Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.

Kaschierungsstapel sind unnachgiebig. Ein gestanztes Teil kann auf dem Prüfstand sauber aussehen und sich dennoch schlecht verhalten, wenn es zu einem Rotor oder Statorpaket wird. Das ist die eigentliche Falle.
Für Motorbleche, Bei der Konstruktion einer Matrize geht es nicht nur darum, das äußere Profil zu halten. Es geht darum, das Profil zu halten und die Schnittkante und die Registrierung von Station zu Station. Diese drei Elemente driften zusammen. Eine hohe Wiederholgenauigkeit ist erforderlich, da der Laminatstapel gleichzeitig elektrische, magnetische und mechanische Anforderungen erfüllen muss. Das mechanische Schneiden verändert auch das magnetische Verhalten in der Nähe der Kante; veröffentlichte Arbeiten zeigen einen höheren Eisenverlust, eine geringere Permeabilität und eine stärkere Verschlechterung mit zunehmender Länge der Schnittkante pro Masseneinheit.
Eine Anmerkung vor den Details. “Schlüsseltoleranzen” bedeutet in diesem Artikel Prozess-Toleranzen und Kontrollfenster auf der Werkzeugseite, Es gibt keine falsche universelle Drucktoleranz für jedes Motordesign. Die genaue GD&T eines Teils hängt vom Durchmesser, der Anzahl der Schlitze, der Leistungsstufe, der Luftspaltstrategie, der Stapelmethode und der Prüfmethode ab. Für die Matrize selbst gibt es jedoch eine kurze Liste von Abmessungen und Prozessfenstern, die die meiste Aufmerksamkeit verdienen. Diese sind die unten aufgeführten.
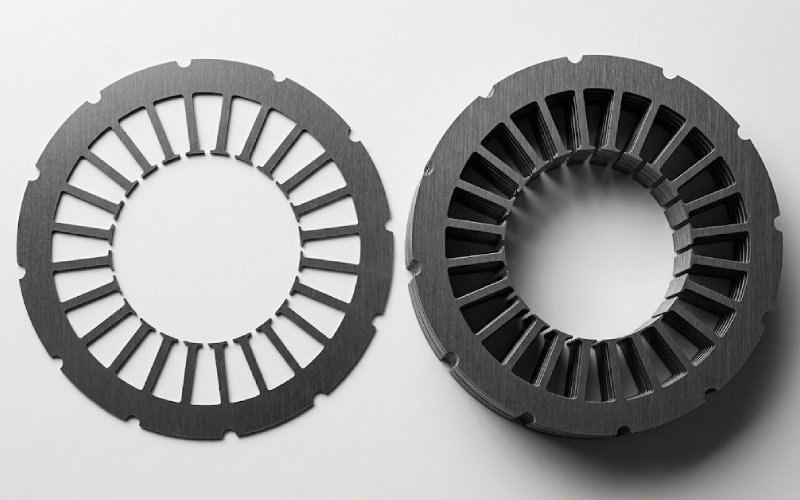
Der erste Grund liegt auf der Hand: Dünnes Elektroband verzeiht nicht viel. Der zweite Grund ist weniger offensichtlich. Viele der empfindlichsten Merkmale eines Motors sind keine großen Merkmale. Es sind schmale Merkmale. Schlitzöffnungen. Zahnspitzen. Stege. Kleine Vorbohrungen. Kleine Kerben, die auf einem Streifenlayout harmlos aussehen und dann entscheiden, ob der Stapel leise läuft oder nicht.
Das ist wichtig, weil der Innendurchmesser des Stators, die Abmessungen der Nuten und die damit verbundenen geometrischen Toleranzen den Luftspalt, das Wicklungsvolumen, die Induktivität, die Gegen-EMK, die Drehmomentwelligkeit und die Passgenauigkeit der Baugruppe beeinflussen. Jüngste Forschungen zur Prüfung von Nuten zeigen außerdem, dass die Breite und Tiefe von Nuten, die Fehlausrichtung von Blechen und das Vorhandensein von Graten über die gesamte Stapellänge kritisch genug sind, um eine spezielle berührungslose Prüfung zu rechtfertigen. Ja, eine Laminiermatrize ist ein maßhaltiges Werkzeug. Es ist aber auch ein Werkzeug für die elektromagnetische Leistung.
Und dann ist da noch die Schnittkante. Grate sind nicht nur kosmetisch. Kantengrate können benachbarte Bleche überbrücken und interlaminare Fehlerpfade erzeugen. Veröffentlichte Arbeiten über elektrische Kerne zeigen, dass Kantengrate zu lokaler Erwärmung, zusätzlichen Wirbelstromverlusten, Schäden an der Wicklungsisolierung und in schweren Fällen zu Kernausfällen führen können.
Nicht jede Toleranz verdient die gleiche Energie. Einige Abmessungen betreffen hauptsächlich die Passform. Andere wirken sich gleichzeitig auf das Motorverhalten, die Stapelqualität und die Formstabilität aus.
| Vorrangiger Bereich | Was wirklich kontrolliert werden muss | Warum es bei Laminierungsstapeln wichtig ist | Was verursacht in der Regel eine Drift? |
|---|---|---|---|
| Bohrung-zu-Bohrung und Merkmal-zu-Merkmal-Position | Positionsbezogene Beziehungen, nicht nur einzelne Dimensionen | Ändert Luftspaltverhalten, Passform und Stapelausrichtung | Schwache Pilotierung, verzerrte Pilotlöcher, ungleichmäßige Bandauflage |
| Schlitzöffnung, Schlitztiefe, Zahnspitzenprofil | Enge magnetische und wicklungsbezogene Geometrie | Beeinflusst das Einsetzen der Wicklung, den lokalen Flusspfad, die Drehmomentwelligkeit und die Gratbildung in der Nut | Schlechtes Stations-Timing, Bandbewegung nach dem Einrasten des Piloten, Stempelverschleiß |
| Abstand zwischen Stempel und Matrize | Stabiles Spiel über den Nachschleifzyklus | Kontrolliert Glättung, Bruch, Grattrend, Butzenabwurf und Stempelverschleiß | Lichteinstellung einmalig und nie nach Abnutzung oder Schärfung neu kalibriert |
| Pilotensitz und Pilotensteuerung | Lochgröße, Größe der Pilotnase und zeitliche Abfolge | Die abschließende Bandregistrierung erfolgt hier, nicht am Einleger | Pilot zu groß, zu kurz, zu spät oder an einer beschädigten Aufnahmebohrung arbeiten |
| Evakuierungsweg des Geschosses | Land, Relief, Fallweg und Anti-Pullback-Methode | Hält Schrott vom nächsten Treffer fern und schützt die Kantenqualität | Langes Land, klebriges Schmiermittel, übermäßiges Eindringen, eingeschlossenes Vakuum, raue Reliefoberfläche |
Diese Prioritäten decken sich mit den aktuellen Erkenntnissen aus der Messtechnik und der Fertigung: Rotor- und Statorbleche benötigen eine hochgradig wiederholbare Maßkontrolle, die Geometrie der Nuten und die Grate innerhalb des fertigen Stapels sind prüfungskritisch, und die Qualität der Schnittkanten hat direkte Auswirkungen auf die Elektrik.
Dies ist der Punkt, an dem viele Laminierwerkzeuge gewonnen oder verloren werden. Nicht, weil die Räumung glamourös ist. Das ist er nicht. Denn die Freigabe kontrolliert stillschweigend zu viele andere Dinge.
Ein seit langem verwendeter Ausgangspunkt beim Stempeln ist etwa 5% der Materialstärke pro Seite. Diese Basislinie ist immer noch wichtig. Aber dünnes Material verhält sich oft nicht gut bei dieser Basislinie. In Referenzen zum Hochgeschwindigkeitsstanzen wird darauf hingewiesen, dass Material, das dünner ist als 0,020 Zoll (0,5 mm) benötigt in der Regel einen wesentlich größeren Abstand zwischen Stempel und Matrize, bevor das gestochene Loch größer als die Stempelspitze wird und der Butzen in der Matrize freikommt. Bei dünnem Material kann auch ein größerer Abstand erforderlich sein, um Ausbeulungen und Verdichtungen um den Stempel herum auszugleichen.
Das bedeutet, dass die sinnvolle Frage nicht lautet: “Was ist der richtige Abstand?” Sie lautet vielmehr wie folgt: Bei welchem Abstand bietet dieses beschichtete Elektroband eine stabile Kantenqualität, ohne dass die Geschosskontrolle zum Kampf wird?
Hier ist eine praktische Tabelle für den Anfang.
| Würfelseitiger Artikel | Praktisches Startfenster | Warum das wichtig ist | Was in der Presse zu überprüfen ist |
|---|---|---|---|
| Abstand zwischen Stempel und Matrize, pro Seite | Start in der Nähe 5% der Materialstärke pro Seite; bei dünnen Lehren nach oben, wenn die Butzen fest in der Matrize bleiben oder sich das Loch am Stempel schließt | Kantenqualität, Grattrend, Standzeit, Butzenfreiheit | Gleichgewicht zwischen Glättung und Bruch, Gratwachstum, Lochgröße im Vergleich zur Stempelgröße, Verklemmung von Butzen |
| Pilot-zu-Loch-Passung | Pilotpunkt üblicherweise 0,0005 bis 0,0010 Zoll. kleiner als das Aufnahmeloch | Endgültige Registrierung ohne Aufkleben | Markierungen im Loch, Hämmern, verzögerte Abholung |
| Pilotzeitplan | Pilot sollte einsteigen und mit der Ortung beginnen vor dem Abstreifer/Padklemmen, oft über 1-2× Materialstärke vor Pad-Kontakt | Verhindert den Versuch, das eingespannte Material zu bewegen | Falsche Stationierung, seitliche Belastung, Abnutzung um die Aufnahmebohrungen |
| Stempeln über Eintritt | Beschränken Sie sich auf das erforderliche Mindestmaß; bei Hochgeschwindigkeitsarbeiten hält die Anleitung es oft bei 0,020 Zoll (0,5 mm) max. | Übermäßige Ansaugung, Verschleiß, Rückzug des Geschosses | Wärmefärbung in der Nähe der Stempelspitze, gezogene Butzen, steigende Rückzugskraft |
| Matrix Landlänge | Bei Arbeiten mit dünnem Material sollten Sie darauf achten, dass das Land nicht zu groß wird; eine allgemeine Regel lautet nicht mehr als 4× Lagerstärke | Langes Land Fallen oder stapelt Schnecken | Schneckenstapelung, Matrixpackung, abgesplitterte Spitzen |
Dies sind Startfenster, keine Versprechen. Sie ergeben sich aus den aktuellen Richtlinien für das Perforieren, die Steuerung und das Verhalten von Hochgeschwindigkeits-Butzen. Sie funktionieren am besten, wenn sie anhand von tatsächlichen Bandmustern und nicht nur anhand von CAD-Vorgaben überprüft werden.
Auch hier gibt es einen kontraintuitiven Punkt. Mehr Freiraum bedeutet nicht immer mehr Grat, so wie man es erwartet. Einige Perforationsreferenzen berichten, dass eine große Vergrößerung des Spielraums die Grathöhe auf ein Minimum reduzieren und die Lebensdauer des Werkzeugs verlängern kann, aber nur, wenn die Kontrolle über den Rückschlag eingebaut wurde. Ohne diese zweite Komponente kann die gleiche Bewegung zu Gratproblemen und Rückzugsproblemen führen. Der Werkzeugkonstrukteur kann also nicht nur das Spiel optimieren. Spielraum und Schlackenstrategie müssen gemeinsam festgelegt werden.
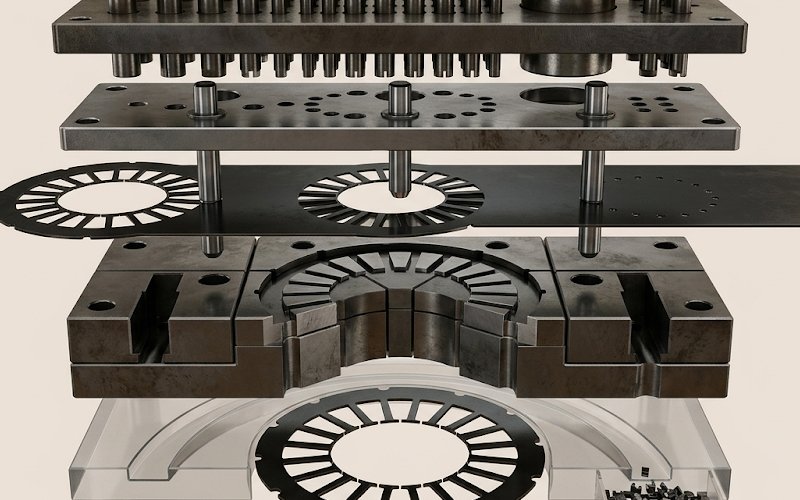
Der Zubringer macht den Streifen dicht. Der Pilot bringt die Arbeit zu Ende. Das ist immer noch die sauberste Art, darüber nachzudenken.
Bei Folgeverbundwerkzeugen muss die Arbeitslänge des Vorspanners über den Abstreifer hinausgehen, damit der Vorspann die Bohrung aufnehmen und den Streifen in Position bringen kann. vor andere Stempel den nächsten Schnitt vornehmen. In der Stanzanleitung wird beschrieben, dass die Pilotnase vor dem Kontakt mit dem Abstreifer in das Loch eintritt, wobei die Pilotspitze oft etwas unterhalb des Lochs liegt, um ein Verkleben zu vermeiden. Neuere Anleitungen zur Pilotierung geben eine typische Passung von etwa 0,0005 bis 0,001 Zoll. zur Pilotbohrung; bei älteren Werkzeugen ist die Größe des Pilotpunkts üblicherweise 0.001 in. kleiner als der Stempel, mit dem das Fixierloch hergestellt wurde.
Das klingt wie ein winziges Detail. Ist es aber nicht. Der verspätete Einstieg des Piloten löst eine Kettenreaktion aus:
Der Streifen liegt nicht vollständig auf. Der Stempel klemmt. Dann versucht das Werkzeug, von einer halb falschen Position aus zu schneiden, zu rasieren oder zu prägen. Zu diesem Zeitpunkt korrigiert das Werkzeug den Fehler nicht mehr. Sie prägt den Fehler fest in das Teil ein.
Dünne Lamellen verschlimmern dieses Problem. Die aktuellen Produktionshinweise für dünne Bleche weisen darauf hin, dass das, was früher als dünn galt, etwa 0,014 in., sieht jetzt schwer aus neben 0,006 Zoll. und 0,004 in. Material. Mit abnehmender Dicke wird das Band unempfindlicher gegenüber langen freitragenden Verfahrwegen und reagiert empfindlicher auf Unterstützung, Vorschubstabilität und Vorsteuerzeiten.
Bei Laminierwerkzeugen bedeutet eine gute Pilotstrategie also in der Regel fünf Dinge:
Pilot von einer sauberen, verzerrungsarmen Funktion.
Halten Sie den Piloten leicht unter dem Loch, nicht “so fest wie möglich”.”
Lassen Sie den Piloten einrasten, bevor der Belag den Streifen vollständig einklemmt.
Vermeiden Sie es, dass ein und dasselbe Pilotloch zu viel stromaufwärtigen Missbrauch übersteht.
Überprüfen Sie den Sitz des Piloten nach dem Nachschleifen, nicht nur nach dem ersten Probelauf.
Isolierschichten für Elektrostahl erfüllen nicht alle dieselbe Aufgabe. Die Standardbeschichtungsklassifizierungen unterscheiden verschiedene Chemikalien und beabsichtigte Funktionen, einschließlich Isolationsniveau, Stanzbarkeit, Schweißbarkeit, Glühfestigkeit und Druckbeständigkeit. Einige Beschichtungsklassen werden ausdrücklich mit einer verbesserten Stanzbarkeit in Verbindung gebracht, während andere für härtere thermische oder Druckbedingungen gewählt werden.
Daher sollte ein Abstandsrezept, das sich bei einer beschichteten Sorte bewährt hat, nicht blindlings auf eine andere übertragen werden. Auch dann nicht, wenn die Basisdicke ähnlich aussieht. Die Wahl der Beschichtung wirkt sich auf die Reibung, die Empfindlichkeit gegenüber Oberflächenbeschädigungen und darauf aus, wie viel Grat oder Kantenwalzen der nachgelagerte Stapel vertragen kann, bevor die Isolierleistung nachlässt. Die Einstellungen der Matrize müssen gegen die tatsächlich beschichtetes Material, und nicht gegen einen materiellen Familiennamen.
Schneckenbekämpfung ist kein Thema für den Haushalt. Es ist ein Qualitätsthema. Ein herausgezogenes Butzenstück kann die nächste Schicht markieren, eine Spitze abplatzen lassen, einen schmalen Zahn quetschen, die Beschichtung stören und eine Gratbildung auslösen, die sich erst viel später bei der Stapelmontage zeigt. Zu diesem Zeitpunkt ist die eigentliche Ursache bereits zwei Schichten alt.
In den Referenzen zum Hochgeschwindigkeitsstanzen werden mehrere wiederkehrende Ursachen für das Ziehen von Butzen genannt: eingeschlossener Unterdruck, klebriges Schmiermittel, übermäßiges Eindringen des Stempels und loses Spiel ohne Rückhalteverfahren. Dieselben Referenzen zeigen auch, dass das Zurückziehen einen großen Teil des Stempelverschleißes verursachen kann und dass das Übertreten des Stempels den Sog beim Zurückziehen erhöht.
Drei Kontrollebenen sind am wichtigsten.
Erstens, das Schlaggesicht. Federbelastete Auswerferstifte oder belüftete Stempel helfen, die Vakuumversiegelung zu brechen und das Geschoss beim Zurückziehen von der Stempelfläche wegzudrücken. Bei runden Stempeln wird auch eine konische Scherung verwendet, da sie die Last senkt und die Tendenz zum Herausziehen des Geschosses verringern kann.
Zweitens, die Matrizenöffnung. Eine übermäßige Steglänge ist eine der Hauptursachen für das Verklemmen von Geschossen. Bei der Bearbeitung von dünnem Material sollte die Steglänge in der Regel nicht mehr als etwa vierfache Materialstärke, mit konischem oder umgekehrt konischem Relief, damit sich die Geschosse sauber lösen. Auch eine glatte Oberfläche ist wichtig; grob gebohrte Senkungen können Geschosse einklemmen und das Taumeln fördern.
Drittens, den Fallweg. Gute Normen für Stanzwerkzeuge sagen immer noch das Offensichtliche, weil es wahr bleibt: Sehen Sie Durchgangslöcher durch den Stanzschuh für alle Butzen und Vorbohrungen vor. Trennen Sie, wo immer Sie können, den Teilefall vom Schrottfall. Sorgen Sie dafür, dass der Schrott einen freien Weg nach draußen hat und nicht unter der Schneidzone herumlungert.
Ein letztes Detail. Gratkontrolle und Butzenkontrolle sind miteinander verbunden. Die ältere allgemeine Prägevorschrift, dass die Grathöhe so hoch sein kann wie 10% der Blechdicke ist zu locker, um als Unterlage für Laminierstapel zu dienen. Bei Elektroblechen können Grate zu interlaminaren Kurzschlüssen führen. Veröffentlichte Arbeiten über elektrische Kerne nennen Beispiele um 0,05 mm über eine Kantenlänge von 10 mm, mit höheren lokalen Spitzenwerten, die manchmal gesondert behandelt werden, und einige Produktionsanleitungen für Laminatstapel mit Gratfahnen im 10-20 μm Bereich als bereits aussagekräftig für die Stapelqualität. Es ist sinnvoll, den internen Prozessalarm deutlich unter die alte 10%-Regel zu setzen und den endgültigen Grenzwert anhand von Stapelfaktor, Isolationswiderstand und thermischen Ergebnissen zu bestätigen.
Wenn ein Laminierungsstapel anfängt, eine falsche Ausrichtung, einen aufsteigenden Grat oder eine zufällige Schlitzverengung aufzuweisen, beginnen Sie nicht am fertigen Teil und raten Sie nicht. Gehen Sie rückwärts.
Überprüfen Sie den Streifenweg.
Prüfen Sie dann den Zustand der Aufnahmebohrung.
Dann Pilotensitz und Timing.
Anschließend erfolgt die Freigabe der Stanzung an der aktiven Station.
Dann Land und Reliefzustand.
Dann Übertritt.
Dann die Menge des Schmiermittels und die Stelle, an der es tatsächlich landet.
Diese Reihenfolge ist nicht elegant. Aber sie funktioniert. Beschädigungen in den Führungslöchern und Instabilitäten der Bänder treten oft früher auf als offensichtliche Defekte an den Teilen, und das Verhalten der Kugeln gibt Aufschluss darüber, ob es sich um ein geometrisches oder ein verschleißbedingtes Spielproblem handelt oder ob es durch Rückzug und Unterdruck nur verstärkt wird.
Ein gemeinsamer Ausgangspunkt ist ca. 5% der Materialstärke pro Seite, aber dünnes Elektroband braucht oft mehr als das, bevor das Loch den Stempel nicht mehr festhält und das Geschoss sauber abfällt. Betrachten Sie 5% als Basiswert, nicht als feste Antwort.
Eine gängige Praxis ist es, die Größe des Pilotpunktes etwa 0,0005 bis 0,0010 Zoll. kleiner als das Aufnahmeloch. Ältere Referenzen für Werkzeuge geben oft an 0.001 in. kleiner als der Stempel, mit dem das Fixierloch hergestellt wurde. Das Ziel ist ein kontrolliertes Eindringen ohne Verkleben.
Bevor der Abstreifer oder das Druckkissen den Streifen vollständig einklemmt und bevor andere Stempel mit der kritischen Arbeit beginnen. Ein praktischer Richtwert ist, dass der Pilot mit der Ortung etwa 1-2× Materialstärke vor dem Kontakt mit dem Pad.
In der Regel ist dies auf das Zusammenspiel mehrerer Faktoren zurückzuführen: Abnutzung verändert das tatsächliche Spiel, ein zu hoher Eintritt oder die Landebedingungen erhöhen den Sog und den Widerstand, Schmiermittel versiegelt die Vakuumtasche, und der Weg des Geschosses wird unsauberer. Das Ziehen des Geschosses wird selten durch ein einzelnes Detail verursacht.
Es gibt keine ehrliche universelle Zahl. Die alte allgemeine Stanzregel von 10% der Vorratsdicke ist für viele Laminierungsanwendungen zu groß, da Grate zu Kurzschlüssen zwischen den Schichten führen können. Bei elektrischen Laminaten sollte der endgültige Grenzwert an die Integrität der Isolierung, den Stapelfaktor und den Wärmeanstieg geknüpft sein, wobei interne Prozessalarme viel niedriger als die allgemeine Regel angesetzt werden sollten.
Ja. Standardbeschichtungsklassifizierungen unterscheiden Beschichtungen nach Isolationsgrad, Stanzbarkeit, Schweißbarkeit und Wärmebeständigkeit. Das bedeutet, dass die gleiche Dicke mit einem anderen Beschichtungssystem nicht unbedingt das gleiche Spiel, den gleichen Gratalarm oder das gleiche Wartungsintervall erfordert.
Ein Motorlaminierwerkzeug versagt nicht auf einmal. Sie driftet. Der Spielraum verschiebt sich. Das Verhalten des Piloten weicht ab. Das Schneckenverhalten ändert sich. Dann folgt die Stapelqualität.
Die besten Werkzeuge sind nicht diejenigen, die ein einziges scharfes Musterteil herstellen. Sie sind diejenigen, die die Bohrungsposition, die Schlitzgeometrie, den Kantenzustand und die Schrottabfuhr über die gesamte Laufzeit stabil halten. Das bedeutet, dass das Spiel als Live-Prozess-Fenster festgelegt wird, dass die Piloten echte Befugnisse zur Lokalisierung erhalten und dass die Kontrolle der Nuten von der ersten Layout-Überprüfung an als Teil der Teilequalität behandelt wird.








