Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Anil Pereda Stres untuk Laminasi Motor: Ketika Itu Meningkatkan Kerugian
Anil penghilang stres meningkatkan kerugian dalam laminasi motor ketika kerugian ekstra terutama berasal dari kerusakan pemotongan, tegangan sisa, dan deformasi plastis lokal. Itulah garis pemisah yang sesungguhnya. Dalam menekan tumpukan laminasi dengan gigi yang sempit, panjang ujung potong yang tinggi, dan banyak fluks yang mengalir di dekat tepi, perawatan ini sering kali membuahkan hasil. Pada tumpukan di mana perakitan selanjutnya menambah tekanan baru, atau di mana kelas baja bereaksi buruk terhadap siklus panas, penguatannya bisa kecil. Terkadang negatif.
Daftar Isi
Mengapa laminasi motor kehilangan kinerja setelah pemotongan
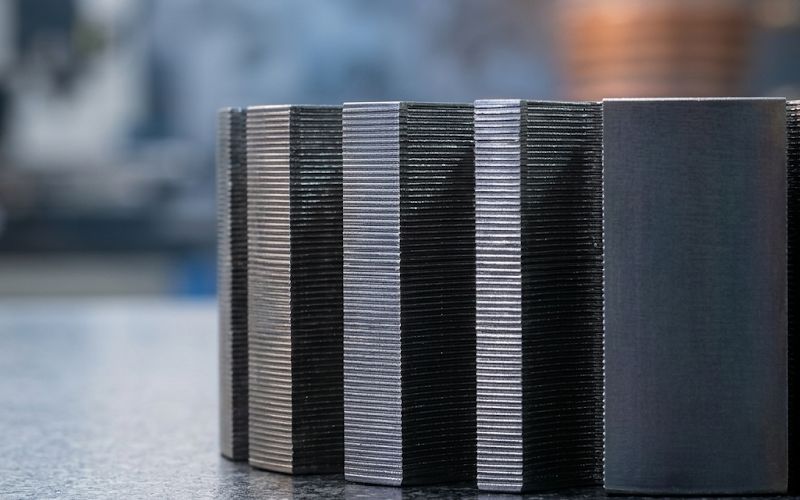
Inti motor terlihat stabil setelah tumpukan dibuat, tetapi kerusakan magnetik sering kali dimulai jauh lebih awal, selama pelubangan atau pemotongan. Tepi potong bukan hanya batas geometris. Ini adalah zona yang terganggu. Material di dekat tepi mengalami regangan, tegangan sisa, dan pengerasan lokal, dan itu menggeser perilaku magnetik ke arah yang salah: permeabilitas yang lebih rendah, kehilangan besi yang lebih tinggi, aliran fluks yang kurang dapat diprediksi. Dalam laminasi mesin listrik, degradasi tersebut sudah mapan dan harus diperlakukan sebagai variabel desain, bukan efek samping.
Inilah alasannya tumpukan laminasi lebih sensitif daripada kupon lab yang lebar. Pada strip yang lebar, daerah tepi yang rusak mungkin merupakan bagian kecil dari jalur magnet. Dalam tumpukan dengan slot kecil, jembatan sempit, gigi tersegmentasi, atau fitur rotor yang rapat, zona yang rusak dapat menempati sebagian besar bagian yang lebih besar dari bagian aktif. Jadi, kelas baja yang sama dapat terlihat baik-baik saja di lembar data dan berperilaku lebih buruk di motor jadi. Bukan karena lembaran berubah di atas kertas. Karena geometri membuat kerusakan pemotongan menjadi penting.
Apa yang sebenarnya dilakukan oleh anil pelepas stres
Anil pelepas stres tidak ada untuk membuat baja yang lebih baik dari awal. Pada sebagian besar aplikasi laminasi motor, tugasnya lebih sempit dari itu. Ini digunakan untuk mengurangi kondisi tegangan sisa yang ditimbulkan oleh pemotongan dan pembentukan, dan untuk memulihkan beberapa sifat magnetik yang hilang dalam proses produksi. Bergantung pada suhu, atmosfer, dan grade, pemulihan dapat berasal dari pengurangan tegangan terlebih dahulu, kemudian dari pemulihan atau rekristalisasi di dekat tepi potong jika perawatan didorong lebih jauh.
Kedengarannya mudah, tetapi ini bukan langkah perbaikan yang universal. Satu studi tentang baja yang tidak berorientasi pada butiran menemukan peningkatan yang jelas setelah anil pelepas stres pada suhu 800 °C dalam nitrogen untuk kelas aluminium yang lebih rendah, sementara kelas aluminium yang lebih tinggi kurang membaik dan lembaran yang lebih tipis bahkan dapat menjadi lebih buruk setelah perawatan. Jadi ya, tungku dapat menghilangkan satu masalah dan menimbulkan masalah lain. Itu adalah bagian yang dilewatkan oleh banyak rencana proses.
Ketika anil penghilang stres biasanya memperbaiki kerugian
Anil penghilang stres cenderung bekerja paling baik di laminasi motor berlubang di mana peningkatan kerugian didominasi oleh kerusakan ujung tombak. Hal ini biasanya berarti laminasi stator atau rotor dengan rasio panjang tepi yang tinggi terhadap penampang aktif, terutama di mana fluks menghabiskan sebagian besar jalurnya di dekat batas yang dilubangi. Dalam kasus tersebut, perawatan tidak bekerja pada cacat kecil. Ini bekerja pada cacat utama.
Hal ini juga lebih masuk akal ketika rute pemotongan secara mekanis sangat parah. Studi pada baja listrik non-lubangi yang tidak berorientasi menunjukkan bahwa jarak pemotongan mempengaruhi perilaku kehilangan yang dihasilkan, dan perlakuan panas mengubah hasilnya lagi. Sederhananya: tumpukan yang dihasilkan dengan kondisi pemotongan yang lebih keras memiliki lebih banyak untuk dipulihkan, sehingga keuntungan dari anil bisa lebih besar. Tidak dijamin, tetapi lebih besar.
Tanda lain yang berguna adalah ketidakseimbangan arah. Penelitian terbaru pada baja listrik yang tidak berorientasi pada butiran menunjukkan bahwa anil pelepas tegangan dapat mengurangi anisotropi magnetik yang disebabkan atau diperkuat oleh pemrosesan, dengan pemulihan pada arah melintang yang lebih kuat daripada pada arah penggulungan. Untuk laminasi motor, hal tersebut penting karena mesin yang berputar tidak hidup dalam satu arah magnetisasi yang mudah. Tumpukan yang menjadi kurang merata secara terarah setelah anil dapat menunjukkan respons kehilangan yang lebih bersih dalam layanan, tidak hanya dalam satu pengaturan lab.
Ketika hal itu kurang membantu, atau menjadi bumerang
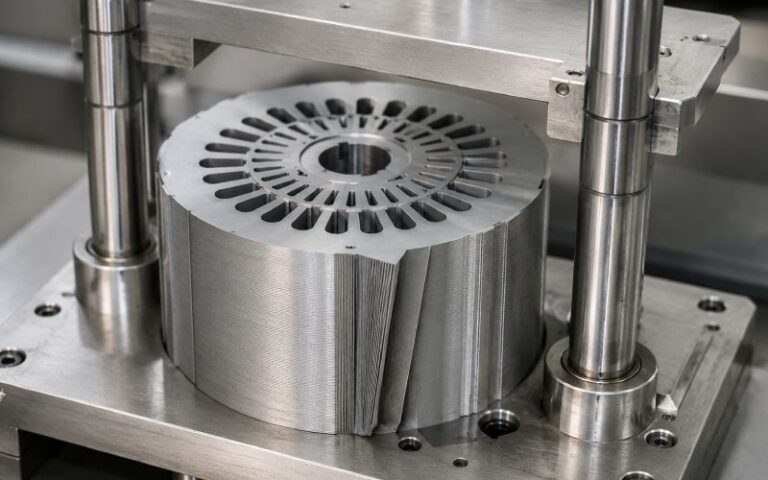
Tidak semua tumpukan laminasi adalah kandidat yang baik. Jika operasi perakitan selanjutnya menambah tekanan tekan yang kuat, beberapa manfaat anil dapat hilang lagi. Pemasangan menyusut adalah contoh yang jelas. Studi pada inti stator yang dirakit menunjukkan bahwa tegangan tekan dari pemasangan menyusut meningkatkan kehilangan inti. Jadi, jika tumpukan dibebaskan dari tekanan dan kemudian diberi tekanan kembali selama perakitan rumah, urutan proses bekerja melawan dirinya sendiri.
Kontrol atmosfer juga penting. Suhu saja tidak cukup. Pekerjaan pada baja listrik non-orientasi telah menunjukkan bahwa suhu anil dan atmosfer mengubah sifat magnetik secara bersamaan, dan bahwa suhu yang lebih tinggi dapat merusak lapisan pelapis, membentuk oksida, dan mengubah kerapatan fluks. Dengan kata lain, siklus pelepas tegangan yang benar secara nominal masih bisa menjadi siklus yang salah jika atmosfernya tidak cocok dengan baja dan sistem pelapisan.
Lembaran tipis membutuhkan kehati-hatian ekstra. Penelitian tahun 2024 baru-baru ini yang telah disebutkan menemukan bahwa baja yang lebih tipis dan lebih tinggi aluminium yang tidak berorientasi pada butiran dapat merespons dengan buruk terhadap anil penghilang stres. Itu tidak berarti laminasi motor tipis tidak boleh dianil. Ini berarti jendela proses lebih sempit, dan “anil secara default” adalah aturan yang malas. Untuk laminasi motor kecepatan tinggi yang tipis, data uji lebih penting daripada kebiasaan.
Tabel keputusan praktis untuk tumpukan laminasi
Tabel di bawah ini adalah versi yang penting di lantai toko. Bukan teori dulu. Keputusan terlebih dahulu.
Kondisi tumpukan laminasi
Kemungkinan nilai anil pelepas stres
Mengapa
Laminasi berlubang dengan gigi sempit, slot padat, atau rasio cut-edge yang tinggi
Biasanya tinggi
Lebih banyak jalur magnetik yang berada dekat dengan zona tepi yang rusak, sehingga memulihkan kerusakan akibat tegangan sisa memiliki efek langsung pada kerugian.
Tumpukan yang dipotong secara mekanis yang dibuat dengan jarak bebas yang agresif atau deformasi tepi yang parah
Seringkali tinggi
Tingkat keparahan pemotongan mengubah perilaku kehilangan, dan perlakuan panas pasca-pemotongan dapat mengubahnya lagi.
Laminasi lebar dengan pengaruh tepi yang rendah pada jalur aktif
Sedang hingga rendah
Jika kerusakan tepi merupakan bagian kecil dari bagian yang berfungsi, jendela pemulihan akan lebih kecil.
Lembaran tipis aluminium tipis yang tidak berorientasi pada butiran
Tidak pasti
Respons yang dilaporkan dapat menjadi lemah atau bahkan berbahaya setelah SRA pada bahan yang lebih tipis.
Tumpukan akan menyusut atau dikompresi berat setelah anil
Terbatas
Tegangan tekan selanjutnya dapat mendorong kehilangan inti kembali.
Atmosfer tungku atau kompatibilitas lapisan tidak dikontrol dengan baik
Berisiko
Oksidasi, oksida internal, atau kerusakan lapisan dapat mengimbangi manfaat penghilang stres.
Di mana anil pelepas stres termasuk dalam rute proses
Untuk sebagian besar tumpukan laminasi motor, urutan yang masuk akal adalah sederhana: lakukanlah setelah kerusakan pemotongan dan pembentukan utama terjadi, tetapi sebelum langkah perakitan yang menambah tekanan mekanis baru. Ini bukan aturan yang sempurna. Namun, itu adalah aturan yang berguna. Jika tumpukan masuk ke dalam rantai proses yang mencakup pemuatan tekan yang kuat, kerusakan yang saling mengunci, atau penyusutan fitting, anil terlalu dini dapat berubah menjadi perbaikan sementara.
Ada juga lapisan kedua untuk ini. Anil tidak boleh diminta untuk menyelamatkan proses pemotongan yang buruk. Jika kondisi cetakan, jarak bebas, atau kualitas tepi buruk, pekerjaan pertama yang harus dilakukan adalah mengurangi kerusakan pada sumbernya. Studi tentang kondisi pemotongan dan kemampuan kerja membuatnya cukup jelas. Perlakuan panas dapat memulihkan sebagian kerusakan. Ini tidak membuat geometri yang rusak hilang, dan tidak mengubah pemotongan yang tidak stabil menjadi rute manufaktur yang stabil.
Bagaimana cara memutuskan apakah laminasi motor Anda harus dianil
Pertanyaan penyaringan yang berguna adalah ini: adalah kenaikan kerugian yang sebagian besar berasal dari baja, tepi potong, atau tegangan perakitan yang ditambahkan kemudian? Jika sebagian besar digerakkan oleh teknologi mutakhir, anil pelepas stres perlu mendapat perhatian serius. Jika sebagian besar merupakan masalah tekanan perakitan, perhatikan metode penyambungan dan kesesuaian dengan lebih cermat. Jika sebagian besar merupakan masalah kualitas pemotongan, perbaiki rute pengosongan terlebih dahulu dan kemudian uji ulang. Ini bukanlah model tiga kotak yang rapi, tetapi ini mencegah proyek menyalahkan langkah yang salah.
Metode pengujian sama pentingnya dengan logika keputusan. Evaluasi sebelum dan sesudah anil pada frekuensi dan tingkat induksi yang menyerupai jendela operasi motor yang sebenarnya. Pemeriksaan frekuensi rendah saja dapat menyembunyikan perbedaan yang penting. Pekerjaan terbaru pada baja yang tidak berorientasi pada butiran yang dipotong meneliti perilaku kehilangan hingga 400 Hz, dan studi terarah menunjukkan bahwa pemulihan dapat bervariasi antara arah penggulungan dan melintang. Jadi, sebuah tumpukan dapat “lolos” dari pemeriksaan sederhana dan masih menyisakan efisiensi di atas meja pada mesin yang sebenarnya.
Seperti apa rencana anil penghilang stres yang baik
Rencana yang baik untuk tumpukan laminasi biasanya memiliki empat bagian. Pertama, identifikasi apakah geometri tumpukan membuat kerusakan tepi menjadi penting. Kedua, pastikan apakah grade baja yang dipilih merespons dengan baik terhadap perlakuan panas yang dipilih. Ketiga, lindungi permukaan dan lapisan melalui kontrol atmosfer yang tepat. Keempat, pastikan perakitan nanti tidak akan membatalkan penguatan. Urutan tersebut tidak terlalu glamor dibandingkan dengan berbicara tentang suhu tungku, tetapi lebih dekat dengan bagaimana perbaikan kerugian yang nyata bertahan hingga produksi.
PERTANYAAN YANG SERING DIAJUKAN
Apakah anil pelepas tegangan selalu mengurangi kehilangan inti pada laminasi motor?
Hal ini sering kali mengurangi kerugian ketika pelubangan atau pemotongan merupakan sumber utama kerusakan magnetik, tetapi tidak selalu membantu. Penelitian terbaru menemukan respons positif yang kuat pada satu baja yang tidak berorientasi pada butiran dan respons yang jauh lebih lemah, bahkan berbahaya, pada baja lain yang lebih tipis dan bermutu lebih tinggi.
Berapa suhu yang umum untuk anil pelepas stres pada laminasi motor?
Studi yang dipublikasikan tentang baja listrik non-grain-oriented melaporkan perlakuan pelepas tegangan pada kisaran pertengahan 600-an hingga rendah 800-an °C, biasanya dalam atmosfer pelindung seperti nitrogen atau campuran nitrogen-hidrogen. Jendela yang tepat tergantung pada kimia baja, ketebalan, sistem pelapisan, dan seberapa besar perubahan mikrostruktur yang dapat diterima.
Bisa. Risikonya bukan hanya distorsi. Performa magnetik juga dapat memburuk pada beberapa lembaran aluminium tipis yang tidak berorientasi pada butiran setelah SRA, sehingga laminasi motor pengukur tipis harus divalidasi daripada diasumsikan aman.
Haruskah anil penghilang stres dilakukan sebelum atau setelah perakitan tumpukan akhir?
Biasanya setelah pemotongan dan pembentukan, tetapi sebelum langkah perakitan yang menambah tekanan tekan yang besar. Jika tumpukan dipasang menyusut atau dibebani dengan beban berat setelahnya, sebagian pemulihan magnetik dapat hilang.
Apakah anil memperbaiki kualitas pelubangan yang buruk?
Tidak sepenuhnya. Hal ini dapat memulihkan beberapa kerusakan magnetik yang disebabkan oleh pemotongan, tetapi tidak dapat menggantikan kualitas mata potong yang baik, jarak bebas pemotongan yang masuk akal, atau perkakas yang stabil. Apabila rute pemotongan merupakan masalah utama, memperbaiki kondisi pemotongan sering kali merupakan langkah pertama.
Apa aturan paling sederhana untuk memutuskan anil?
Gunakan anil pelepas stres saat Anda tumpukan laminasi motor kehilangan performa terutama karena tekanan yang disebabkan oleh pemotongan, dan ketika keuntungan itu akan bertahan pada rute perakitan hilir. Lewati pola pikir default. Uji geometri yang sebenarnya, baja yang sebenarnya, dan urutan proses yang sebenarnya. Itulah versi yang biasanya bertahan.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.