Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Comment éviter la formation d'un éventail de lamination pendant l'empilage : Causes, solutions et contrôles de processus
Principaux enseignements
La formation d'un éventail de lamination se produit généralement lorsque les feuilles individuelles ne sont pas contrôlées en tant que pile. Les principales causes sont l'accumulation de bavures, un mauvais dégagement des goupilles de guidage, une compression inégale, une variation de la planéité de la feuille, l'usure du dispositif de fixation, un transfert instable et une faible retenue avant l'assemblage.
La solution la plus fiable n'est pas une pince plus grande. Il s'agit d'un processus d'empilage contrôlé :
Contrôler les bavures, la planéité, l'état du revêtement et l'orientation avant l'empilage.
Utiliser des goupilles de guidage qui se placent sans racler ni forcer les feuilles.
Asseoir la pile par étapes au lieu de se fier uniquement à la compression finale.
Comprimer carrément en contrôlant la pression et le temps d'attente.
Rejoindre ou retenir la pile avant qu'elle ne puisse se détendre.
Contrôler l'alignement après la libération de la fixation et une nouvelle fois après le transfert.
Une bonne pile de laminage doit rester alignée lorsqu'elle quitte le projecteur, et pas seulement lorsqu'elle est piégée à l'intérieur de celui-ci.
Il apparaît souvent au niveau du bord extérieur, de l'alésage intérieur, de la zone de la fente, de l'extrémité des dents ou d'un côté de la pile. Le défaut est parfois évident. Parfois, il n'est visible qu'après que la pile a été comprimée, libérée, soudée, collée, transportée ou assemblée dans le composant suivant.
Dans une pile de laminage propre, les feuilles se comportent comme un seul corps contrôlé. Dans une pile en éventail, les feuilles se comportent comme des plaques libres avec leur propre mouvement.
C'est là le vrai problème.
La pile peut encore contenir le nombre correct de tôles. Elle peut même respecter la hauteur de la pile à un endroit. Mais si les couches ne sont pas placées et alignées de manière cohérente, la pièce finale peut présenter une mauvaise répétabilité dimensionnelle, une géométrie d'entrefer instable, une qualité d'assemblage inégale ou une isolation endommagée entre les stratifiés.
Pourquoi le désalignement des piles de laminage est-il important ?
Les empilages de laminage sont utilisés parce que les feuilles isolées minces aident à contrôler le comportement magnétique et à réduire les chemins de courant indésirables à travers le noyau. L'empilement doit également répondre à des exigences mécaniques : hauteur, équerrage, concentricité, alignement des fentes, précision de l'alésage et adaptation aux arbres, aux boîtiers, aux enroulements ou aux assemblages correspondants.
Lorsque l'éventail ou le désalignement se produit, plusieurs défauts peuvent s'ensuivre :
Hauteur inégale de la pile sur la circonférence
Faux-rond de l'alésage ou du diamètre extérieur
Désalignement de la fente ou de la dent
Mauvaise consistance du soudage, du collage, du rivetage ou de l'emboîtement
Risque accru d'endommagement de l'isolation
Contact bavure à bavure entre les couches
Mauvaise adaptation de l'assemblage
Contrainte localisée lors du pressage
Tri supplémentaire, reprise ou rebut
La formation d'un éventail n'est pas seulement un problème visuel. C'est souvent le signe que la pile n'est pas assez stable pour le processus suivant.
Une pile qui semble droite uniquement à l'intérieur du projecteur n'est pas encore une pile stable.
Causes courantes de l'éventail de lamination
Cause
Ce que vous pouvez voir
Pourquoi il crée des ventilations
Meilleure méthode de contrôle
Accumulation de bavures
Un bord s'ouvre ou la hauteur de la pile varie
Les bavures agissent comme de petits coins entre les feuilles.
Contrôle de l'usure des outils d'emboutissage et de la hauteur des bavures
Direction des bavures mixtes
Lacunes aléatoires ou inclinaison imprévisible
Les feuilles ont une assise différente d'une couche à l'autre
Définir et contrôler l'orientation du laminage
Mauvais ajustement des broches de guidage
Dérive rotative ou rayure du trou
Un jeu trop important permet le mouvement ; un jeu trop faible entraîne un blocage.
Valider le dégagement de la broche par le comportement de la chute et l'alignement après relâchement
Usure de la fixation
Le défaut apparaît après plusieurs lots de bonne qualité
Les guides usés ne permettent plus une localisation répétée
Définir les intervalles d'inspection des appareils et les limites d'usure
Compression inégale
Un côté s'assoit avant l'autre
Une force non parallèle crée des piles en forme de coin
Vérifier le parallélisme du plateau et la planéité de la surface d'appui
Variation de la planéité de la tôle
Empiler des vagues, des rochers ou des ouvertures
Les feuilles déformées ne se posent pas de manière uniforme
Contrôler la planéité avant l'empilage
Débris ou huile
Lacunes locales aléatoires
Les particules ou les films modifient le contact entre les couches
Nettoyer les stratifiés, les broches, les plateaux et les poches de fixation
Vitesse d'empilage élevée
Les couches supérieures tournent ou rebondissent
Impacts et vibrations : les feuilles marchent
Réduire la hauteur de chute et contrôler le mouvement de l'alimentation
Faible soutien au transfert
Les fans de Stack après avoir quitté le match
Les couches se déplacent avant l'assemblage ou le montage final
Utiliser des plateaux, des manchons, des supports latéraux ou une compression temporaire.
Adhésion en situation d'instabilité
Verrous de pile soudés, collés ou rivetés dans le défaut
Le désalignement est fixé dans le noyau final
N'adhérer que lorsque la pile est entièrement immobilisée
Comment éviter la formation d'un éventail de laminage avant l'empilage ?
De nombreux défauts des piles de pelliculage apparaissent avant que la première feuille n'entre en contact avec le dispositif d'empilage.
Si les laminés entrants ne sont pas homogènes, le processus d'empilage doit lutter contre les bavures, les ondulations, les dommages causés au revêtement, les variations dimensionnelles et la contamination. Parfois, il gagne pendant un certain temps. Puis les défauts réapparaissent.
Commencez par la feuille.
1. Contrôle de la hauteur de la fraise
Les bavures sont l'une des causes les plus courantes de la formation d'un éventail de pelliculage. Une bavure peut sembler minime sur une feuille, mais répétée sur des centaines de couches, elle peut créer une différence de hauteur mesurable.
Les bavures peuvent également rayer l'isolant, interférer avec l'assise et créer un contact indésirable entre les feuilles adjacentes.
Points de contrôle :
Contrôler la hauteur des bavures par lot ou par intervalle de production.
Suivre la direction des bavures.
Contrôler l'usure des outils de coupe ou de poinçonnage.
Vérifier si les bavures sont concentrées sur les fentes, les bords de l'alésage, les extrémités des dents ou le diamètre extérieur.
Séparer les lots suspects avant qu'ils ne soient empilés.
Un problème de bavures est plus facile à résoudre au stade du laminage qu'une fois que la pile a déjà été pressée.
2. Définir le sens de la bavure
La direction de la bavure ne doit pas dépendre de la mémoire de l'opérateur ou de la manipulation aléatoire des feuilles.
Pour certaines piles, toutes les bavures peuvent être orientées dans la même direction. Pour d'autres, une alternance ou une rotation contrôlée peut être utilisée. Le bon choix dépend de la conception de la pièce, de la méthode d'assemblage, des exigences magnétiques et du processus d'assemblage.
Ce qui importe le plus, c'est la répétabilité.
Un mauvais contrôle ressemble à ceci :
Certaines feuilles se bousculent
Certaines feuilles sont abîmées
Rotation de certaines feuilles
Quelques feuilles mélangées de différents lots
Personne ne sait quand le changement s'est produit
Cela crée un désordre au niveau du dépannage.
Un meilleur contrôle :
Utiliser une encoche d'orientation, une caractéristique pilote, une direction de plateau ou une marque visuelle.
Définir la face d'empilement.
Former les opérateurs à vérifier l'orientation avant le chargement.
Rendre l'orientation difficile à inverser par erreur.
Consigner les règles d'orientation dans la fiche de processus.
L'orientation aléatoire rend les modèles de défauts plus difficiles à tracer car la direction de la bavure, le côté du revêtement et le comportement d'assise ne sont plus des variables contrôlées.
3. Vérifier la planéité de la lamination
Une variation de la planéité peut provoquer un effet d'éventail, même si les bavures sont acceptables.
Un laminage légèrement plié peut passer un contrôle dimensionnel rapide, mais empilé avec beaucoup d'autres, il peut créer une force élastique à l'intérieur de l'empilement. Une fois la compression relâchée, ces couches tentent de se rétablir. La pile s'ouvre.
Vérifier pour :
Arc
Torsion
Bords ondulés
Distorsion locale près des fentes
Déformation à la suite d'un traitement thermique ou d'un revêtement
Dommages causés par la manipulation pendant le stockage
Ne vous fiez pas uniquement à la hauteur finale de la pile. Une pile peut respecter la hauteur tout en conservant des contraintes internes.
4. Maintenir les pellicules propres
Les petites particules sont importantes. Un éclat, un flocon de revêtement, un amas de poussière ou une tache d'huile peuvent séparer les couches.
Les contrôles de propreté ne doivent pas se limiter à la plastification elle-même :
Plateaux de stockage
Goupilles de guidage
Pochettes de fixation
Transfert de nids
Gants d'opérateur ou outils de manutention
Opérations d'ébarbage, de meulage ou de découpage à proximité
Les pièces propres placées dans un dispositif sale ne sont plus des pièces propres.
Comment contrôler l'alignement pendant l'empilage ?
L'empilage ne consiste pas simplement à placer des feuilles les unes sur les autres. Il s'agit d'une opération d'assise contrôlée.
Un processus stable contrôle généralement trois choses en même temps :
Localisation - à l'endroit où se trouve chaque laminage.
Sièges - la façon dont chaque couche entre en contact avec la couche précédente.
Rétention - la façon dont la pile reste alignée avant l'assemblage final.
Si l'un d'entre eux est faible, l'éventail peut apparaître plus tard.
Utiliser une méthode de chargement à faible perturbation
La feuille doit entrer dans la pile sans rebondir, sans racler et sans impact latéral.
Les problèmes les plus courants sont les suivants :
Hauteur de chute trop élevée
La feuille glisse en biais sur les goupilles de guidage
Opérateur tapant latéralement sur la pile
Vibration automatisée de l'alimentateur
Mouvement brusque de démarrage et d'arrêt
Laminations atterrissant sur un film d'air ou d'huile piégé
Meilleure pratique :
Réduire la hauteur de chute.
Soutenir la feuille près du point de référence.
Utilisez des guides d'alimentation qui se centrent sans forcer.
Veillez à ce que le mouvement de chargement soit fluide.
Exercer une légère pression d'assise à intervalles réguliers.
Surveillez les couches supérieures pendant la production, et pas seulement lors de l'inspection finale.
Une pile peut commencer à dériver bien avant que le défaut ne soit visible de côté.
Asseoir les piles hautes par étapes
Pour les piles de laminage plus hautes, la compression finale seule peut ne pas corriger les petits décalages de couches. La partie inférieure de la pile peut déjà être en mauvais état.
Une séquence échelonnée est plus sûre :
Charger un nombre contrôlé de laminations.
Appliquer une légère pression d'assise.
Vérifier la position de la couche supérieure.
Continuer à empiler.
Appliquer une compression intermédiaire.
Vérifier la hauteur ou l'alignement latéral.
Complétez la pile.
Appliquer la compression finale.
Rejoindre ou retenir avant la libération.
Cela n'est pas toujours plus lent dans la production réelle. Elle permet souvent de réduire les reprises, le tri et les réclamations en aval.
Éviter le chargement latéral
Le chargement latéral est une machine à défectuosités silencieuse.
Cela se produit lorsqu'un opérateur pousse la pile contre un mur, lorsqu'un chargeur touche la feuille supérieure, lorsqu'une broche est légèrement inclinée ou lorsqu'une pochette de fixation est trop serrée d'un côté.
Les symptômes sont les suivants
Fanner du même côté à chaque fois
Rayures près des trous de positionnement
Bord irrégulier de la pile
Les couches supérieures se sont déplacées davantage que les couches inférieures
Amélioration du résultat lorsque l'opérateur change de style de chargement
Si l'alignement dépend de la mise en place de la pile, le processus n'est pas stable.
Dégagement de la goupille de guidage et contrôle de la fixation
Les goupilles de guidage sont utiles, mais elles ne peuvent pas sauver un processus médiocre.
Une broche de guidage doit permettre de positionner le laminage en douceur. Elle ne doit pas racler le trou, plier la feuille, tirer les couches vers le haut ou nécessiter une force pour la charger.
Que se passe-t-il lorsque le jeu de la goupille de guidage est trop faible ?
Un jeu trop important permet à chaque feuille de pivoter ou de se décaler légèrement. L'erreur peut être minime par couche, mais elle peut s'accumuler.
Vous pouvez voir :
Dérive rotationnelle
Inadéquation des créneaux horaires
Variation de l'alignement de l'alésage
Marches sur les bords
Alignement différent après compression
Alignement différent après le déblocage de la fixation
Que se passe-t-il lorsque le jeu de la goupille de guidage est trop serré ?
Un jeu trop faible crée un autre problème. La stratification peut s'accrocher, se racler ou s'asseoir sous l'effet de la contrainte.
Vous pouvez voir :
Rayures sur les trous
Les draps ne tombent pas librement
Les opérateurs pressent les feuilles à la main
La pile semble alignée dans la fixation mais s'ouvre après la libération
Sections minces courbées ou déformées
Marques d'usure de la broche
Le jeu correct n'est pas un chiffre universel. Il dépend de la tolérance des caractéristiques de laminage, de l'état du revêtement, de la hauteur des bavures, de l'épaisseur de la feuille, de la hauteur de la pile, de la stratégie de référence et du fait que le chargement est manuel ou automatisé.
Une méthode de validation pratique vaut mieux que des suppositions :
Contrôle de validation
Bon signe
Panneau d'avertissement
Comportement de la chute de la feuille
Le laminage tombe en douceur et se pose à plat
La feuille pend, s'incline ou a besoin d'être tapotée
État du trou
Pas de grattage visible
Rayures ou dommages du revêtement près des trous de guidage
Pile après la libération
L'alignement reste stable
La pile se déplace lorsque les broches sont retirées
Répétabilité
Des résultats similaires d'un lot à l'autre
Changements d'alignement par lot ou par opérateur
Inspection des goupilles
Le diamètre et la rectitude restent dans les limites de contrôle
L'usure, la déformation, l'accumulation ou l'écaillage apparaissent.
Inspecter l'usure de l'appareil
Les appareils s'usent lentement, si bien que les gens ne les remarquent plus.
Les axes de guidage, les poches, les butées, les plaques latérales et les surfaces de base doivent faire l'objet d'intervalles d'inspection définis. Il ne s'agit pas simplement de “vérifier lorsque des pièces défectueuses apparaissent”. C'est un peu tard.
L'usure des fixations se manifeste souvent par :
Un défaut qui apparaît après de nombreux essais
Changement d'alignement par cavité ou par station
Plus de taraudage ou d'ajustement nécessaire
Variation plus importante après la libération
Éventail dans la même direction
La pile est blâmée. C'est l'appareil qui l'a fait.
Pas toujours. Assez souvent.
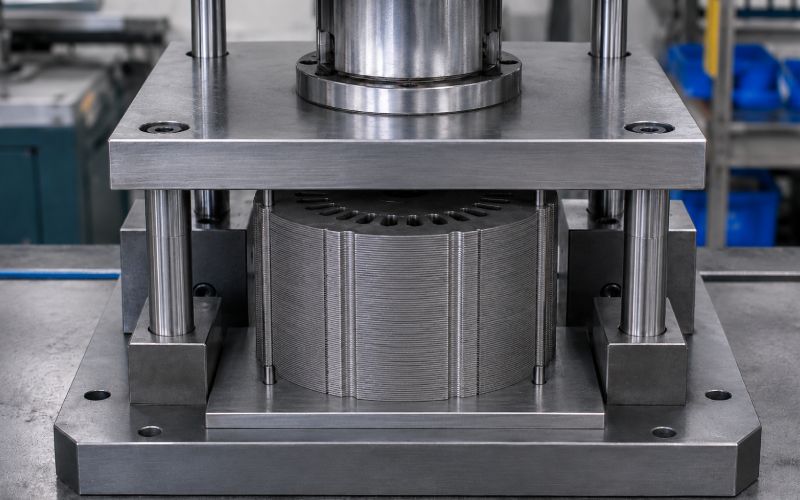
Contrôle de la compression : Pression, parallélisme et temps d'arrêt
La compression doit asseoir la pile de manière uniforme. Elle ne doit pas écraser la pile pour la contraindre à une obéissance temporaire.
Trois variables sont les plus importantes :
Pression
Parallélisme
Temps d'attente
Pression
Une pression trop faible laisse subsister des lacunes. Une pression trop forte risque d'endommager l'isolation, d'augmenter le contact des bavures, de déformer les caractéristiques fines ou de bloquer les contraintes.
La pression adéquate doit être validée par le comportement de la pile :
La hauteur de la pile se stabilise-t-elle ?
L'alignement est-il maintenu après la libération ?
Y a-t-il des signes d'endommagement du revêtement ?
L'éventail revient-il après le transfert ?
La pile rencontre-t-elle la hauteur en plusieurs points, et non en un seul ?
Parallélisme
Une face de presse non parallèle peut créer un effet d'éventail même lorsque la pression est élevée.
Si un côté de la pile s'emboîte en premier, le côté opposé peut rester ouvert. Une pression plus forte peut réduire l'écart visible, mais la pile peut toujours revenir en arrière après avoir été relâchée.
Vérifier :
Parallélisme du plateau de la presse
Planéité de la base du montage
État de la surface d'appui
Débris irréguliers sous la pile
Retenue latérale lors du pressage
Hauteur d'empilement en plusieurs points
Une seule mesure de la hauteur ne suffit pas. Il faut mesurer autour de la pile.
Temps d'attente
Certaines piles ont besoin d'un court temps d'arrêt sous pression pour se stabiliser avant d'être assemblées ou libérées. C'est notamment le cas lorsque la pile comprend de nombreux laminés minces, des variations de revêtement ou des matériaux de collage.
Le temps d'attente doit être défini et non deviné.
Trop courte, la pile risque de se détendre. Trop longue, la production ralentit sans bénéfice. La réponse se trouve dans les contrôles de répétabilité.
Comment la méthode de jonction affecte l'alignement des piles
La méthode de jonction détermine si la pile reste alignée après la compression.
Des méthodes différentes entraînent des risques différents.
Méthode d'assemblage
Bénéfice de l'alignement
Risque principal
Recommandation de contrôle
Emboîtement
Rapide et reproductible lorsque l'outillage est stable
Dérive progressive ou contrainte locale
Contrôle de la position du verrouillage et de l'équerrage de la pile
Soudage
Forte rétention mécanique
Déformation due à la chaleur, traction sur les bords ou impact local sur l'isolation
Pince à proximité de la zone de soudage et contrôle de la séquence de soudage
Collage de l'adhésif
Prise en charge de plusieurs couches sur une plus grande surface
Glissement avant polymérisation ou épaisseur inégale de l'adhérence
Retenir pendant le durcissement et contrôler la quantité de revêtement ou d'adhésif
Rivetage
Rétention mécanique simple
La force des rivets peut déplacer les couches
Appliquer la force de manière symétrique et vérifier l'alignement des trous
Clivage ou serrage
Utile pour certains styles de base
La pile peut se détendre lorsque la contention est modifiée
Définir la charge de serrage et revérifier après le relâchement
Pile en vrac avant l'assemblage final
Flexible pour certains processus
Risque élevé de transfert et de manipulation
Utiliser des manchons, des plateaux ou une compression temporaire
La méthode d'assemblage ne doit pas être choisie uniquement parce qu'elle est facile à réaliser. Elle doit correspondre à la hauteur de la pile, à l'épaisseur du laminage, à la tolérance dimensionnelle, aux exigences magnétiques et à l'assemblage en aval.
Une pile doit être jointe alors qu'elle est encore correctement maintenue. La libérer d'abord et essayer de récupérer l'alignement plus tard, c'est s'exposer à des variations.
Manipulation des transferts : La cause cachée de la formation d'éventail
De nombreuses piles de pelliculage sont bonnes au poste d'empilage et mauvaises au poste suivant.
Cela signifie que le défaut n'est pas seulement un défaut d'empilement. Il s'agit d'un défaut de transfert.
Le risque est le plus élevé lorsque
La pile est haute
Les lamelles sont minces
Le revêtement est lisse
La pile n'a pas été jointe
Seule une légère compression a été utilisée
L'opérateur soulève d'un côté
Le chemin de transfert est soumis à des vibrations ou à des chocs
Le montage suivant ne prend pas en charge le même point de référence
Les contrôles de transfert peuvent être simples :
Utiliser des plaques de support latérales.
Utilisez un plateau gigogne.
Ajouter une plaque supérieure temporaire.
Utiliser un manchon autour de la pile.
Maintenir la pile comprimée jusqu'à la jonction.
Réduire la distance de déplacement.
Définir les points de levage.
Inspecter après le transfert, et pas seulement avant.
Si l'éventail apparaît après le mouvement, ne continuez pas à ajuster le dispositif d'empilage. Surveillez le transfert.
Tableau de dépannage du laminage et de la mise en éventail
Symptôme
Cause la plus probable
Ce qu'il faut vérifier en premier lieu
Action corrective
Un côté s'ouvre après le relâchement de la fixation
Compression irrégulière, accumulation de bavures ou traînée de relâchement de la fixation
Parallélisme du plateau, direction des bavures, dégagement de la goupille
Ajuster le réglage de la compression et inspecter le contrôle de la bavure
L'alignement des fentes dérive alors que l'alésage semble acceptable
Mauvais point de référence ou jeu de rotation excessif
Stratégie de référence et adaptation des axes de guidage
S'aligner sur les caractéristiques fonctionnelles, et pas seulement sur les trous pratiques
Les couches supérieures tournent pendant l'empilage
Vitesse de chargement élevée, goupilles desserrées ou vibrations
Hauteur de chute, mouvement d'avance, dégagement de la goupille
Réduire l'impact et renforcer le contrôle des processus
La hauteur des piles varie en fonction de la circonférence
Bavures, débris, pressage non parallèle, feuilles gauchies
Mesure de la hauteur en plusieurs points
Nettoyer le processus, inspecter les bavures, corriger la configuration de la presse
Fanning n'apparaît qu'après le transfert
Faible soutien à la manipulation
Plateau de transfert, méthode de levage, contention temporaire
Ajouter un soutien latéral ou maintenir la compression
Augmentation des défauts au cours du cycle de production
Usure du montage ou de l'outil
Diamètre de la broche, usure de la poche, état de l'arête de coupe
Remplacer les composants usés et réinitialiser l'intervalle d'inspection
Des espaces aléatoires apparaissent entre les couches
Saleté, huile, feuilles mélangées ou variation de la planéité
Propreté et contrôle à la réception
Améliorer le stockage, le nettoyage et la séparation des lots
Déplacement des piles pendant le soudage ou le collage
L'adhésion commence avant que la pile ne soit stable
Emplacement de la pince et séquence d'assemblage
Joindre les deux parties en les attachant et en contrôlant la chaleur ou le mouvement du produit de cure.
Les feuilles se raclent pendant le chargement
Goupilles trop serrées, sales ou mal alignées
Propreté des broches, rectitude, état de surface
Nettoyer, polir, remplacer ou redimensionner les goupilles
La pile passe la vérification de la hauteur mais échoue à l'assemblage
Mauvais emplacement de la mesure ou inclinaison cachée
Hauteur en plusieurs points et point de référence fonctionnel
Ajouter une vérification de la concentricité, de l'équerrage ou de la position de la fente
Liste de contrôle du processus pour des piles de laminage stables
Avant l'empilage
Confirmer le lot, l'épaisseur et le nombre de pellicules.
Vérifier la hauteur des bavures.
Vérifier la direction des bavures.
Vérifier l'état du revêtement.
Confirmer la planéité de la feuille.
Enlever les débris, les écailles et les taches d'huile.
Confirmer l'orientation de la plastification.
Séparer les feuilles mélangées ou suspectes.
Nettoyer les goupilles de guidage et les poches de fixation.
Confirmer l'état de l'inspection de l'appareil.
Pendant l'empilage
Maintenir la hauteur de chute à un niveau bas.
Évitez de pousser ou de taper sur les côtés.
Surveillez la rotation dans les premières couches.
Utilisez des sièges en gradins pour les grandes piles.
Confirmer que les feuilles tombent librement sur les goupilles de guidage.
Vérifier l'absence de grattage des trous.
Appliquer une compression intermédiaire si nécessaire.
Vérifier la position de la couche supérieure avant la compression finale.
Pendant la compression
Confirmer le parallélisme des faces de la presse.
Soutenir la pile de manière uniforme.
Utiliser une pression et un temps de séjour définis.
Mesurer la hauteur de la pile en plusieurs points.
Surveillez le retour au printemps après la libération.
Éviter toute force excessive qui endommagerait l'isolant ou les éléments fins.
Pendant l'adhésion
Maintenez la pile sous contrôle.
Adhérez avant que la pile ne se détende.
Contrôler la séquence de soudage, de rivetage, d'emboîtement, de serrage ou de collage.
Éviter les charges asymétriques.
Vérifier à nouveau l'alignement après l'assemblage.
Après empilage
Inspecter immédiatement après la libération de la fixation.
Inspecter à nouveau après le transfert.
Noter l'emplacement de l'éventail.
Suivre les défauts par lot, fixation, station, opérateur et méthode d'assemblage.
Conserver des échantillons de défauts pour comparaison.
Revoir le processus avant de modifier la conception.
Normalisation du processus d'empilage de lamination pour éviter le fanage
Un processus stable devrait répondre clairement à ces questions :
Quelle est la caractéristique qui contrôle l'alignement ?
Quelle est la face tournée vers le haut ?
Dans quel sens les bavures sont-elles orientées ?
Combien de feuilles sont chargées avant l'assise intermédiaire ?
Quelle est la pression utilisée ?
Quelle est la durée d'immobilisation ?
Quand la pile est-elle jointe ?
Comment la pile est-elle transférée ?
Où l'alignement est-il vérifié ?
Quel est le plan de réaction en cas d'apparition d'un éventail ?
Si ces réponses changent en fonction de l'équipe, de l'opérateur, du lot ou du dispositif, le processus n'est pas encore normalisé.
Et oui, certains problèmes d'éventail disparaissent lorsque les gens ralentissent et suivent la même méthode à chaque fois. Cela semble trop simple. Cela arrive encore.
Quand revoir la conception de l'empilement ou le processus du fournisseur ?
Parfois, le fanage n'est pas seulement un problème de production. La conception de la pile ou l'itinéraire d'approvisionnement peuvent rendre le processus trop sensible.
Un examen du processus de conception ou de fourniture est utile dans les cas suivants
Le même défaut réapparaît après l'ajustement de l'appareil.
La tolérance sur la hauteur des piles est difficile à respecter.
Le contrôle de la bavure varie selon les lots.
La méthode d'assemblage provoque des distorsions.
L'alignement est acceptable avant le transfert, mais pas après.
Les sections minces se plient sous l'effet de la charge.
Le référentiel fonctionnel n'est pas clair.
Les piles de prototypes se comportent différemment des piles de production de masse.
La pile doit être retravaillée à plusieurs reprises avant d'être assemblée.
Pour les piles de laminage personnalisées, les prototypes ou les défauts d'alignement récurrents, l'examen doit porter sur la géométrie du laminage, la direction des bavures, le choix du point de référence, la hauteur de la pile, le concept de fixation, la méthode de compression, la séquence d'assemblage et la contrainte de transfert.
La correction d'un seul élément peut s'avérer utile. Réparer le mauvais élément fait perdre du temps.
Plan de contrôle recommandé pour le fanage de lamination
Étape du processus
Contrôle critique
Méthode d'inspection
Plan de réaction
Laminés estampés ou coupés
Hauteur et planéité de la fraise
Jauge de bavure, contrôle visuel des bords, contrôle de la planéité
Tenir le lot suspect et inspecter l'outillage
Préparation de l'empilage
Orientation et propreté
Vérification de la direction des plateaux, nettoyage des pièces, nettoyage des fixations
Re-tri des pièces et nettoyage de l'appareil
Chargement
Assise en tôle lisse
Observation de l'opérateur ou contrôle de la vision
Arrêtez si les draps pendent, rebondissent ou s'abîment.
Empilage intermédiaire
Détection précoce des dérives
Contrôle de l'alignement de la couche supérieure
Reprendre avant que la pile complète ne soit construite
Compression
Hauteur et parallélisme
Contrôle de la hauteur en plusieurs points
Régler la pression, la temporisation ou la configuration du plateau
Adhésion
Stabilité sous contrainte
Contrôle de l'alignement après l'assemblage
Révision de la séquence de serrage et d'assemblage
Publication des matches
Traînée de rappel ou de dégagement
Contrôle immédiat de l'écart latéral
Inspecter les goupilles, la trajectoire de dégagement et la direction des bavures.
Transfert
Stabilité de la manutention
Inspection post-transfert
Ajout d'un plateau, d'un manchon ou d'une compression temporaire
Inspection finale
Alignement fonctionnel
Vérification de l'alésage, de la fente, du diamètre extérieur, de l'équerrage ou du faux-rond
Trier, contenir et rechercher les causes profondes
FAQ
Qu'est-ce que le fanage par laminage ?
L'éventail de pelliculage est l'ouverture, l'étalement ou l'étagement inégal des feuilles individuelles d'une pile de pelliculage. Il apparaît généralement au niveau du bord de la pile, de l'alésage, de la zone de fente ou après que la pile a été libérée du dispositif de fixation.
Quelle est la cause de la formation d'un éventail de pellicules lors de l'empilage ?
Les causes les plus courantes sont l'accumulation de bavures, la direction variable des bavures, un mauvais dégagement des broches de guidage, l'usure des dispositifs de fixation, une compression inégale, une variation de la planéité de la feuille, la contamination, une vitesse de chargement élevée et un support insuffisant pendant le transfert.
Comment les bavures provoquent-elles un désalignement de la pile de laminage ?
Les bavures créent des points hauts entre les couches. Sur plusieurs couches, ces points hauts peuvent agir comme des coins, provoquant une inclinaison, une hauteur inégale, une ouverture des bords et une mauvaise assise. Les bavures peuvent également endommager l'isolation entre les couches.
Les bavures de laminage doivent-elles toutes être orientées dans le même sens ?
Pas toujours. La direction correcte de la bavure dépend de la conception de la pile et du processus. Certaines piles utilisent une seule direction contrôlée ; d'autres utilisent un modèle alternatif ou rotatif. L'important est que l'orientation soit définie et répétée.
Les broches de guidage peuvent-elles empêcher la formation d'un éventail de pelliculage ?
Les goupilles de guidage aident à contrôler l'emplacement, mais elles ne peuvent pas résoudre tous les problèmes. Si les bavures sont importantes, si les feuilles sont déformées, si les goupilles sont usées, si le jeu est mauvais ou si la compression est inégale, l'éventail peut toujours se produire.
Quel doit être le serrage des goupilles de guidage pour l'empilage des pellicules ?
Il n'existe pas de valeur universelle de dégagement. Le jeu de la goupille de guidage doit être basé sur la tolérance des caractéristiques de laminage, la hauteur des bavures, l'état du revêtement, l'épaisseur de la feuille, la hauteur de la pile, la méthode de chargement et le point de référence fonctionnel. La goupille doit guider la feuille en douceur sans racler, accrocher ou forcer la position du trou.
Pourquoi la pile semble-t-elle alignée dans l'appareil, mais en éventail après la libération ?
Cela signifie généralement que la pile était maintenue en position par le dispositif de fixation, mais qu'elle n'était pas stable par elle-même. Les causes possibles sont le retour élastique, l'accumulation de bavures, une compression inégale, l'entraînement des broches, une mauvaise séquence d'assemblage ou une contention insuffisante avant le transfert.
Comment réduire la formation d'éventail dans les piles de pelliculage hautes ?
Utilisez l'empilage par étapes. Chargez un nombre défini de feuilles, appliquez une légère pression d'assise, vérifiez l'alignement et répétez l'opération. N'attendez pas que la pile soit entièrement constituée pour appliquer le contrôle.
Pourquoi le laminage en éventail apparaît-il après le soudage ou le collage ?
La pile peut s'être déplacée avant l'assemblage, ou le processus d'assemblage peut avoir introduit de la chaleur, de la force, du rétrécissement ou du glissement. La pile doit rester retenue pendant le soudage, le collage, le rivetage ou l'emboîtement.
Comment contrôler l'alignement de la pile de laminage ?
Utilisez le point de référence fonctionnel de la pile. Selon la conception, il peut s'agir de l'alésage, des fentes, du diamètre extérieur, des trous pilotes, de la position des dents ou de la géométrie des pas. L'inspection peut inclure des jauges de type "go/no-go", des systèmes de vision, des indicateurs à cadran, des contrôles de faux-rond, des contrôles d'équerrage ou des mesures de hauteur multipoints.
Quel est le moyen le plus rapide de résoudre un problème de fanning de pelliculage ?
Commencez par cinq vérifications : la hauteur et la direction des bavures, l'état des broches de guidage, le parallélisme de la presse et la manipulation des transferts. Ces éléments permettent de mettre rapidement en évidence de nombreuses causes communes.
Quand dois-je changer le dispositif d'empilage ?
Envisagez de changer de dispositif lorsque les défauts se répètent sur la même face, que l'alignement varie d'un poste à l'autre, que les feuilles se raclent pendant le chargement, que les goupilles s'usent ou que les piles se déplacent après la sortie, même si les laminés entrants sont stables.
La pression de compression peut-elle remédier à l'éventration ?
La compression peut réduire les écarts visibles, mais elle ne peut pas toujours remédier aux causes profondes. Si le problème provient de bavures, d'une contamination, d'une mauvaise orientation, de guides usés ou d'un mouvement de transfert, une pression accrue peut masquer temporairement le défaut et créer d'autres dommages.
Comment un fournisseur peut-il aider à prévenir le désalignement de la pile de laminage ?
Un fournisseur compétent doit examiner l'ensemble du processus : qualité de la coupe de la stratification, contrôle des bavures, méthode d'orientation, conception des montages, séquence de compression, méthode d'assemblage et manipulation entre les opérations. Pour les piles personnalisées, cet examen est souvent plus utile que l'ajustement d'une tolérance isolée.
Note finale à l'intention des équipes d'ingénierie et de recherche de fournisseurs
La formation d'un éventail de laminage est rarement un problème de défaut unique. Il s'agit généralement d'un problème de contrôle.
La pile a besoin de feuilles cohérentes, d'un point de référence clair, d'un guidage propre, d'une compression carrée, d'un assemblage stable et d'un transfert protégé. Si l'un de ces éléments fait défaut, la pile peut encore passer un point d'inspection, mais elle risque de ne pas survivre au processus suivant. Elle ne survivra peut-être pas au processus suivant.
Dans le cas d'une mise en éventail récurrente, d'un mauvais alignement ou d'une hauteur de pile instable, il convient d'examiner l'ensemble de la chaîne, depuis la qualité du bord de pelliculage jusqu'à la manipulation finale. C'est là que la véritable cause apparaît généralement.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.