Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
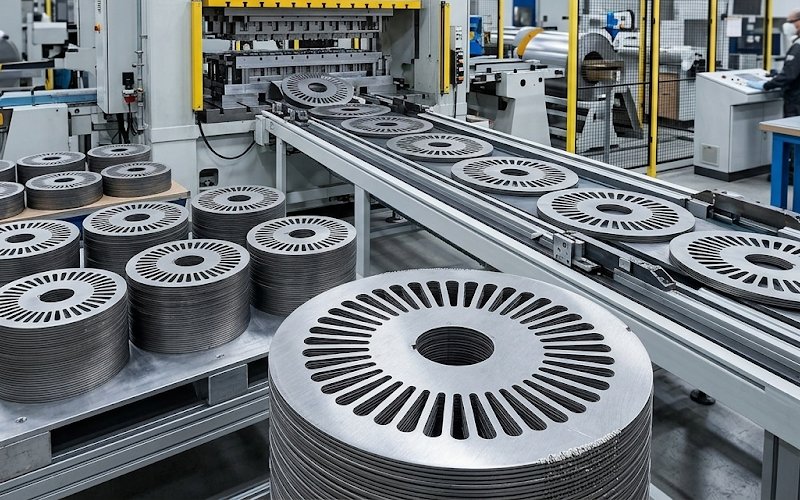
Keausan Die dalam Stamping Laminasi: Penyebab, Pemantauan, dan Perawatan Pencegahan
Laminasi Die jarang sekali mengalami kegagalan secara dramatis. Lebih sering, garis terus berjalan, bagian-bagian masih terlihat cukup dekat, dan masalahnya muncul satu lapisan kemudian: gerinda menjadi lebih tinggi, stack fit menjadi kurang bersih, interlock tidak lagi terasa konsisten, beban tekan merayap naik. Pergeseran yang lambat itu adalah bagian yang mahal. Dalam pekerjaan laminasi, kualitas mutakhir terkait dengan perilaku penumpukan dan, dalam baja listrik, dengan integritas isolasi dan kehilangan inti juga. Gerinda di bagian tepi dapat menciptakan jembatan konduktif di antara lembaran, yang merupakan jenis cacat yang dimulai dari yang kecil dan berakhir dengan panas, kehilangan, atau kualitas tumpukan yang tidak stabil.
Itulah sebabnya mengapa keausan mati di stempel laminasi tidak boleh diperlakukan sebagai masalah perkakas sederhana. Ini adalah masalah kualitas tumpukan. Terkadang juga masalah performa magnetik. Sebuah cetakan masih dapat “berjalan” sementara proses sudah berada di luar jendela yang masuk akal untuk laminasi.
Daftar Isi
Di mana keausan biasanya dimulai
Biasanya dimulai dari fitur yang paling tidak bisa dimaafkan: celah sempit, akar gigi, jari-jari yang rapat, fitur yang berhubungan dengan pilot, jembatan, dan bentuk interlock. Profil luar yang lurus sering kali bertahan lebih lama. Fitur internal yang kecil tidak. Ketika keausan dimulai, keausan juga cenderung bersifat lokal sebelum menjadi global. Satu slot mulai membangun duri lebih cepat daripada yang lain. Satu pukulan membuat jejak tonase terlihat sedikit berbeda. Satu jembatan mulai menunjukkan tarikan. Kesalahannya adalah dengan merata-ratakan semua itu dan menyebutnya sebagai cetakan yang sehat.
Apa yang sebenarnya menyebabkan keausan cetakan pada stamping laminasi
1. Jarak bebas yang terlalu sempit, terlalu terbuka, atau tidak rata
Jarak bebas masih sangat berpengaruh di sini. Jarak bebas yang terlalu sedikit akan meningkatkan gaya potong, tekanan pahat, dan kerusakan tepi. Jarak bebas yang terlalu besar cenderung meningkatkan ketinggian duri dan memperburuk zona retak. Dalam stamping umum, aturan praktis yang lama sering dimulai sekitar 5% per sisi atau sekitar 10% ketebalan stok tergantung pada toko dan kelas material. Baja listrik tipis biasanya ditangani lebih sempit dari itu. Untuk pekerjaan laminasi di sekitar 0,35 mm stok, jendela awal yang praktis sering kali ada di sekitar 5% hingga 8% per sisi, kemudian disetel dari tren duri aktual, penampilan permukaan, dan perilaku beban, bukannya dipegang sebagai aturan tetap.
Kata yang penting adalah tidak merata. Die dapat memiliki jarak bebas rata-rata yang terlihat dapat diterima di atas kertas dan masih mengalami keausan yang buruk karena penyelarasan lokalnya tidak tepat. Keausan pemandu, beban samping, pemandu strip yang buruk, atau penajaman yang tidak merata akan menjauhkan satu stasiun dari stasiun lainnya. Kemudian satu fitur mulai membuat masalah terlebih dahulu. Itu normal. Itu juga merupakan petunjuknya.
2. Kontak tepi abrasif dan kelelahan siklik
Baja listrik memang tipis, tetapi itu tidak membuatnya mudah di bagian tepi. Kontak berulang pada kecepatan langkah yang tinggi akan menimbulkan keausan abrasif, kemudian kerusakan akibat kelelahan di dekat mata potong, lalu serpihan kecil jika kondisi ini dibiarkan. Studi tentang keausan stamping-tool menunjukkan bahwa material pahat, sistem pelapisan, dan jarak bebas, semuanya memengaruhi seberapa cepat duri tumbuh dan bagaimana gaya potong berubah seiring penggunaan. Lebih keras saja tidak selalu cukup; kondisi mata potong dan kecocokan proses juga sama pentingnya.
3. Memandu masalah keausan dan gerakan tekan
Die yang bersih di bangku kerja dapat berperilaku berbeda di mesin cetak. Pengulangan slide, kemiringan ram, keausan pemandu, kontak stripper, dan pemuatan di luar pusat, semuanya mengubah cara punch memasuki bukaan die. Ketika hal itu terjadi, keausan tidak lagi simetris. Satu sisi tepi akan hilang lebih cepat. Satu stasiun mulai mengeluarkan duri yang lebih tinggi. Pekerjaan pemantauan tonase tekan telah menunjukkan bahwa stasiun blanking yang aus meninggalkan tanda yang terlihat pada jejak beban sebelum jalur mencapai kegagalan yang keras. Hal ini menjadikan tren gaya sebagai peringatan dini yang berguna, bukan hanya sebagai metrik kesehatan alat berat.
4. Tarikan bekas, pemotongan ulang, dan evakuasi siput yang buruk
Beberapa masalah keausan benar-benar merupakan masalah jalur skrap yang terselubung. Jika serpihan tidak dibersihkan dengan bersih, alat ini akan mengenai bagian yang sudah terpotong. Hal ini dapat mengikis tepi dengan sangat cepat. Pada cetakan laminasi, di mana fiturnya kecil dan laju pemakanan sering kali tinggi, bahkan gangguan skrap yang ringan pun dapat mengubah proses yang stabil menjadi penghasil duri dalam waktu singkat. Inilah salah satu alasan mengapa cetakan bisa tampak bagus setelah diasah dan masih kehilangan masa pakai lebih awal. Tepi bukanlah masalah pertama.
5. Penajaman yang terlambat, atau penajaman yang buruk
Cetakan laminasi yang sudah aus harus diasah sebelum kurva duri menjadi curam. Bukan setelahnya. Panas penggerindaan juga penting. Jika pengasahan terlalu panas pada bagian tepi, mengubah kekerasan lokal, atau membuat stasiun terkait tidak sinkron, pahat dapat kembali ke mesin cetak yang sudah terganggu. Mengasah adalah perawatan, ya. Ini juga bisa menjadi awal dari siklus keausan berikutnya jika pemulihan geometri tidak dilakukan dengan baik.
Sinyal-sinyal yang patut diperhatikan
Sinyal pertama biasanya bukan pukulan yang patah. Itu adalah penyimpangan.
Tinggi duri naik pada satu fitur. Beban tekan naik secara perlahan. Zona kilau berubah. Tepi yang terpotong mulai terlihat kasar dan bukannya bersih. Tumpukan tidak lagi mudah bersarang. Rasa interlock berubah sebelum dimensi keluar sepenuhnya.
Pola tersebut sejalan dengan praktik di toko dan studi pemantauan kondisi: keausan menunjukkan dirinya sebagai tren sebelum menunjukkan dirinya sebagai peristiwa.
Ada juga pemeriksaan realitas yang berguna pada batas duri. Panduan stamping umum sudah lama menggunakan aturan longgar bahwa duri yang dapat diterima mungkin ada di sekitar Ketebalan lembaran 10%, tetapi pekerjaan laminasi biasanya jauh lebih ketat dari itu. Dalam panduan pemrosesan baja listrik, 0,03 mm digunakan sebagai batas duri maksimum dalam beberapa aplikasi yang berhubungan dengan tumpukan, dan data kemampuan pukulan pemasok sering kali melacak jumlah pukulan yang diperlukan hingga duri mencapai 50 μm. Hal ini memberi tahu Anda dua hal sekaligus: pertama, batas duri laminasi sering kali jauh lebih ketat daripada batas stempel umum; kedua, pertumbuhan duri harus diperlakukan sebagai kurva keausan, bukan cacat ya atau tidak.
Rencana pemantauan praktis
Sistem yang dapat diterapkan tidak harus mewah. Sistem ini harus konsisten.
Mulailah dengan baseline alat yang baru dan rekam:
ketinggian duri di lokasi tetap, bukan di tempat yang acak;
tekan tonase atau tren beban stasiun jika tersedia;
penampilan mutakhir pada fitur yang sama setiap saat;
perilaku stack-fit pada operasi hilir.
Kemudian pertahankan lokasi yang sama dan bandingkan yang mirip dengan yang mirip. Untuk bagian laminasi, titik pemeriksaan yang baik biasanya adalah ujung gigi, sisi slot, tepi lubang, jembatan, dan fitur interlock. Rata-rata duri dari seluruh bagian sering kali terlalu tumpul untuk menjadi berguna. Satu fitur yang buruk dapat membuat tumpukan gagal sementara rata-rata keseluruhan masih terlihat tidak berbahaya.
Gejala di telepon
Kemungkinan besar penyebabnya
Periksa dulu
Tindakan biasa
Duri naik pada satu slot atau satu jembatan saja
Keausan tepi lokal, penyimpangan pemandu, atau gangguan sisa
Tepi punch, bukaan cetakan, pemandu, dan jalur skrap pada stasiun tersebut
Perbaiki penyebab lokal terlebih dahulu; jangan mengasah seluruh die secara membabi buta
Duri muncul di sekitar sebagian besar profil.
Penumpulan tepi global atau pergeseran jarak bebas di seluruh stasiun terkait
Tren tonase, rasio cut-face, riwayat penajaman
Jadwalkan penyesalan terkendali dan verifikasi stasiun terkait secara bersamaan
Beban tekan merayap naik sementara komponen masih lolos pemeriksaan dimensi
Tepi tumpul, peningkatan gesekan, atau jarak bebas terlalu ketat
Bandingkan dengan baseline alat baru
Servis sebelum pertumbuhan duri berubah menjadi curam
Tumpukan mulai menggantung meskipun duri terlihat “tidak mengerikan”
Rollover lokal, tarikan tepi, atau kerusakan insulasi pada fitur sensitif
Dinding slot, interlock, orientasi penumpukan, penyelesaian tepi lokal
Proses pengecekan ulang pada tingkat fitur, bukan hanya bagian OD/ID
Masa pakai alat turun setelah diasah
Kerusakan akibat panas, ketidaksesuaian tepi, atau pemulihan geometri yang tidak lengkap
Metode regrind, penggunaan cairan pendingin, sinkronisasi di seluruh stasiun
Perbaiki proses penajaman sebelum menyesuaikan pengaturan produksi
Inti dari tabel ini sederhana saja: mencocokkan gejala dengan pemeriksaan pertama. Terlalu banyak tim yang memulai dengan penggiling karena penggiling tersedia. Itu tidak sama dengan memulai dari penyebabnya.
Pemeliharaan preventif yang bertahan dalam produksi
Bangun pemeliharaan di sekitar pemicu, bukan hanya hit count
Hitungan pukulan masih penting. Sangat mudah untuk dijadwalkan. Ini juga tidak lengkap. Banyaknya material, kondisi pelapisan, kerataan strip, perilaku pengepresan, dan geometri fitur semuanya mengubah cara pemakaian die. Metode yang lebih baik adalah dengan menggunakan hit count sebagai satu input, kemudian mengaitkannya dengan tren duri dan pergeseran tonase. Jika ketiganya bergerak bersama, servislah cetakan tersebut. Jika hit count menyatakan servis tetapi tepi stabil dan beban rata, jadwal mungkin terlalu konservatif.
Pertajam sebelum kurva duri menjadi curam.
Hal ini lebih penting dalam pencetakan laminasi daripada pengosongan biasa. Begitu tinggi duri mulai naik dengan cepat, Anda tidak hanya memakai tepi; Anda mungkin juga mendorong cacat ke dalam kerusakan lapisan dan risiko konduktivitas tumpukan. Titik penajaman terbaik biasanya lebih awal dari titik di mana operator pertama kali mengeluh.
Stasiun terkait layanan bersama
Jika cetakan laminasi menggunakan beberapa stasiun untuk membuat geometri akhir, mengasah hanya pada bagian yang terlihat paling buruk dapat menciptakan ketidakcocokan. Tepi yang terkait harus kembali sesuai dengan langkahnya. Jika tidak, cetakan akan kembali dengan kondisi tepi yang beragam dan pola keausan menjadi lebih sulit untuk dibaca, bukan lebih mudah.
Biarkan tumpukannya memberi tahu Anda sesuatu
Hal ini sering terlewatkan. Inspeksi duri pada lembaran tunggal memang diperlukan, tetapi itu tidak cukup. Tekanan tumpukan, arah duri, kondisi insulasi, metode penyambungan, dan kontak interlaminar, semuanya mengubah seberapa besar masalah nyata yang ditimbulkan oleh duri pada tumpukan yang sudah jadi. Proses laminasi harus memasukkan perilaku tumpukan hilir kembali ke dalam keputusan perkakas. Jika kesesuaian tumpukan, uji kelistrikan, atau pemanasan lokal mulai melayang, cetakan harus menjadi bagian dari investigasi lebih awal.
PERTANYAAN YANG SERING DIAJUKAN
Jarak bebas apa yang harus saya coba terlebih dahulu untuk baja listrik 0,35 mm?
Jendela awal yang masuk akal sering kali adalah 5% hingga 8% per sisi, kemudian disesuaikan dari ketinggian duri aktual, kondisi tepi potong, dan tren beban tekan. Jangan menerapkan aturan 10% datar tanpa memeriksa apa yang dilakukan tepi. Baja listrik tipis biasanya membutuhkan jendela proses yang lebih ketat daripada pelubangan logam lembaran pada umumnya.
Berapa tinggi duri yang terlalu tinggi untuk laminasi?
Untuk pekerjaan laminasi, jawabannya biasanya lebih ketat daripada stamping pada umumnya. Aturan umum yang longgar dapat memungkinkan adanya duri di sekitar Ketebalan 10%, tetapi panduan pemrosesan yang berfokus pada laminasi dapat menetapkan batas pada 0,03 mm, dan pengujian kemampuan pukulan sering menggunakan 50 μm sebagai patokan keausan. Untuk pengukur tipis dan tumpukan yang sensitif, titik henti praktis mungkin lebih rendah daripada aturan umum yang lama dengan selisih yang lebar.
Haruskah perawatan dijadwalkan berdasarkan jumlah stroke saja?
Tidak. Hitungan bidikan memang berguna, tetapi tidak cukup dengan sendirinya. Pemicu yang lebih baik menggunakan jumlah langkah + tren duri + penyimpangan tonase. Kombinasi tersebut dapat mengatasi tumpulnya tepi yang normal dan keausan abnormal yang disebabkan oleh ketidaksejajaran atau masalah goresan.
Mengapa satu slot menjadi buruk sebelum bagian lainnya?
Karena keausan sering kali bersifat lokal terlebih dahulu. Fitur kecil, jembatan, slot internal, dan area yang berhubungan dengan interlock lebih sensitif terhadap kesalahan jarak bebas lokal, keausan pemandu, dan gangguan skrap. Satu fitur yang rusak lebih awal sering kali merupakan petunjuk paling berguna yang Anda dapatkan.
Dapatkah pemantauan paksa menggantikan inspeksi duri?
Pemantauan gaya baik untuk peringatan dini. Inspeksi duri bagus untuk memastikan apa yang sebenarnya dilakukan oleh tepi. Keduanya saling melengkapi. Yang satu memberi tahu Anda bahwa ada sesuatu yang berubah; yang lain memberi tahu Anda apakah perubahan tersebut dapat diterima untuk tumpukan laminasi yang Anda buat.
Kesimpulan akhir
Aturan praktisnya bukanlah “jalankan cetakan sampai terlihat jelek.” Aturan itu sudah terlambat untuk laminasi.
Aturan yang lebih baik adalah ini: perhatikan fitur yang gagal terlebih dahulu, tren beban, pertajam lebih awal, dan nilai die dari apa yang dilakukannya pada tumpukan, bukan hanya dari apa yang dilakukannya pada satu lembar.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.