Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。

ラミネーションのファンニングは通常、個々のシートがスタックとして管理されていない場合に起こる。主な原因は、バリの蓄積、ガイドピンのクリアランス不良、不均一な圧縮、シートの平坦度のばらつき、治具の摩耗、不安定な搬送、接合前の弱い拘束です。.
最も信頼できる固定方法は、より大きなクランプではない。それは、コントロールされたスタッキングプロセスである:
良いラミネーション・スタックは、冶具の中に閉じこめられている間だけでなく、冶具から離れるときもアライメントを保ったままでなければならない。.
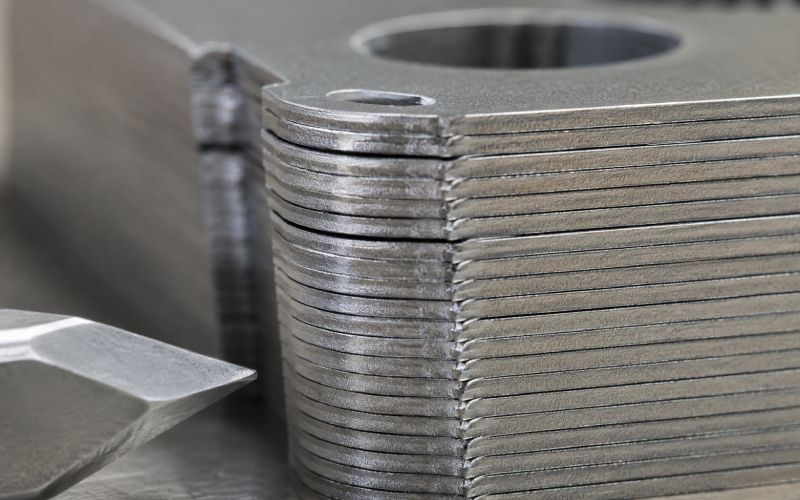
ラミネーション・ファニングとは、ラミネーションが広がったり、開いたり、段差ができたりすることである。 積層コアの個々のラミネーション.
多くの場合、外縁、内径、スロット部、歯先、スタックの片側に現れる。欠陥が明らかな場合もある。スタックを圧縮、解放、溶接、接着、輸送、または次の部品に組み立てた後に初めて見えることもある。.
クリーンラミネーションスタックでは、シートは1つの制御されたボディのように動作します。ファンスタックでは、シートは独自の動きをするルーズプレートのように振る舞う。.
それが本当の問題だ。.
スタックには正しい数のラミネーションが含まれている可能性があります。一か所だけスタック高さを満たしていることもあります。しかし、層が一貫して固定され、整列されていない場合、最終的な部品は、寸法再現性が低く、エアギャップ形状が不安定で、接合品質が不均一で、積層間の絶縁が損傷している可能性があります。.
薄い絶縁シートが磁気挙動を制御し、コアを通る不要な電流経路を減らすのに役立つため、ラミネーション・スタックが使用されます。スタックはまた、高さ、直角度、同心度、スロットアライメント、内径精度、シャフト、ハウジング、巻線、または相手アセンブリとの適合性といった機械的要件も満たさなければなりません。.
ファンニングやミスアライメントが発生すると、いくつかの欠陥が生じる可能性がある:
ファンニングは見た目の問題だけではない。多くの場合、スタックが次のプロセスに対して十分に安定していないというサインである。.
フィクスチャーの中だけがまっすぐに見えるスタックは、まだ安定したスタックではない。.
| 原因 | 何が見えるか | ファニングを生み出す理由 | 最適な管理方法 |
|---|---|---|---|
| バリの蓄積 | 片側が開くか、スタックの高さが変わる | バリはシート間の小さなくさびのような役割を果たす | スタンピングツールの摩耗を管理し、バリの高さを検査する |
| 混合バリ方向 | 不規則な隙間や予測不可能な傾き | 層ごとに異なるシート | ラミネーション方向の定義と制御 |
| ガイドピンの取り付け不良 | 回転ドリフトまたはホールスクラッチ | クリアランスが大きすぎると動きが妨げられ、小さすぎるとバインディングの原因となる。 | 落下挙動とリリース後のアライメントにより、ピンのクリアランスを検証する。 |
| フィクスチャーの摩耗 | 良好なロットの後に欠陥が発生 | 摩耗したガイドが繰り返し位置決めできなくなった | 治具の点検間隔と摩耗限度を設定する |
| 不均一な圧縮 | 一方が先に座る | 非平行な力がくさび形のスタックを生み出す | プラテンの平行度と支持面の平坦度のチェック |
| シートの平坦度のばらつき | 波や岩を積み重ねる | 歪んだシートは均等に座らない | 積み重ねる前に平らかどうかを検査する |
| 破片または油 | ランダムなローカル・ギャップ | 粒子や膜が層間接触を変化させる | ラミネート、ピン、トレイ、フィクスチャーポケットをクリーニングする。 |
| 高速スタッキング | トップレイヤーが回転またはバウンスする | 衝撃と振動がシートを歩かせる | 落下高さの低減と送り動作の制御 |
| 弱い移籍サポート | 試合終了後、ファンをスタックさせる | 最終的な接合や組み立ての前に層が移動する | トレー、スリーブ、サイドサポート、または一時的な圧迫を使用する。 |
| 不安定な状態での加入 | 欠陥のあるスタックロックの溶接、接着、リベット留め | ミスアライメントは最終コアに固定される | スタックが完全に拘束されている間のみ参加 |
ラミネーション・スタックの欠陥の多くは、最初のシートが積層冶具に触れる前に始まっている。.
入ってくるラミネーションが一定でない場合、積層工程はバリ、うねり、コーティングの損傷、寸法のばらつき、汚染と戦わなければならない。時には、しばらくの間、勝利することもある。その後、欠陥が再発する。.
まずはシートから。.
バリは、ラミネーションのファンニングの最も一般的な原因のひとつです。バリは1枚のシートでは小さく見えても、何百ものレイヤーに渡って繰り返されると、測定可能な高さの差が生じます。.
また、バリは断熱材を削ったり、着座の妨げになったり、隣接するシート間に不要な接触を生じさせたりすることもある。.
コントロールポイント
バリの問題は、スタックがすでにプレスされた後よりも、ラミネートの段階で解決する方が簡単だ。.
バリの方向は、オペレーターの記憶やシートのランダムな取り扱いに依存すべきではない。.
スタックによっては、すべてのバリが同じ方向を向くこともある。その他の場合は、制御された交互または回転が使用されます。適切な選択は、部品設計、接合方法、磁気要件、および組立工程によって異なります。.
最も重要なのは再現性だ。.
コントロールの悪さはこんな感じだ:
それはトラブルシューティングの混乱を招く。.
より良いコントロール:
ランダムな方向性は、バリの方向、コーティング面、着座挙動がもはや制御可能な変数ではないため、欠陥パターンをトレースするのが難しくなる。.
平坦度のばらつきは、バリが許容範囲内であっても、ファンニングを引き起こす可能性がある。.
わずかに曲がったラミネーションは、簡単な寸法検査には合格するかもしれないが、他の多くのラミネーションと積み重なると、積み重ねの内側にバネの力が生じる可能性がある。圧縮が解除されると、それらの層は元に戻ろうとする。スタックは開く。.
をチェックする:
最終的なスタックの高さだけに頼らないこと。スタックは内部応力を蓄えたまま高さを満たすことができる。.
小さな粒子は重要だ。欠け、コーティングの薄片、埃の塊、オイルパッチが層を分離させることがある。.
清浄度管理は、ラミネーションそのもの以上のものをカバーすべきである:
汚れた治具に入れられたきれいな部品は、もはやきれいな部品ではない。.
スタッキングとは、単にシートを1枚ずつ重ねることではない。制御されたシート操作なのだ。.
安定したプロセスは通常、3つのことを同時にコントロールする:
このうちのひとつが弱いと、ファン化が遅れて現れることがある。.
シートは、跳ねたり、擦ったり、側面から衝撃を受けたりすることなく、スタックに入るべきである。.
よくある問題は以下の通り:
より良い実践
スタックは、欠陥が側面から見えるようになるずっと前から漂流し始めることがある。.
背の高いラミネート・スタックの場合、最終圧縮だけでは小さな層のずれを修正できないことがある。スタックの下部はすでに悪い状態に落ち着いている可能性があります。.
段階的なシーケンスの方が安全だ:
これは実際の生産では必ずしも遅くはない。多くの場合、手直しや仕分け、下流からのクレームを減らすことができる。.
サイドローディングは静かな欠陥メーカーだ。.
これは、オペレーターがスタックを壁に押し当てたり、フィーダーがトップシートを押したり、ピンがわずかに斜めになったり、フィクスチャー・ポケットが片側できつすぎたりしたときに起こる。.
症状は以下の通り:
アライメントがスタックを所定の位置にタップすることに依存する場合、プロセスは安定しない。.
ガイドピンは便利だが、劣悪なプロセスを救うことはできない。.
ガイドピンは、ラミネーションをスムーズに位置決めする必要があります。穴をこすったり、シートを曲げたり、層を上に引っ張ったり、荷重をかけるのに力を必要としたりしてはならない。.
クリアランスが大きすぎると、各層がわずかに回転したりずれたりする。1層あたりの誤差は小さいかもしれないが、累積する可能性がある。.
お目にかかれるかもしれない:
クリアランスが少なすぎると、別の問題が生じる。ラミネートがハングアップしたり、削れたり、ストレスで座ったりする可能性がある。.
お目にかかれるかもしれない:
適切なクリアランスは普遍的な数値ではありません。ラミネーション形状の公差、コーティングの状態、バリの高さ、シートの厚さ、スタックの高さ、データム戦略、ローディングが手動か自動かによって異なります。.
実用的な検証方法は、推測よりも優れている:
| バリデーション・チェック | グッド・サイン | 警告サイン |
|---|---|---|
| シートドロップの動作 | ラミネーションはスムーズに落下し、フラットになる | シートが垂れ下がる、傾く、叩く必要がある |
| 穴の状態 | 目に見える擦り傷はない | ガイド穴付近の傷やコーティングの損傷 |
| リリース後のスタック | アライメントは安定している | ピンを外すとスタックがずれる |
| 再現性 | バッチ間で同様の結果 | ロットまたはオペレーターによるアライメントの変更 |
| ピン検査 | 直径と真直度が管理範囲内にある | 磨耗、曲がり、蓄積、傷が見られる |
備品は徐々に摩耗していくので、人々は気づかなくなる。.
ガイドピン、ポケット、ストップ、サイドプレート、ベース面は、検査間隔を定めるべきである。“悪い部品が現れたらチェックする ”だけではない。それでは遅い。.
フィクスチャーの磨耗は、しばしば次のような形で現れる:
スタックのせいだ。器具のせいだ。.
いつもではない。十分な頻度だ。.
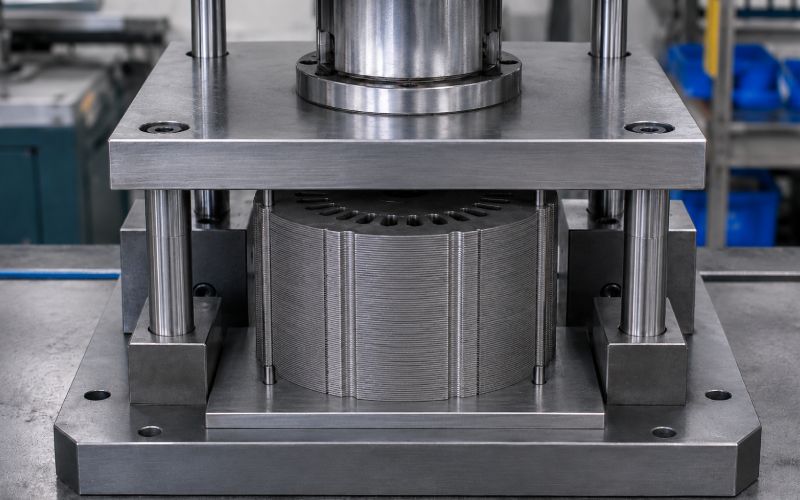
圧縮は、スタックを均等に固定するものでなければならない。スタックを押しつぶして一時的に従わせるようなことがあってはならない。.
最も重要なのは3つの変数だ:
圧力が低すぎると隙間が残る。圧力が高すぎると、断熱材が損傷したり、バリの接触が増えたり、薄い部分が歪んだり、応力が固定されたりすることがある。.
適切な圧力は、スタックの挙動によって検証されるべきである:
プレス面が平行でないと、圧力が高くてもファニングが発生することがある。.
スタックの片側が先に着座すると、反対側が開いたままになることがある。圧力をかければ目に見える隙間は小さくなるが、スタックはリリース後もスプリングバックする可能性がある。.
チェックする:
高さの測定は1回だけでは十分ではありません。スタックの周囲を測ってください。.
スタックによっては、接合または解放の前に、圧力下での短い滞留時間を設けて落ち着かせる必要があります。これは、スタックに多くの薄いラミネート、コーティングのバリエーション、または接合材が含まれている場合に特に当てはまります。.
滞空時間は推測ではなく、定義されるべきである。.
短すぎるとスタックが緩む。長すぎれば、生産が遅くなってしまう。その答えは、再現性のチェックにある。.
接合方法は、圧縮後もスタックが整列しているかどうかを決定する。.
方法が異なればリスクも異なる。.
| 接合方法 | アライメント特典 | 主なリスク | コントロールの推奨 |
|---|---|---|---|
| インターロッキング | ツーリングが安定していれば、高速で再現可能 | 進行性ドリフトまたは局所応力 | インターロックの位置とスタックの直角度を監視 |
| 溶接 | 強力な機械的保持力 | 熱歪み、エッジプル、または局所的な絶縁への影響 | 溶接部の近くでクランプし、溶接順序を制御する |
| 接着剤による接着 | 広い面積で多くのレイヤーをサポート | 硬化前のスリップや接着厚さの不均一 | 硬化中に抑制し、塗膜または接着剤の量を制御する。 |
| リベッティング | シンプルな機械的保持 | リベットの力で層がずれる | 左右対称に力を加え、穴のアライメントを確認する。 |
| クリートまたはクランプ | 特定のコアスタイルに有効 | 拘束が変わるとスタックが緩むことがある | クランプ荷重を定義し、リリース後に再チェックする。 |
| 最終組み立て前のルーススタック | プロセスによっては柔軟 | 高い輸送・取扱リスク | スリーブ、トレイ、または一時的な圧迫を使用する。 |
接合方法は、作りやすいという理由だけで選択すべきではない。スタックの高さ、ラミネーションの厚さ、寸法公差、磁気要件、そして下流の組み立てにマッチしなければならない。.
スタックはまだ正しく拘束されているうちに結合されるべきである。最初にスタックを解放し、後でアライメントを回復させようとするのは、ばらつきを招くことになる。.
多くのラミネーション・スタックは、スタッキング・ステーションでは問題ないが、次のステーションでは悪い。.
つまり、この欠陥は単なる積み重ねの欠陥ではない。移籍の欠陥なのだ。.
リスクが最も高いのは以下の場合である:
移籍のコントロールはシンプルである:
移動後にファンニングが現れた場合は、スタッキングフィクスチャーの調整を続けないでください。ハンドオフに注意してください。.
| 症状 | 最も考えられる原因 | 最初にチェックすべきこと | 是正措置 |
|---|---|---|---|
| 固定具を外すと片側が開く | 不均等な圧縮、バリの蓄積、固定具の離脱抵抗 | プラテン平行度、バリ方向、ピンリリース | コンプレッション・セットアップの調整とバリ・コントロールの点検 |
| スロットのアライメントはドリフトしているが、ボアは許容範囲内 | データムの間違いまたは回転クリアランスの超過 | データム戦略とガイドピンのフィット | 便利な穴だけでなく、機能的な特徴から揃える |
| スタッキング時にトップレイヤーが回転する | 負荷速度が速い、ピンが緩んでいる、振動がある | 落下高さ、送り動作、ピンクリアランス | 影響を減らし、工程管理を強化する |
| スタックの高さは円周上で異なる | バリ、破片、平行でないプレス、反ったシート | マルチポイント高さ測定 | 工程の清掃、バリの検査、プレスの正しいセットアップ |
| ファニングは移籍後に登場 | 弱いハンドリングサポート | 移乗トレイ、リフト法、一時的拘束 | サイドサポートの追加またはコンプレッションの維持 |
| 生産期間中の欠陥の増加 | 治具の摩耗または工具の摩耗 | ピン径、ポケット摩耗、刃先状態 | 磨耗した部品を交換し、点検間隔をリセットする |
| レイヤー間にランダムな隙間ができる | 汚れ、油、混合シート、平坦度のばらつき | 清浄度と受入検査 | 保管、清掃、ロット分けの改善 |
| 溶接または接合中のスタックシフト | スタックが安定する前に結合開始 | クランプの位置と接合順序 | 拘束された状態で接合し、熱や硬化の動きを制御する |
| 積載時にシートが擦れる | ピンがきつすぎる、汚れている、または位置がずれている。 | ピンの清浄度、真直度、表面状態 | ピンのクリーニング、研磨、交換、サイズ変更 |
| スタックの高さチェックはパスしたが、組み立てに失敗 | 測定位置の間違い、または傾きが隠れている | 多点での高さと機能的基準 | 同心度、直角度、スロット位置チェックの追加 |
安定したプロセスは、これらの質問に明確に答えるはずだ:
これらの答えが、シフト、オペレーター、バッチ、治具によって変わる場合、プロセスはまだ標準化されていない。.
そして、その通り、人々がペースを落とし、毎回同じ方法に従うことで、いくつかのファンリングの問題は消える。簡単すぎるように聞こえる。それでも起こるんだ。.
ファニングは生産上の問題だけではないこともある。スタックの設計や調達ルートが、プロセスを過敏にしているのかもしれない。.
設計またはサプライヤーのプロセスレビューは、以下のような場合に有効です:
カスタムラミネーションスタック、プロトタイプビルド、または繰り返し発生するアライメント不良については、ラミネーション形状、バリの方向、データムの選択、スタックの高さ、固定具のコンセプト、圧縮方法、接合順序、搬送拘束などをレビューする必要があります。.
1つの項目だけを修正すれば解決するかもしれない。間違ったものを直すのは時間の無駄だ。.
| プロセス段階 | クリティカル・コントロール | 検査方法 | リアクション・プラン |
|---|---|---|---|
| スタンプまたはカットラミネーション | バリの高さと平面度 | バリゲージ、目視エッジチェック、平面度チェック | 疑わしいロットを保持し、工具を検査する |
| スタッキング前の準備 | オリエンテーションと清潔さ | トレイ方向確認、部品拭き取り、治具洗浄 | 部品の再仕分けと冶具の洗浄 |
| ローディング | 滑らかなシート | オペレーターの観察または視力検査 | シーツが垂れ下がったり、跳ねたり、こすれたりしたら止めること |
| 中間スタッキング | 早期ドリフト検知 | トップ層のアライメントチェック | フルスタック構築前にリシート |
| 圧縮 | 高さと平行度 | マルチポイント高さチェック | 圧力、ドエル、またはプラテンのセットアップを調整する |
| 参加 | 拘束下での安定性 | 接合後のアライメントチェック | クランプと接合順序の見直し |
| フィクスチャーリリース | スプリングバックまたはリリース・ドラッグ | サイドギャップの即時チェック | ピン、リリースパス、バリの方向を点検する。 |
| 譲渡 | 操縦安定性 | 移管後の検査 | トレイ、スリーブ、または一時的なコンプレッションを追加する |
| 最終検査 | 機能的アライメント | 内径、スロット、外径、直角度、振れ検査 | 根本原因を選別し、封じ込め、追跡する |
ラミネーションファニングとは、ラミネーションスタックの個々のシートの開き、広がり、不均一な段差のこと。通常、スタックのエッジ、ボア、スロット部分、またはスタックが固定具から解放された後に発生する。.
最も一般的な原因は、バリの蓄積、バリの方向の混在、ガイドピンのクリアランス不良、フィクスチャーの摩耗、不均一な圧縮、シートの平坦度のばらつき、汚染、高速ローディング、搬送中の弱いサポートなどである。.
バリは、層間にハイスポットを作ります。多くのラミネーションにおいて、このような高所はくさびのように作用し、傾き、不均一な高さ、エッジの開き、座りの悪さを引き起こします。また、バリは層間の断熱材にもダメージを与えます。.
必ずしもそうではありません。正しいバリの方向は、スタックのデザインとプロセスによって異なります。あるスタックは1つの制御された方向を使用し、他のスタックは交互または回転パターンを使用します。重要な点は、方向が定義され、繰り返されなければならないということです。.
ガイドピンは位置のコントロールに役立つが、すべての問題を解決できるわけではない。バリが多かったり、シートが反っていたり、ピンが摩耗していたり、クリアランスが間違っていたり、圧縮が不均一だったりしても、ファンニングは起こりうる。.
普遍的なクリアランス値はありません。ガイドピンのクリアランスは、ラミネーションの公差、バリの高さ、コーティングの状態、シートの厚さ、積み重ねの高さ、積載方法、および機能基準に基づいて決定する必要があります。ピンは、擦ったり、ぶら下がったり、穴の位置を強制したりすることなく、シートをスムーズにガイドする必要があります。.
これは通常、スタックがフィクスチャーによって所定の位置に保持されていたが、それ自体では安定していなかったことを意味する。考えられる原因としては、スプリングバック、バリの蓄積、不均一な圧縮、ピンの引きずり、接合順序の不備、あるいは搬送前の不十分な拘束などがあります。.
段階的積み重ねを使用する。決められた枚数のシートをセットし、軽いシート圧をかけ、アライメントをチェックし、これを繰り返す。制御を加える前に、スタックが完全に積み上がるまで待たないこと。.
スタックが接合前にずれたり、接合工程で熱、力、収縮、スリップが生じたりした可能性がある。溶接、接着、リベット接合、インターロッキングの間、スタックは拘束されたままでなければならない。.
スタックの機能データムを使用する。設計によっては、ボア、スロット、外径、パイロットホール、歯の位置、段差の形状などがこれにあたる。検査には、ゴー/ノーゴーゲージ、ビジョンシステム、ダイヤルインジケータ、振れ検査、直角度検査、または多点高さ測定が含まれます。.
バリの高さ、バリの方向、ガイドピンの状態、プレスの平行度、トランスファーの処理の5つのチェックから始めましょう。これらの分野では、多くの共通原因がすぐに明らかになります。.
欠陥が同じ側で繰り返される、ステーションによってアライメントが異なる、ローディング中にシートが擦れる、ピンが摩耗する、入荷ラミネーションが安定していてもリリース後にスタックがずれる、などの場合は、フィクスチャの変更を検討してください。.
圧縮は目に見えるギャップを減らすことはできるが、根本的な原因を常に解決することはできない。問題がバリ、汚染、方向不良、摩耗したガイド、または転写の動きに起因する場合、より大きな圧力は一時的に欠陥を隠し、他の損傷を引き起こす可能性があります。.
有能なサプライヤーは、ラミネーションの切断品質、バリの制御、方向付け方法、治具の設計、圧縮順序、接合方法、作業間の取り扱いなど、全工程を見直す必要がある。カスタム・スタックの場合、この見直しは、1つの公差を単独で調整するよりも有用であることが多い。.
ラミネーションのファンニングが単一不良品であることは稀である。通常はコントロールの問題である。.
スタックには、一貫性のあるシート、明確な基準線、きれいなガイド、四角い圧縮、安定した接合、保護された搬送が必要だ。これらのうち一つでも欠ければ、スタックはまだ一つの検査ポイントに合格するかもしれない。しかし、次の工程では合格できないかもしれない。.
繰り返されるファンニング、ミスアライメント、不安定なスタック高さについては、ラミネーションのエッジ品質から最終的なハンドリングまで、チェーン全体を見直してください。本当の原因はたいていそこにあります。.








