconveniente, pero es útil admitirlo.
Una prueba de revestimiento no es una prueba de motor. Una prueba de pérdida de núcleo no es una prueba de revestimiento. Una inspección de rebabas no es una prueba de aislamiento. Póngalas juntas y la imagen será mucho mejor.
Método 1: Pruebas de aislamiento superficial de una sola tira
El ensayo de aislamiento superficial de una sola banda se utiliza a menudo para bandas, chapas o laminados punzonados de acero eléctrico. En la prueba se aplica contacto eléctrico a la superficie recubierta en condiciones controladas. El objetivo es medir la resistencia del revestimiento superficial al flujo de corriente.
Este método es útil cuando se necesita examinar el material entrante o comparar la consistencia del revestimiento de un lote a otro. También es práctico para el control de calidad rutinario porque es más rápido que montar y probar una pila.
Utiliza este método para responder:
“¿Es aceptable en general el revestimiento de esta superficie de laminación?”
No lo utilice solo para responder:
“¿Evitará este núcleo de estator o rotor acabado los cortocircuitos interlaminar?”
La segunda pregunta se refiere a la calidad del punzonado, la dirección de las rebabas, la presión de apilado, el método de unión, la limpieza, el curado y la manipulación.
Las pruebas con una sola tira son una buena primera puerta. No lo es todo.
Método 2: Ensayo de resistencia interlaminar de dos superficies
Las pruebas de dos superficies juntan dos laminados de acero eléctrico revestidos y miden la resistencia a través de la interfaz. Esto se aproxima más a las condiciones en el interior de una pila de laminación.
El método suele definirse en torno a un voltaje, una presión y una temperatura predeterminados. El valor medido es la resistencia, a menudo expresada en kilo-ohmios, e indica la eficacia con la que el revestimiento limita las vías de corriente interlaminar en la maquinaria eléctrica.
Este método es especialmente útil cuando se está cualificando el propio revestimiento o cuando un cambio en el proceso puede afectar al aislamiento entre láminas.
Por ejemplo:
nuevo tipo de revestimiento,
diferentes espesores de laminación,
mayor presión de apilamiento,
nuevo adhesivo o proceso de unión,
tratamiento térmico después del punzonado,
cambió la holgura de la herramienta de estampado,
nuevo proceso de desbarbado.
La palabra importante es controlado.
Si cambia la presión, puede cambiar el resultado. Si cambia la temperatura, el resultado puede cambiar. Si cambia la superficie de contacto, también puede cambiar el resultado.
Eso no significa que la prueba sea débil. Significa que la prueba debe describirse correctamente.
Un valor de resistencia sin presión de ensayo, temperatura, superficie de la probeta y método de contacto es sólo un resultado a medias.
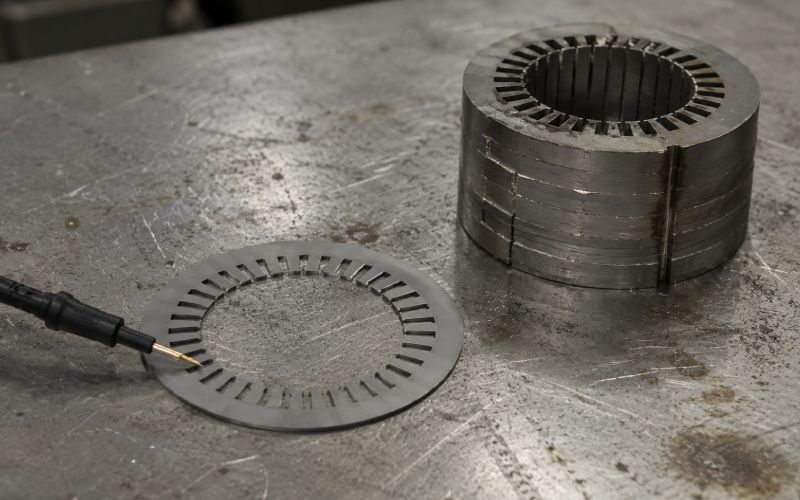
Método 3: Pruebas a nivel de pila
Las pruebas a nivel de pila no siempre son tan pulcras como un método estandarizado de hoja plana, pero a menudo se acercan más al problema real.
Se puede construir una minipila a partir de laminaciones reales de producción. A continuación, se comprueba la resistencia a través de regiones seleccionadas antes y después de los pasos clave del proceso.
Aquí es donde aparecen muchos problemas ocultos.
Una laminación puede pasar la inspección de revestimiento antes del punzonado. Tras el punzonado, las rebabas del borde pueden crear contacto eléctrico entre las capas. Tras el prensado, el contacto se hace más fuerte. Tras la soldadura o la unión mecánica, algunas láminas pueden formar puentes eléctricos. Los estudios de fabricación han relacionado repetidamente la deformación por punzonado, la formación de rebabas y los contactos interlaminares con el riesgo añadido de pérdida por corrientes parásitas en los núcleos laminados.
Para el control de calidad del núcleo del motor, las comprobaciones a nivel de pila son útiles después:
estampado o troquelado,
desbarbado,
apilamiento,
enclavamiento,
unión,
soldadura,
curado,
impregnación,
prensado final en una carcasa.
No es necesario realizar pruebas siempre después de cada paso. Durante el desarrollo del proceso, sí, hay que probar más. Una vez conocido el paso débil, el control de la producción puede ser más sencillo.
Un buen plan de pruebas específico para un proceso ahorra tiempo porque evita perseguir la causa equivocada.
¿Cuál es la causa de la baja resistencia interlaminar?
La baja resistencia interlaminar suele deberse a una de estas cuatro causas: revestimiento, estado de los bordes, contaminación o presión de montaje.
1. Defectos de revestimiento
El revestimiento puede ser demasiado fino, agrietado, irregular, poco curado, demasiado curado, rayado o faltar en zonas pequeñas. Incluso los pequeños defectos son importantes si se repiten en muchas laminaciones.
2. Rebabas y contacto de bordes
Las rebabas son una de las causas más comunes de falsa confianza.
La cara de laminación puede salir bien. El borde puede que no. Cuando la pila se comprime, las rebabas pueden tocar la hoja siguiente y crear caminos conductores locales.
Por este motivo, la inspección de cantos y la medición de la altura de las rebabas deben realizarse junto a las pruebas eléctricas, y no a posteriori.
3. Contaminación conductiva
El polvo metálico, los residuos carbonizados, el aceite sucio, las partículas abrasivas y la contaminación por manipulación pueden reducir la resistencia. A veces se culpa al revestimiento cuando el verdadero problema es el proceso de limpieza.
4. Unión y compresión
La soldadura, el enclavamiento, el remachado, la sujeción y el ajuste a presión pueden crear conexiones entre chapas. Algunas son intencionadas desde el punto de vista mecánico. Desde el punto de vista eléctrico, pueden añadir pérdidas si no se controlan.
El problema no siempre es un cortocircuito dramático. A menudo se trata de muchos pequeños contactos. Silenciosamente malos.
Cómo pueden inducirle a error los resultados de las pruebas
La prueba de resistencia interlaminar es útil, pero es fácil sobreinterpretarla.
Un valor alto no demuestra que el núcleo del motor acabado sea perfecto. Demuestra que la interfaz probada se comportó bien en las condiciones seleccionadas.
Un valor bajo no siempre significa que el proveedor del revestimiento haya fallado. Puede significar que el proceso de estampación dañó el revestimiento, que la presión de ensayo era demasiado alta, que la probeta estaba sucia o que la sonda aterrizó en una zona con rebabas.
Los errores más comunes son sencillos:
Error
Por qué causa problemas
Mejor enfoque
Prueba sólo sábana plana
Pierde el daño del proceso de perforación o apilamiento
Pruebas antes y después de las fases críticas de fabricación
Ignorar la dirección de las rebabas
Las rebabas pueden entrar en contacto con las chapas adyacentes bajo presión
Registre la altura de la rebaba, la dirección y la ubicación de la prueba
Utilizar una lectura como prueba
La calidad del revestimiento y de los bordes varía según el laminado
Utilización de lecturas múltiples y seguimiento del valor mínimo
Comparación de los resultados de diferentes encuentros
La presión y el área de contacto pueden no coincidir
Fijar el método de ensayo antes de establecer los límites
Tratar la pérdida de núcleo como prueba de recubrimiento
Las pérdidas en el núcleo incluyen los efectos del material, la tensión, la geometría y el ensamblaje.
Utilizar la pérdida de núcleo como correlación, no como causa raíz por sí misma.
Un número claro puede contar una historia confusa.
Fijar límites prácticos de aceptación
No existe un límite universal de resistencia interlaminar que funcione para todas las pilas de laminación de motores.
Un motor de tracción de alta velocidad, un motor industrial, el núcleo de un generador y el motor de un pequeño electrodoméstico no comparten la misma tensión de funcionamiento. La frecuencia, la densidad de flujo, la temperatura, el grosor del laminado, el tipo de revestimiento y el proceso de apilamiento son factores importantes.
Debe establecerse un límite de aceptación práctico a partir de la aplicación.
Empiece con estas preguntas:
¿Cuál es la gama de frecuencias del motor?
¿Qué grosor de laminado se utiliza?
¿El núcleo está pegado, soldado, entrelazado o sujeto mecánicamente?
¿Verá la pila el curado, la impregnación o el alivio de tensiones?
¿Dónde es más probable que se produzcan los cortocircuitos: en la cara, el borde, la punta del diente, la pared de la ranura, el orificio o el diámetro exterior?
¿Qué resultado de la prueba se corresponde con la pérdida real de núcleo o el comportamiento de los puntos calientes?
A continuación, defina los detalles de la prueba.
Como mínimo, grabar:
método de ensayo,
tensión de prueba o modo de corriente,
presión o fuerza de contacto,
temperatura,
tamaño de la muestra,
número de lecturas,
lugar de la prueba,
lado de laminación,
dirección de la rebaba,
estado de la superficie,
valor mínimo,
valor mediano,
gama.
Para el control de calidad de la producción, el valor mínimo suele ser más útil que la media. Un área débil puede importar más que diez lecturas limpias.
Aquí es donde merece la pena utilizar un plan de pruebas de pila de laminación personalizado. No porque la prueba sea complicada. Porque la prueba equivocada es fácil.
Una mejor estrategia de ensayo para las pilas de laminación de motores
Un plan de inspección sólido no se basa en un único punto de control.
Utilice un enfoque por capas:
Comprobación del material entrante
Realice pruebas de aislamiento superficial para verificar la consistencia del revestimiento antes de estampar o cortar.
Control posterior al sellado
Inspeccione las rebabas, los daños en el revestimiento y el estado de los bordes. Añada comprobaciones eléctricas en las zonas más propensas a cortocircuitos.
Comprobación de la interfaz de dos superficies
Medir el comportamiento de la superficie recubierta bajo una presión y temperatura definidas.
Muestra de proceso o comprobación de minipila
Construye una pequeña pila utilizando el proceso de fabricación real. Haz pruebas antes y después de pegar, soldar o prensar.
Finalizada la validación del núcleo
Utilice pruebas de pérdida de núcleo y comprobaciones térmicas para confirmar si los problemas de aislamiento eléctrico están afectando al rendimiento.
Esta secuencia da una respuesta mejor que cualquier prueba aislada.
También ayuda a separar los problemas de material de los de proceso. Esta distinción es importante cuando se pierde tiempo entre los equipos de compras, producción y calidad.
Cuándo revisar el equipo o la configuración de ensayo
Las lecturas de resistencia interlaminar pueden desviarse por razones que no tienen nada que ver con la laminación.
Revisa la configuración de la prueba si ves:
gran variación entre operadores,
desplazamientos bruscos tras el mantenimiento de la instalación,
resultados de paso repetido mientras aumenta la pérdida de núcleo,
buenos resultados en una sola tira, pero mal comportamiento en la pila,
valores de resistencia que cambian bruscamente con pequeños cambios de presión,
lecturas bajas sólo cerca de bordes o ranuras,
lecturas incoherentes tras la limpieza o la exposición al calor.
En estos casos, el siguiente paso no siempre es “elevar el requisito de recubrimiento”.”
A veces, lo correcto es un mejor control de las fijaciones, un mejor posicionamiento de las muestras, un mejor control de las rebabas o un plan de pruebas que se ajuste a la presión real de apilamiento.
Para los equipos de producción, un banco de pruebas controlado y un método de muestreo claro suelen ser más importantes que añadir más mediciones aleatorias.
Lista de comprobación práctica para las pruebas de resistencia de la pila de laminación
Utilice esta lista de control antes de aprobar un método:
¿Están definidas la tensión, la presión y la temperatura de ensayo?
¿La muestra es plana, limpia y representativa?
¿Se tienen en cuenta tanto los riesgos frontales como los periféricos?
¿Se mide la altura de las rebabas por separado?
¿Se toman lecturas en suficientes lugares?
¿Se registra el valor mínimo y no sólo la media?
¿Se repite la prueba después de los pasos críticos del proceso?
¿Existe una relación entre los resultados de la resistencia y el comportamiento de pérdida de núcleo?
¿Utilizan los operarios la misma fuerza de contacto y la misma ubicación de la sonda?
¿Está el límite de apto/no apto vinculado a la aplicación real del motor?
Si la respuesta es no a varias de estas preguntas, la prueba puede producir números. Los números pueden no proteger el motor.
¿Necesita un plan de pruebas específico para cada proceso?
Si su pila de laminación muestra lecturas inestables después de estampar, pegar, soldar o prensar, puede que el problema no sea sólo el revestimiento.
Una evaluación útil comienza con cuatro detalles:
material de laminación y grosor,
tipo de revestimiento,
método de unión de pilas,
método de ensayo actual y patrón de rechazo.
A partir de ahí, un plan de pruebas específico puede identificar si el punto débil es la calidad del revestimiento, la formación de rebabas, la presión de apilamiento, la contaminación o los daños de montaje.
Suele ser más rápido que repetir las pruebas en una sola hoja y esperar que aparezca la respuesta.
PREGUNTAS FRECUENTES
¿Qué es la resistencia interlaminar en las laminaciones motoras?
La resistencia interlaminar es la resistencia al flujo de corriente entre láminas adyacentes en el núcleo de un motor. Muestra hasta qué punto el revestimiento aislante y el estado de la pila restringen el contacto eléctrico entre láminas.
¿Por qué es importante la resistencia interlaminar?
Ayuda a limitar las corrientes parásitas interlaminares no deseadas. Un aislamiento deficiente puede aumentar las pérdidas en el núcleo, generar calentamiento local y reducir la eficiencia del motor.
¿Es lo mismo la resistencia interlaminar que la resistencia del aislamiento superficial?
No. La resistencia de aislamiento superficial suele probarse en una superficie de laminación o punzonado. La resistencia interlaminar se prueba entre dos superficies laminadas adyacentes. Están relacionadas, pero no miden lo mismo.
¿Para qué sirve una prueba de tipo Franklin?
La prueba de tipo Franklin se utiliza habitualmente para evaluar la resistencia del aislamiento superficial en flejes, chapas o punzones de acero eléctrico. Es útil para el control de calidad de revestimientos y la inspección de materiales entrantes.
¿Puede un laminado pasar la prueba de aislamiento superficial pero fallar en una pila?
Sí. Las rebabas de estampación, los residuos, la presión de apilamiento, la soldadura, la unión y los daños de manipulación pueden crear caminos conductores después de que la chapa original pase la inspección.
¿Cuál es la causa de la baja resistencia entre las láminas del motor?
Entre las causas más comunes se encuentran los daños en el revestimiento, el revestimiento fino, el contacto con rebabas, las partículas metálicas, el aceite sucio, la compresión excesiva, las trayectorias de soldadura, los puntos de enclavamiento y los daños por calor relacionados con el proceso.
¿Las pruebas deben incluir los bordes de laminación?
Sí, cuando los cortocircuitos por rebabas o los daños en los bordes forman parte del riesgo. Las pruebas frontales y las centradas en los bordes responden a preguntas diferentes, por lo que la ubicación de la prueba debe definirse claramente.
¿Cuántas lecturas son necesarias?
No existe un número fijo para cada pila. Utilice suficientes lecturas para capturar la variación en la cara de laminación, el borde, el área del diente, la región de la ranura, el orificio y el diámetro exterior. Para la validación, más lecturas son mejores que un promedio limpio de muy pocos puntos.
¿Una alta resistencia interlaminar garantiza una baja pérdida de núcleo?
No. La pérdida en el núcleo también depende de la calidad del material, el grosor del laminado, la densidad de flujo, la frecuencia, la tensión, la geometría, el método de unión y la calidad del montaje. Una alta resistencia ayuda, pero no es toda la respuesta.
¿Cuál es la mejor manera de probar las pilas de laminación de motores terminadas?
Utilice un método combinado: pruebas de aislamiento de la superficie para el material entrante, pruebas de dos superficies para el comportamiento de la interfaz del revestimiento, pruebas a nivel de pila después del procesamiento y pruebas de pérdida de núcleo para la correlación final del rendimiento.
Comparte tu aprecio
Charlie
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.