Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
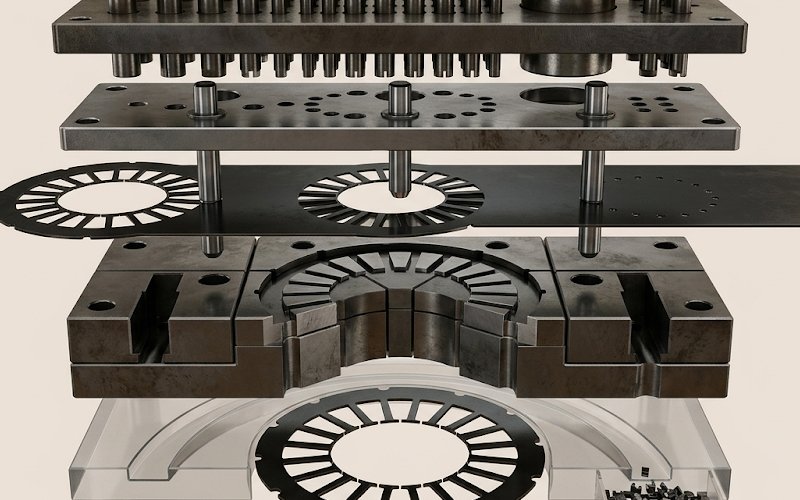
Progettazione degli stampi per le laminazioni del motore: Tolleranze chiave, piloti e controllo degli slug
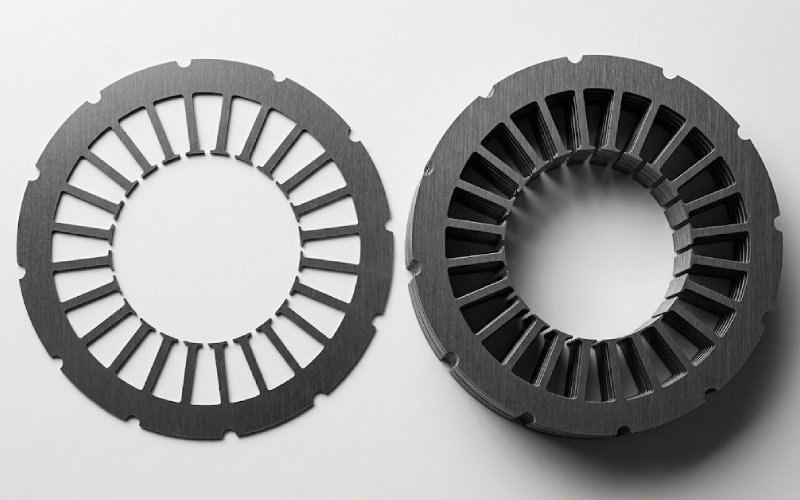
Pile di laminazione non perdonano. Un pezzo stampato può sembrare pulito al banco e comportarsi male quando diventa un rotore o un pacco statorico. Questa è la vera trappola.
Per laminazioni del motore, La progettazione dello stampo non riguarda solo la tenuta del profilo esterno. Si tratta di mantenere il profilo e il bordo di taglio e la registrazione da una stazione all'altra. Queste tre cose vanno di pari passo. È necessaria una stretta ripetibilità perché la pila di laminazione deve soddisfare contemporaneamente requisiti elettrici, magnetici e meccanici. Il taglio meccanico modifica anche il comportamento magnetico in prossimità del bordo; i lavori pubblicati mostrano una maggiore perdita di ferro, una minore permeabilità e una maggiore degradazione all'aumentare della lunghezza del bordo di taglio per unità di massa.
Una nota prima dei dettagli. In questo articolo per “tolleranze chiave” si intende tolleranze di processo lato stampo e finestre di controllo, Non si tratta di una falsa tolleranza di stampa universale per ogni progetto di motore. L'esatta GD&T del pezzo dipende dal diametro, dal numero di slot, dal livello di potenza, dalla strategia di air-gap, dal metodo di impilaggio e dal metodo di ispezione. Tuttavia, lo stampo stesso ha un breve elenco di dimensioni e finestre di processo che meritano la maggior parte dell'attenzione. Queste sono quelle riportate di seguito.
Indice dei contenuti
Perché gli stampi per la laminazione dei motori sono meno indulgenti della tranciatura ordinaria
La prima ragione è abbastanza ovvia: l'acciaio elettrico sottile non concede molta tolleranza. La seconda ragione è meno ovvia. Molti degli elementi più sensibili di un motore non sono grandi. Si tratta di elementi stretti. Le aperture delle scanalature. Punte dei denti. Ponti. Piccoli fori pilota. Piccole tacche che sembrano innocue su un layout di striscia e che poi decidono se la pila funziona tranquillamente o meno.
Questo è importante perché il diametro interno dello statore, le dimensioni della scanalatura e le relative tolleranze geometriche influenzano il traferro, il volume dell'avvolgimento, l'induttanza, la back EMF, l'ondulazione della coppia e l'accoppiamento. Recenti ricerche sull'ispezione delle fessure dimostrano inoltre che la larghezza, la profondità, il disallineamento della laminazione e la presenza di bave per tutta la lunghezza della pila sono abbastanza critici da giustificare un'ispezione senza contatto dedicata. Quindi sì, uno stampo di laminazione è uno strumento dimensionale. Ma è anche, silenziosamente, uno strumento di prestazioni elettromagnetiche.
E poi c'è il bordo tagliato. Le bave non sono solo estetiche. Le bave sui bordi possono collegare fogli adiacenti e creare percorsi di guasto interlaminari. I lavori pubblicati sui nuclei elettrici indicano che le bave sui bordi possono provocare un riscaldamento locale, un'ulteriore perdita di corrente parassita, danni all'isolamento dell'avvolgimento e, nei casi più gravi, il cedimento del nucleo.
Tolleranze chiave per le pile di laminazione: cosa bloccare per primo
Non tutte le tolleranze meritano la stessa energia. Alcune dimensioni influiscono soprattutto sull'adattamento. Altre influiscono sul comportamento del motore, sulla qualità della pila e sulla stabilità dello stampo.
Area prioritaria
Cosa deve essere controllato davvero
Perché è importante nelle pile di laminazione
Cosa causa solitamente la deriva
Posizione da foro a foro e da elemento a elemento
Relazione posizionale, non solo singole dimensioni
Modifica il comportamento del traferro, l'accoppiamento e l'allineamento dello stack
Pilotaggio debole, fori pilota distorti, supporto della striscia non uniforme
Apertura della scanalatura, profondità della scanalatura, profilo della punta del dente
Geometria stretta magnetica e di avvolgimento
Influenza l'inserimento degli avvolgimenti, il percorso del flusso locale, l'ondulazione della coppia e l'esposizione alle bave delle scanalature.
Scarsa temporizzazione della stazione, movimento della striscia dopo l'innesto del pilota, usura del punzone
Distanza tra punzone e matrice
Gioco stabile durante il ciclo di riaffilatura
Controlla la brunitura, la frattura, l'andamento delle bave, il distacco delle pallottole e l'usura dei punzoni.
Il gioco è stato impostato una volta e non è mai stato riqualificato dopo l'usura o l'affilatura.
Montaggio del pilota e tempistica del pilota
Dimensione del foro, dimensione del naso pilota e sequenza di temporizzazione
La registrazione finale del nastro avviene qui, non all'alimentatore.
Pilota troppo grande, troppo corto, troppo in ritardo, o che lavora su un foro di localizzazione danneggiato
Percorso di evacuazione dei proiettili
Terreno, rilievo, percorso di caduta e metodo antirimbalzo
Evita che gli sfridi vengano eliminati dal colpo successivo e protegge la qualità dei bordi.
Queste priorità sono in linea con le attuali scoperte della metrologia e della produzione: le laminazioni del rotore e dello statore necessitano di un controllo dimensionale ad alta ripetibilità; la geometria delle scanalature e le bave all'interno della pila finita sono critiche per l'ispezione; la qualità dei bordi di taglio ha conseguenze elettriche dirette.
Linee guida per il gioco tra punzone e stampo per le laminazioni in acciaio elettrico
È qui che molti strumenti di laminazione vincono o perdono. Non perché la liquidazione sia affascinante. Non lo è. Perché la liquidazione controlla silenziosamente troppe altre cose.
Un punto di partenza molto utilizzato nella timbratura è circa 5% di spessore per lato. Questa linea di base è ancora importante. Ma il materiale sottile spesso non si comporta bene a quella linea di base. I riferimenti per lo stampaggio ad alta velocità indicano che il materiale più sottile di 0,020 pollici (0,5 mm) Il materiale più comunemente ha bisogno di un gioco sostanzialmente più elevato tra punzone e matrice prima che il foro perforato diventi più grande della punta del punzone e che il proiettile si liberi nella matrice. Anche il materiale sottile può richiedere un gioco maggiore per compensare il rigonfiamento e la compressione intorno al punzone.
Ciò significa che la domanda utile non è “Qual è il gioco corretto?”. È più vicina a questa: A quale distanza questo acciaio elettrico rivestito offre una qualità stabile del bordo senza trasformare il controllo dei proiettili in una lotta?
Ecco una pratica tabella di partenza.
Elemento lato stampo
Finestra di partenza pratica
Perché è importante
Cosa controllare sulla stampa
Distanza tra punzone e matrice, per lato
Iniziare vicino a 5% di spessore per lato; si muovono verso l'alto su calibri sottili quando i proiettili rimangono stretti nella matrice o il foro si chiude sul punzone.
Qualità del bordo, andamento delle bave, durata dell'utensile, libertà di taglio
Equilibrio tra brunitura e frattura, crescita della bava, dimensione del foro rispetto alla dimensione del punzone, inceppamento della pallina
Montaggio pilota-foro
Punto di pilotaggio comunemente Da 0,0005 a 0,0010 pollici. più piccolo del foro di posizionamento
Registrazione finale senza incollaggio
Segni di testimonianza nel foro, pallinatura, prelievo ritardato
Tempistica del pilota
Il pilota deve entrare e iniziare a localizzare prima delle pinze spelacavi/pad, spesso su 1-2× spessore del materiale prima del contatto con il pad
Impedisce il tentativo di spostare il materiale bloccato
Disadattamento della stazione, carico laterale, sfregamento intorno ai fori di posizionamento
Punch over-entry
Limitarsi al minimo indispensabile; nei lavori ad alta velocità, la guida spesso si ferma a 0,020 pollici (0,5 mm) max.
Aspirazione eccessiva, usura, ritorno di proiettile
Tinta di calore in prossimità della punta del punzone, pallini tirati, forza di prelievo crescente
Lunghezza del terreno della matrice
Nel caso di lavori con materiale sottile, evitare che la terra diventi eccessiva; una regola comune è non più di 4× spessore dello stock
Trappole per terreni lunghi o accatastamenti di proiettili
Impilamento di lumache, impacchettamento di matrici, punte scheggiate
Si tratta di finestre di partenza, non di promesse. Si basano sulle attuali linee guida per lo stampaggio relative alla perforazione, al pilotaggio e al comportamento degli slug ad alta velocità. Funzionano meglio se verificati con campioni di nastro reali, non solo con le intenzioni del CAD.
C'è anche un aspetto controintuitivo. Una maggiore distanza non sempre significa una maggiore bava nel modo in cui ci si aspetta. Alcuni riferimenti sulla perforazione riportano che un forte aumento del gioco può ridurre al minimo l'altezza della bava e prolungare la vita dell'utensile, ma solo se è stato progettato il controllo delle bave. Senza questa seconda parte, la stessa mossa può scambiare i problemi di bava con quelli di pullback. Pertanto, il progettista dello stampo non ottimizza il gioco da solo. Il gioco e la strategia di slug devono essere impostati insieme.
Migliori pratiche di progettazione pilota per gli stampi a laminazione progressiva
L'alimentatore avvicina la striscia. Il pilota finisce il lavoro. Questo è ancora il modo più pulito di pensare.
Nell'utensileria progressiva, la lunghezza di lavoro del pilota deve estendersi oltre la spogliarellista, in modo che il pilota possa prendere il foro e spostare il nastro in posizione. prima altri punzoni impegnano il taglio successivo. Le linee guida per la timbratura descrivono il naso pilota come se entrasse nel foro prima del contatto con la spoglia, con la punta pilota spesso dimensionata leggermente al di sotto del foro per evitare l'incastro. Le recenti linee guida per il pilotaggio indicano un adattamento tipico di circa Da 0,0005 a 0,001 pollici. al foro pilota; i riferimenti agli utensili più vecchi dimensionano comunemente il punto pilota 0,001 pollici più piccolo del punzone che ha praticato il foro di posizionamento.
Sembra un dettaglio insignificante. Non lo è. L'ingresso tardivo del pilota provoca una reazione a catena:
La striscia non è completamente posizionata. Il tampone si blocca. Quindi l'utensile cerca di tagliare, rasare o coniare da una posizione mezza sbagliata. A quel punto la matrice non sta più correggendo l'errore. Sta imprimendo l'errore nel pezzo.
Le laminazioni sottili peggiorano la situazione. Le attuali note sulla produzione di lamiere sottili sottolineano che ciò che un tempo era considerato sottile, circa 0,014 pollici., ora appare pesante accanto a 0,006 pollici. e 0,004 pollici. materiale. Man mano che il calibro diminuisce, il nastro diventa meno tollerante alle lunghe corse senza supporto e più sensibile al supporto, alla stabilità dell'avanzamento e alla temporizzazione del pilota.
Quindi, per gli stampi di laminazione, una buona strategia di pilotaggio significa di solito cinque cose:
Pilota da una funzione pulita e a bassa distorsione. Mantenere il pilota leggermente sotto il foro, non “il più stretto possibile”.” Fare in modo che il pilota si innesti prima che il cuscinetto si incastri completamente nella striscia. Evitare di chiedere allo stesso foro pilota di sopravvivere a troppi abusi a monte. Ricontrollare l'accoppiamento del pilota dopo le riaffilature, non solo dopo la prova iniziale.
Non ignorare il tipo di rivestimento durante l'impostazione dello stampo
I rivestimenti isolanti per l'acciaio elettrico non svolgono tutti lo stesso lavoro. Le classificazioni standard dei rivestimenti distinguono diversi prodotti chimici e funzioni previste, tra cui livello di isolamento, punzonabilità, saldabilità, resistenza alla ricottura e resistenza alla pressione. Alcune classi di rivestimenti sono esplicitamente associate a una migliore punzonabilità, mentre altre sono scelte per condizioni termiche o di pressione più severe.
Quindi una ricetta di compensazione che si è comportata bene su un tipo di rivestimento non dovrebbe essere copiata alla cieca su un altro. Nemmeno quando lo spessore di base è simile. La scelta del rivestimento influisce sull'attrito, sulla sensibilità ai danni superficiali e sulla quantità di bave o bordi che la pila a valle può tollerare prima che le prestazioni di isolamento inizino a diminuire. Le impostazioni dello stampo devono essere congelate rispetto al materiale rivestito effettivo, non contro un nome di famiglia materiale.
Metodi di controllo degli slug per utensili di laminazione a motore
Il controllo delle lumache non è un argomento di manutenzione. È un argomento di qualità. Un proiettile tirato può segnare la laminazione successiva, scheggiare una punta, ammaccare un dente stretto, disturbare il rivestimento e avviare una tendenza alla bava che si manifesta molto più tardi nell'assemblaggio dello stack. A quel punto la vera causa è già vecchia di due turni.
Le referenze sulla tranciatura ad alta velocità identificano diverse cause ricorrenti di estrazione dei punzoni: vuoto intrappolato, lubrificante appiccicoso, entrata eccessiva del punzone e gioco allentato senza metodo di ritenzione. Gli stessi riferimenti mostrano anche che il ritiro può essere responsabile di gran parte dell'usura del punzone e che l'eccessivo ingresso del punzone aumenta l'aspirazione durante il ritiro.
I tre livelli di controllo più importanti.
Primo, la faccia da pugno. I perni di espulsione a molla o i punzoni ventilati aiutano a rompere la tenuta del vuoto e a spingere il proiettile lontano dalla superficie del punzone durante il ritiro. Per i punzoni rotondi si utilizza anche il taglio conico, che riduce il carico e la tendenza a tirare il proiettile.
Secondo, l'apertura dello stampo. L'eccessiva lunghezza della massa è una delle cause principali dell'inceppamento dei proiettili. Le linee guida per la lavorazione di materiali sottili prevedono di solito che la lunghezza della terra non sia superiore a circa quattro volte lo spessore del materiale, con rilievi a cono o a cono rovesciato per aiutare i proiettili a sganciarsi in modo pulito. Anche la finitura liscia del rilievo ha la sua importanza; gli alesaggi ruvidi possono catturare i proiettili e favorire il tumbling.
Terzo, il percorso di caduta. I buoni standard per gli stampi dicono ancora una cosa ovvia, perché è sempre vera: prevedere dei fori di passaggio attraverso il pattino dello stampo per tutti i proiettili e i fori pilota. Separare la caduta dei pezzi da quella degli scarti, quando possibile. Dare agli scarti una via d'uscita libera e non la possibilità di sostare sotto la zona di taglio.
Un ultimo dettaglio. Il controllo della bava e il controllo degli slug sono collegati. La vecchia regola generale di stampaggio secondo cui l'altezza della bava può essere pari a 10% di spessore della lamiera è troppo lasco per essere usato come coperta di comfort per le pile di laminazione. Nelle laminazioni elettriche, le bave possono creare cortocircuiti interlaminari. I lavori pubblicati sui nuclei elettrici citano esempi intorno a 0,05 mm su una lunghezza del bordo di 10 mm, con picchi locali più elevati talvolta trattati separatamente, e alcune indicazioni sulla produzione di pile di laminazione con bave di bandiera nel 10-20 μm come già significativo per la qualità delle palificazioni. La pratica più sensata è quella di impostare l'allarme di processo interno ben al di sotto della vecchia regola 10% e confermare il limite finale in base al fattore di impilamento, alla resistenza di isolamento e ai risultati termici.
Una pratica sequenza di debug quando le pile di laminazione iniziano ad andare alla deriva
Quando una pila di laminazione inizia a mostrare un disallineamento, una bava crescente o una tenuta casuale della scanalatura, non iniziare dal pezzo finito e tirare a indovinare. Camminare all'indietro.
Controllare il percorso della striscia. Quindi verificare le condizioni del foro di posizionamento. Poi il montaggio del pilota e la tempistica. Quindi l'autorizzazione alla punzonatura nella stazione attiva. Poi terra e condizioni di soccorso. Poi l'ingresso in sovrannumero. Poi la quantità di lubrificante e il punto in cui viene effettivamente applicato.
Questo ordine non è elegante. Ma funziona. I danni ai fori pilota e l'instabilità delle strisce spesso si manifestano prima dei difetti evidenti del pezzo, e il comportamento dei proiettili può dirvi se il problema del gioco è geometrico, legato all'usura o semplicemente amplificato dal ritiro e dal vuoto.
FAQ
Qual è un buon gioco di partenza per gli stampi di laminazione del motore?
Un punto di partenza comune è circa 5% di spessore dello stock per lato, ma l'acciaio elettrico sottile spesso ne richiede di più prima che il foro smetta di fare presa sul punzone e la pallottola cada in modo pulito. Considerate il 5% come un valore di riferimento, non come una risposta fissa.
Quanto deve essere più piccolo un pilota rispetto al foro pilota?
Una pratica comune è quella di dimensionare il punto di pilotaggio a circa Da 0,0005 a 0,0010 pollici. più piccolo del foro di posizionamento. I riferimenti agli utensili più vecchi spesso indicano 0,001 pollici più piccolo del punzone che ha praticato il foro di posizionamento. L'obiettivo è un'entrata controllata senza incollaggio.
Quando deve innestarsi il pilota in uno stampo a laminazione progressiva?
Prima che la spelatrice o il tampone a pressione serrino completamente la striscia e prima che gli altri punzoni inizino il lavoro critico. Una linea guida pratica è che il pilota inizi a localizzare circa 1-2× spessore dello stock prima del contatto con il tampone.
Perché l'attrazione delle lumache peggiora dopo un po' di tempo di funzionamento dell'utensile?
Di solito è dovuto alla concomitanza di diversi fattori: l'usura modifica il gioco reale, l'ingresso eccessivo o le condizioni del terreno aumentano l'aspirazione e la resistenza, il lubrificante sigilla la tasca del vuoto e il percorso del proiettile diventa meno pulito. Raramente l'attrazione dei proiettili è causata da un solo dettaglio.
Quale limite di bava deve essere utilizzato per le pile di laminazione?
Non esiste un numero universale onesto. La vecchia regola generale di timbratura di 10% di spessore stock è troppo ampio per molte applicazioni di laminazione, perché le bave possono creare corti interlaminari. Per le laminazioni elettriche, il limite finale dovrebbe essere legato all'integrità dell'isolamento, al fattore di impilamento e all'aumento di calore, con allarmi interni al processo impostati molto più bassi della regola generale.
Il tipo di rivestimento cambia davvero le impostazioni dello stampo?
Sì. Le classificazioni standard dei rivestimenti distinguono i rivestimenti per livello di isolamento, punzonabilità, saldabilità e resistenza termica. Ciò significa che lo stesso spessore con un sistema di rivestimento diverso potrebbe non richiedere lo stesso gioco, lo stesso allarme bava o lo stesso intervallo di manutenzione.
La linea di fondo
Una matrice di laminazione a motore non si guasta tutta in una volta. Si muove alla deriva. La distanza di sicurezza varia. Il comportamento del pilota varia. Il comportamento delle lumache varia. Poi la qualità della pila segue.
Gli utensili migliori non sono quelli che producono un pezzo campione nitido. Sono quelli che mantengono stabili la posizione del foro, la geometria della scanalatura, le condizioni del bordo e l'evacuazione degli sfridi per tutto il tempo di produzione reale. Ciò significa impostare il gioco come una finestra di processo in tempo reale, dare ai piloti una vera autorità di localizzazione e trattare il controllo degli slug come parte della qualità del pezzo fin dalla prima revisione del layout.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.