Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
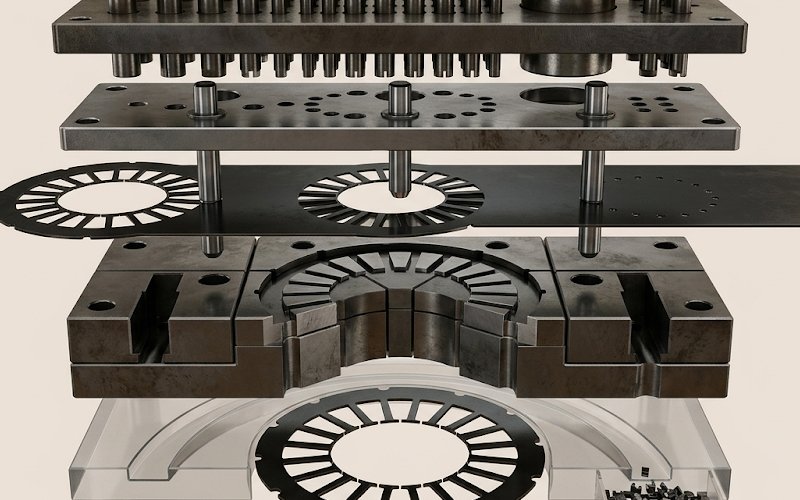
Desain Die untuk Laminasi Motor: Toleransi Kunci, Pilot, dan Kontrol Siput
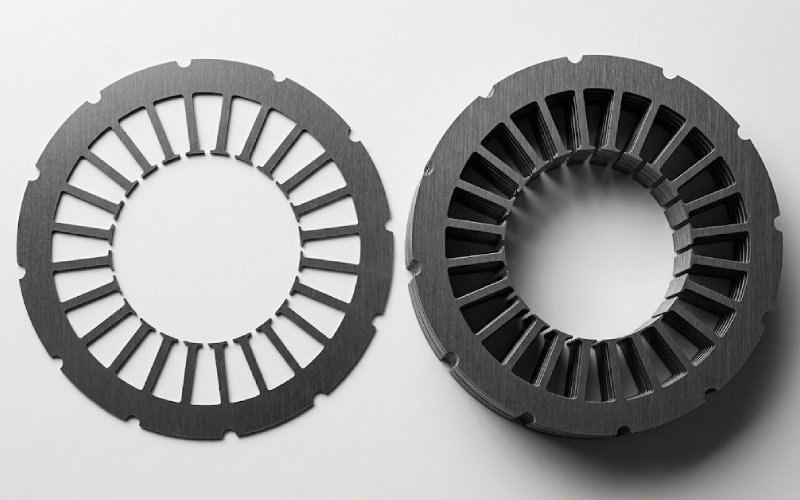
Tumpukan laminasi tidak kenal ampun. Bagian yang dicap dapat terlihat bersih di bangku dan masih berperilaku buruk setelah menjadi paket rotor atau stator. Itulah jebakan yang sebenarnya.
Untuk laminasi motor, desain cetakan bukan hanya tentang menahan profil luar. Ini adalah tentang memegang profil dan ujung yang dipotong dan registrasi dari stasiun ke stasiun. Ketiganya melayang bersama. Pengulangan yang ketat diperlukan karena tumpukan laminasi harus memenuhi persyaratan listrik, magnetik, dan mekanis pada saat yang bersamaan. Pemotongan mekanis juga mengubah perilaku magnetik di dekat tepi; penelitian yang dipublikasikan menunjukkan kehilangan besi yang lebih tinggi, permeabilitas yang lebih rendah, dan degradasi yang lebih kuat seiring dengan bertambahnya panjang ujung tombak per satuan massa.
Satu catatan sebelum membahas detailnya. “Toleransi utama” dalam artikel ini berarti toleransi proses sisi mati dan jendela kontrol, bukan toleransi cetak universal palsu untuk setiap desain motor. Bagian GD&T yang tepat tergantung pada diameter, jumlah slot, tingkat daya, strategi celah udara, metode tumpukan, dan metode inspeksi. Namun, die itu sendiri memiliki daftar pendek dimensi dan jendela proses yang patut mendapat perhatian. Mereka adalah yang di bawah ini.
Daftar Isi
Mengapa cetakan laminasi motor kurang dapat dimaafkan daripada blanking biasa
Alasan pertama cukup jelas: baja listrik yang tipis tidak memberikan banyak pengampunan. Alasan kedua kurang jelas. Banyak fitur yang paling sensitif pada motor bukanlah fitur yang besar. Mereka adalah fitur yang sempit. Bukaan slot. Ujung gigi. Jembatan. Lubang pilot kecil. Takik kecil yang terlihat tidak berbahaya pada tata letak strip dan kemudian memutuskan apakah tumpukan berjalan dengan tenang atau tidak.
Hal ini penting karena diameter dalam stator, dimensi slot, dan toleransi geometris terkait memengaruhi celah udara, volume belitan, induktansi, EMF belakang, riak torsi, dan kecocokan perakitan. Penelitian inspeksi slot baru-baru ini juga menunjukkan bahwa lebar slot, kedalaman, ketidaksejajaran laminasi, dan keberadaan duri melalui panjang tumpukan cukup penting untuk membenarkan inspeksi non-kontak khusus. Jadi ya, cetakan laminasi adalah alat dimensi. Alat ini juga merupakan alat kinerja elektromagnetik.
Dan kemudian ada ujung yang dipotong. Gerinda bukan sekadar kosmetik. Gerinda tepi dapat menjembatani lembaran yang berdekatan dan menciptakan jalur patahan interlaminar. Pekerjaan inti listrik yang dipublikasikan mencatat bahwa gerinda tepi dapat menyebabkan pemanasan lokal, menambah kehilangan arus pusar, kerusakan isolasi belitan, dan pada kasus yang parah, kegagalan inti.
Toleransi utama untuk tumpukan laminasi: apa yang harus dikunci terlebih dahulu
Tidak semua toleransi membutuhkan energi yang sama. Beberapa dimensi sebagian besar memengaruhi kesesuaian. Yang lainnya memengaruhi perilaku motorik, kualitas tumpukan, dan stabilitas die sekaligus.
Area prioritas
Apa yang benar-benar membutuhkan kontrol
Mengapa ini penting dalam tumpukan laminasi
Apa yang biasanya menyebabkan penyimpangan
Posisi bore-to-OD dan fitur-ke-fitur
Hubungan posisi, bukan hanya dimensi tunggal
Mengubah perilaku celah udara, kesesuaian, dan keselarasan tumpukan
Uji coba yang lemah, lubang uji coba yang terdistorsi, penyangga strip yang tidak rata
Bukaan slot, kedalaman slot, profil ujung gigi
Geometri terkait magnet dan belitan yang sempit
Mempengaruhi penyisipan belitan, jalur fluks lokal, riak torsi, dan paparan duri slot
Pengaturan waktu stasiun yang buruk, gerakan strip setelah pengaktifan pilot, keausan pukulan
Jarak bebas dari pukulan sampai mati
Jarak bebas yang stabil selama siklus penyesalan
Mengontrol kilap, patahan, tren duri, pelepasan siput, dan keausan pukulan
Jarak bebas ditetapkan sekali dan tidak pernah memenuhi syarat setelah dipakai atau diasah
Kesesuaian pilot dan waktu pilot
Ukuran lubang, ukuran pilot nose, dan urutan waktu
Registrasi strip akhir terjadi di sini, bukan di feeder
Pilot terlalu besar, terlalu pendek, terlambat, atau bekerja pada lubang lokasi yang rusak
Jalur evakuasi siput
Metode tanah, bantuan, jalur penurunan, dan anti-pullback
Menjaga agar tidak terjadi benturan berikutnya dan melindungi kualitas tepi
Tanah yang panjang, pelumas yang lengket, masuk berlebihan, vakum yang terperangkap, hasil akhir yang kasar
Prioritas tersebut sejalan dengan temuan metrologi dan manufaktur saat ini: laminasi rotor dan stator membutuhkan kontrol dimensi pengulangan yang tinggi; geometri slot dan gerinda di dalam tumpukan yang sudah jadi sangat penting untuk diperiksa; dan kualitas yang mutakhir memiliki konsekuensi kelistrikan secara langsung.
Pedoman jarak bebas pukulan ke cetakan untuk laminasi baja listrik
Di sinilah banyak alat laminasi dimenangkan atau dikalahkan. Bukan karena izin itu glamor. Hal ini tidak. Karena jarak bebas secara diam-diam mengontrol terlalu banyak hal lainnya.
Titik awal yang sudah lama digunakan dalam stamping adalah tentang Ketebalan stok 5% per sisi. Garis dasar itu masih penting. Tetapi stok tipis sering kali tidak berperilaku baik pada garis dasar tersebut. Referensi stamping berkecepatan tinggi mencatat bahwa bahan yang lebih tipis dari 0,020 inci (0,5 mm) umumnya membutuhkan jarak bebas punch-to-matrix yang jauh lebih tinggi sebelum lubang yang ditembus menjadi lebih besar dari titik punch dan siput terbebas di dalam matriks. Material tipis juga membutuhkan jarak bebas yang lebih besar untuk mengimbangi tonjolan dan kompresi di sekitar punch.
Itu berarti, pertanyaan yang berguna bukanlah “Berapa jarak bebas yang benar?” Ini lebih dekat dengan hal ini: Pada jarak bebas berapa baja elektrik berlapis ini memberikan kualitas tepi yang stabil tanpa mengubah kontrol siput menjadi pertarungan?
Berikut ini adalah tabel awal yang praktis.
Item sisi mati
Jendela awal yang praktis
Mengapa ini penting
Apa yang harus dicek pada mesin cetak
Jarak bebas pukulan hingga mati, per sisi
Mulai dekat Ketebalan stok 5% per sisi; bergerak ke atas pada pengukur tipis ketika siput tetap kencang di dalam cetakan atau lubang menutup pada pukulan
Kualitas tepi, tren duri, masa pakai alat, kebebasan siput
Keseimbangan kilap/patahan, pertumbuhan duri, ukuran lubang vs. ukuran lubang, kemacetan siput
Kesesuaian pilot-ke-lubang
Titik percontohan umumnya 0,0005 hingga 0,0010 inci. lebih kecil dari lubang lokasi
Pendaftaran akhir tanpa menempel
Melihat tanda di lubang, peening, pengambilan yang tertunda
Pengaturan waktu percontohan
Pilot harus masuk dan mulai mencari lokasi sebelum klem stripper / bantalan, sering kali tentang Ketebalan material 1-2 × sebelum kontak pad
Mencegah upaya memindahkan stok yang dijepit
Ketidaksesuaian stasiun, beban samping, lecet di sekitar lubang lokasi
Pukulan masuk berlebihan
Jaga agar tetap seminimal mungkin; dalam pekerjaan berkecepatan tinggi, panduan sering kali menahannya untuk Maksimal 0,020 inci (0,5 mm)
Pengisapan berlebih, keausan, tarikan siput
Warna panas di dekat ujung pukulan, siput yang ditarik, gaya penarikan yang meningkat
Matriks panjang lahan
Untuk pekerjaan dengan stok tipis, jaga agar lahan tidak berlebihan; satu aturan umum adalah tidak lebih dari 4 × ketebalan stok
Ini adalah jendela awal, bukan janji. Mereka berasal dari panduan stamping saat ini tentang perforasi, uji coba, dan perilaku siput berkecepatan tinggi. Mereka bekerja paling baik ketika diverifikasi terhadap sampel strip yang sebenarnya, bukan hanya maksud CAD.
Ada juga hal yang berlawanan dengan intuisi di sini. Jarak bebas yang lebih besar tidak selalu berarti lebih banyak duri seperti yang diharapkan orang. Beberapa referensi perforasi melaporkan bahwa peningkatan jarak bebas yang besar dapat mengurangi ketinggian duri hingga minimum dan memperpanjang usia pakai alat, tetapi hanya jika kontrol siput telah dirancang. Tanpa bagian kedua itu, langkah yang sama dapat menukar masalah duri dengan masalah pullback. Jadi, perancang cetakan tidak mengoptimalkan jarak bebas saja. Strategi clearance dan slug harus ditetapkan bersama-sama.
Praktik terbaik desain percontohan untuk cetakan laminasi progresif
Pengumpan mendekatkan strip. Pilot menyelesaikan pekerjaannya. Itu masih merupakan cara yang paling bersih untuk memikirkannya.
Pada pahat progresif, panjang kerja pilot harus melampaui stripper sehingga pilot dapat mengambil lubang dan memindahkan strip ke posisinya sebelum Pukulan lainnya melakukan pemotongan berikutnya. Panduan pemukulan menggambarkan hidung pilot memasuki lubang sebelum kontak stripper, dengan titik pilot yang sering kali berukuran sedikit di bawah lubang untuk menghindari penempelan. Panduan uji coba terbaru memberikan kesesuaian yang khas sekitar 0,0005 hingga 0,001 inci. ke lubang pilot; referensi perkakas yang lebih tua biasanya mengukur titik pilot 0,001 inci lebih kecil daripada pukulan yang membuat lubang lokasi.
Kedengarannya seperti detail yang sangat kecil. Sebenarnya tidak. Masuknya pilot yang terlambat menyebabkan reaksi berantai:
Strip tidak sepenuhnya berada di tempatnya. Bantalan menjepit. Kemudian alat mencoba memotong, mencukur, atau koin dari posisi yang setengah salah. Pada saat itu cetakan tidak lagi mengoreksi kesalahan. Kesalahan tersebut akan sulit dicap ke dalam bagian tersebut.
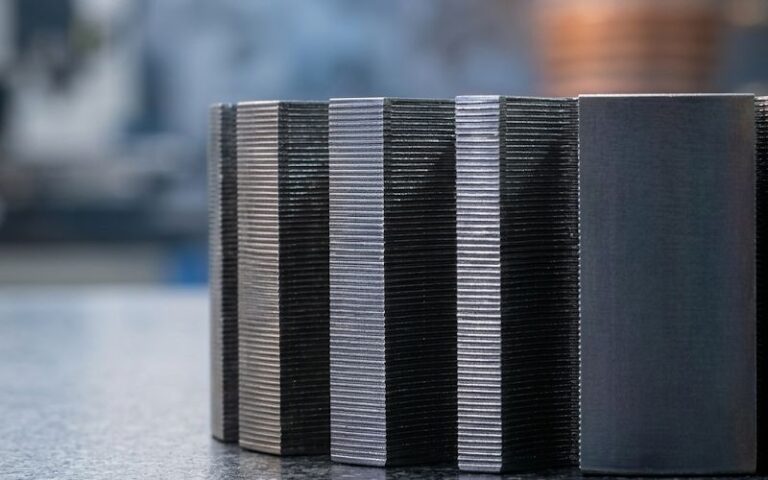
Laminasi yang tipis memperburuk hal ini. Catatan produksi pengukur tipis saat ini menunjukkan bahwa apa yang dulunya dianggap tipis, sekitar 0,014 in., sekarang terlihat berat di samping 0,006 in. dan 0,004 in. bahan. Saat pengukur turun, strip menjadi kurang toleran terhadap perjalanan panjang yang tidak didukung dan lebih sensitif terhadap dukungan, stabilitas umpan, dan waktu pilot.
Jadi, untuk cetakan laminasi, strategi percontohan yang baik biasanya berarti lima hal:
Percontohan dari fitur yang bersih dan rendah distorsi. Jaga agar pilot sedikit di bawah lubang, tidak “sekencang mungkin”.” Pastikan pilot aktif sebelum pad sepenuhnya menjebak strip. Hindari meminta lubang pilot yang sama untuk bertahan dari terlalu banyak penyalahgunaan di hulu. Periksa kembali kecocokan pilot setelah melakukan penyetelan ulang, tidak hanya setelah uji coba awal.
Jangan abaikan jenis pelapis saat mengatur cetakan
Pelapis insulasi baja-listrik tidak semuanya melakukan pekerjaan yang sama. Klasifikasi pelapis standar membedakan berbagai bahan kimia dan fungsi yang dimaksudkan, termasuk tingkat isolasi, kemampuan pukulan, kemampuan las, ketahanan anil, dan ketahanan tekanan. Beberapa kelas pelapis secara eksplisit dikaitkan dengan kemampuan pukulan yang lebih baik, sementara yang lain dipilih untuk kondisi termal atau tekanan yang lebih keras.
Jadi, resep clearance yang berperilaku baik pada satu kelas yang dilapisi, tidak boleh disalin begitu saja ke kelas lainnya. Bahkan ketika ketebalan dasarnya terlihat serupa. Pilihan pelapisan memengaruhi gesekan, sensitivitas kerusakan permukaan, dan seberapa banyak duri atau gulungan tepi yang dapat ditoleransi oleh tumpukan hilir sebelum kinerja insulasi mulai memudar. Pengaturan cetakan harus dibekukan terhadap bahan berlapis yang sebenarnya, tidak bertentangan dengan nama baik keluarga.
Metode kontrol siput untuk perkakas laminasi motor
Pengendalian siput bukanlah topik rumah tangga. Ini adalah topik kualitas. Siput yang ditarik dapat menandai laminasi berikutnya, membuat ujungnya patah, memar pada gigi yang sempit, mengganggu lapisan, dan memulai tren duri yang muncul di kemudian hari dalam perakitan tumpukan. Pada saat itu penyebab sebenarnya sudah berumur dua shift.
Referensi stamping berkecepatan tinggi mengidentifikasi beberapa penyebab berulang dari tarikan siput: vakum yang terperangkap, pelumas yang lengket, punch yang terlalu masuk, dan jarak bebas tanpa metode retensi. Referensi yang sama juga menunjukkan bahwa penarikan dapat menyebabkan sebagian besar keausan punch, dan punch yang masuk secara berlebihan meningkatkan pengisapan pada saat penarikan.
Tiga lapisan kontrol yang paling penting.
Pertama, wajah pukulan. Pin ejektor bermuatan pegas atau pukulan berventilasi membantu memecahkan segel vakum dan mendorong siput menjauh dari permukaan pukulan selama penarikan. Untuk pukulan bundar, geser kerucut juga digunakan karena menurunkan beban dan dapat mengurangi kecenderungan tarikan siput.
Kedua, pembukaan cetakan. Panjang lahan yang berlebihan adalah salah satu penyebab utama kemacetan siput. Panduan untuk pekerjaan dengan stok tipis biasanya menjaga panjang lahan tidak lebih dari sekitar ketebalan material empat kali lipat, dengan relief lancip atau lancip terbalik yang digunakan untuk membantu siput terlepas dengan bersih. Hasil akhir relief yang halus juga penting; counterbore yang dibor secara kasar dapat menangkap siput dan mendorongnya untuk jatuh.
Ketiga, jalur penurunan. Standar die yang baik masih mengatakan hal yang jelas karena tetap benar: sediakan lubang clearance melalui die shoe untuk semua slug dan lubang pilot. Pisahkan part drop dari scrap drop sedapat mungkin. Berikan jalan keluar yang jelas bagi scrap, bukan kesempatan untuk berkeliaran di bawah zona pemotongan.
Satu detail terakhir. Kontrol duri dan kontrol siput saling terkait. Aturan stamping umum yang lebih lama, bahwa tinggi duri bisa setinggi Ketebalan lembaran 10% terlalu longgar untuk digunakan sebagai selimut yang nyaman untuk tumpukan laminasi. Pada laminasi listrik, gerinda dapat membuat celana pendek interlaminar. Pekerjaan inti listrik yang dipublikasikan mengutip contoh-contoh di sekitar 0,05 mm di atas panjang tepi 10 mm, dengan puncak lokal yang lebih tinggi terkadang diperlakukan secara terpisah, dan beberapa panduan produksi untuk tumpukan laminasi menandai bendera gerinda di 10-20 μm kisaran yang sudah berarti untuk kualitas tumpukan. Praktik yang masuk akal adalah mengatur alarm proses internal Anda jauh di bawah aturan 10% yang lama dan mengonfirmasi batas akhir terhadap faktor tumpukan, resistansi insulasi, dan hasil termal.
Urutan debug praktis ketika tumpukan laminasi mulai melayang
Ketika tumpukan laminasi mulai menunjukkan ketidaksejajaran, duri yang naik, atau slot yang sesak secara acak, jangan mulai dari bagian yang sudah jadi dan menebak-nebak. Berjalanlah mundur.
Periksa jalur strip. Kemudian periksa kondisi lubang lokasi. Kemudian kesesuaian dan pengaturan waktu pilot. Kemudian izin punch-to-die di stasiun aktif. Kemudian kondisi tanah dan bantuan. Kemudian masuk secara berlebihan. Kemudian jumlah pelumas dan di mana sebenarnya pelumas itu mendarat.
Urutan itu tidak elegan. Ini berhasil. Kerusakan lubang pilot dan ketidakstabilan strip sering kali muncul lebih awal daripada cacat komponen yang terlihat jelas, dan perilaku siput dapat memberi tahu Anda apakah masalah jarak bebas bersifat geometris, terkait keausan, atau hanya diperkuat oleh penarikan dan vakum.
PERTANYAAN YANG SERING DIAJUKAN
Berapa jarak bebas awal yang baik untuk cetakan laminasi motor?
Titik awal yang umum adalah sekitar 5% ketebalan stok per sisi, tetapi baja listrik yang tipis sering kali membutuhkan lebih dari itu sebelum lubang berhenti mencengkeram punch dan siput jatuh dengan bersih. Perlakukan 5% sebagai garis dasar, bukan jawaban yang pasti.
Seberapa kecil ukuran pilot harus lebih kecil dari lubang pilot?
Praktik yang umum dilakukan adalah mengukur titik percontohan sekitar 0,0005 hingga 0,0010 inci. lebih kecil dari lubang lokasi. Referensi perkakas yang lebih tua sering menyatakan 0,001 inci lebih kecil daripada pukulan yang membuat lubang lokasi. Tujuannya adalah masuk secara terkendali tanpa lengket.
Kapan pilot harus terlibat dalam laminasi progresif mati?
Sebelum stripper atau pressure pad menjepit strip sepenuhnya, dan sebelum pukulan lainnya mulai bekerja secara kritis. Satu pedoman praktis adalah pilot mulai mencari lokasi sekitar Ketebalan stok 1-2× sebelum kontak pad.
Mengapa tarikan siput menjadi lebih buruk setelah alat bekerja selama beberapa waktu?
Biasanya karena beberapa hal yang terjadi bersamaan: keausan mengubah jarak bebas yang sebenarnya, kondisi jalan yang terlalu dalam atau kondisi tanah yang meningkatkan hisapan dan tarikan, pelumas menutup kantong vakum, dan jalur siput menjadi kurang bersih. Tarikan siput jarang disebabkan oleh satu hal saja.
Berapa batas duri yang harus digunakan untuk tumpukan laminasi?
Tidak ada nomor universal yang jujur. Aturan cap umum yang lama dari Ketebalan stok 10% terlalu luas untuk banyak aplikasi laminasi karena gerinda dapat membuat celana pendek interlaminar. Untuk laminasi listrik, batas akhir harus dikaitkan dengan integritas insulasi, faktor tumpukan, dan kenaikan panas, dengan alarm proses internal yang diatur jauh lebih rendah daripada aturan umum.
Apakah jenis pelapisan benar-benar mengubah pengaturan die?
Ya, klasifikasi pelapis standar membedakan pelapis berdasarkan tingkat insulasi, kemampuan pelubangan, kemampuan las, dan ketahanan termal. Itu berarti ketebalan yang sama dengan sistem pelapisan yang berbeda mungkin tidak menginginkan jarak bebas, alarm duri, atau interval perawatan yang sama.
Intinya
Cetakan laminasi motor tidak gagal sekaligus. Ini melayang. Jarak bebas melayang. Perilaku pilot melayang. Perilaku siput melayang. Kemudian kualitas tumpukan mengikuti.
Alat terbaik bukanlah alat yang membuat satu bagian sampel yang tajam. Alat-alat tersebut adalah alat yang menjaga posisi lubang, geometri slot, kondisi tepi, dan evakuasi skrap tetap stabil selama waktu proses yang sesungguhnya. Itu berarti menetapkan jarak bebas sebagai jendela proses langsung, memberikan otoritas lokasi yang sebenarnya kepada pilot, dan memperlakukan kontrol siput sebagai bagian dari kualitas komponen dari tinjauan tata letak pertama dan seterusnya.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.