Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Conception des matrices pour les laminés moteurs : Tolérances clés, pilotes et contrôle des limailles
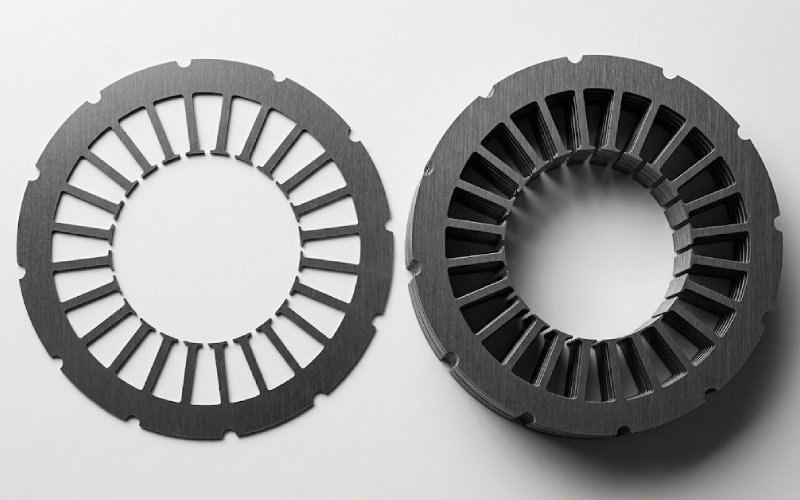
Piles de laminage ne pardonnent pas. Une pièce estampée peut avoir l'air propre sur le banc et se comporter mal une fois qu'elle devient un rotor ou un stator. C'est là que réside le véritable piège.
Pour tôles de moteur, La conception d'une matrice ne consiste pas seulement à maintenir le profil extérieur. Il s'agit de maintenir le profil et le bord de coupe et l'enregistrement d'une station à l'autre. Ces trois éléments dérivent ensemble. Une répétabilité rigoureuse est nécessaire parce que la pile de tôles doit répondre simultanément à des exigences électriques, magnétiques et mécaniques. La découpe mécanique modifie également le comportement magnétique près du bord ; les travaux publiés montrent une perte de fer plus importante, une perméabilité plus faible et une dégradation plus forte à mesure que la longueur du bord de découpe par unité de masse augmente.
Une remarque avant d'entrer dans les détails. Dans cet article, on entend par “tolérances clés” tolérances du processus côté filière et fenêtres de contrôle, Il n'existe pas de fausse tolérance d'impression universelle pour chaque conception de moteur. La GD&T exacte de la pièce dépend du diamètre, du nombre de fentes, du niveau de puissance, de la stratégie d'entrefer, de la méthode d'empilage et de la méthode d'inspection. Cependant, la matrice elle-même possède une courte liste de dimensions et de fenêtres de processus qui méritent la plus grande attention. Il s'agit des dimensions ci-dessous.
Table des matières
Pourquoi les matrices de laminage de moteurs sont moins tolérantes que les matrices de découpage ordinaires ?
La première raison est assez évidente : l'acier électrique mince ne pardonne pas beaucoup. La deuxième raison est moins évidente. La plupart des éléments les plus sensibles d'un moteur ne sont pas des éléments de grande taille. Ce sont des éléments étroits. Ouvertures de fentes. Les pointes de dents. Les ponts. Les petits trous pilotes. Des petites encoches qui semblent inoffensives sur un plan de bande et qui décident si la pile fonctionne silencieusement ou non.
Cela est important car le diamètre intérieur du stator, les dimensions de la fente et les tolérances géométriques connexes influencent l'entrefer, le volume du bobinage, l'inductance, la force contre-électromotrice, l'ondulation du couple et l'ajustement de l'assemblage. Des recherches récentes sur l'inspection des fentes montrent également que la largeur et la profondeur des fentes, le désalignement de la stratification et la présence de bavures sur toute la longueur de l'empilement sont suffisamment critiques pour justifier une inspection sans contact spécifique. Alors oui, une matrice de laminage est un outil dimensionnel. C'est aussi, discrètement, un outil de performance électromagnétique.
Et puis il y a l'arête de coupe. Les bavures ne sont pas seulement esthétiques. Les bavures de bord peuvent relier des tôles adjacentes et créer des chemins de défaillance interlaminaires. Les travaux publiés sur les noyaux électriques indiquent que les bavures de bord peuvent entraîner un échauffement local, une perte de courant de Foucault supplémentaire, une détérioration de l'isolation du bobinage et, dans les cas les plus graves, une défaillance du noyau.
Tolérances clés pour les piles de pelliculage : ce qu'il faut verrouiller en premier lieu
Toutes les tolérances ne méritent pas la même énergie. Certaines dimensions affectent principalement l'ajustement. D'autres affectent à la fois le comportement du moteur, la qualité de l'empilage et la stabilité de la matrice.
Domaine prioritaire
Ce qui doit vraiment être contrôlé
L'importance des piles de laminage
Quelles sont les causes habituelles de la dérive ?
Position d'alésage à alésage et de caractéristique à caractéristique
Relation de position, pas seulement des dimensions individuelles
Modifie le comportement de l'entrefer, l'ajustement et l'alignement de la pile
Pilotage faible, trous pilotes déformés, support de bande irrégulier
Ouverture de la fente, profondeur de la fente, profil de l'extrémité de la dent
Géométrie magnétique étroite et liée au bobinage
Affecte l'insertion du bobinage, la trajectoire du flux local, l'ondulation du couple et l'exposition aux bavures de la fente.
Mauvaise synchronisation des stations, mouvement de la bande après l'engagement du pilote, usure du poinçon
Dégagement du poinçon à l'emporte-pièce
Dégagement stable pendant le cycle de rebroyage
Contrôle le brunissage, la fracture, la tendance à la bavure, le détachement de limaille et l'usure du poinçon.
Le dégagement est réglé une fois et n'est jamais requalifié après l'usure ou l'affûtage
Ajustement et synchronisation du pilote
Taille du trou, taille du nez du pilote et séquence de synchronisation
L'enregistrement final des bandes se fait ici, et non au niveau de l'alimentateur.
Pilote trop grand, trop court, trop tardif ou travaillant sur un trou de positionnement endommagé
Voie d'évacuation des limaces
Terre, relief, trajectoire de chute et méthode anti-retour
Empêche les débris de tomber sur le prochain coup et protège la qualité des bords.
Longues terres, lubrifiant collant, sur-entrée, vide piégé, finition rugueuse des reliefs.
Ces priorités correspondent aux résultats actuels de la métrologie et de la fabrication : les tôles du rotor et du stator nécessitent un contrôle dimensionnel à haute répétitivité ; la géométrie des fentes et les bavures dans l'empilement fini sont critiques pour l'inspection ; et la qualité des arêtes de coupe a des conséquences électriques directes.
Lignes directrices concernant l'espacement entre le poinçon et la matrice pour les tôles électriques en acier
C'est là que de nombreux outils de pelliculage sont gagnés ou perdus. Ce n'est pas parce que le nettoyage est prestigieux. Ce n'est pas le cas. Parce que le dédouanement contrôle discrètement trop d'autres choses.
Le point de départ de l'estampage, utilisé depuis longtemps, se situe autour de 5% de l'épaisseur du stock par côté. Cette ligne de base est toujours importante. Mais les matériaux minces ne se comportent souvent pas bien dans cette ligne de base. Les références en matière d'emboutissage à grande vitesse indiquent que les matériaux plus minces que le 0,020 in. (0,5 mm) En général, les matériaux minces ont besoin d'une distance nettement plus grande entre le poinçon et la matrice avant que le trou percé ne devienne plus grand que la pointe du poinçon et que la balle ne se libère dans la matrice. Les matériaux minces peuvent également avoir besoin d'un jeu plus important pour compenser le renflement et la compression autour du poinçon.
Cela signifie que la question utile n'est pas “Quel est le bon dégagement ?”. C'est plus proche de cela : À partir de quelle distance de sécurité cet acier électrique revêtu offre-t-il une qualité d'arête stable sans que le contrôle des balles ne devienne un combat ?
Voici un tableau de départ pratique.
Article du côté de la matrice
Fenêtre de départ pratique
Pourquoi c'est important
Ce qu'il faut vérifier sur la presse
Distance entre le poinçon et l'outil, par côté
Démarrer près de 5% de l'épaisseur du stock par côté; se déplacer vers le haut sur les calibres minces lorsque les balles restent serrées dans la matrice ou que le trou se referme sur le poinçon.
Qualité des arêtes, tendance des bavures, durée de vie de l'outil, absence de limaille
Équilibre brunissage/fracture, croissance des bavures, taille du trou par rapport à la taille du poinçon, blocage des limailles
Ajustement pilote-trou
Point pilote en général 0,0005 à 0,0010 in. plus petit que le trou de positionnement
Inscription définitive sans collage
Marques d'identification dans le trou, peignage, retard dans l'enlèvement.
Calendrier de pilotage
Le pilote doit entrer et commencer à localiser avant les pinces à dénuder/à tampon, souvent de l'ordre de 1-2× l'épaisseur du matériau avant le contact avec le tampon
Évite d'essayer de déplacer le stock serré
Inadéquation des stations, charge latérale, éraflures autour des trous de positionnement
Poinçonnage à l'entrée
S'en tenir au minimum nécessaire ; dans les travaux à grande vitesse, les orientations se limitent souvent à 0,020 in. (0,5 mm) max.
Excès d'aspiration, usure, retour de boue
Teinte de chaleur près de la pointe du poinçon, lopins tirés, force de retrait croissante
Longueur du terrain de la matrice
Pour les travaux à faible épaisseur, il faut éviter que la terre ne devienne excessive ; une règle courante est la suivante pas plus de 4× l'épaisseur du stock
La terre longue piège ou empile les limaces
Empilage de limaces, emballage matriciel, pointes ébréchées
Il s'agit de fenêtres de départ et non de promesses. Elles sont issues des directives actuelles en matière d'estampage concernant la perforation, le pilotage et le comportement des limaces à grande vitesse. Elles sont plus efficaces lorsqu'elles sont vérifiées par rapport à des échantillons de bandes réelles, et pas seulement par rapport à des intentions de CAO.
Il y a également un point contre-intuitif ici. Plus de dégagement ne signifie pas toujours plus de bavure comme on le pense. Certaines références en matière de perforation indiquent qu'une forte augmentation du dégagement peut réduire la hauteur de bavure au minimum et prolonger la durée de vie de l'outil, mais uniquement si le contrôle des limaces a été conçu. Sans cette deuxième partie, le même mouvement peut échanger des problèmes de bavures contre des problèmes de retour. Le concepteur d'outils n'optimise donc pas uniquement le dégagement. Le jeu et la stratégie de contrôle des limons doivent être définis ensemble.
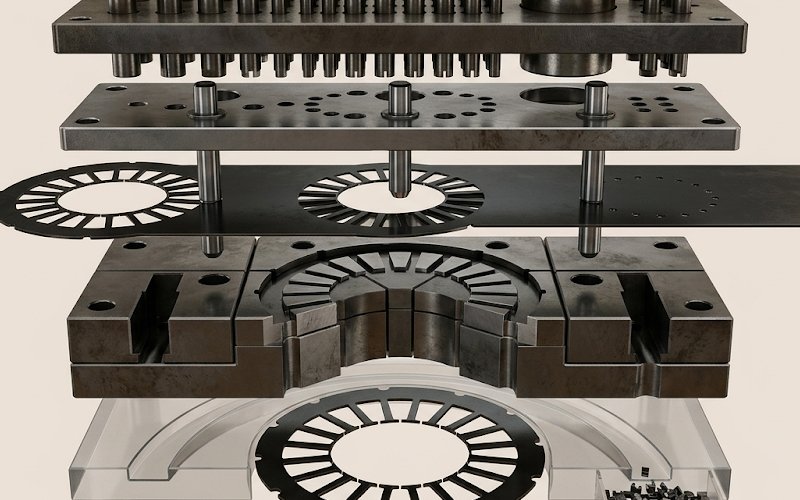
Meilleures pratiques en matière de conception pilote pour les matrices de laminage progressif
Le margeur rapproche la bande. Le pilote termine le travail. C'est encore la façon la plus propre de voir les choses.
Dans le cas de l'outillage progressif, la longueur de travail du pilote doit dépasser celle du stripper afin que le pilote puisse saisir le trou et mettre la bande en position. avant d'autres poinçons engagent la coupe suivante. Le guide de l'estampage décrit le nez du pilote comme entrant dans le trou avant le contact avec le stripper, la pointe du pilote étant souvent dimensionnée légèrement en dessous du trou pour éviter le collage. Les directives récentes en matière de pilotage indiquent un ajustement typique d'environ 0,0005 à 0,001 in. au trou pilote ; les références d'outillage plus anciennes dimensionnent généralement le point pilote 0,001 in. plus petit que le poinçon qui a réalisé le trou de positionnement.
Cela semble être un détail minuscule. Ce n'est pas le cas. L'entrée tardive d'un pilote entraîne une réaction en chaîne :
La bande n'est pas entièrement située. Le tampon se bloque. L'outil tente alors de couper, de raser ou de monnayer à partir d'une position à moitié erronée. À ce moment-là, la matrice ne corrige plus l'erreur. Il est en train d'imprimer l'erreur dans la pièce.
Les laminés minces aggravent la situation. Les notes de production actuelles sur les tôles minces soulignent que ce qui était considéré comme mince, à savoir des tôles d'une épaisseur d'environ 0,014 in., L'article 2 de la loi sur la protection de l'environnement, qui semble lourd à côté de l'article 2 de la loi sur la protection de l'environnement, est maintenant lourd. 0.006 in. et 0.004 in. matériau. Au fur et à mesure que la jauge diminue, la bande tolère de moins en moins les longs déplacements sans support et devient plus sensible au support, à la stabilité de l'alimentation et à la synchronisation du pilote.
Ainsi, pour les matrices de laminage, une bonne stratégie pilote comporte généralement cinq éléments :
Pilotez à partir d'un dispositif propre et à faible distorsion. Le pilote doit être légèrement en dessous du trou, et non pas “aussi serré que possible”.” Faire en sorte que le pilote s'engage avant que le tampon ne s'accroche complètement à la bande. Évitez de demander au même trou pilote de survivre à trop d'abus en amont. Vérifier l'ajustement du pilote après chaque réaffûtage, et pas seulement après le premier essai.
Ne pas ignorer le type de revêtement lors du réglage de la matrice
Les revêtements d'isolation de l'acier électrique n'ont pas tous la même fonction. Les classifications standard des revêtements distinguent différentes chimies et fonctions prévues, notamment le niveau d'isolation, la poinçonnabilité, la soudabilité, la résistance au recuit et la résistance à la pression. Certaines classes de revêtements sont explicitement associées à une meilleure poinçonnabilité, tandis que d'autres sont choisies pour des conditions thermiques ou de pression plus sévères.
Par conséquent, une recette de dégagement qui s'est bien comportée sur une qualité de revêtement ne doit pas être copiée aveuglément sur une autre. Même si l'épaisseur de base semble similaire. Le choix du revêtement affecte le frottement, la sensibilité aux dommages de surface et la quantité de bavures ou de rouleaux de bord que la pile en aval peut tolérer avant que les performances d'isolation ne commencent à s'affaiblir. Les réglages de la filière doivent être figés par rapport à la matériau enduit réel, et non contre un nom de famille matériel.
Méthodes de contrôle de la limaille pour l'outillage de pelliculage des moteurs
La lutte contre les limaces n'est pas un sujet d'ordre administratif. C'est une question de qualité. Une balle tirée peut marquer la stratification suivante, ébrécher une pointe, meurtrir une dent étroite, perturber le revêtement et déclencher une tendance à la bavure qui se manifeste beaucoup plus tard dans l'assemblage de la pile. À ce moment-là, la cause réelle est déjà vieille de deux équipes.
Les références en matière d'emboutissage à grande vitesse identifient plusieurs causes récurrentes de l'arrachement des limaces : le vide piégé, le lubrifiant collant, le dépassement du poinçon et le jeu sans méthode de rétention. Ces mêmes références montrent également que le retrait peut représenter une part importante de l'usure du poinçon et que l'entrée excessive du poinçon augmente l'aspiration lors du retrait.
Trois couches de contrôle sont les plus importantes.
Premièrement, le coup de poing. Les goupilles d'éjection à ressort ou les poinçons ventilés aident à rompre le joint sous vide et à éloigner le limon de la face du poinçon pendant le retrait. Pour les poinçons ronds, le cisaillement conique est également utilisé parce qu'il diminue la charge et peut réduire la tendance à la traction des limaces.
Deuxièmement, l'ouverture de la filière. Une longueur excessive de terre est l'une des principales causes de blocage des balles. Les directives relatives au travail sur des matériaux fins prévoient généralement que la longueur de la terre ne dépasse pas environ quatre fois l'épaisseur du matériau, Les contre-perçages, avec un relief conique ou inversé, sont utilisés pour aider les balles à se détacher proprement. Une finition lisse du relief est également importante ; des contre-trous grossièrement percés peuvent accrocher les balles et favoriser le culbutage.
Troisièmement, le chemin de la goutte. Les bonnes normes en matière de matrices disent toujours l'évidence parce qu'elle reste vraie : prévoir des trous de dégagement à travers le sabot de la matrice pour tous les lopins et les avant-trous. Dans la mesure du possible, séparez la chute des pièces de celle des déchets. Donnez à la ferraille un chemin clair vers l'extérieur, et non une chance de traîner sous la zone de coupe.
Un dernier détail. Le contrôle de la bavure et le contrôle des limailles sont liés. L'ancienne règle générale d'emboutissage selon laquelle la hauteur de la bavure peut être aussi élevée que 10% d'épaisseur de tôle est trop lâche pour être utilisé comme couverture de confort pour les piles de laminage. Dans les laminages électriques, les bavures peuvent créer des courts-circuits interlaminaires. Les travaux publiés sur les noyaux électriques citent des exemples autour de 0,05 mm sur une longueur d'arête de 10 mm, avec des pics locaux plus élevés parfois traités séparément, et quelques conseils de production pour les piles de laminage. 10-20 μm Les limites de la gamme 10% sont déjà significatives pour la qualité de l'empilement. La pratique raisonnable consiste à régler votre alarme de processus interne bien en dessous de l'ancienne règle 10% et à confirmer la limite finale par rapport au facteur d'empilement, à la résistance de l'isolation et aux résultats thermiques.
Une séquence de débogage pratique lorsque les piles de laminage commencent à dériver
Lorsqu'une pile de laminage commence à présenter un défaut d'alignement, une bavure montante ou un serrage aléatoire de la fente, ne commencez pas par la pièce finie et ne devinez pas. Revenez en arrière.
Vérifier le chemin de la bande. Vérifier ensuite l'état du trou de positionnement. Ensuite, l'ajustement du pilote et la synchronisation. Ensuite, il faut procéder à un dédouanement par poinçonnage à la station active. Ensuite, les conditions de terrain et de relief. Ensuite, il y a eu sur-entrée. Ensuite, la quantité de lubrifiant et l'endroit où il se pose.
Cet ordre n'est pas élégant. Mais il fonctionne. Les dommages causés par les trous de pilote et l'instabilité des bandes apparaissent souvent plus tôt que les défauts évidents de la pièce, et le comportement des limaces peut vous indiquer si le problème de jeu est géométrique, lié à l'usure ou simplement amplifié par le retrait et le vide.
FAQ
Quel est le bon jeu de départ pour les matrices de laminage des moteurs ?
Un point de départ commun est environ 5% d'épaisseur de stock par côté, L'acier électrique fin a souvent besoin de plus que cela avant que le trou ne cesse de saisir le poinçon et que la balle tombe proprement. Considérez 5% comme une référence, et non comme une réponse fixe.
Quelle doit être la taille du pilote par rapport à celle du trou pilote ?
Une pratique courante consiste à dimensionner le point pilote à environ 0,0005 à 0,0010 in. plus petit que le trou de positionnement. Les anciennes références en matière d'outillage indiquent souvent 0,001 in. plus petit que le poinçon qui a réalisé le trou de positionnement. L'objectif est de contrôler l'entrée sans coller.
Quand le pilote doit-il s'engager dans une filière de laminage progressif ?
Avant que le stripper ou le coussin de pression ne serre complètement la bande, et avant que les autres poinçons ne commencent leur travail critique. En pratique, le pilote doit commencer à localiser environ 1-2× l'épaisseur du stock avant le contact avec le tampon.
Pourquoi l'arrachage de limaces s'aggrave-t-il après qu'un outil a fonctionné pendant un certain temps ?
En général, plusieurs facteurs se conjuguent : l'usure modifie le jeu réel, l'entrée excessive ou l'état du terrain augmente l'aspiration et la traînée, le lubrifiant scelle la poche de vide et la trajectoire de la balle devient moins nette. L'arrachement des limaces est rarement causé par un seul détail.
Quelle est la limite de bavure à respecter pour les piles de laminage ?
Il n'existe pas de chiffre universel honnête. L'ancienne règle générale de l'estampillage 10% de l'épaisseur du stock est trop large pour de nombreuses applications de laminage, car les bavures peuvent créer des courts-circuits interlaminaires. Pour les laminages électriques, la limite finale doit être liée à l'intégrité de l'isolation, au facteur d'empilage et à l'échauffement, avec des alarmes de processus internes fixées à un niveau bien inférieur à la règle générale.
Le type de revêtement modifie-t-il vraiment les paramètres de la matrice ?
Oui. Les classifications standard des revêtements distinguent les revêtements en fonction du niveau d'isolation, de la poinçonnabilité, de la soudabilité et de la résistance thermique. Cela signifie que la même épaisseur avec un système de revêtement différent peut ne pas nécessiter le même jeu, la même alarme de bavure ou le même intervalle d'entretien.
Le bilan
Une filière de laminage à moteur ne tombe pas en panne d'un seul coup. Elle dérive. L'espace libre dérive. Le comportement du pilote dérive. Le comportement des limaces dérive. La qualité de la pile suit.
Les meilleurs outils ne sont pas ceux qui permettent d'obtenir une pièce échantillon nette. Ce sont ceux qui maintiennent la position de l'alésage, la géométrie de la fente, l'état des arêtes et l'évacuation des déchets stables pendant toute la durée de l'usinage. Cela signifie qu'il faut définir le jeu comme une fenêtre de processus en temps réel, donner aux pilotes une véritable autorité de localisation et traiter le contrôle des limailles comme un élément de la qualité de la pièce dès la première révision de la mise en page.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.