Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Cara Mencegah Laminasi Mengipasi Selama Penumpukan: Penyebab, Perbaikan, dan Kontrol Proses
Hal-hal Penting yang Dapat Dipetik
Pengipasan laminasi biasanya terjadi apabila lembaran individual tidak dikontrol sebagai tumpukan. Penyebab utamanya adalah penumpukan duri, jarak bebas pin pemandu yang buruk, kompresi yang tidak merata, variasi kerataan lembaran, keausan perlengkapan, transfer yang tidak stabil, dan pengekangan yang lemah sebelum penyambungan.
Perbaikan yang paling bisa diandalkan bukanlah satu penjepit yang lebih besar. Ini adalah proses penumpukan yang terkendali:
Periksa gerinda, kerataan, kondisi lapisan, dan orientasi sebelum menumpuk.
Gunakan pin pemandu yang dapat ditempatkan tanpa menggores atau memaksa seprai.
Dudukkan tumpukan secara bertahap alih-alih hanya mengandalkan kompresi akhir.
Kompres secara tepat dengan tekanan dan waktu diam yang terkontrol.
Gabung atau tahan tumpukan sebelum tumpukan tersebut bisa rileks.
Periksa keselarasan setelah pelepasan perlengkapan dan sekali lagi setelah pemindahan.
Tumpukan laminasi yang baik harus tetap sejajar ketika meninggalkan perlengkapan, tidak hanya ketika terjebak di dalamnya.
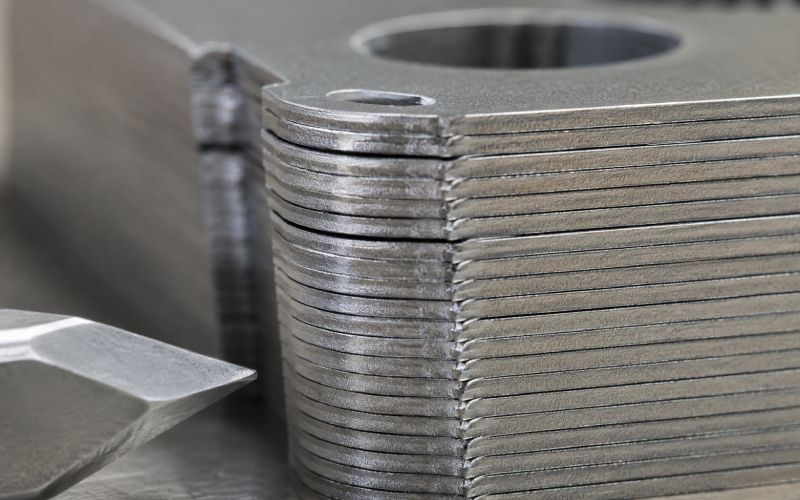
Hal ini sering muncul di tepi luar, lubang bagian dalam, area slot, ujung gigi, atau salah satu sisi tumpukan. Terkadang cacatnya terlihat jelas. Kadang-kadang hanya terlihat setelah tumpukan dikompresi, dilepaskan, dilas, diikat, diangkut, atau dirakit menjadi komponen berikutnya.
Dalam tumpukan laminasi yang bersih, lembaran-lembaran tersebut berperilaku seperti satu benda yang terkendali. Pada tumpukan yang dikipasi, lembaran-lembaran tersebut berperilaku seperti pelat lepas dengan gerakannya sendiri.
Itulah masalah yang sebenarnya.
Tumpukan mungkin masih berisi jumlah laminasi yang benar. Bahkan mungkin memenuhi tinggi tumpukan di satu lokasi. Tetapi jika lapisan tidak didudukkan dan disejajarkan secara konsisten, bagian akhir dapat memiliki pengulangan dimensi yang buruk, geometri celah udara yang tidak stabil, kualitas penyambungan yang tidak merata, atau isolasi yang rusak di antara laminasi.
Mengapa Ketidaksejajaran Tumpukan Laminasi Penting
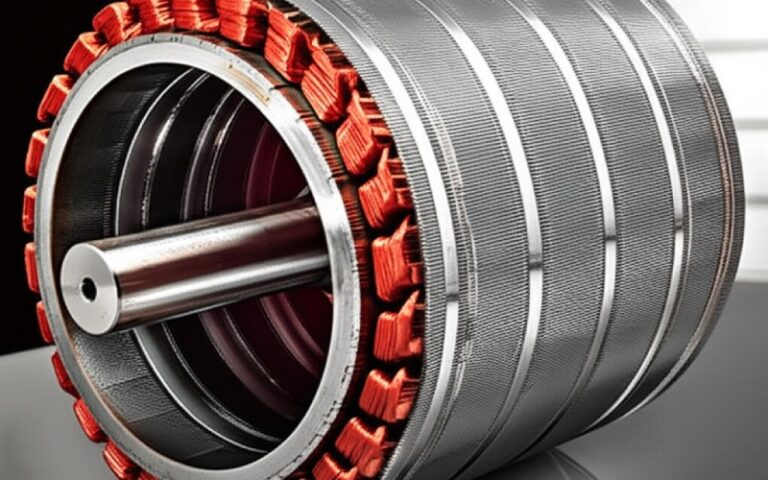
Tumpukan laminasi digunakan karena lembaran berinsulasi tipis membantu mengontrol perilaku magnet dan mengurangi jalur arus yang tidak diinginkan melalui inti. Tumpukan juga harus memenuhi persyaratan mekanis: tinggi, kuadrat, konsentrisitas, penyelarasan slot, akurasi lubang, dan kesesuaian dengan poros, rumah, belitan, atau rakitan kawin.
Apabila terjadi pengipasan atau ketidaksejajaran, beberapa cacat dapat terjadi:
Ketinggian tumpukan yang tidak merata di sekelilingnya
Lubang bor atau runout diameter luar
Kemiringan slot atau ketidakcocokan gigi
Konsistensi pengelasan, pengikatan, pemukau, atau penguncian yang buruk
Meningkatnya risiko kerusakan isolasi
Kontak duri-ke-duri antar lapisan
Kesesuaian perakitan yang buruk
Stres yang terlokalisasi selama pengepresan
Penyortiran ekstra, pengerjaan ulang, atau memo
Fanning bukan hanya masalah visual. Sering kali ini merupakan tanda bahwa tumpukan tidak cukup stabil untuk proses berikutnya.
Tumpukan yang terlihat lurus hanya di dalam perlengkapan, belum merupakan tumpukan yang stabil.
Penyebab Umum Pengipasan Laminasi
Karena
Apa yang Dapat Anda Lihat
Mengapa Ini Menciptakan Pengipasan
Metode Kontrol Terbaik
Penumpukan duri
Satu sisi terbuka atau tinggi tumpukan bervariasi
Gerinda bertindak seperti irisan kecil di antara lembaran
Mengontrol keausan alat stamping dan memeriksa ketinggian duri
Arah duri campuran
Celah acak atau kemiringan yang tidak terduga
Tempat duduk seprai berbeda dari satu lapisan ke lapisan lainnya
Menentukan dan mengontrol orientasi laminasi
Kesesuaian pin pemandu yang buruk
Pergeseran rotasi atau goresan lubang
Terlalu banyak jarak bebas memungkinkan pergerakan; terlalu sedikit menyebabkan pengikatan
Validasi jarak bebas pin berdasarkan perilaku jatuh dan penyelarasan pasca-pelepasan
Keausan perlengkapan
Cacat muncul setelah banyak batch yang bagus
Pemandu yang sudah aus tidak lagi dapat ditemukan berulang kali
Mengatur interval pemeriksaan perlengkapan dan batas keausan
Kompresi yang tidak merata
Satu sisi kursi di depan sisi lainnya
Gaya non-paralel menciptakan tumpukan berbentuk baji
Periksa paralelisme pelat dan kerataan permukaan penyangga
Variasi kerataan lembaran
Tumpukan ombak, batu, atau tempat terbuka
Seprai yang terdistorsi tidak terpasang secara merata
Periksa kerataan sebelum menumpuk
Puing-puing atau minyak
Kesenjangan lokal acak
Partikel atau film mengubah kontak lapisan-ke-lapisan
Bersihkan laminasi, pin, baki, dan kantong perlengkapan
Kecepatan penumpukan yang tinggi
Lapisan atas berputar atau memantul
Benturan dan getaran membiarkan lembaran berjalan
Kurangi ketinggian jatuh dan kendalikan gerakan umpan
Dukungan transfer yang lemah
Tumpukan kipas angin setelah meninggalkan perlengkapan
Lapisan bergerak sebelum penyambungan atau perakitan akhir
Gunakan baki, selongsong, penyangga samping, atau kompresi sementara
Bergabung saat tidak stabil
Tumpukan yang dilas, diikat, atau dipaku mengunci cacat
Ketidaksejajaran diperbaiki ke dalam inti akhir
Gabung hanya saat tumpukan sepenuhnya terkendali
Cara Mencegah Pengipasan Laminasi Sebelum Penumpukan
Banyak cacat tumpukan laminasi dimulai sebelum lembar pertama menyentuh perlengkapan penumpukan.
Jika laminasi yang masuk tidak konsisten, proses penumpukan harus melawan gerinda, gelombang, kerusakan lapisan, variasi dimensi, dan kontaminasi. Kadang-kadang menang untuk sementara waktu. Kemudian cacat kembali.
Mulailah dengan lembaran kertas.
1. Kontrol Tinggi Duri
Gerinda adalah salah satu penyebab paling umum dari pengipasan laminasi. Duri mungkin terlihat kecil pada satu lembar, tetapi jika diulang pada ratusan lapisan, maka dapat menciptakan perbedaan ketinggian yang terukur.
Gerinda juga dapat mengikis insulasi, mengganggu tempat duduk, dan menciptakan kontak yang tidak diinginkan di antara lembaran yang berdekatan.
Titik kontrol:
Periksa tinggi duri berdasarkan batch atau interval produksi.
Melacak arah duri.
Memantau keausan alat potong atau pelubang.
Periksa apakah gerinda terkonsentrasi pada slot, tepi lubang, ujung gigi, atau diameter luar.
Pisahkan lot yang dicurigai sebelum mencapai penumpukan.
Masalah duri lebih mudah diatasi pada tahap laminasi daripada setelah tumpukan sudah ditekan menjadi satu.
2. Tentukan Arah Duri
Arah duri tidak boleh bergantung pada memori operator atau penanganan lembar secara acak.
Untuk beberapa tumpukan, semua gerinda mungkin menghadap ke arah yang sama. Untuk yang lain, pergantian atau rotasi terkontrol dapat digunakan. Pilihan yang tepat tergantung pada desain komponen, metode penyambungan, persyaratan magnetik, dan proses perakitan.
Yang paling penting adalah pengulangan.
Kontrol yang buruk terlihat seperti ini:
Beberapa lembar menjadi duri
Beberapa lembar duri ke bawah
Beberapa lembar diputar
Beberapa lembar dicampur dari batch yang berbeda
Tidak ada yang tahu kapan perubahan itu terjadi
Hal itu menciptakan kekacauan pemecahan masalah.
Kontrol yang lebih baik:
Gunakan takik orientasi, fitur pilot, arah baki, atau tanda visual.
Tentukan permukaan penumpukan.
Melatih operator untuk memeriksa orientasi sebelum pemuatan.
Membuat orientasi sulit untuk dibalik secara tidak sengaja.
Catat aturan orientasi dalam lembar proses.
Orientasi acak membuat pola cacat lebih sulit dilacak karena arah duri, sisi pelapisan, dan perilaku tempat duduk tidak lagi menjadi variabel yang dikontrol.
3. Periksa Kerataan Laminasi
Variasi kerataan dapat menyebabkan pengipasan, bahkan apabila gerinda dapat diterima.
Laminasi yang sedikit bengkok mungkin lolos dari pemeriksaan dimensi secara cepat, tetapi jika ditumpuk dengan banyak laminasi lainnya, dapat menciptakan gaya pegas di dalam tumpukan. Setelah kompresi dilepaskan, lapisan-lapisan tersebut mencoba untuk pulih kembali. Tumpukan akan terbuka.
Periksa:
Busur
Memutar
Tepi bergelombang
Distorsi lokal di dekat slot
Melengkung setelah proses panas atau pelapisan
Menangani kerusakan selama penyimpanan
Jangan hanya mengandalkan tinggi tumpukan akhir. Tumpukan dapat memenuhi ketinggian sambil tetap menyimpan tekanan internal.
4. Jaga Kebersihan Laminasi
Partikel-partikel kecil itu penting. Serpihan, serpihan lapisan, gugusan debu, atau bercak minyak dapat membuat lapisan-lapisannya terpisah.
Kontrol kebersihan harus mencakup lebih dari sekadar laminasi itu sendiri:
Baki penyimpanan
Pin pemandu
Kantong perlengkapan
Pindahkan sarang
Sarung tangan operator atau alat penanganan
Operasi pemangkasan, penggerindaan, atau pemotongan di dekatnya
Komponen bersih yang ditempatkan ke dalam perlengkapan yang kotor tidak lagi menjadi komponen yang bersih.
Cara Mengontrol Penjajaran Selama Penumpukan
Penumpukan bukan hanya menempatkan seprai satu di atas yang lain. Ini adalah operasi tempat duduk yang terkontrol.
Proses yang stabil biasanya mengontrol tiga hal sekaligus:
Lokasi - di mana setiap laminasi berada.
Tempat duduk - bagaimana setiap laminasi bersentuhan dengan lapisan sebelumnya.
Retensi - bagaimana tumpukan tetap sejajar sebelum penggabungan akhir.
Jika salah satu dari ini lemah, pengipasan dapat muncul kemudian.
Gunakan Metode Pemuatan dengan Gangguan Rendah
Lembaran harus masuk ke dalam tumpukan tanpa memantul, tergores, atau terbentur dari samping.
Masalah yang umum terjadi antara lain:
Ketinggian jatuh terlalu tinggi
Lembar meluncur ke bawah pin pemandu pada suatu sudut
Operator mengetuk tumpukan ke samping
Getaran pengumpan otomatis
Gerakan mulai-berhenti mendadak
Laminasi mendarat di atas lapisan udara atau minyak yang terperangkap
Praktik yang lebih baik:
Kurangi ketinggian jatuh.
Sangga lembar di dekat datum.
Gunakan pemandu umpan yang berada di tengah tanpa memaksa.
Jaga agar gerakan pemuatan tetap lancar.
Berikan tekanan tempat duduk yang ringan secara berkala.
Perhatikan lapisan atas selama produksi, tidak hanya pada pemeriksaan akhir.
Tumpukan dapat mulai melayang jauh sebelum cacat terlihat dari samping.
Tumpukan Tinggi Kursi dalam Tahapan
Untuk tumpukan laminasi yang lebih tinggi, kompresi akhir saja mungkin tidak dapat memperbaiki pergeseran lapisan yang kecil. Bagian bawah tumpukan mungkin sudah berada dalam kondisi yang buruk.
Urutan bertahap lebih aman:
Memuat jumlah laminasi yang terkontrol.
Berikan tekanan tempat duduk yang ringan.
Verifikasi posisi lapisan atas.
Lanjutkan menumpuk.
Terapkan kompresi menengah.
Periksa ketinggian atau kesejajaran samping.
Selesaikan tumpukan.
Terapkan kompresi akhir.
Gabung atau tahan sebelum dilepaskan.
Hal ini tidak selalu lebih lambat dalam produksi nyata. Hal ini sering kali mengurangi pengerjaan ulang, penyortiran, dan keluhan di bagian hilir.
Hindari Pemuatan Samping
Pemuatan samping adalah pembuat cacat yang tenang.
Hal ini terjadi ketika operator mendorong tumpukan ke dinding, ketika pengumpan menyenggol lembaran atas, ketika pin sedikit miring, atau ketika kantong perlengkapan terlalu ketat di satu sisi.
Gejalanya meliputi:
Mengipasi pada sisi yang sama setiap saat
Goresan di dekat lubang lokasi
Tepi tumpukan yang tidak rata
Lapisan atas bergeser lebih banyak daripada lapisan bawah
Hasil yang lebih baik ketika operator mengubah gaya pemuatan
Jika penyelarasan bergantung pada pengetukan tumpukan pada tempatnya, prosesnya tidak stabil.
Jarak Bebas Pin Pemandu dan Kontrol Perlengkapan
Pin pemandu memang berguna, tetapi tidak dapat menyelamatkan proses yang buruk.
Pin pemandu harus menempatkan laminasi dengan mulus. Pin ini tidak boleh mengikis lubang, membengkokkan lembaran, menarik lapisan ke atas, atau memerlukan tenaga untuk memuat.
Apa yang Terjadi Jika Jarak Bebas Pin Pemandu Terlalu Longgar?
Jarak bebas yang terlalu jauh, memungkinkan setiap laminasi berputar atau bergeser sedikit. Kesalahan mungkin kecil per lapisan, tetapi bisa terakumulasi.
Anda bisa melihatnya:
Pergeseran rotasi
Ketidakcocokan slot
Variasi perataan lubang bor
Tepi melangkah
Penjajaran yang berbeda setelah kompresi
Penyelarasan yang berbeda setelah pelepasan perlengkapan
Apa yang Terjadi Jika Jarak Bebas Pin Pemandu Terlalu Ketat?
Jarak bebas yang terlalu sedikit akan menimbulkan masalah lain. Laminasi dapat menggantung, tergores, atau dudukannya tertekan.
Anda bisa melihatnya:
Goresan lubang
Seprai tidak jatuh dengan bebas
Operator menekan lembaran ke bawah dengan tangan
Tumpukan terlihat sejajar dalam perlengkapan tetapi terbuka setelah dilepaskan
Bagian tipis yang bengkok atau terdistorsi
Tanda keausan pin
Jarak bebas yang benar bukanlah angka universal. Hal ini tergantung pada toleransi fitur laminasi, kondisi pelapisan, tinggi duri, ketebalan lembaran, tinggi tumpukan, strategi datum, dan apakah pemuatan dilakukan secara manual atau otomatis.
Metode validasi praktis lebih baik daripada menebak-nebak:
Pemeriksaan Validasi
Pertanda Baik
Tanda Peringatan
Perilaku menjatuhkan lembaran
Laminasi turun dengan mulus dan dudukannya rata
Lembaran menggantung, miring, atau perlu disadap
Kondisi lubang
Tidak ada goresan yang terlihat
Goresan atau kerusakan lapisan di dekat lubang pemandu
Tumpukan setelah rilis
Penjajaran tetap stabil
Tumpukan bergeser ketika pin dilepas
Pengulangan
Hasil yang serupa di seluruh batch
Perubahan penjajaran berdasarkan lot atau operator
Pemeriksaan pin
Diameter dan kelurusan tetap berada dalam batas kendali
Muncul keausan, bengkok, penumpukan, atau goresan
Periksa Keausan Perlengkapan
Perlengkapannya aus secara perlahan, sehingga orang tidak akan menyadarinya.
Pin pemandu, kantong, stop, pelat samping, dan permukaan dasar harus memiliki interval pemeriksaan yang ditentukan. Bukan hanya “periksa ketika komponen yang buruk muncul.” Itu sudah terlambat.
Keausan perlengkapan sering muncul sebagai:
Cacat yang muncul setelah banyak kali berjalan dengan baik
Perubahan kesejajaran berdasarkan rongga atau stasiun
Diperlukan lebih banyak penyadapan atau penyesuaian
Variasi yang lebih besar setelah rilis
Mengipasi ke arah yang sama
Tumpukan yang disalahkan. Perlengkapan yang melakukannya.
Tidak selalu. Cukup sering.
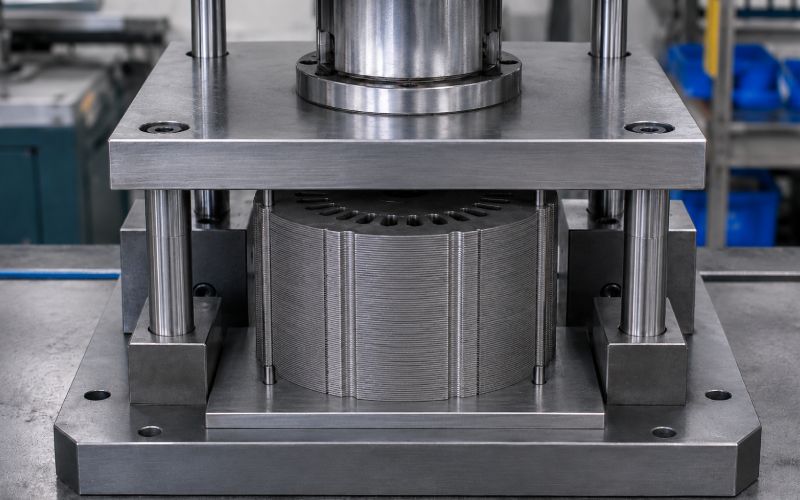
Kontrol Kompresi: Tekanan, Paralelisme, dan Waktu Tunggu
Kompresi harus mendudukkan tumpukan secara merata. Kompresi tidak boleh menekan tumpukan hingga menjadi tunduk sementara.
Tiga variabel yang paling penting:
Tekanan
Paralelisme
Waktu tunggu
Tekanan
Tekanan yang terlalu kecil memungkinkan adanya celah yang tersisa. Terlalu banyak tekanan dapat merusak insulasi, meningkatkan kontak duri, mendistorsi fitur yang tipis, atau mengunci tekanan.
Tekanan yang tepat harus divalidasi oleh perilaku tumpukan:
Apakah ketinggian tumpukan stabil?
Apakah penyelarasan tetap ada setelah rilis?
Apakah ada tanda-tanda kerusakan lapisan?
Apakah pengipasan kembali setelah transfer?
Apakah tumpukan memenuhi ketinggian di beberapa titik, tidak hanya satu titik?
Paralelisme
Permukaan pers yang tidak paralel dapat menciptakan pengipasan, bahkan apabila tekanannya tinggi.
Jika salah satu sisi tumpukan duduk lebih dulu, sisi yang berlawanan mungkin tetap terbuka. Tekanan yang lebih besar dapat mengurangi celah yang terlihat, tetapi tumpukan masih dapat masuk kembali setelah dilepaskan.
Periksa:
Paralelisme pelat tekan
Kerataan dasar perlengkapan
Kondisi permukaan penyangga
Puing-puing yang tidak rata di bawah tumpukan
Pengekangan samping saat menekan
Ketinggian tumpukan di beberapa titik
Satu pengukuran ketinggian saja tidak cukup. Ukurlah di sekeliling tumpukan.
Waktu Tinggal
Beberapa tumpukan perlu didiamkan sebentar di bawah tekanan untuk mengendap sebelum disambung atau dilepaskan. Hal ini terutama terjadi ketika tumpukan memiliki banyak laminasi tipis, variasi lapisan, atau bahan pengikat.
Waktu tunggu harus ditentukan, bukan ditebak.
Terlalu pendek, dan tumpukan dapat mengendur. Terlalu panjang, dan produksi melambat tanpa manfaat. Jawabannya berasal dari pemeriksaan pengulangan.
Bagaimana Metode Penggabungan Mempengaruhi Perataan Tumpukan
Metode penggabungan menentukan apakah tumpukan tetap sejajar setelah kompresi.
Metode yang berbeda menciptakan risiko yang berbeda.
Metode Bergabung
Manfaat Penyelarasan
Risiko Utama
Rekomendasi Pengendalian
Saling mengunci
Cepat dan dapat diulang ketika perkakas stabil
Pergeseran progresif atau tekanan lokal
Memantau posisi interlock dan kuadrat tumpukan
Pengelasan
Retensi mekanis yang kuat
Distorsi panas, tarikan tepi, atau dampak isolasi lokal
Jepit dekat dengan area pengelasan dan kontrol urutan pengelasan
Ikatan perekat
Mendukung banyak lapisan pada area yang lebih luas
Tergelincir sebelum sembuh atau ketebalan ikatan yang tidak rata
Menahan selama proses penyembuhan dan mengontrol jumlah lapisan atau perekat
Memukau
Retensi mekanis sederhana
Gaya paku keling dapat menggeser lapisan
Terapkan gaya secara simetris dan pastikan keselarasan lubang
Membersihkan atau menjepit
Berguna untuk gaya inti tertentu
Tumpukan dapat mengendur saat pengekangan berubah
Tentukan beban penjepit dan periksa kembali setelah dilepaskan
Tumpukan longgar sebelum perakitan akhir
Fleksibel untuk beberapa proses
Risiko pemindahan dan penanganan yang tinggi
Gunakan selongsong, baki, atau kompresi sementara
Metode penyambungan tidak boleh dipilih hanya karena mudah dibuat. Metode ini harus sesuai dengan tinggi tumpukan, ketebalan laminasi, toleransi dimensi, persyaratan magnetik, dan perakitan hilir.
Tumpukan harus digabungkan selagi masih tertahan dengan benar. Melepaskannya terlebih dahulu dan mencoba memulihkan keselarasannya nanti, akan menimbulkan variasi.
Penanganan Transfer: Penyebab Tersembunyi dari Pengipasan
Banyak tumpukan laminasi yang bagus di stasiun penumpukan dan buruk di stasiun berikutnya.
Itu berarti cacat tersebut bukan hanya cacat penumpukan. Ini adalah cacat transfer.
Risiko paling tinggi ketika:
Tumpukannya tinggi
Laminasi tipis
Lapisannya halus
Tumpukan belum digabungkan
Hanya kompresi ringan yang digunakan
Operator mengangkat dari satu sisi
Jalur transfer memiliki getaran atau benturan
Perlengkapan berikutnya tidak mendukung datum yang sama
Kontrol transfer dapat dilakukan dengan mudah:
Gunakan pelat penyangga samping.
Gunakan baki sarang.
Tambahkan pelat atas sementara.
Gunakan selongsong di sekeliling tumpukan.
Jaga agar tumpukan tetap terkompresi sampai bergabung.
Mengurangi jarak tempuh perjalanan.
Tentukan titik pengangkatan.
Periksa setelah transfer, tidak hanya sebelum transfer.
Jika muncul pengipasan setelah gerakan, jangan terus menyesuaikan perlengkapan susun. Perhatikan handoff.
Tabel Pemecahan Masalah Pengipasan Laminasi
Gejala
Penyebab Paling Mungkin
Apa yang Harus Diperiksa Pertama Kali
Tindakan Korektif
Satu sisi terbuka setelah pelepasan perlengkapan
Kompresi yang tidak merata, penumpukan duri, atau tarikan pelepasan perlengkapan
Paralelisme pelat, arah duri, pelepasan pin
Sesuaikan pengaturan kompresi dan periksa kontrol burr
Penyelarasan slot bergeser sementara lubang terlihat dapat diterima
Datum yang salah atau jarak bebas rotasi berlebih
Strategi datum dan kecocokan pin pemandu
Menyelaraskan dari fitur fungsional, tidak hanya lubang yang nyaman
Lapisan atas berputar selama penumpukan
Kecepatan pemuatan tinggi, pin longgar, atau getaran
Ketinggian jatuh, gerakan pengumpanan, jarak bebas pin
Mengurangi dampak dan memperketat kontrol proses
Ketinggian tumpukan bervariasi di sekeliling lingkar
Gerinda, serpihan, pengepresan tidak paralel, lembaran melengkung
Pengukuran tinggi multi-titik
Proses bersih, periksa gerinda, pengaturan pers yang benar
Pengipasan hanya muncul setelah transfer
Dukungan penanganan yang lemah
Baki pemindahan, metode pengangkatan, penahan sementara
Menambahkan penyangga samping atau mempertahankan kompresi
Cacat meningkat selama proses produksi berlangsung
Keausan perlengkapan atau keausan alat
Diameter pin, keausan saku, kondisi ujung tombak
Ganti komponen yang aus dan atur ulang interval pemeriksaan
Muncul celah acak di antara lapisan
Kotoran, minyak, lembaran campuran, atau variasi kerataan
Kebersihan dan inspeksi masuk
Meningkatkan penyimpanan, pembersihan, dan pemisahan lot
Tumpukan bergeser selama pengelasan atau pengikatan
Penggabungan dimulai sebelum tumpukan stabil
Lokasi penjepit dan urutan penyambungan
Bergabunglah sambil menahan dan mengontrol gerakan panas atau menyembuhkan
Lembar tergores selama pemuatan
Pin terlalu kencang, kotor, atau tidak sejajar
Kebersihan pin, kelurusan, kondisi permukaan
Membersihkan, memoles, mengganti, atau mengubah ukuran pin
Tumpukan lolos pemeriksaan ketinggian tetapi gagal dirakit
Lokasi pengukuran yang salah atau kemiringan tersembunyi
Ketinggian di beberapa titik dan datum fungsional
Menambahkan pemeriksaan konsentrisitas, kuadrat, atau posisi slot
Daftar Periksa Proses untuk Tumpukan Laminasi yang Stabil
Sebelum Menumpuk
Konfirmasikan lot, ketebalan, dan jumlah laminasi.
Periksa tinggi duri.
Verifikasi arah duri.
Periksa kondisi lapisan.
Konfirmasikan kerataan lembaran.
Bersihkan serpihan, serpihan, dan bercak minyak.
Konfirmasikan orientasi laminasi.
Pisahkan lembaran campuran atau lembaran yang mencurigakan.
Bersihkan pin pemandu dan kantong perlengkapan.
Konfirmasikan status pemeriksaan perlengkapan.
Selama Penumpukan
Jaga ketinggian jatuh tetap rendah.
Hindari mendorong atau mengetuk dari samping.
Perhatikan rotasi pada lapisan awal.
Gunakan tempat duduk bertingkat untuk tumpukan yang tinggi.
Lembar konfirmasi jatuh bebas di atas pin pemandu.
Periksa apakah ada goresan pada lubang.
Terapkan kompresi menengah bila diperlukan.
Verifikasi posisi lapisan atas sebelum kompresi akhir.
Selama Kompresi
Konfirmasikan paralelisme wajah tekan.
Sangga tumpukan secara merata.
Gunakan tekanan dan waktu diam yang ditentukan.
Mengukur tinggi tumpukan di beberapa titik.
Perhatikan pegas kembali setelah dilepaskan.
Hindari kekuatan berlebihan yang dapat merusak insulasi atau fitur yang tipis.
Selama Bergabung
Jaga agar tumpukan tetap terkendali.
Bergabunglah sebelum tumpukannya mengendur.
Kontrol urutan las, paku keling, interlock, penjepit, atau ikatan.
Hindari pemuatan asimetris.
Periksa kembali keselarasan setelah bergabung.
Setelah Penumpukan
Periksa segera setelah pelepasan perlengkapan.
Periksa lagi setelah pemindahan.
Rekam di mana pengipasan muncul.
Lacak cacat berdasarkan lot, perlengkapan, stasiun, operator, dan metode penyambungan.
Simpan sampel cacat untuk perbandingan.
Tinjau kembali prosesnya sebelum mengubah desain.
Menstandarisasi Proses Penumpukan Laminasi untuk Mencegah Pengipasan
Proses yang stabil harus menjawab pertanyaan-pertanyaan ini dengan jelas:
Fitur mana yang mengontrol penyelarasan?
Sisi mana yang menghadap ke atas?
Ke arah mana gerinda menghadap?
Berapa banyak lembar yang dimuat sebelum tempat duduk antara?
Tekanan apa yang digunakan?
Berapa lama waktu tunggu?
Kapan tumpukan bergabung?
Bagaimana tumpukan ditransfer?
Di mana keselarasan diperiksa?
Apa rencana reaksi ketika muncul fanning?
Jika jawaban ini berubah berdasarkan shift, operator, batch, atau perlengkapan, maka prosesnya belum terstandarisasi.
Dan ya, beberapa masalah pengipasan akan hilang ketika orang memperlambat dan mengikuti metode yang sama setiap saat. Kedengarannya terlalu sederhana. Itu masih terjadi.
Kapan Harus Meninjau Desain Tumpukan atau Proses Pemasok
Terkadang pengipasan bukan hanya masalah produksi. Desain tumpukan atau rute sumber mungkin membuat prosesnya terlalu sensitif.
Tinjauan proses desain atau pemasok berguna ketika:
Cacat yang sama kembali muncul setelah penyesuaian perlengkapan.
Toleransi ketinggian tumpukan sulit untuk dipertahankan.
Kontrol duri bervariasi menurut batch.
Metode penggabungan menyebabkan distorsi.
Penyelarasan dapat dilakukan sebelum transfer, tetapi tidak dapat dilakukan setelahnya.
Bagian yang tipis menekuk selama pemuatan.
Datum fungsional tidak jelas.
Tumpukan prototipe berperilaku berbeda dari tumpukan produksi massal.
Tumpukan tersebut memerlukan pengerjaan ulang berulang kali sebelum dirakit.
Untuk tumpukan laminasi khusus, pembuatan prototipe, atau cacat penyelarasan yang berulang, tinjauan harus mencakup geometri laminasi, arah duri, pemilihan datum, tinggi tumpukan, konsep perlengkapan, metode kompresi, urutan penggabungan, dan pengekangan transfer secara bersamaan.
Memperbaiki hanya satu item saja dapat membantu. Memperbaiki yang salah hanya akan membuang-buang waktu.
Rencana Kontrol yang Direkomendasikan untuk Pengipasan Laminasi
Tahap Proses
Kontrol Kritis
Metode Inspeksi
Rencana Reaksi
Laminasi yang dicap atau dipotong
Tinggi dan kerataan duri
Pengukur duri, pemeriksaan tepi visual, pemeriksaan kerataan
Pegang lot yang dicurigai dan periksa perkakas
Persiapan pra-penumpukan
Orientasi dan kebersihan
Pemeriksaan arah baki, pembersihan bagian, pembersihan perlengkapan
Sortir ulang komponen dan bersihkan perlengkapan
Memuat
Tempat duduk dengan alas yang halus
Pengamatan operator atau pemeriksaan penglihatan
Hentikan jika seprai menggantung, memantul, atau tergores
Penumpukan menengah
Deteksi penyimpangan dini
Pemeriksaan keselarasan lapisan atas
Duduk kembali sebelum tumpukan penuh dibangun
Kompresi
Tinggi dan paralelisme
Pemeriksaan ketinggian multi-titik
Sesuaikan pengaturan tekanan, dwell, atau pelat
Bergabung
Stabilitas yang terkendali
Pemeriksaan keselarasan pasca-penggabungan
Tinjau penjepit dan urutan penyambungan
Pelepasan perlengkapan
Tarik pegas atau lepaskan tarikan
Pemeriksaan celah samping segera
Periksa pin, jalur pelepasan, dan arah duri
Transfer
Menangani stabilitas
Inspeksi pasca-transfer
Menambahkan baki, selongsong, atau kompresi sementara
Pemeriksaan akhir
Penyelarasan fungsional
Pemeriksaan lubang, slot, OD, kuadrat, atau runout
Menyortir, menahan, dan melacak akar masalah
PERTANYAAN YANG SERING DIAJUKAN
Apa yang dimaksud dengan pengipasan laminasi?
Lamination fanning adalah pembukaan, penyebaran, atau langkah yang tidak rata dari setiap lembar dalam tumpukan laminasi. Biasanya muncul di tepi tumpukan, lubang, area slot, atau setelah tumpukan dilepaskan dari perlengkapan.
Apa yang menyebabkan laminasi mengipasi selama penumpukan?
Penyebab yang paling umum adalah penumpukan duri, arah duri yang beragam, jarak bebas pin pemandu yang buruk, perlengkapan yang aus, kompresi yang tidak merata, variasi kerataan lembaran, kontaminasi, kecepatan pemuatan yang tinggi, dan penyangga yang lemah sewaktu pemindahan.
Bagaimana gerinda menyebabkan ketidaksejajaran tumpukan laminasi?
Gerinda menciptakan titik-titik tinggi di antara lapisan. Pada banyak laminasi, titik-titik tinggi ini dapat bertindak seperti irisan, menyebabkan kemiringan, ketinggian yang tidak rata, bukaan tepi, dan tempat duduk yang buruk. Gerinda juga dapat merusak insulasi di antara lapisan.
Haruskah semua gerinda laminasi menghadap ke arah yang sama?
Tidak selalu. Arah duri yang benar tergantung pada desain dan proses tumpukan. Beberapa tumpukan menggunakan satu arah yang terkontrol; yang lain menggunakan pola bolak-balik atau diputar. Hal yang penting adalah orientasi harus ditentukan dan diulang.
Pin pemandu membantu mengontrol lokasi, tetapi tidak dapat menyelesaikan semua masalah. Jika gerinda tinggi, lembaran melengkung, pin aus, jarak bebas salah, atau kompresi tidak merata, pengipasan masih bisa terjadi.
Seberapa ketat pin pemandu harus dipasang untuk penumpukan laminasi?
Tidak ada nilai jarak bebas universal. Jarak bebas pin pemandu harus didasarkan pada toleransi fitur laminasi, tinggi duri, kondisi pelapisan, ketebalan lembaran, tinggi tumpukan, metode pemuatan, dan datum fungsional. Pin harus memandu lembaran dengan lancar tanpa menggores, menggantung, atau memaksa posisi lubang.
Mengapa tumpukan terlihat sejajar dalam perlengkapan, tetapi mengipas setelah dilepaskan?
Hal ini biasanya berarti bahwa tumpukan ditahan pada posisinya oleh perlengkapan tetapi tidak stabil dengan sendirinya. Kemungkinan penyebabnya termasuk pegas mundur, penumpukan duri, kompresi yang tidak merata, tarikan pin, urutan penyambungan yang buruk, atau pengekangan yang tidak memadai sebelum pemindahan.
Bagaimana cara mengurangi pengipasan pada tumpukan laminasi yang tinggi?
Gunakan penumpukan bertahap. Muatkan sejumlah lembar tertentu, terapkan tekanan tempat duduk yang ringan, periksa keselarasan, dan ulangi. Jangan menunggu sampai tumpukan penuh sebelum menerapkan kontrol.
Mengapa muncul fanning laminasi setelah pengelasan atau pengikatan?
Tumpukan mungkin telah bergeser sebelum disambung, atau proses penyambungan mungkin telah menimbulkan panas, gaya, penyusutan, atau selip. Tumpukan harus tetap terkendali selama pengelasan, pengikatan, pemaku keling, atau penguncian.
Bagaimana cara memeriksa keselarasan tumpukan laminasi?
Gunakan datum fungsional dari tumpukan. Tergantung pada desainnya, ini bisa berupa lubang, slot, diameter luar, lubang pilot, posisi gigi, atau geometri pijakan. Inspeksi dapat mencakup pengukur go/no-go, sistem penglihatan, indikator dial, pemeriksaan runout, pemeriksaan kuadrat, atau pengukuran ketinggian multi-titik.
Apa cara tercepat untuk memecahkan masalah pengipasan laminasi?
Mulailah dengan lima pemeriksaan: tinggi duri, arah duri, kondisi pin pemandu, paralelisme tekan, dan penanganan transfer. Area-area ini mengungkapkan banyak penyebab umum dengan cepat.
Kapan saya harus mengganti perlengkapan susun?
Pertimbangkan perubahan perlengkapan jika cacat berulang di sisi yang sama, penjajaran bervariasi menurut stasiun, lembaran tergores selama pemuatan, pin menunjukkan keausan, atau tumpukan bergeser setelah dilepaskan meskipun laminasi yang masuk stabil.
Dapatkah tekanan kompresi memperbaiki pengipasan?
Kompresi dapat mengurangi celah yang terlihat, tetapi tidak selalu dapat memperbaiki akar masalah. Jika masalahnya berasal dari gerinda, kontaminasi, orientasi yang buruk, pemandu yang aus, atau gerakan pemindahan, tekanan yang lebih besar dapat menyembunyikan cacat untuk sementara waktu dan menimbulkan kerusakan lainnya.
Bagaimana pemasok dapat membantu mencegah ketidaksejajaran tumpukan laminasi?
Pemasok yang cakap harus meninjau proses yang lengkap: kualitas pemotongan laminasi, kontrol duri, metode orientasi, desain perlengkapan, urutan kompresi, metode penyambungan, dan penanganan di antara operasi. Untuk tumpukan khusus, tinjauan ini sering kali lebih berguna daripada menyesuaikan satu toleransi secara terpisah.
Catatan Akhir untuk Tim Teknik dan Pengadaan
Pengipasan laminasi jarang merupakan masalah cacat tunggal. Ini biasanya merupakan masalah kontrol.
Tumpukan membutuhkan lembaran yang konsisten, datum yang jelas, pemandu yang bersih, kompresi persegi, penggabungan yang stabil, dan transfer yang terlindungi. Jika salah satu dari hal tersebut terlewatkan, maka tumpukan mungkin masih bisa melewati satu titik pemeriksaan. Tumpukan tersebut mungkin tidak akan bertahan pada proses selanjutnya.
Untuk pengipasan yang berulang, ketidaksejajaran, atau ketinggian tumpukan yang tidak stabil, tinjau seluruh rantai mulai dari kualitas tepi laminasi hingga penanganan akhir. Di situlah penyebab sebenarnya biasanya muncul dengan sendirinya.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.