Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Mesure de la planéité des piles de laminage : Impact de l'assemblage, méthodes d'inspection et solutions
Principaux enseignements
La planéité de la pile de laminage affecte le positionnement, la charge de serrage, la force d'insertion, la répétabilité de la hauteur de la pile, le jeu d'enroulement, l'ajustement du boîtier et l'alignement final.
La planéité doit être mesurée dans l'état qui importe pour l'assemblage : à l'état libre, légèrement assis, sous une charge définie ou après l'assemblage.
La hauteur de la pile ne remplace pas la planéité. Une pile peut répondre aux exigences de hauteur et néanmoins se balancer, s'incliner, se courber ou créer des lacunes locales.
La plupart des problèmes de planéité sont dus à l'accumulation de bavures, à des contraintes résiduelles, à des variations de revêtement, à un mauvais alignement de l'empilage, à l'usure du dispositif de fixation, à des débris ou à des déformations de l'assemblage.
La meilleure voie d'amélioration consiste à cartographier la surface, à trouver la première étape du processus où la distorsion apparaît et à relier la limite de planéité au comportement réel de l'assemblage.
Table des matières
Ce que signifie la planéité des piles de laminage
Pile de laminage La planéité décrit dans quelle mesure la face d'extrémité ou la surface fonctionnelle d'un assemblage de stratifiés empilés s'écarte d'un plan réel.
Dans la pratique GD&T, la planéité est contrôlée par une zone de tolérance constituée de deux plans parallèles. La surface doit s'inscrire entre ces plans. C'est assez simple sur le papier.
Une pile de laminage rend les choses moins simples.
Une feuille estampillée peut présenter une légère ondulation. Une autre peut présenter une petite bavure. Une autre peut présenter un jeu de bobines à partir de la bande. Ajoutez les variations de revêtement, la pression d'assemblage, l'usure des fixations et les marques de manipulation, puis comprimez le tout dans un stator de moteur, un noyau de rotor, un noyau de transformateur ou une pile d'acier électrique. La pièce finale peut passer un contrôle de hauteur et pourtant échouer lors de l'assemblage.
C'est pourquoi la planéité ne doit pas être considérée comme une décoration de dessin. C'est une condition pratique d'assemblage.
La vraie question n'est pas seulement :
La pile est-elle plate ?
La meilleure question est la suivante :
La pile s'assoit-elle, se fixe-t-elle, se localise-t-elle et reste-t-elle stable dans les mêmes conditions que celles qu'elle connaîtra en production ?
L'importance de la planéité pour l'assemblage des piles de laminage
La planéité contrôle le contact. Le contact contrôle la charge. La charge détermine le comportement de la pile lorsqu'une autre pièce la touche.
Une pile de tôles peut avoir besoin de s'appuyer sur une plaque d'extrémité, d'entrer dans un boîtier, de supporter un processus d'enroulement, de se placer autour d'un arbre, de maintenir un entrefer magnétique ou de rester stable pendant le collage, le soudage, le rivetage ou l'emboîtement. Une mauvaise planéité peut perturber tout cela.
Les risques courants liés à l'assemblage sont les suivants
sièges instables dans les luminaires
hauteur de pile incohérente en cas de compression
basculement lors du chargement ou de la manutention
pression de serrage inégale
force d'insertion élevée dans les boîtiers
écarts entre les faces d'extrémité après l'assemblage
désalignement de l'alésage ou de la fente
concentration locale de contraintes près des points hauts
déformation après soudage, collage ou durcissement
le bruit, les vibrations ou la dérive des performances dans les assemblages rotatifs
les rebuts tardifs après que la pile contient déjà trop de valeur de travail et de matériaux
Les problèmes de planéité apparaissent souvent sous un autre nom. Quelqu'un peut dire que le stator est difficile à insérer. Quelqu'un d'autre dit que la hauteur de l'empilement du rotor dérive. Un technicien peut signaler que le noyau d'un transformateur ne s'insère pas proprement. La qualité peut ne voir que des “variations”.”
La source peut encore être la planéité.
Pas toujours. Mais suffisamment souvent pour que l'on s'y prenne à l'avance.
Planéité vs. hauteur de la pile vs. parallélisme
Ces trois termes sont souvent confondus. Ils ne devraient pas l'être.
Fonctionnalité
Ce qu'il contrôle
L'importance des piles de laminage
Hauteur de la pile
Distance entre deux faces d'extrémité
Affecte la taille de l'emballage, la compression, l'adaptation du logement et la hauteur de construction.
Planéité
Forme d'une surface
Affecte l'assise, le contact local, la charge de serrage et le basculement.
Parallélisme
Orientation d'une surface par rapport à un point de référence
Affecte l'alignement, l'équerrage, le positionnement du rotor/stator et l'ajustement de l'assemblage.
Battement total indiqué
Variation combinée lors de la rotation autour d'un axe de référence
Utile pour les pièces rotatives où la variation de la face ou du diamètre extérieur affecte l'équilibre ou le jeu.
Perpendicularité
L'équerrage d'une surface ou d'un axe par rapport à un point de référence
Important lorsque la face de la pile doit être alignée sur un arbre, un alésage ou un point de référence du boîtier.
Une pile peut avoir la bonne hauteur mais une mauvaise planéité. Elle peut être plate mais non parallèle à la face opposée. Elle peut être parallèle mais présenter des bavures locales qui nuisent à l'assise. Elle peut sembler acceptable avant l'assemblage et se déplacer après le soudage ou le durcissement.
C'est la partie la plus délicate. Mais c'est aussi le point de départ d'une meilleure inspection.
Là où la planéité est la plus importante
La planéité n'est pas aussi importante pour chaque pile de laminage. La priorité dépend de ce que la pile touche et de la manière dont elle est chargée.
Domaine d'application
L'importance de la planéité
Principaux points d'inspection
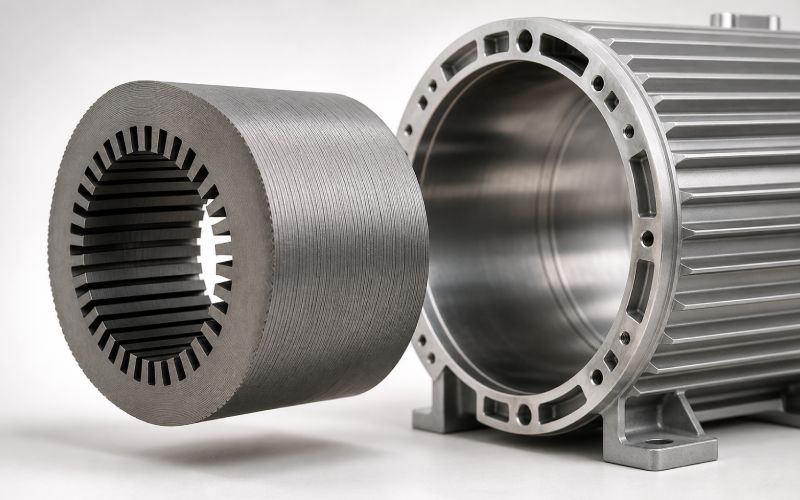
Empilement de tôles du stator du moteur
Insertion du boîtier, jeu du bobinage, assise de la face frontale, stabilité de l'entrefer magnétique
Planéité de la face frontale, état du diamètre extérieur, hauteur de la pile sous charge
Pile de laminage du rotor
Ajustement de l'arbre, équilibre, équerrage de la face frontale, cohérence des poches magnétiques
Planéité des faces, alignement des alésages, parallélisme, faux-rond
Assemblage du noyau du moteur EV
Emballage étanche, performances à grande vitesse, sensibilité à la chaleur et aux vibrations
Planéité après assemblage, relation alésage/OD, hauteur de la pile chargée
Tôles de noyau de transformateur
Hauteur de construction du noyau, espace entre les joints, pression de serrage, contrôle du bruit
Assise de la couche, état de la face du noyau, contact de la zone de jonction
Pile de laminage collée
Contrôle de l'épaisseur de l'adhésif, distorsion de la polymérisation, stabilité de la face finale
Comparaison de la planéité avant et après polymérisation
Empilement de laminage soudé
Distorsion thermique locale et traction près des zones de soudure
Carte de la surface avant et après soudage
Pile de laminage imbriquée
Déformation locale autour des points de verrouillage
Planéité à proximité des zones de verrouillage et de l'assise de la face entière
L'erreur consiste à utiliser une règle de planéité pour chaque pile. Un gros noyau de transformateur et un empilement de rotors de précision n'ont pas le même profil de risque. Même deux empilements de moteurs peuvent nécessiter des contrôles différents en fonction du diamètre, de la hauteur de l'empilement, de l'épaisseur de la stratification, de la méthode d'assemblage et de la charge finale de l'assemblage.
Pourquoi une pile peut-elle passer l'inspection de la hauteur mais échouer à l'assemblage ?
La hauteur des piles est facile à mesurer. C'est pourquoi elle est souvent mesurée.
Mais la hauteur ne dit pas tout.
Imaginez une pile de pelliculage dont la hauteur est conforme à la tolérance en trois points. Elle peut encore avoir :
un centre couronné
bords relevés
torsion due à une assise inégale
une crête de ronce sur un côté
une face frontale inclinée
distorsion locale près des zones soudées
débris piégés entre les couches
accumulation de revêtements dans une région
La hauteur de la pile semble correcte parce que la distance moyenne est acceptable. La pièce à assembler ne se préoccupe pas de la moyenne. Elle touche d'abord les points les plus élevés.
Ensuite, la charge de serrage suit les points hauts. Le boîtier constate une insertion plus difficile. Le dispositif de fixation lit la pièce comme étant inclinée. Le processus d'enroulement perd du jeu dans une zone. L'équipe d'assemblage ajuste la pression et le problème devient moins visible, mais n'a pas disparu.
C'est ainsi que la planéité se cache dans un problème de hauteur.
Planéité à l'état libre et planéité sous charge
Un laminage mince ou un noyau empilé peut se comporter différemment selon la manière dont il est soutenu.
C'est pourquoi la condition de mesure doit être définie.
Planéité à l'état libre
La pile est mesurée sans pression externe intentionnelle.
A utiliser lorsque :
la pile doit naturellement être placée dans un support avant d'être serrée
traiter les questions de stabilité
la pièce ne doit pas basculer pendant le chargement
le processus d'assemblage ne permet guère de corriger la forme sous l'effet de la pression
Les mesures à l'état libre montrent la forme naturelle de la pile. Elle peut également exagérer des problèmes qui disparaissent sous la charge réelle de l'assemblage. Ce n'est ni bon ni mauvais. Il s'agit simplement d'un état différent.
Planéité légèrement assise
La pile repose sur une surface de référence, généralement sous son propre poids ou sous une assise légère.
A utiliser lorsque :
la pile est placée dans un nid avant l'opération suivante
le processus d'assemblage comprend un léger contact avant le serrage complet
les opérateurs ont besoin d'un contrôle répétable en atelier
Cette méthode est souvent plus réaliste que la mesure à l'état libre pour les empilements minces, mais la méthode d'assise doit toujours être écrite.
Planéité en charge
La pile est mesurée sous une charge ou une condition de serrage définie.
A utiliser lorsque :
les fonctions de la pile sous compression
le composant suivant serre la pile pendant le fonctionnement
la pression de l'assemblage final modifie la forme
la répétabilité de la hauteur de la pile dépend de la pression d'assise
La planéité sous charge est utile, mais seulement si la charge est contrôlée. Le fait de “presser à la main” n'est pas une méthode de mesure. C'est une habitude.
Planéité après traitement
La pile est mesurée après le collage, le soudage, le rivetage, l'emboîtement, le durcissement, l'exposition à la chaleur ou la compression finale.
A utiliser lorsque :
le processus d'assemblage peut déformer la pile
la condition de la face finale a plus d'importance que la condition de la pile en vrac
la pile est expédiée ou assemblée après l'étape d'assemblage
Pour de nombreux problèmes de production, c'est la mesure manquante. La pile passait avant l'assemblage. Le processus l'a ensuite modifiée.
Une méthode pratique pour mesurer la planéité des piles de laminage
La méthode exacte dépend de la tolérance, de la taille de la pièce, du volume de production et du risque. Néanmoins, une routine d'inspection utile devrait ressembler à ceci.
Étape 1 : Définir la surface qui compte
Ne commencez pas par la pièce entière. Commencez par l'interface d'assemblage.
Demandez :
Quelle est la face qui s'assoit contre le composant suivant ?
Quel est le côté en contact avec l'appareil ?
Quelle est la surface qui reçoit la charge de serrage ?
Quel point de référence contrôle la position du boîtier, de l'arbre, de l'alésage ou de l'enroulement ?
Le problème survient-il avant ou après l'adhésion ?
Mesurez la surface qui affecte le mode de défaillance. Mesurer très précisément la mauvaise face ne sert à rien.
Étape 2 : Nettoyer la pile et la surface de référence
Cela semble trop simple. Ce n'est pas le cas.
Un petit éclat entre les couches ou sous la pile peut ressembler à une erreur de géométrie. Le film d'huile, les paillettes de revêtement, les éclats, les débris de bavures et la poussière peuvent tous modifier le contact.
Avant la mesure :
nettoyer la plaque de référence ou l'appareil
éliminer les débris détachés de la face de la cheminée
vérifier qu'il n'y a pas de bosses ou d'éléments déformés visibles
indiquer si la pile est de type "burr-up", "burr-down" ou mixte
maintenir une pression de manutention constante
De nombreux faux problèmes de planéité sont en fait des problèmes de propreté. De nombreux problèmes de planéité réels sont aggravés par des problèmes de propreté.
Les deux sont importants.
Étape 3 : Mesurer d'abord le comportement à l'état libre
Placer la pile de laminage sur le support défini.
Notez s'il bascule. Noter l'endroit où il entre en contact en premier. Notez si une légère pression du doigt modifie la lecture.
Cette première vérification donne des indications utiles. Une pile qui bascule sur trois points peut présenter une torsion ou un point haut de bavure. Une pile qui s'incline vers le haut peut présenter une contrainte résiduelle, une variation du revêtement ou une distorsion de l'assemblage. Une pile qui change facilement de forme peut nécessiter une inspection en charge, et pas seulement une inspection à l'état libre.
Étape 4 : Appliquer une charge d'appui définie si l'assemblage le nécessite
Si la pile est utilisée en compression, répéter la mesure sous une charge définie.
La charge doit être choisie en fonction de l'état de l'assemblage, et non pas devinée. Au début du développement du processus, les équipes comparent souvent plusieurs niveaux de charge pour voir comment la pile se comprime et si la planéité se stabilise.
Record :
valeur de charge
surface de contact de la charge
emplacement de la charge
temps d'attente avant la mesure
si la charge est uniforme ou locale
dispositif ou plaque utilisé pour appliquer une pression
Si la planéité s'améliore considérablement sous une charge légère, la pile peut être ondulée mais conforme. Si elle reste médiocre sous une charge réaliste, le problème est plus probablement lié à l'empilement : bavures, assemblage inégal, décalage des couches, variation du revêtement ou distorsion induite par le dispositif de fixation.
Étape 5 : Cartographier le visage, pas seulement un numéro
Une seule valeur de planéité vous indique l'état de la surface. Elle ne permet pas de savoir pourquoi.
Utiliser une carte à points.
Pour les piles de stator ou de rotor de moteurs ronds, inclure :
le centre ou la région pivot, le cas échéant
zone de diamètre intérieur
région du diamètre extérieur
les zones de fentes ou de dents
les zones situées à proximité des soudures, des rivets, des languettes ou des enclenchements
zones à haut risque observées dans l'assemblée
Pour les piles de noyaux rectangulaires ou de transformateurs, inclure :
quatre coins
région centrale
zones communes
zones de serrage
bords longs
surfaces de contact connues
Une simple carte à 9 ou 13 points est souvent suffisante pour un dépannage rapide. Un plus grand nombre de points peut s'avérer nécessaire en cas de tolérances serrées ou de géométrie complexe de l'empilement.
Étape 6 : Comparer avant et après l'adhésion
Mesurer au moins deux états :
avant d'adhérer
après avoir rejoint
Pour les piles collées, mesurer également après le durcissement. Pour les piles soudées, mesurer après refroidissement. Pour les piles emboîtées ou rivetées, mesurer après l'opération de verrouillage. Pour les assemblages press-fit, mesurer avant et après l'insertion si possible.
La différence entre ces états est souvent plus utile que le nombre absolu.
Si la pile est plate avant le soudage et déformée après le soudage, la séquence d'assemblage doit être examinée. Si la pile est de mauvaise qualité avant le soudage, il ne faut pas encore blâmer la soudure.
Étape 7 : Relier la planéité aux résultats de l'assemblage
L'inspection ne doit pas se terminer par un “succès” ou un “échec”.”
Lier les données de planéité à :
force d'insertion
écart entre les sièges
rétention de la charge de la pince
hauteur de la pile sous charge
jeu d'enroulement
alignement de l'alésage
faux-rond de la face
le bruit ou les vibrations
résultats des tests finaux
emplacement des rebuts et des reprises
C'est ainsi qu'une tolérance devient réelle. Sinon, ce n'est qu'un chiffre.
Méthodes de mesure courantes
Différentes méthodes répondent à différentes questions. Utilisez la méthode qui correspond au risque.
Méthode
Meilleure utilisation
La force
Vigilance
Plaque de granit et indicateur
Contrôles en atelier, approbation de la configuration, dépannage rapide
Simple, peu coûteux, facile à répéter lorsqu'il est contrôlé
Les conditions du support et la pression exercée par l'opérateur peuvent modifier les résultats
Carte des points de mesure de l'altitude
Cartographie pratique des surfaces
Présence d'une couronne, d'une torsion, d'un soulèvement des bords ou de points élevés localisés
Nécessite suffisamment de points pour éviter de manquer des défauts locaux
Mesure des coordonnées
Tolérances serrées, relations de référence complexes
Peut relier la planéité à la position, au parallélisme et à la géométrie de l'alésage/de l'OD
La stratégie de pointage et la fixation doivent correspondre au comportement de la pièce
Mesure optique
Pièces minces, surfaces délicates, haute densité de données
Sans contact, utile pour le comportement des surfaces fines
La réflectivité, le revêtement, les filtres et les bavures doivent être contrôlés.
Balayage par déplacement laser
Profilage de surface automatisé ou semi-automatisé
Cartographie rapide et suivi des tendances
Nécessité d'une fixation stable et de règles claires pour le traitement des valeurs aberrantes
Contrôle en charge basé sur des montages
Vérification relative à l'assemblage
Mesure la pile dans un état plus proche de l'utilisation
L'usure des appareils et la répartition de la charge doivent être contrôlées
Capteurs de hauteur et d'assise en cours de fabrication
Contrôle de l'empilage à haut volume
Détection des problèmes avant l'inspection finale
Ne remplace pas la cartographie complète de la planéité pendant le développement
Aucune méthode n'est automatiquement supérieure. Une vérification de base de l'indicateur avec une charge contrôlée peut être plus utile qu'un balayage haut de gamme effectué dans de mauvaises conditions d'appui.
Fiche d'inspection suggérée pour la planéité de la pile de laminage
Un chiffre de planéité sans contexte peut être source d'arguments. Ajoutez le contexte.
Plaque complète, support à trois points, emboîtement, outil d'inspection
État de charge
État libre, assis, charge définie, pince de processus, charge d'assemblage final
Valeur de la charge et surface de contact
Nécessaire pour des contrôles répétables de la planéité des charges
Méthode de mesure
Indicateur, carte de hauteur, MMT, optique, laser, gabarit de fixation
Carte de points ou trajectoire de balayage
Montre le modèle de la forme, et pas seulement la valeur la plus mauvaise
Conditions de nettoyage
Empêche les débris d'être confondus avec une erreur de planéité
ID de l'appareil
Permet de détecter l'usure de l'appareil ou les dommages causés par les nids
Résultat de l'assemblée
Force d'insertion, basculement, comportement du collier, écart, faux-rond, résultat final de l'essai
Cela ressemble à de la paperasserie supplémentaire jusqu'à ce qu'un problème de planéité apparaisse. C'est alors le chemin le plus court vers la cause.
Quelles sont les causes d'une mauvaise planéité des piles de laminage ?
Les problèmes de planéité résultent généralement d'une chaîne de petites erreurs. L'une d'entre elles est à l'origine du problème. Un autre le rend visible.
1. Accumulation de bavures
Les bavures sont petites, mais les piles les multiplient.
Si les bavures s'alignent dans la même direction sur plusieurs couches, elles peuvent créer une hauteur de pile artificielle, une inclinaison locale, des crêtes de pression et un contact inégal entre les couches.
Les problèmes de bavures ne sont pas seulement liés à la hauteur des bavures. L'emplacement et la direction sont également importants.
Vérifier :
l'usure des poinçons et des matrices
dégagement de la matrice
direction de la bavure
répartition des bavures autour du diamètre intérieur, du diamètre extérieur, des fentes et des dents
des lamelles en vrac
si les bavures s'alignent sur l'ensemble de la pile
si la pile est toujours assemblée par bavure vers le haut ou par bavure vers le bas
Une bavure qui semble inoffensive sur une stratification peut devenir un espaceur à l'intérieur du noyau fini.
2. Contraintes résiduelles dues à la bande et à l'emboutissage
Les bandes d'acier électrique peuvent subir des contraintes dues au laminage, au refendage, au nivellement et à la manipulation. L'estampage permet de libérer ou de redistribuer une partie de ces contraintes.
Les éléments fins se déplacent plus facilement. Les ponts à fente, les dents, les bandes étroites et les petites languettes peuvent ne pas se détendre de la même manière que le corps principal.
Le résultat peut être :
vague
arc
torsion
ascenseur local
sièges inégaux
déformation après chauffage ou assemblage
C'est pourquoi les contrôles individuels de laminage ne permettent pas toujours de prédire parfaitement le comportement de la pile.
3. Variation de l'épaisseur du revêtement
Le revêtement isolant est nécessaire, mais il ajoute de l'épaisseur. Si le revêtement n'est pas uniforme, la pile peut présenter des zones élevées localement. Sous l'effet de la compression, ces zones supportent une charge plus importante.
Observer les effets de revêtement lorsque :
la variation de la hauteur de l'empilement apparaît sans modification évidente de l'épaisseur du métal
changements de planéité après exposition à la chaleur
les piles collées présentent une compression inégale de l'adhésif
des marques locales de pression apparaissent après le serrage
Le revêtement fait partie de la géométrie, même lorsque le dessin se concentre sur le métal.
4. Mauvais alignement des piles
Une pile est construite couche par couche. Les petits changements s'accumulent.
Les problèmes d'alignement peuvent être dus à
goupilles d'empilage usées
trous de positionnement libres
nids sales
erreur de rotation de la pièce
variation de l'obliquité
manutention manuelle
force d'assise irrégulière
dommages aux appareils
Si la face de la pile n'est pas plane et que les trous ou les fentes dérivent également, le problème peut être lié à l'alignement plutôt qu'à la forme de la surface.
5. Distorsion de l'assemblage
Le soudage, le collage, le rivetage, l'emboîtement et le durcissement peuvent tous déplacer la pile.
Les modèles typiques sont les suivants :
traction locale près des soudures
levée des bords après la chaleur
variation de l'épaisseur de l'adhésif
déformation autour des rivets ou des languettes
inclinaison de la face après un serrage irrégulier
arc post-cure
Mesurez avant et après l'assemblage. Il n'y a plus de devinettes.
6. Usure de l'appareil et erreur de serrage
Les montages sont censés révéler les variations des pièces. Parfois, ils les créent.
Vérifier :
planéité du nid
usure des goupilles
parallélisme des plaques de serrage
répartition de la pression
bosses locales
puces piégées
croissance thermique
répétabilité entre les stations de fixation
Une fixation endommagée peut donner un mauvais aspect à de bonnes piles. Il peut également contraindre les mauvaises piles à adopter une forme temporaire qui se détend par la suite.
7. Dommages liés à la manutention et au stockage
Les laminés minces et les noyaux empilés peuvent être pliés, bosselés ou endommagés localement sans que personne ne s'en aperçoive.
Les domaines de risque sont les suivants :
coins
dents
ouvertures des fentes
Bords de l'ID
Arêtes OD
zones soudées
faces collées
ponts minces
Le contrôle de la planéité commence avant l'inspection. Les plateaux de stockage, les règles de manutention, le nettoyage et le transport sont autant d'éléments importants.
Comment améliorer la planéité des piles de laminage
Ne commencez pas par resserrer la tolérance. Commencez par trouver ce qui crée la forme.
Commencer par l'échec de l'assemblage
La meilleure question à se poser est celle de l'amélioration :
Qu'est-ce qui échoue exactement lors de l'assemblage ?
Exemples :
La pile bascule dans l'appareil.
Le stator est difficile à enfoncer dans le boîtier.
La face de l'empilement du rotor présente un faux-rond.
Le noyau du transformateur ne se ferme pas proprement.
La hauteur de la pile change après le serrage.
Le jeu d'enroulement n'est pas constant.
L'empilement collé s'incline après la polymérisation.
La pile soudée tire d'un côté.
Chaque symptôme indique un plan de contrôle différent.
Cartographier le motif de la surface
L'erreur de planéité a une forme. La forme donne des indices.
Modèle de surface
Causes probables
Premiers contrôles
Couronne centrale
Accroissement du revêtement, comportement à la compression, contrainte résiduelle, pression d'assemblage
Planéité sous charge ou à l'état libre, épaisseur du revêtement, schéma de serrage
Levage des bords
Direction des bavures, distorsion thermique, mémoire des bandes, support de fixation
Carte des bavures, mesure avant/après l'assemblage, méthode de support
Torsion
Empilage inégal, usure des fixations, dommages dus à la manipulation, serrage inégal
Modèle de contact, conditions de fixation, alignement des couches
Haut lieu local
Débris, bavures, bosses, distorsion des rivets/interverrouillages
Nettoyage, inspection visuelle, hauteur des bavures, vérification de la section locale
Tirer sur le côté de la soudure
Apport de chaleur, séquence de soudage, déséquilibre des pinces
Carte avant et après soudure, schéma de localisation de la soudure
Arc post-cure
Rétrécissement de l'adhésif, pression de polymérisation inégale, décalage thermique
Planéité avant polymérisation, répartition de l'adhésif, vérification de la fixation de la polymérisation
Variation aléatoire
Lot de matériel, manutention, siège incohérent, méthode de l'opérateur
Enregistrements de processus, conditions de charge, répétabilité des mesures
Ne traitez pas tous les défauts de planéité de la même manière. Une couronne et une torsion ne constituent pas le même problème.
Contrôle de la direction et de la tendance des bavures
Le contrôle des bavures ne doit pas se limiter à une hauteur maximale des bavures.
Améliorer le contrôle en vérifiant :
où se trouvent les bavures
si la direction des bavures est cohérente
si la conception de la pile permet une orientation alternée
si les bavures s'alignent sur une trajectoire de pression
si l'usure de l'outillage modifie la taille des bavures au fil du temps
si le nettoyage permet d'éliminer les particules de bavures avant l'empilage
L'objectif n'est pas seulement de réduire les bavures. L'objectif est de réduire les écarts et les points de pression dus aux bavures à l'intérieur de la pile.
Améliorer l'assise lors de l'empilage
La pile ne doit pas attendre l'assemblage final pour se mettre en place.
Les contrôles possibles sont les suivants :
force d'appui définie lors de l'empilage
contrôles périodiques de la compression
tendance de la hauteur de la pile en cours de traitement
nettoyer les nids d'insectes
inspection de la goupille d'alignement
vérification du nombre de couches
règles d'orientation contrôlée
l'opérateur vérifie qu'il n'y a pas de basculement ou de lacunes visibles
Si la hauteur de la pile change soudainement pendant l'empilage, arrêtez et inspectez. Quelque chose a changé : débris, couche retournée, accumulation de bavures, décalage de l'alignement ou assise incomplète.
Séparer la variation de l'épaisseur du matériau de la planéité
Ne mélangez pas ces deux questions.
La variation de l'épaisseur modifie la hauteur de la pile. La variation de la planéité modifie la forme de la surface. Les deux peuvent se produire ensemble, mais il ne s'agit pas du même défaut.
Une enquête utile compare :
l'épaisseur de la stratification individuelle
épaisseur du revêtement
hauteur de la pile en vrac
hauteur de la pile comprimée
planéité à l'état libre
planéité en charge
assemblage final ajustement
Cela permet d'éviter les mauvaises mesures correctives. Le tri des matériaux peut aider à réduire les variations de hauteur. Il n'est guère utile pour les torsions dues aux bavures.
Vérifier la séquence d'assemblage et l'équilibre des pinces
Si la planéité s'aggrave après l'assemblage, le processus d'assemblage doit être revu.
Pour les piles soudées :
comparer la distorsion près de chaque soudure
revoir la séquence de soudage
vérifier la pression de serrage autour des zones de soudure
mesure après refroidissement
recherche d'une direction de traction répétable
Pour les piles collées :
vérifier la répartition de l'adhésif
comparer la planéité avant et après la polymérisation
examiner l'uniformité de la pression et de la température de polymérisation
inspecter le modèle d'essorage
vérifier que la pile a été mise en place avant la cure
Pour les piles rivetées ou emboîtées :
inspecter la déformation locale
comparer la planéité à proximité des points de jonction
vérifier si la pression de la serrure crée une inclinaison de la face
examen de l'état des poinçons et de l'équilibre des forces
L'assemblage doit maintenir la pile ensemble. Il ne doit pas devenir la principale source de distorsion.
Garder les luminaires sous contrôle
Le contrôle des montages doit faire partie du contrôle de la planéité.
Fixez un calendrier d'inspection :
état de surface de référence
usure du nid
usure des goupilles
planéité de la plaque de serrage
répétabilité de la force de serrage
pièges à débris
variation d'une station à l'autre
Lorsqu'une station produit plus de défauts de planéité que les autres, soupçonnez-la avant d'accuser l'ensemble du processus.
Comment définir une tolérance de planéité pratique
Il n'existe pas de tolérance universelle de planéité pour toutes les piles de laminage. Une tolérance copiée sur un autre modèle peut être trop lâche, trop serrée ou tout simplement non pertinente.
Utilisez la fonction d'assemblage pour fixer la limite.
Un meilleur processus de fixation des tolérances
Constituer un petit ensemble d'échantillons en fonction des variations attendues du processus.
Mesurer la planéité à l'état libre.
Mesurer la planéité sous charge dans les conditions d'assemblage prévues.
Enregistrer la hauteur de la pile dans les mêmes conditions.
Assembler les pièces.
Mesurez les résultats réels : force d'insertion, espace de positionnement, faux-rond, jeu d'enroulement, rétention de la charge de serrage ou performance du test.
Identifier le niveau de planéité où commence le risque d'assemblage.
Définir la tolérance avec une marge.
Confirmer que la méthode est reproductible d'un opérateur à l'autre, d'une installation à l'autre et d'une équipe à l'autre.
La tolérance doit répondre à une question de production :
À quelle condition de planéité cette pile cesse-t-elle de s'assembler correctement ?
Non :
Quel est le numéro qui semble le plus strict sur le dessin ?
Conseils pratiques sur les tolérances en fonction de l'état de l'assemblage
État de l'assemblage
Priorité au contrôle de la planéité
Ce qu'il faut valider avant de fixer la limite
Empilement de stator monté à la presse
Assise de la face d'extrémité et alignement du diamètre extérieur
Force d'insertion, contact avec le boîtier, inclinaison de la pile, jeu d'enroulement
Empilement de rotors sur l'arbre
Equerrage des faces, alignement des alésages, comportement de l'équilibre
Ajustement de l'arbre, faux-rond de la face, relation de l'alésage, stabilité de la rotation
Assemblage du noyau du transformateur
Assise des couches et contact des articulations
Hauteur de construction, espace entre les joints, pression de serrage, comportement sonore
Pile collée
Assise avant la polymérisation et stabilité après la polymérisation
Contrôle de la couche d'adhésif, distorsion de la polymérisation, état final de la surface
Pile soudée
Distorsion près des zones de soudure
Cartes avant et après soudage, traction locale, séquence de serrage
Pile imbriquée
Déformation locale aux points de verrouillage
Hauteur de la zone de verrouillage, assise sur toute la surface, répétabilité de la hauteur de la pile
Pile électrique fine de précision en acier
Conformité sous charge légère
Planéité à l'état libre ou en charge, sensibilité à la manipulation, méthode de fixation
Une tolérance de planéité serrée n'est utile que lorsqu'elle protège l'assemblage. Dans le cas contraire, elle peut augmenter les coûts sans réduire les défaillances.
Plan de contrôle de la planéité recommandé
Pour le lancement de la production ou les problèmes d'assemblage récurrents, utilisez un plan de contrôle à plusieurs niveaux.
Étape du processus
Ce qu'il faut vérifier
Pourquoi c'est important
Arrivée d'une bande ou d'un lot de laminage
Épaisseur, état du revêtement, onde visible, état des bords
Détection précoce des variations liées aux matériaux
Après l'estampillage
Hauteur de bavure, direction de bavure, distorsion, condition de caractéristique critique
Empêche les mauvaises couches d'entrer dans la pile
Pendant l'empilage
Nombre de couches, orientation, assise, tendance à la hauteur
Attrape les débris, les couches retournées et les assises incomplètes.
Pile complète en vrac
Planéité à l'état libre, modèle de contact, basculement
Comportement naturel de la pile
Pile comprimée
Planéité en charge, hauteur comprimée
Simule la pression de l'assemblage
Après avoir rejoint
Carte de planéité, distorsion locale, changement de hauteur
Identifie les effets de la soudure, du collage, du rivetage ou de l'emboîtement.
Avant l'assemblage final
Planéité de la face d'assemblage, relation de référence
Confirme la localisation correcte de la pile
Après l'assemblage final
Ajustement, faux-rond, force d'insertion, écart, rendement
Valider si la tolérance fonctionne réellement
Il n'est pas toujours nécessaire de procéder à une inspection complète à chaque étape. Au cours du développement du processus, ce plan permet de localiser la cause. Dans le cadre d'une production stable, certains contrôles peuvent devenir des audits périodiques.
Signes d'alerte indiquant que la planéité affecte l'assemblage
Soyez attentifs à ces signes :
Les opérateurs ont besoin d'une force supplémentaire pour mettre en place la pile.
La hauteur de la pile change après le serrage.
Une pièce passe l'inspection mais échoue dans le montage.
La pile bascule sur une plaque de référence.
Des écarts entre les faces d'extrémité apparaissent après le serrage.
La force d'insertion varie selon les lots.
Les piles soudées tirent dans la même direction.
Les piles collées s'inclinent après la polymérisation.
Les piles de rotors présentent un faux-rond de la face ou une sensibilité de l'équilibre.
Les piles du stator présentent un contact irrégulier avec le carter.
Les noyaux des transformateurs nécessitent un ajustement supplémentaire pour combler les lacunes.
Les problèmes apparaissent après un changement d'outillage, un changement de lot de matériaux ou la maintenance d'un dispositif.
La planéité n'est pas toujours la cause première. Mais ces symptômes justifient un contrôle.
Processus de dépannage pour les problèmes d'assemblage liés à la planéité
Utilisez cette séquence lorsque la ligne présente déjà des problèmes d'ajustement ou d'assise.
1. Comparer les bonnes et les mauvaises piles
Prenez plusieurs bonnes piles et plusieurs mauvaises piles. Mesurez-les selon la même méthode.
Comparer :
planéité à l'état libre
planéité en charge
hauteur de la pile sous charge
direction de la bavure
hauteur des bavures
modèle de contact
force d'assemblage
station de fixation
étape du processus
Ne vous fiez pas à une seule partie défaillante. Une seule pièce peut induire en erreur.
2. Identifier la première étape où le problème apparaît
Vérifier la pile à plusieurs étapes :
pelliculage individuel
pile partielle
pile libre complète
pile comprimée
pile jointe
assemblage final
Le premier stade où le motif de planéité apparaît est généralement proche de la source.
3. Recherche d'une forme reproductible
Une forme répétitive est un indice.
Le côté le plus élevé est toujours le même ? Vérifier le montage, la séquence de soudage, l'orientation des bavures, la direction de l'alimentation en matériau. Points hauts aléatoires ? Vérifier les débris, la manipulation, l'assise irrégulière. Distorsion après polymérisation ? Vérifier l'adhésif et le dispositif de fixation. Distorsion après pressage ? Vérifier la trajectoire de la charge et le parallélisme.
4. Modifier une variable à la fois
Ne pas tout ajuster en même temps.
Les essais utiles à une seule variable sont les suivants
nettoyer le luminaire plus fréquemment
changer l'orientation de la fraise
remplacer ou inspecter les goupilles usées
ajuster la force d'assise
changer la séquence de serrage
mesure avant et après l'adhésion
isoler un lot de matériaux
comparer deux stations de fixation
épaisseur du revêtement de la carte
Un seul test valide vaut mieux que cinq suppositions.
5. Validation par rapport au comportement de l'assemblage
Après avoir modifié le processus, ne vous réjouissez pas uniquement de l'amélioration de la planéité. Confirmez que le problème d'assemblage s'est également amélioré.
Vérifier :
force d'insertion inférieure
de meilleures places
réduction du balancement
hauteur comprimée stable
amélioration du faux-rond
moins de lacunes
moins d'ajustements de la part de l'opérateur
réduction des rebuts ou des reprises
L'amélioration de la planéité n'a de valeur que si le résultat de l'assemblage s'améliore.
Notes de conception et de dessin pour un meilleur contrôle de la planéité
Un dessin ne mentionnant que la “planéité” peut s'avérer insuffisant.
Une meilleure spécification devrait clarifier les choses :
quelle surface est contrôlée
lorsque la surface est mesurée
si la pile est à l'état libre ou chargée
quelle charge est utilisée
quelle est la condition de soutien utilisée
si la valeur s'applique avant ou après l'adhésion
si la direction de la bavure est contrôlée
si la hauteur de la pile est mesurée dans les mêmes conditions
si le parallélisme ou le faux-rond est également requis
quel est le référentiel réellement important pour l'assemblage
Cela permet d'éviter un argument courant :
La qualité indique que la pile est réussie. L'Assemblée dit qu'elle échoue. Les deux peuvent avoir raison s'ils utilisent des conditions différentes.
Écrire la condition. Enregistrer l'argument.
Les erreurs courantes à éviter
Erreur 1 : Utiliser la hauteur de la pile comme seul contrôle
La hauteur est importante, mais elle ne décrit pas la forme de la face frontale.
Ajoutez des contrôles de planéité ou de siège chargé lorsque le contact de l'assemblage est important.
Erreur 2 : Mesurer dans une condition et assembler dans une autre
Les données relatives à l'état libre ne permettent pas de prédire le comportement en charge. Les données chargées peuvent cacher des problèmes de manipulation.
Mesurer l'état correspondant à la défaillance.
Erreur 3 : Ne pas tenir compte de la direction des bavures
La hauteur des bavures ne suffit pas. La direction et le modèle d'empilage peuvent créer des crêtes de pression.
Erreur 4 : ne vérifier qu'après l'assemblage final
D'ici là, le défaut peut être verrouillé.
Mesurer plus tôt au cours de l'élaboration du processus.
Erreur n° 5 : Sur-approfondir les tolérances sans preuve de processus
Un nombre plus serré peut augmenter les coûts et le temps d'inspection sans résoudre la cause réelle.
Lier la tolérance aux performances de l'assemblage.
Erreur 6 : Faire confiance à la fixation pour toujours
Les appareils s'usent. Ils accumulent des débris. Ils se déforment. Ils créent de faux motifs.
Vérifier la méthode d'inspection.
FAQ : Planéité des piles de laminage
Qu'est-ce que la planéité de la pile de laminage ?
La planéité d'une pile de laminage est la variation de la surface d'une face de laminage empilée par rapport à un plan idéal. En termes pratiques d'assemblage, elle indique si la pile peut s'asseoir uniformément, se serrer de manière cohérente et conserver une géométrie correcte au cours de l'opération suivante.
Pourquoi la planéité est-elle importante dans les empilements de stator de moteur ?
Dans une pile de stator de moteur, une mauvaise planéité peut affecter l'insertion du carter, l'assise de la face d'extrémité, le jeu du bobinage, la répétabilité de la hauteur de la pile et la stabilité de l'entrefer magnétique. Un stator peut passer avec succès un contrôle de hauteur de base, mais créer une force d'assemblage ou des problèmes d'alignement si la face d'extrémité est bombée, inclinée ou localement haute.
Pourquoi la planéité est-elle importante dans les empilements de tôles de rotor ?
La planéité de la pile de tôles du rotor peut affecter l'ajustement de l'arbre, le faux-rond de la face, le comportement de l'équilibre, la cohérence de la poche de l'aimant et l'équerrage de la face d'extrémité. Les petites erreurs de face peuvent devenir plus importantes dans les assemblages de moteurs à grande vitesse ou à emballage serré.
La hauteur de la pile est-elle la même chose que la planéité ?
La hauteur des piles mesure la distance entre les faces. La planéité mesure la forme d'une surface. Une pile peut répondre aux exigences de hauteur et néanmoins échouer à l'assemblage parce que la pièce à assembler entre en contact avec un point haut, une bavure, une couronne, une torsion ou une face inclinée.
La planéité de la stratification doit-elle être mesurée à l'état libre ou sous charge ?
Cela dépend des conditions d'assemblage. Utilisez la mesure à l'état libre lorsque l'assise naturelle et la manipulation sont importantes. Utilisez la planéité en charge lorsque la pile fonctionne sous une force de serrage ou une pression d'assemblage. Pour le dépannage, mesurez les deux et comparez la différence.
Qu'est-ce que la planéité en charge ?
La planéité sous charge est la planéité mesurée lorsque la pile est soumise à une force définie ou à une condition de serrage. Elle est utile lorsque l'assemblage réel comprime la pile. La valeur de la charge, la zone de contact, la méthode de support et le temps de séjour doivent être enregistrés.
Quelles sont les causes d'une mauvaise planéité de la pile de laminage ?
Les causes les plus courantes sont l'accumulation de bavures, les contraintes résiduelles, les variations d'épaisseur du revêtement, un mauvais alignement de l'empilage, les débris, l'usure du dispositif de fixation, la distorsion de l'assemblage, un serrage inégal et les dommages dus à la manipulation.
Comment les bavures affectent-elles la planéité de la pile de laminage ?
Les bavures peuvent agir comme de petits espaceurs entre les couches. Lorsqu'elles sont répétées sur plusieurs tôles, elles peuvent créer des points hauts locaux, des inclinaisons, une hauteur de pile inégale, des écarts entre les couches et une mauvaise assise. La direction et l'emplacement des bavures sont aussi importants que leur hauteur.
Quelle est la meilleure façon de mesurer la planéité de la pile de laminage ?
Pour les vérifications de base, utilisez une plaque de référence et un indicateur avec une condition de support définie. Pour un meilleur dépannage, utilisez un modèle de points cartographiés. Pour les pièces plus serrées ou plus complexes, utilisez la mesure des coordonnées, la mesure optique, le balayage laser ou l'inspection chargée basée sur des montages.
Combien de points doivent être mesurés pour la planéité ?
Utilisez suffisamment de points pour révéler la structure de la surface. Pour un dépannage rapide, une carte de 9 ou 13 points est souvent plus utile que trois relevés isolés. Pour les piles rondes, incluez le diamètre intérieur, le diamètre extérieur, les zones du centre ou du moyeu, ainsi que les zones proches des soudures, des rivets, des enclenchements, des fentes ou des dents.
Comment améliorer la planéité ?
Améliorez la planéité en contrôlant les bavures, en nettoyant les couches et les montages, en améliorant l'alignement de l'empilage, en définissant la force d'appui, en contrôlant la hauteur de l'empilage sous charge, en vérifiant l'usure des montages et en comparant la planéité avant et après l'assemblage. La correction doit viser l'étape où la distorsion apparaît pour la première fois.
Comment choisir la tolérance de planéité ?
Sélectionner la tolérance de planéité en fonction du comportement de l'assemblage. Construisez des piles d'échantillons, mesurez la planéité dans des conditions réalistes, assemblez-les et mettez les résultats en corrélation avec la force d'insertion, l'espace d'assise, le faux-rond, le jeu d'enroulement, la charge de serrage ou les données de performance. Évitez de copier une tolérance à partir d'une pile non apparentée.
Pourquoi une pile de laminage passe-t-elle l'inspection mais échoue à l'assemblage ?
L'inspection peut ne pas correspondre à l'état de l'assemblage. La pile peut avoir été mesurée à l'état libre mais utilisée sous charge, ou inspectée avant l'assemblage mais déformée après le soudage, le collage, le rivetage ou le durcissement. Elle peut également être conforme à la hauteur mais ne pas satisfaire aux exigences de planéité, de parallélisme ou d'assise locale.
Quand faut-il vérifier la planéité ?
Au cours du développement, vérifiez la planéité après l'emboutissage, pendant l'empilage, en tant qu'empilage complet en vrac, sous charge, après l'assemblage et avant l'assemblage final. Dans une production stable, la fréquence peut être réduite, mais il convient de continuer à surveiller l'évolution des bavures, l'état des dispositifs de fixation et les réactions de l'assemblage.
Dernier point à retenir
La planéité de la pile de laminage n'est pas seulement un détail de qualité de surface. Elle détermine la manière dont la pile touche la pièce suivante.
Si la pile touche la mauvaise zone, la charge de l'assemblage se dirige vers la mauvaise zone. La hauteur, l'ajustement, le faux-rond, le jeu d'enroulement, l'insertion du boîtier et les performances finales peuvent alors devenir instables.
Un bon contrôle de la planéité ne consiste pas à rechercher le chiffre le plus serré possible. Il s'agit de mesurer la bonne surface, dans les bonnes conditions, au bon stade du processus.
Nettoyer la pile. Définir la charge. Cartographier la face. Suivre la direction de la bavure. Comparer avant et après l'assemblage. Relier le résultat au comportement de l'assemblage.
C'est ainsi que la planéité de la pile de pelliculage devient un contrôle de production et non une surprise de dernière minute.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.