Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
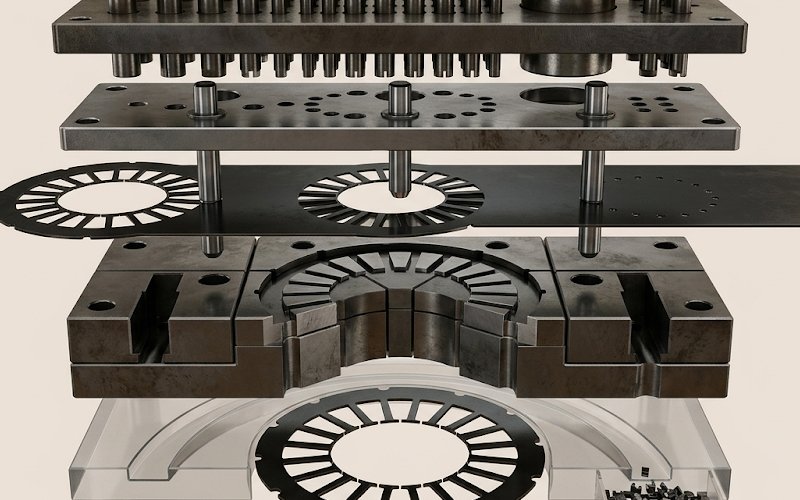
Diseño de matrices para laminados de motor: Tolerancias clave, pilotos y control de desechos
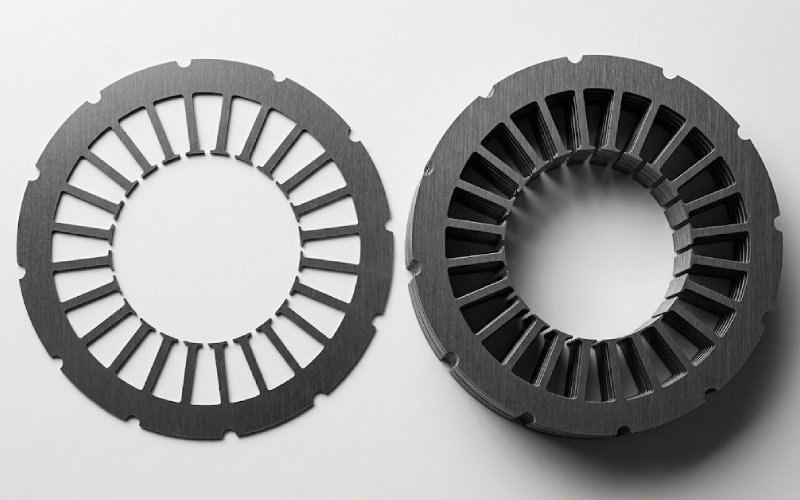
Pilas de laminación son implacables. Una pieza estampada puede parecer limpia en el banco y seguir comportándose mal una vez que se convierte en un rotor o un paquete de estator. Ésa es la verdadera trampa.
Para laminados de motor, El diseño de la matriz no consiste sólo en sujetar el perfil exterior. Se trata de mantener el perfil y el borde cortado y el registro de una estación a otra. Los tres van a la vez. Se necesita una repetibilidad estricta porque la pila de laminación tiene que satisfacer requisitos eléctricos, magnéticos y mecánicos al mismo tiempo. El corte mecánico también cambia el comportamiento magnético cerca del borde; los trabajos publicados muestran una mayor pérdida de hierro, una menor permeabilidad y una degradación más fuerte a medida que aumenta la longitud del borde de corte por unidad de masa.
Una nota antes de los detalles. “Tolerancias clave” en este artículo significa tolerancias de proceso y ventanas de control en la matriz, no una falsa tolerancia de impresión universal para cada diseño de motor. El GD&T exacto de la pieza depende del diámetro, el número de ranuras, el nivel de potencia, la estrategia de entrehierro, el método de apilado y el método de inspección. Sin embargo, la propia matriz tiene una corta lista de dimensiones y ventanas de proceso que merecen la mayor parte de la atención. Son las que se indican a continuación.
Índice
Por qué los troqueles de laminación de motores son menos tolerantes que los troqueles de corte normales
La primera razón es bastante obvia: el acero eléctrico fino no perdona mucho. La segunda razón es menos obvia. Muchos de los elementos más sensibles de un motor no son grandes. Son estrechas. Aberturas de ranuras. Puntas de dientes. Puentes. Pequeños orificios piloto. Pequeñas muescas que parecen inofensivas en un trazado de banda y luego deciden si la pila funciona silenciosamente o no.
Esto es importante porque el diámetro interior del estator, las dimensiones de las ranuras y las tolerancias geométricas relacionadas influyen en el entrehierro, el volumen del bobinado, la inductancia, la contrafuerza electromagnética, la ondulación del par y el ajuste del conjunto. Investigaciones recientes sobre inspección de ranuras muestran también que la anchura y profundidad de las ranuras, la desalineación de la laminación y la presencia de rebabas a lo largo de la pila son lo suficientemente críticas como para justificar una inspección sin contacto específica. Así que sí, un troquel de laminación es una herramienta dimensional. También es, tranquilamente, una herramienta de rendimiento electromagnético.
Y luego está el borde cortado. Las rebabas no son sólo estéticas. Las rebabas en los bordes pueden unir láminas adyacentes y crear vías de fallo interlaminar. Los trabajos publicados sobre núcleos eléctricos señalan que las rebabas en los bordes pueden provocar calentamiento local, pérdidas adicionales por corrientes parásitas, daños en el aislamiento del bobinado y, en casos graves, el fallo del núcleo.
Tolerancias clave para las pilas de laminación: lo primero que hay que fijar
No todas las tolerancias merecen la misma energía. Algunas dimensiones afectan sobre todo al ajuste. Otras afectan a la vez al comportamiento del motor, la calidad del apilado y la estabilidad de la matriz.
Área prioritaria
Lo que realmente necesita control
Por qué importa en las pilas de laminación
Cuál suele ser la causa de la deriva
Posición de taladro a taladro y de rasgo a rasgo
Relación posicional, no sólo dimensiones individuales
Cambia el comportamiento del entrehierro, el ajuste y la alineación de la pila.
Pilotaje débil, agujeros piloto distorsionados, apoyo desigual de la banda
Abertura de la ranura, profundidad de la ranura, perfil de la punta del diente
Estrecha geometría magnética y de bobinado
Afecta a la inserción del bobinado, la trayectoria del flujo local, la ondulación del par y la exposición a las rebabas de la ranura.
Mala sincronización de la estación, movimiento de la banda tras el enganche del piloto, desgaste del punzón
Separación entre punzón y matriz
Holgura estable durante el ciclo de rectificado
Controla el bruñido, la fractura, la tendencia de las rebabas, el desprendimiento de babosas y el desgaste de los punzones.
La holgura se ajusta una vez y nunca se recalifica tras el desgaste o el afilado
Ajuste y sincronización del piloto
Tamaño del orificio, tamaño de la nariz piloto y secuencia de sincronización
El registro final de las tiras se realiza aquí, no en el alimentador
Piloto demasiado grande, demasiado corto, demasiado tarde o trabajando en un orificio de localización dañado.
Trayectoria de evacuación de las babosas
Terreno, relieve, trayectoria de caída y método antipullback
Mantiene la chatarra fuera del siguiente golpe y protege la calidad del canto
Estas prioridades coinciden con los descubrimientos actuales en metrología y fabricación: las láminas del rotor y el estator necesitan un control dimensional de alta repetibilidad; la geometría de las ranuras y las rebabas dentro de la pila acabada son críticas para la inspección; y la calidad de los bordes cortados tiene consecuencias eléctricas directas.
Pautas de holgura entre punzón y matriz para laminados eléctricos de acero
Aquí es donde se ganan o se pierden muchas herramientas de laminación. No porque la autorización sea glamurosa. No lo es. Porque la holgura controla silenciosamente muchas otras cosas.
Un punto de partida muy utilizado en la estampación es alrededor de 5% de espesor por lado. Esa línea de base sigue siendo importante. Pero el material fino no suele comportarse bien en esa línea de base. Las referencias de estampación de alta velocidad señalan que el material más fino que 0,5 mm (0,020 pulg.) comúnmente necesita una holgura considerablemente mayor entre el punzón y la matriz antes de que el agujero perforado sea mayor que la punta del punzón y el desecho se libere en la matriz. El material fino también puede necesitar más holgura para compensar el abombamiento y la compresión alrededor del punzón.
Eso significa que la pregunta útil no es: “¿Cuál es el espacio libre correcto?”. Está más cerca de esto: ¿A qué distancia este acero eléctrico revestido proporciona una calidad de filo estable sin convertir el control de los proyectiles en una lucha?
He aquí una práctica tabla de partida.
Artículo del lado del troquel
Ventana de salida práctica
Por qué es importante
Qué comprobar en la prensa
Distancia entre punzón y matriz, por lado
Comienza cerca de 5% de espesor por lado; se mueven hacia arriba en calibres finos cuando los desechos quedan apretados en la matriz o el agujero se cierra en el punzón
Calidad de los cantos, tendencia a las rebabas, vida útil de la herramienta, ausencia de desechos
Equilibrio bruñido/fractura, crecimiento de rebabas, tamaño del orificio frente al tamaño del punzón, atasco de desechos
Encaje piloto-agujero
Punto piloto común 0,0005 a 0,0010 pulg. más pequeño que el orificio de colocación
Registro final sin pegar
Marcas de testigos en el agujero, granallado, recogida retardada
Tiempo de pilotaje
El piloto debe entrar y empezar a localizar antes de las abrazaderas, a menudo sobre 1-2× grosor del material antes del contacto con la almohadilla
Evita intentar mover el material sujetado
Desajuste de la estación, carga lateral, rozaduras alrededor de los orificios de fijación
Sobre-entrada
Limitarse al mínimo necesario; en el trabajo de alta velocidad, la orientación a menudo lo mantiene a 0,5 mm (0,020 pulg.) máx.
Exceso de succión, desgaste, retroceso de proyectiles
Calor cerca de la punta del punzón, tirones, aumento de la fuerza de extracción
Longitud del terreno de la matriz
Para trabajos de poco espesor, evite que la tierra sea excesiva; una regla común es no más de 4× de grosor de material
Trampas de tierra largas o pilas de babosas
Apilamiento de babosas, empaquetamiento de matrices, puntas astilladas
Se trata de ventanas de partida, no de promesas. Se basan en las directrices actuales de estampación sobre perforación, pilotaje y comportamiento de los desechos a alta velocidad. Funcionan mejor cuando se verifican con muestras de banda reales, no solo con intentos CAD.
También hay aquí un punto contraintuitivo. Más holgura no siempre significa más rebaba de la forma que la gente espera. Algunas referencias sobre perforación señalan que un gran aumento de la holgura puede reducir al mínimo la altura de la rebaba y prolongar la vida útil de la herramienta, pero sólo si se ha previsto un control de los desechos. Sin esa segunda parte, el mismo movimiento puede cambiar problemas de rebaba por problemas de retroceso. Por tanto, el diseñador de la matriz no optimiza únicamente la holgura. La holgura y la estrategia de desprendimiento deben establecerse conjuntamente.
Mejores prácticas de diseño piloto para matrices de laminación progresiva
El alimentador acerca la banda. El piloto termina el trabajo. Sigue siendo la forma más limpia de verlo.
En el utillaje progresivo, la longitud de trabajo del piloto tiene que sobrepasar el expulsor para que el piloto pueda recoger el orificio y mover la banda a su posición. antes de otros punzones cometen el siguiente corte. La guía de estampado describe la punta piloto entrando en el agujero antes del contacto con el expulsor, con la punta piloto a menudo dimensionada ligeramente por debajo del agujero para evitar que se atasque. La guía de pilotaje reciente da un ajuste típico de aproximadamente 0,0005 a 0,001 pulg. al orificio piloto; las referencias de herramientas más antiguas suelen dimensionar el punto piloto 0,001 pulg. más pequeño que el punzón que hizo el agujero de localización.
Parece un detalle insignificante. No lo es. La entrada tardía de un piloto provoca una reacción en cadena:
La banda no está completamente situada. La almohadilla se bloquea. Entonces la herramienta intenta cortar, rasurar o acuñar desde una posición medio errónea. Para entonces el troquel ya no está corrigiendo el error. Está grabando el error en la pieza.
Las laminaciones finas empeoran esta situación. Las actuales notas de producción de láminas finas señalan que lo que antes se consideraba fino, alrededor del 0,014 pulg., ahora parece pesado al lado de 0,006 pulg. y 0,004 pulg. material. A medida que disminuye el calibre, la banda se vuelve menos tolerante a los largos recorridos sin apoyo y más sensible al apoyo, la estabilidad del avance y la sincronización del piloto.
Así pues, para los troqueles de laminación, una buena estrategia piloto suele implicar cinco cosas:
Piloto de una función limpia y de baja distorsión. Mantenga el piloto ligeramente por debajo del agujero, no “tan apretado como sea posible”.” Haga que el piloto se enganche antes de que la almohadilla atrape completamente la banda. Evite pedir al mismo orificio piloto que sobreviva a demasiados abusos aguas arriba. Vuelva a comprobar el ajuste del piloto después de los reafilados, no sólo después de la prueba inicial.
No ignore el tipo de revestimiento al ajustar el troquel
No todos los revestimientos aislantes del acero eléctrico realizan la misma función. Las clasificaciones estándar de los revestimientos distinguen diferentes productos químicos y funciones previstas, como el nivel de aislamiento, la perforabilidad, la soldabilidad, la resistencia al recocido y la resistencia a la presión. Algunas clases de revestimiento se asocian explícitamente con una mejor capacidad de perforación, mientras que otras se eligen para condiciones térmicas o de presión más duras.
Así que una receta de limpieza que se comportó bien en un grado de recubrimiento no debe copiarse ciegamente a otro. Ni siquiera cuando el grosor de la base es similar. La elección del revestimiento afecta a la fricción, a la sensibilidad a los daños superficiales y a la cantidad de rebabas o rodillos en los bordes que puede tolerar la pila posterior antes de que el rendimiento del aislamiento empiece a disminuir. Es necesario congelar los ajustes de la matriz contra el material recubierto real, no contra un apellido material.
Métodos de control de desechos para herramientas de laminación de motores
El control de babosas no es un tema de limpieza. Es un tema de calidad. Un proyectil arrancado puede marcar la siguiente laminación, astillar una punta, magullar un diente estrecho, alterar el revestimiento e iniciar una tendencia a la rebaba que aparece mucho más tarde en el montaje de la pila. Para entonces, la causa real ya tiene dos turnos.
Las referencias de estampación de alta velocidad identifican varias causas recurrentes de arrastre de desechos: vacío atrapado, lubricante pegajoso, sobreentrada del punzón y holgura suelta sin método de retención. Las mismas referencias también muestran que la retirada puede ser responsable de una gran parte del desgaste del punzón, y que la sobreentrada del punzón aumenta la succión en la retirada.
Tres capas de control son las más importantes.
Primero, la cara del puñetazo. Los pasadores eyectores accionados por resorte o los punzones ventilados ayudan a romper el sello de vacío y empujan el desecho lejos de la cara del punzón durante la retirada. En el caso de los punzones redondos, también se utiliza el cizallamiento cónico, ya que reduce la carga y la tendencia al arrastre del desecho.
Segundo, la apertura del troquel. La longitud excesiva de la tierra es una de las principales causas del atasco de los proyectiles. La guía para el trabajo con material fino suele mantener la longitud de la tierra a no más de cuatro veces el grosor del material, con relieve cónico o cónico inverso para ayudar a que los proyectiles se desprendan limpiamente. El acabado liso del relieve también es importante; los avellanados rugosos pueden atrapar los proyectiles y favorecer su caída.
Tercero, la ruta de caída. Las buenas normas de troqueles siguen diciendo lo obvio porque sigue siendo cierto: prevea orificios de paso a través de la zapata del troquel para todos los desechos y orificios piloto. Separe la caída de la pieza de la caída de la chatarra siempre que pueda. Deje que la chatarra salga, no que merodee por debajo de la zona de corte.
Un último detalle. El control de rebabas y el control de desechos están relacionados. La antigua regla general de estampación de que la altura de la rebaba puede ser tan alta como 10% de espesor de chapa es demasiado floja para utilizarla como manta de confort para las pilas de laminación. En los laminados eléctricos, las rebabas pueden crear cortocircuitos interlaminares. Los trabajos publicados sobre núcleos eléctricos citan ejemplos en torno a 0,05 mm en una longitud de borde de 10 mm, con picos locales más altos tratados a veces por separado, y algunas orientaciones de producción para las banderas de laminación rebabas en el 10-20 μm como ya es significativo para la calidad del pilotaje. Lo más sensato es fijar la alarma interna del proceso muy por debajo de la antigua norma 10% y confirmar el límite final en función del factor de apilamiento, la resistencia del aislamiento y los resultados térmicos.
Una práctica secuencia de depuración cuando las pilas de laminación empiezan a desviarse
Cuando una pila de laminación empiece a mostrar desalineación, rebaba ascendente o tensión aleatoria en las ranuras, no empiece por la pieza acabada y adivine. Camine hacia atrás.
Comprueba el recorrido de la banda. A continuación, compruebe el estado del orificio de fijación. A continuación, ajuste del piloto y sincronización. A continuación, despeje de punzonado en la estación activa. A continuación, estado del terreno y del relieve. Entonces sobre-entrada. A continuación, la cantidad de lubricante y dónde cae realmente.
Ese orden no es elegante. Pero funciona. Los daños en los orificios piloto y la inestabilidad de la banda suelen aparecer antes que los defectos evidentes de la pieza, y el comportamiento de los desechos puede indicarle si el problema de holgura es geométrico, está relacionado con el desgaste o simplemente se ve amplificado por la retirada y el vacío.
PREGUNTAS FRECUENTES
¿Cuál es una buena holgura inicial para las matrices de laminación de motores?
Un punto de partida habitual es unos 5% de espesor de stock por lado, pero el acero eléctrico fino a menudo necesita más que eso antes de que el agujero deje de agarrar el punzón y el proyectil caiga limpiamente. Considere 5% como una referencia, no como una respuesta fija.
¿Cuánto más pequeño debe ser un piloto que el orificio piloto?
Una práctica común es dimensionar el punto piloto alrededor de 0,0005 a 0,0010 pulg. más pequeño que el orificio de fijación. Las referencias de herramientas antiguas suelen indicar 0,001 pulg. más pequeño que el punzón que hizo el agujero de localización. El objetivo es controlar la entrada sin que se atasque.
¿Cuándo debe engranar el piloto en un troquel de laminación progresiva?
Antes de que el expulsor o la almohadilla de presión sujeten completamente la banda, y antes de que otros punzones inicien el trabajo crítico. Una pauta práctica es que el piloto comience a localizar alrededor de 1-2× grosor del material antes del contacto con la almohadilla.
¿Por qué empeora el arrastre de babosas cuando la herramienta lleva un tiempo funcionando?
Normalmente se debe a que varias cosas van juntas: el desgaste cambia la holgura real, la sobreentrada o las condiciones del terreno aumentan la succión y el arrastre, el lubricante sella la bolsa de vacío y la trayectoria del proyectil se vuelve menos limpia. El arrastre de proyectiles rara vez se debe a un solo factor.
¿Qué límite de rebaba debe utilizarse para las pilas de laminación?
No existe un número universal honesto. La antigua regla general de sellado de 10% de espesor es demasiado amplio para muchas aplicaciones de laminado porque las rebabas pueden crear cortocircuitos interlaminares. En el caso de los laminados eléctricos, el límite final debe estar vinculado a la integridad del aislamiento, el factor de apilamiento y el aumento de calor, con alarmas de proceso internas fijadas muy por debajo de la norma general.
¿Cambia realmente el tipo de revestimiento la configuración del troquel?
Sí. Las clasificaciones de revestimiento estándar distinguen los revestimientos por nivel de aislamiento, perforabilidad, soldabilidad y resistencia térmica. Eso significa que el mismo espesor con un sistema de revestimiento diferente puede no querer la misma holgura, alarma de rebabas o intervalo de mantenimiento.
Lo esencial
Un troquel de laminación a motor no falla de golpe. Se desplaza. El espacio libre se desplaza. El comportamiento del piloto varía. El comportamiento de las babosas varía. Luego sigue la calidad de la pila.
Las mejores herramientas no son las que fabrican una pieza de muestra nítida. Son las que mantienen estables la posición del orificio, la geometría de la ranura, el estado de los bordes y la evacuación de la chatarra durante el tiempo de ejecución real. Esto significa establecer la holgura como una ventana de proceso activa, dar a los pilotos una verdadera autoridad de localización y tratar el control de desechos como parte de la calidad de la pieza desde la primera revisión del diseño.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.