Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.

Stapel lamineren De vlakheid beschrijft hoeveel het eindvlak of functionele oppervlak van een gestapelde lamineringsassemblage afwijkt van een echt vlak.
In de GD&T-praktijk wordt vlakheid gecontroleerd door een tolerantiezone die bestaat uit twee parallelle vlakken. Het oppervlak moet tussen die vlakken passen. Op papier eenvoudig genoeg.
Een lamineerstapel maakt het minder eenvoudig.
Eén gestempeld vel kan een lichte golf vertonen. Een ander kan een kleine braam hebben. Weer een ander kan een spoelset van de strip dragen. Voeg daar coatingvariatie, verbindingsdruk, opspanslijtage en behandelingssporen aan toe en pers alles samen tot een motorstator, rotorkern, transformatorkern of elektrische staalstapel. Het uiteindelijke onderdeel kan een hoogtecontrole doorstaan en toch mislukken tijdens de assemblage.
Daarom moet vlakheid niet worden behandeld als een tekenversiering. Het is een praktische montagevoorwaarde.
De echte vraag is niet alleen:
Is de stapel plat?
De betere vraag is:
Zit, klemt, plaatst en blijft de stapel stabiel onder dezelfde omstandigheden als tijdens de productie?
Vlakheid bepaalt contact. Contact bepaalt de belasting. Belasting bepaalt hoe de stapel zich gedraagt als een ander onderdeel het raakt.
Een laminaatstapel moet tegen een eindplaat zitten, een behuizing ingaan, een wikkelproces ondersteunen, zich rond een as bevinden, een magnetische luchtspleet vasthouden of stabiel blijven tijdens het hechten, lassen, klinken of in elkaar grijpen. Een slechte vlakheid kan dat allemaal verstoren.
Veel voorkomende assemblagerisico's zijn onder andere:
Vlakheidsproblemen komen vaak onder een andere naam. Iemand kan zeggen dat de stator moeilijk in te brengen is. Iemand anders zegt dat de stapelhoogte van de rotor verschuift. Een technicus kan melden dat een transformatorkern niet goed aansluit. Kwaliteit ziet misschien alleen “variatie”.”
De bron kan nog steeds vlakheid zijn.
Niet altijd. Maar vaak genoeg om vroeg te controleren.
Deze drie termen worden door elkaar gebruikt. Dat is niet de bedoeling.
| Functie | Wat het controleert | Waarom het belangrijk is bij lamineerstapels |
|---|---|---|
| Stapelhoogte | Afstand tussen twee eindvlakken | Beïnvloedt pakketgrootte, compressie, pasvorm van behuizing en bouwhoogte |
| Vlakheid | Vorm van één oppervlak | Beïnvloedt de zitting, het plaatselijke contact, de klembelasting en het schommelen |
| Parallellisme | Oriëntatie van een oppervlak ten opzichte van een referentiepunt | Is van invloed op uitlijning, haaksheid, positionering rotor/stator en passing assemblage |
| Totaal aangegeven uitloop | Gecombineerde variatie tijdens rotatie rond een referentieas | Nuttig voor roterende onderdelen waar variatie in vlak of OD de balans of speling beïnvloedt |
| Loodrechtheid | Haaksheid van een oppervlak of as ten opzichte van een referentiepunt | Belangrijk wanneer de voorkant van de stapel moet worden uitgelijnd met een as, boring of behuizingsnulpunt |
Een stapel kan de juiste hoogte hebben maar een slechte vlakheid. Hij kan vlak zijn, maar niet evenwijdig aan het tegenoverliggende vlak. Het kan evenwijdig zijn maar toch plaatselijke bramen hebben die de passing beschadigen. Het kan er acceptabel uitzien voor het lassen en bewegen na het lassen of uitharden.
Dat is het lastige deel. Maar het is ook waar een betere inspectie begint.
Vlakheid is niet bij elke lamineerstapel even belangrijk. De prioriteit hangt af van wat de stapel raakt en hoe hij wordt geladen.
| Toepassingsgebied | Waarom vlakheid belangrijk is | Belangrijkste aandachtspunten inspectie |
|---|---|---|
| Motorstatorlaminaatstapel | Inbrengen van de behuizing, wikkelingspeling, zitting van het eindvlak, stabiliteit van de magnetische luchtspleet | Vlakheid eindvlak, OD-conditie, stapelhoogte onder belasting |
| Rotorlaminaatstapel | Passing van de as, balans, haaksheid van het eindvlak, consistentie van de magneetholte | Vlakheid voorkant, uitlijning boring, parallelliteit, uitloop |
| EV-motorkern | Strakke verpakking, prestaties op hoge snelheid, gevoelig voor hitte en trillingen | Vlakheid na het verbinden, verhouding boring/OD, belaste stapelhoogte |
| Transformatorkernlamineringen | Kernopbouwhoogte, voegspleet, klemdruk, geluidsbeheersing | Plaatsing van de laag, toestand van de kern, contact met de verbindingszone |
| Stapel verlijmde laminaten | Controle van de lijmdikte, uithardingsvervorming, stabiliteit van het eindoppervlak | Vergelijking van vlakheid voor en na uitharding |
| Gelaste laminaatstapel | Plaatselijke warmtevervorming en trek bij laszones | Oppervlaktekaart voor lassen vs. na lassen |
| Gelamineerde stapel | Lokale vervorming rond sluitpunten | Vlakheid bij interlockzones en volledige zitting |
De fout is om één vlakheidsregel te gebruiken voor elke stapel. Een grote transformatorkern en een precisierotorstapel hebben niet hetzelfde risicoprofiel. Zelfs twee motorstapels kunnen verschillende controles nodig hebben, afhankelijk van de diameter, stapelhoogte, laminaatdikte, verbindingsmethode en uiteindelijke assemblagebelasting.
Stapelhoogte is gemakkelijk te meten. Daarom wordt het vaak gemeten.
Maar lengte vertelt niet het hele verhaal.
Stel je een laminaatstapel voor die op drie punten binnen de hoogtetolerantie valt. Het kan nog steeds:
De stapelhoogte ziet er goed uit omdat de gemiddelde afstand aanvaardbaar is. Het paringgedeelte geeft niets om het gemiddelde. Het raakt eerst de hoge punten.
Dan volgt de klembelasting de hoge punten. De behuizing ziet een hardere inbrenging. De opspanning leest het onderdeel als gekanteld. Het wikkelproces verliest speling in één zone. Het assemblageteam past de druk aan en het probleem wordt minder zichtbaar maar verdwijnt niet.
Zo verbergt vlakheid zich in een hoogteprobleem.
Een dunne laminering of gestapelde kern kan zich anders gedragen afhankelijk van de manier waarop hij wordt ondersteund.
Daarom moet de meetvoorwaarde worden gedefinieerd.
De schoorsteen wordt gemeten zonder opzettelijke externe druk.
Gebruik dit wanneer:
Metingen in vrije toestand tonen de natuurlijke vorm van de stapel. Het kan ook problemen overdrijven die verdwijnen onder echte assemblagebelasting. Dat is niet goed of slecht. Het is gewoon een andere conditie.
De stapel rust op een referentieoppervlak, meestal onder zijn eigen gewicht of een lichte zitconditie.
Gebruik dit wanneer:
Dit is vaak realistischer dan metingen in de vrije toestand voor dunne stapels, maar de zitmethode moet nog steeds opgeschreven worden.
De stapel wordt gemeten onder een gedefinieerde belasting of klemconditie.
Gebruik dit wanneer:
Vlakheid onder belasting is nuttig, maar alleen als de belasting wordt gecontroleerd. “Met de hand aandrukken” is geen meetmethode. Het is een gewoonte.
De stapel wordt gemeten na het hechten, lassen, klinken, in elkaar grijpen, uitharden, blootstelling aan hitte of uiteindelijke samendrukking.
Gebruik dit wanneer:
Voor veel productieproblemen is dit de ontbrekende meting. De stapel voldeed voordat hij werd samengevoegd. Toen veranderde het proces het.
De exacte methode hangt af van tolerantie, onderdeelgrootte, productievolume en risico. Toch zou een bruikbare inspectieroutine er ongeveer zo uit moeten zien.
Begin niet met het hele onderdeel. Begin met de assemblage-interface.
Vraag:
Meet het oppervlak dat de foutmodus beïnvloedt. Heel precies het verkeerde oppervlak meten helpt niet.
Dit klinkt te eenvoudig. Dat is het niet.
Een klein chipje tussen lagen of onder de stapel kan lijken op een geometriefout. Oliefilm, coatingschilfers, schilfers, braamresten en stof kunnen allemaal het contact veranderen.
Voor het meten:
Veel valse vlakheidsproblemen zijn eigenlijk netheidsproblemen. Veel echte vlakheidsproblemen worden verergerd door vlakheidsproblemen.
Beide zijn belangrijk.
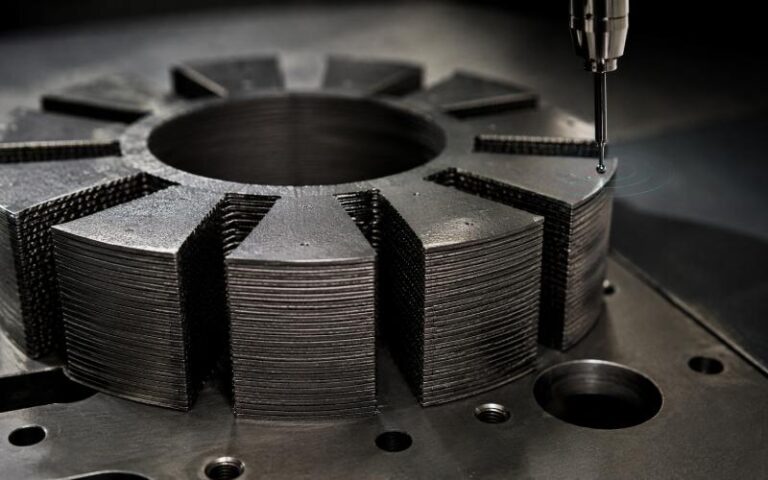
Plaats de lamineerstapel op de gedefinieerde steun.
Noteer of het schommelt. Noteer waar hij het eerst contact maakt. Noteer of lichte vingerdruk de meting verandert.
Deze eerste controle geeft nuttige aanwijzingen. Een stapel die op drie punten schommelt kan verdraaiing of een hoog punt van braamvorming hebben. Een stapel die omhoog schommelt kan restspanning, coatingvariatie of verbindingsvervorming hebben. Een stapel die gemakkelijk van vorm verandert, moet mogelijk worden geïnspecteerd met lading en niet alleen in vrije toestand.
Als de stapel onder druk wordt gebruikt, herhaal dan de meting onder een gedefinieerde belasting.
De belasting moet gekozen worden op basis van de assemblagetoestand, niet geraden. Voor vroege procesontwikkeling vergelijken teams vaak verschillende belastingsniveaus om te zien hoe de stapel samenperst en of de vlakheid stabiliseert.
Neem op:
Als de vlakheid drastisch verbetert onder lichte belasting, is de stapel mogelijk golvend maar conform. Als de vlakheid onder realistische belasting slecht blijft, is het probleem waarschijnlijk ingebouwd in de stapel: bramen, ongelijkmatig verbinden, laagverschuiving, coatingvariatie of door de opspanning veroorzaakte vervorming.
Een enkele vlakheidswaarde vertelt je hoe slecht het oppervlak is. Het vertelt je niet waarom.
Gebruik een puntenkaart.
Voor ronde motorstator- of rotorstapels, inclusief:
Voor rechthoekige of transformatorkernstapels, inclusief:
Een eenvoudige 9-punts of 13-punts kaart is vaak genoeg om problemen in een vroeg stadium op te lossen. Er kunnen meer punten nodig zijn voor werk met krappe toleranties of complexe stapelgeometrie.
Meet minstens twee staten:
Meet bij gelijmde stapels ook na uitharding. Voor gelaste stapels, meten na afkoeling. Meet bij gekoppelde of geklonken stapels na het vergrendelen. Meet bij persverbindingen indien mogelijk voor en na het inbrengen.
Het verschil tussen deze toestanden is vaak nuttiger dan het absolute getal.
Als de stapel vlak is vóór het lassen en vervormd na het lassen, moet er aandacht worden besteed aan de lasnaad. Als de stapeling slecht is voor het lassen, geef de las dan nog niet de schuld.
Inspectie mag niet eindigen met “geslaagd” of “gezakt”.”
Koppel vlakheidsgegevens aan:
Zo wordt een tolerantie echt. Anders is het gewoon een getal.
Verschillende methoden beantwoorden verschillende vragen. Gebruik de methode die bij het risico past.
| Methode | Beste gebruik | Sterkte | Uitkijken |
|---|---|---|---|
| Granieten plaat en indicator | Controles op de werkvloer, goedkeuring van instellingen, snelle probleemoplossing | Eenvoudig, lage kosten, gemakkelijk te herhalen wanneer gecontroleerd | Ondersteuningsconditie en druk van de operator kunnen de resultaten veranderen |
| Puntenkaart hoogtemeter | Praktische oppervlaktekartering | Vertoont kruin, verdraaiing, randverheffing of lokale hoge plekken | Voldoende punten nodig om geen lokale defecten te missen |
| Coördinaatmeting | Nauwe toleranties, complexe nulpuntrelaties | Kan vlakheid verbinden met positie, parallellisme en boring/OD-geometrie | De puntstrategie en het opspannen moeten overeenkomen met het gedrag van het onderdeel |
| Optische meting | Dunne onderdelen, kwetsbare oppervlakken, hoge gegevensdichtheid | Contactloos, nuttig voor fijn oppervlaktegedrag | Reflectie, coating, filters en braampieken moeten worden gecontroleerd |
| Scannen op verplaatsing met laser | Geautomatiseerde of semi-geautomatiseerde oppervlakteprofilering | Snelle kartering en trendbewaking | Vereist stabiele opspanningen en duidelijke regels voor het omgaan met uitschieters |
| Op inrichtingen gebaseerde belastingscontrole | Assemblagerelevante verificatie | Meet de stapel in een staat die dichter bij het gebruik ligt | Armatuurslijtage en belastingsverdeling moeten worden gecontroleerd |
| In-proces hoogte- en zitsensoren | Stapelsturing voor grote volumes | Vangt problemen op vóór de eindinspectie | Vervangt het volledig in kaart brengen van de vlakheid tijdens de ontwikkeling niet |
Geen enkele methode is automatisch superieur. Een basisindicatorcontrole met een gecontroleerde belasting kan nuttiger zijn dan een high-end scan onder de verkeerde ondersteuningsomstandigheden.
Een vlakheidsgetal zonder context kan argumenten opleveren. Voeg de context toe.
| Item opnemen | Waarom het belangrijk is |
|---|---|
| Type stapel | Stator, rotor, transformatorkern, gelijmde stapel, gelaste stapel, vergrendelde stapel |
| Materiële toestand | Staalplaatdikte, coatingtype, partij en behandelingstoestand |
| Procesfase | Losse stapel, samengeperste stapel, na het lassen, na uitharding, na plaatsing |
| Gemeten oppervlak | Bovenvlak, ondervlak, montagevlak, nulpuntvlak, lokaal land |
| Oriëntatie | Omhoog, omlaag, omgedraaid, gedraaid, geïndexeerd, scheef |
| Ondersteuningsmethode | Volledige plaat, driepuntssteun, opspannest, inspectietool |
| Beladingstoestand | Vrije toestand, zittend, gedefinieerde belasting, procesklem, eindmontagebelasting |
| Belasting en contactoppervlak | Nodig voor herhaalbare vlakheidscontroles met belading |
| Meetmethode | Indicator, hoogtekaart, CMM, optisch, laser, opspanningsmeter |
| Puntkaart of scanpad | Toont het vormpatroon, niet alleen de slechtste waarde |
| Reinigingsconditie | Voorkomt dat vuil wordt aangezien voor een vlakheidsfout |
| Inrichting ID | Helpt bij het detecteren van slijtage van de armatuur of nestschade |
| Resultaat vergadering | Invoegkracht, schommelen, klemgedrag, spleet, uitloop, eindtestresultaat |
Dit lijkt op extra papierwerk totdat er een probleem met vlakheid optreedt. Dan wordt het de kortste weg naar de oorzaak.
Vlakheidsproblemen zijn meestal het gevolg van een aaneenschakeling van kleine fouten. Eén probleem start het op. Een ander maakt het zichtbaar.
Bramen zijn klein, maar stapels vermenigvuldigen ze.
Als bramen in dezelfde richting door veel lagen lopen, kunnen ze kunstmatige stapelhoogte, plaatselijke kanteling, drukrichels en ongelijk laagcontact veroorzaken.
Bramenproblemen hebben niet alleen te maken met de hoogte van de braam. Locatie en richting zijn ook van belang.
Controleren:
Een braam die er op de ene laminering onschuldig uitziet, kan in de afgewerkte kern een afstandhouder worden.
Elektrisch bandstaal kan spanning vasthouden door rollen, snijden, nivelleren en hanteren. Stempelen zorgt ervoor dat een deel van die spanning vrijkomt of wordt herverdeeld.
Dunne elementen bewegen gemakkelijker. Gleufbruggen, tanden, smalle banen en kleine lipjes ontspannen mogelijk niet op dezelfde manier als het hoofdlichaam.
Het resultaat kan zijn:
Daarom voorspellen individuele lamineercontroles het stapelgedrag niet altijd perfect.
Isolerende coating is noodzakelijk, maar het maakt de stapel dikker. Als de coating ongelijk is, kan de stapel lokale hoge regionen ontwikkelen. Bij samendrukking dragen deze gebieden meer last.
Let op de coatingeffecten wanneer:
Coating maakt deel uit van de geometrie, zelfs als de tekening gericht is op metaal.
Een stapel wordt laag voor laag opgebouwd. Kleine verschuivingen stapelen zich op.
Uitlijnproblemen kunnen het gevolg zijn van:
Als het oppervlak van de stapel niet vlak is en de gaten of sleuven ook verschuiven, kan het probleem liggen in de uitlijning en niet alleen in de vorm van het oppervlak.
Lassen, hechten, klinken, in elkaar grijpen en uitharden kunnen de stapel allemaal verplaatsen.
Typische patronen zijn onder andere:
Meet voor en na het verbinden. Zo hoef je niet meer te gissen.
Opspanningen moeten productvariatie zichtbaar maken. Soms creëren ze die.
Controleren:
Een beschadigde armatuur kan goede stapels er slecht uit laten zien. Het kan slechte stapels ook in een tijdelijke vorm dwingen die later weer ontspant.
Dunne laminaten en gestapelde kernen kunnen verbogen, ingedeukt of plaatselijk beschadigd worden voordat iemand het merkt.
Risicogebieden zijn onder andere:
De controle op vlakheid begint al voor de inspectie. Opslagbakken, behandelingsregels, reiniging en transport zijn allemaal belangrijk.
Begin niet met het aanscherpen van de tolerantie. Begin met het vinden van wat de vorm creëert.
De beste verbeteringsvraag is:
Wat gaat er precies fout tijdens de assemblage?
Voorbeelden:
Elk symptoom wijst op een ander controleplan.
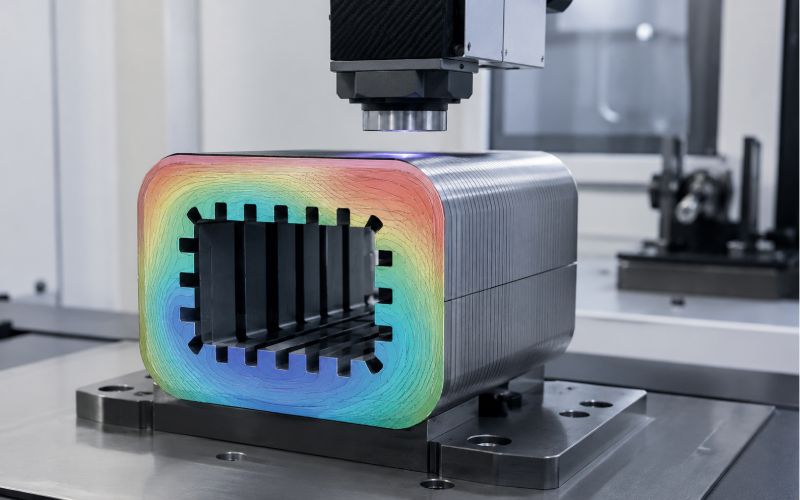
Vlakheidsfout heeft vorm. Vorm geeft aanwijzingen.
| Oppervlaktepatroon | Mogelijke oorzaken | Eerste controles |
|---|---|---|
| Middelste kroon | Laagopbouw, compressiegedrag, restspanning, verbindingsdruk | Belaste vs. vlakheid in vrije toestand, coatingdikte, klempatroon |
| Randlift | Braamrichting, warmtevervorming, stripgeheugen, armatuurondersteuning | Braamkaart, meting voor en na het verbinden, ondersteuningsmethode |
| Twist | Ongelijkmatig stapelen, slijtage van de opspanning, schade door hantering, ongelijkmatig klemmen | Contactpatroon, armatuurconditie, laaguitlijning |
| Plaatselijk hoogtepunt | Puin, braam, deuk, vervorming van klinknagel/vergrendeling | Reiniging, visuele inspectie, braamhoogte, plaatselijke sectiecontrole |
| Trekkracht aan laszijde | Warmte-invoer, lasvolgorde, klemonbalans | Kaart voor lassen vs. na lassen, lasplaatspatroon |
| Buiging na uitharding | Lijmkrimp, ongelijke uithardingsdruk, thermische mismatch | Vlakheid voor uitharden, lijmverdeling, controle van de uithardingsinrichting |
| Willekeurige variatie | Partij materiaal, hantering, inconsistente plaatsing, bedieningsmethode | Procesregistraties, belastingstoestand, herhaalbaarheid van metingen |
Behandel niet alle defecten door vlakheid op dezelfde manier. Een kroon en een verdraaiing zijn niet hetzelfde probleem.
De braamcontrole moet meer omvatten dan een maximale braamhoogte.
Verbeter de controle door te controleren:
Het doel is niet alleen “kleinere bramen”. Het doel is minder door bramen veroorzaakte gaten en drukpunten in de stapel.
De stapel moet niet wachten tot de uiteindelijke montage om te gaan zitten.
Mogelijke besturingselementen zijn:
Als de stapelhoogte tijdens het stapelen plotseling verandert, stop dan en inspecteer. Er is iets veranderd: vuil, omgedraaide laag, opbouw van braam, verschuiving van uitlijning of onvolledige plaatsing.
Haal deze twee zaken niet door elkaar.
Variatie in dikte verandert stapelhoogte. Variatie in vlakheid verandert de vorm van het oppervlak. Beide kunnen samen voorkomen, maar ze zijn niet hetzelfde defect.
Een nuttig onderzoek vergelijkt:
Dit voorkomt verkeerde corrigerende maatregelen. Het sorteren van materiaal kan helpen bij hoogtevariatie. Het kan weinig doen voor door bramen veroorzaakte draaiing.
Als de vlakheid erger wordt na het verbinden, moet het verbindingsproces worden herzien.
Voor gelaste stapels:
Voor gelijmde stapels:
Voor geklonken of in elkaar grijpende stapels:
Het verbinden moet de stapel bij elkaar houden. Het mag niet de belangrijkste bron van vervorming worden.
Controles van de opspanningen moeten deel uitmaken van de vlakheidscontrole.
Stel een inspectieschema op:
Als één station meer fouten bij vlakheid produceert dan andere, verdenk dan eerst het station voordat je het hele proces de schuld geeft.
Er is geen universele vlakheidstolerantie voor alle lamineerstapels. Een tolerantie die gekopieerd is van een ander ontwerp kan te los, te strak of gewoonweg irrelevant zijn.
Gebruik de assemblagefunctie om de limiet in te stellen.
De tolerantie moet een productievraag beantwoorden:
Bij welke vlakheid stopt deze stapel met correct assembleren?
Niet:
Welk nummer ziet er streng uit op de tekening?
| Toestand bij montage | Prioriteit vlakheidscontrole | Wat u moet valideren voordat u de limiet instelt |
|---|---|---|
| Statorstapel met perspassing | Eindvlakzitting en OD-uitlijning | Invoegkracht, contact met behuizing, kantelen van stapel, kronkelspeling |
| Rotorpakket op as | Haaksheid van het vlak, uitlijning van de boring, balansgedrag | Passing van de as, vlakuitloop, boringrelatie, rotatiestabiliteit |
| Transformatorkern | Laagzitting en voegcontact | Bouwhoogte, voegspleet, klemdruk, geluidsgedrag |
| Stapel | Stabiliteit vóór uitharding en na uitharding | Controle van de lijmlaag, uithardingsvervorming, conditie van het eindoppervlak |
| Gelaste stapel | Vervorming bij laszones | Kaarten voor en na het lassen, lokale trekkracht, klemvolgorde |
| Vergrendelde stapel | Lokale vervorming op sluispunten | Hoogte vergrendelingsgebied, volledige zitting, stapelhoogte herhaalbaarheid |
| Dunne elektrische precisiestaalstapel | Naleving onder lichte belasting | Vlakheid in vrije toestand vs. belaste toestand, hanteringsgevoeligheid, opspanmethode |
Een kleine tolerantie op vlakheid is alleen nuttig als het de assemblage beschermt. Anders kan het de kosten verhogen zonder de uitval te verminderen.
Gebruik voor productiestart of terugkerende assemblageproblemen een gelaagd controleplan.
| Procesfase | Wat te controleren | Waarom het belangrijk is |
|---|---|---|
| Inkomende partij strippen of lamineren | Dikte, coatingconditie, zichtbare golf, randconditie | Vindt materiaalgerelateerde variatie vroeg |
| Na het stempelen | Braamhoogte, braamrichting, vervorming, kritieke functieconditie | Voorkomt dat slechte lagen de stapel binnenkomen |
| Tijdens het stapelen | Aantal lagen, oriëntatie, zitplaatsen, hoogtetrend | Vangt puin, omgedraaide lagen en onvolledige plaatsing op |
| Losse volledige stapel | Vlakheid in vrije toestand, contactpatroon, schommelen | Vertoont natuurlijk stapelgedrag |
| Samengeperste stapel | Belaste vlakheid, samengedrukte hoogte | Simuleert montagedruk |
| Na toetreding tot | Vlakheidskaart, lokale vervorming, hoogteverandering | Identificeert las-, hecht-, klink- of vergrendelingseffecten |
| Voor de eindmontage | Montagevlak vlakheid, referentierelatie | Bevestigt dat de stapel correct wordt geplaatst |
| Na de eindmontage | Pasvorm, rondloop, inbrengkracht, spleet, prestatievermogen | Valideert of de tolerantie echt werkt |
Niet elke fase hoeft voor altijd volledig geïnspecteerd te worden. Tijdens de procesontwikkeling helpt dit plan om de oorzaak te vinden. Bij stabiele productie kunnen sommige controles periodieke audits worden.
Let op deze tekenen:
Vlakheid is niet altijd de hoofdoorzaak. Maar deze symptomen rechtvaardigen een controle.
Gebruik deze volgorde wanneer de lijn al fit of zitproblemen heeft.
Neem verschillende goede stapels en verschillende slechte stapels. Meet ze volgens dezelfde methode.
Vergelijken:
Vertrouw niet op één mislukt onderdeel. Eén onderdeel kan misleidend zijn.
Controleer de stapel in meerdere fasen:
De eerste fase waarin het vlakheidspatroon verschijnt, bevindt zich meestal dicht bij de bron.
Een herhaalbare vorm is een aanwijzing.
Elke keer dezelfde hoge kant? Controleer de opspanning, lasvolgorde, braamrichting, materiaalaanvoerrichting. Willekeurige hoge plekken? Controleer puin, behandeling, ongelijkmatige plaatsing. Vervorming na uitharding? Controleer de lijm en de hardingsopstelling. Vervorming na persen? Belastingstraject en parallellisme controleren.
Pas niet alles tegelijk aan.
Nuttige enkelvoudige variabele onderzoeken zijn onder andere:
Eén zuivere test is beter dan vijf keer raden.
Vier na het veranderen van het proces niet alleen omdat de vlakheid verbeterde. Bevestig dat het assemblageprobleem ook verbeterd is.
Controleren:
Verbetering van de vlakheid is alleen waardevol als het assemblageresultaat verbetert.
Een tekening met alleen “vlakheid” is misschien niet genoeg.
Een betere specificatie moet dit verduidelijken:
Dit voorkomt een veel voorkomend argument:
Kwaliteit zegt dat de stapel slaagt. Assemblage zegt dat hij faalt. Beide kunnen gelijk hebben als ze verschillende voorwaarden gebruiken.
Schrijf de voorwaarde. Sla het argument op.
De hoogte is belangrijk, maar beschrijft niet de vorm van het eindvlak.
Voeg controles toe op vlakheid of belaste zitting wanneer het assemblagecontact van belang is.
Gegevens uit de vrije staat voorspellen mogelijk niet het geladen gedrag. Geladen gegevens kunnen afhandelingsproblemen verbergen.
Meet de toestand die overeenkomt met de storing.
De hoogte van de braam alleen is niet voldoende. Richting en stapelpatroon kunnen drukrichels creëren.
Tegen die tijd kan het defect al vastzitten.
Meet eerder tijdens de procesontwikkeling.
Een strakker getal kan de kosten en inspectietijd verhogen zonder de werkelijke oorzaak te verhelpen.
Koppel de tolerantie aan de assemblageprestaties.
Armaturen slijten. Ze verzamelen vuil. Ze buigen door. Ze creëren valse patronen.
Inspecteer de inspectiemethode.
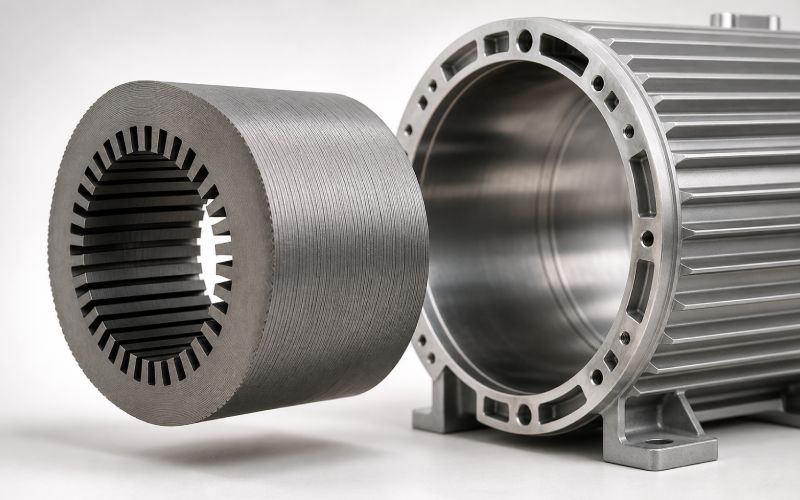
De vlakheid van een lamineerstapel is de hoeveelheid variatie in het oppervlak van een gestapeld lamineervlak ten opzichte van een ideaal vlak. In praktische assemblagetermen laat het zien of de stapel gelijkmatig kan worden geplaatst, consistent kan worden vastgeklemd en de juiste geometrie kan behouden tijdens de volgende bewerking.
In een motorstatorstapel kan een slechte vlakheid van invloed zijn op het inbrengen van de behuizing, de passing op het eindvlak, de wikkelingspeling, de herhaalbaarheid van de stapelhoogte en de stabiliteit van de magnetische luchtspleet. Een stator kan door de basiscontrole op hoogte komen, maar toch assemblagekracht of uitlijningsproblemen veroorzaken als het eindvlak gekroond, gekanteld of plaatselijk hoog is.
De vlakheid van de rotorlaminaatstapel kan van invloed zijn op de passing van de as, de uitloop van de voorkant, het balansgedrag, de consistentie van de magneetzak en de haaksheid van het eindvlak. Kleine vlakfouten kunnen belangrijker worden bij motorsamenstellingen met hoge snelheden of nauwe verpakkingen.
Nee. Stapelhoogte meet de afstand tussen vlakken. Vlakheid meet de vorm van één oppervlak. Een stapel kan voldoen aan de hoogtevereisten en toch niet goed worden geassembleerd omdat het tegenstuk in contact komt met een hoog punt, braam, kroon, verdraaiing of gekanteld oppervlak.
Dit hangt af van de montageomstandigheden. Gebruik een meting in vrije toestand als natuurlijke passing en hantering van belang zijn. Gebruik belaste vlakheid als de stapel functioneert onder klemkracht of montagedruk. Meet voor probleemoplossing beide metingen en vergelijk het verschil.
Belaste vlakheid is vlakheid gemeten terwijl de stapel onder een gedefinieerde kracht of klem staat. Dit is nuttig wanneer de werkelijke assemblage de stapel samendrukt. De belastingswaarde, het contactoppervlak, de ondersteuningsmethode en de wachttijd moeten worden geregistreerd.
Veel voorkomende oorzaken zijn braamvorming, restspanning, variatie in laagdikte, slecht uitgelijnd stapelen, vuil, slijtage van de opspanning, vervorming van de verbinding, ongelijkmatig klemmen en schade bij het hanteren.
Bramen kunnen fungeren als kleine afstandhouders tussen lagen. Wanneer ze over veel laminaten herhaald worden, kunnen ze lokale hoge plekken, kanteling, ongelijke stapelhoogte, laagleemtes en slechte passing veroorzaken. De richting en locatie van de braam zijn net zo belangrijk als de hoogte van de braam.
Gebruik voor basiscontroles een referentieplaat en indicator met een gedefinieerde steunconditie. Voor betere probleemoplossing gebruikt u een in kaart gebracht puntenpatroon. Voor strakkere of complexere onderdelen kun je coördinatenmetingen, optische metingen, laserscans of op opspanningen gebaseerde inspecties met belasting gebruiken.
Gebruik voldoende punten om het oppervlaktepatroon te onthullen. Voor probleemoplossing in een vroeg stadium is een kaart met 9 of 13 punten vaak nuttiger dan drie afzonderlijke metingen. Neem voor ronde stapels ook de ID, OD, middelste of naafgebieden en gebieden in de buurt van lassen, klinknagels, vergrendelingen, sleuven of tanden op.
Verbeter de vlakheid door bramen te controleren, lagen en bevestigingen te reinigen, de stapeluitlijning te verbeteren, de sluitkracht te bepalen, de stapelhoogte onder belasting te controleren, slijtage van de bevestigingen te controleren en de vlakheid voor en na het verbinden te vergelijken. De oplossing moet gericht zijn op de fase waarin vervorming het eerst optreedt.
Tolerantie voor vlakheid selecteren op basis van assemblagegedrag. Maak voorbeeldstapels, meet de vlakheid onder realistische omstandigheden, zet ze in elkaar en correleer de resultaten met insteekkracht, zittingsspleet, uitloop, wikkelspeling, klembelasting of prestatiegegevens. Vermijd het kopiëren van een tolerantie van een niet gerelateerde stapel.
De inspectie komt mogelijk niet overeen met de assemblagetoestand. De stapel kan gemeten zijn in vrije toestand maar onder belasting gebruikt zijn, of geïnspecteerd zijn voor het verbinden maar vervormd zijn na het lassen, hechten, klinken of uitharden. Het kan ook voldoen aan de hoogte-eisen, maar niet aan de eisen voor vlakheid, parallelliteit of lokale passing.
Controleer tijdens de ontwikkeling de vlakheid na het stansen, tijdens het stapelen, als losse volle stapel, onder belasting, na het verbinden en voor de uiteindelijke assemblage. Bij stabiele productie kan de frequentie verlaagd worden, maar de bramentrends, de staat van de opspanning en de assemblagefeedback moeten nog steeds gecontroleerd worden.
De vlakheid van de lamineerstapel is niet alleen een detail van de oppervlaktekwaliteit. Het bepaalt hoe de stapel het volgende onderdeel raakt.
Als de stapel het verkeerde gebied raakt, gaat de assemblagebelasting naar het verkeerde gebied. Dan kunnen hoogte, passing, uitloop, wikkelspeling, plaatsing van de behuizing en uiteindelijke prestaties allemaal instabiel worden.
Een goede vlakheidscontrole gaat niet over het nastreven van een zo nauwkeurig mogelijk getal. Het gaat om het meten van het juiste oppervlak, onder de juiste omstandigheden, in de juiste procesfase.
Maak de stapel schoon. Definieer de lading. De voorkant in kaart brengen. De richting van de braam volgen. Voor en na het verbinden vergelijken. Het resultaat verbinden met assemblagegedrag.
Zo wordt de vlakheid van de lamineerstapel een productiecontrole in plaats van een verrassing in een laat stadium.