Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
Motor lamineren stapelen is niet alleen een plaatverwerkingsproces.
Het is waar een motorkern stilletjes goed wordt, instabiel, duur of onmogelijk om later te repareren.
Dit artikel legt uit hoe je stapelautomatisering voor motorlaminaten ontwerpt met behulp van:
De nadruk ligt op de praktijk: hoe problemen op te sporen voor het lassen, hechten, wikkelen, inbrengen van de magneet, assemblage van de as of het testen van de motor.
Want tegen de tijd dat een slechte stapel het einde van de lijn bereikt, heeft hij arbeid, machinetijd, onderdelen en excuses verzameld.
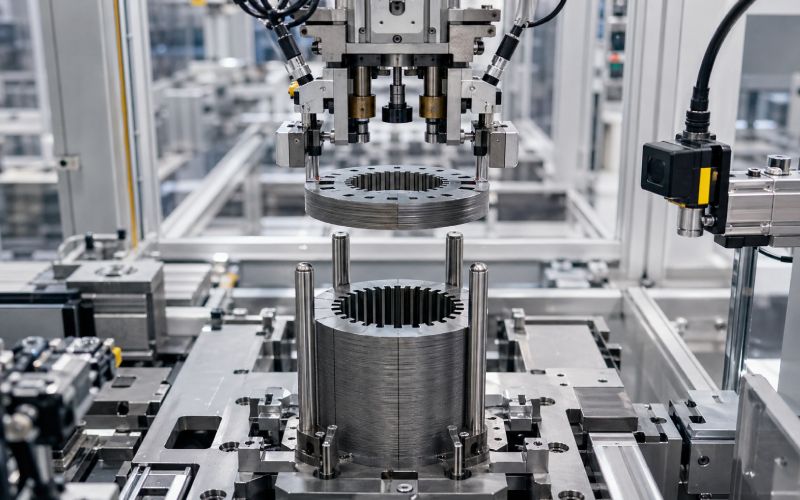
Motor lamineren stapelen is het proces van het samenvoegen van dunne elektrische stalen lamineringen in een statorkern, rotorkern, gesegmenteerde kern of sub-stack.
Elke laminering wordt meestal gestanst of gesneden uit elektrisch staal. De platen worden op elkaar gestapeld om de magnetische kern van de motor te vormen. De dunne plaatstructuur helpt wervelstroomverliezen te beperken, terwijl de voltooide stapel de geometrie levert die nodig is voor de wikkeling, magneetplaatsing, asmontage, behuizingsassemblage en uiteindelijke motorprestaties.
Dat is de zuivere definitie.
De productierealiteit is rommeliger.
Elke laminering heeft een kleine variatie:
Eén laminaat kan er acceptabel uitzien. Een paar honderd kan een stapel creëren die niet langer acceptabel is.
Daarom is het belangrijk om automatisering te stapelen.
Het verplaatst vellen niet alleen sneller. Het controleert de manier waarop kleine fouten zich opstapelen.
Een motorkern is opgebouwd uit lagen, maar storingen treden niet altijd laag voor laag op.
Een statorstapel kan een eenvoudige hoogtecontrole doorstaan en toch problemen veroorzaken tijdens het wikkelen. Een rotorstapel kan er schoon uitzien voor het plaatsen van de magneet en toch pocketvariatie vertonen die montagestops veroorzaakt. Een stapel kan alleen zijn nominale hoogte bereiken omdat de pers hem daar heeft geforceerd.
Dat laatste komt vaak voor.
De stapel werd niet goed. Het werd samengeperst tot stilte.
Automatisering zou dat soort vals vertrouwen moeten voorkomen.
Een goed ontworpen lamineer stapelcel helpt bij het verminderen:
Voor massaproductie van motoren is de vraag niet alleen: “Kunnen we dit onderdeel stapelen?”.”
De betere vraag is:
Kunnen we bewijzen dat elke stapel correct is voordat we er meer kosten aan toevoegen?
De meeste fouten in lamineerstapels beginnen klein. Dat maakt ze irritant.
Ze zijn niet altijd zichtbaar vanaf de andere kant van de lijn. Ze stoppen de machine misschien niet onmiddellijk. Ze kunnen wachten tot het volgende proces, waar ze het probleem van iemand anders worden.
| Defect | Wat veroorzaakt het meestal? | Waar het later pijn doet |
|---|---|---|
| Pick-up voor dubbele vellen | Slechte scheiding, oliehechting, magnetische aantrekking, vacuümfout | Stapelhoogte, aantal laminaten, verbindingskwaliteit |
| Ontbrekend blad | Overslaan van invoer, mislukte pick-up, dode hoek sensor | Stapelfactor, hoogte, magnetische prestaties |
| Hoekige uitlijning | Speling op de pen, versleten referentiepunt, zwakke nestcontrole, verkeerd plaatsingspad | Uitlijnen van sleuven, wikkelen, positie magneetzak |
| Braamophoping | Ponsslijtage, ongelijkmatige braamrichting, slechte ontbraamcontrole | Gleufisolatie, stapelzitting, verbinding, assemblageruimte |
| Lokale stapellift | Puin, braam, kromgetrokken plaat, slechte sluitkracht | Vlakheid, las-/verbindingskwaliteit, stroomafwaartse passing |
| Verkeerde lamineervariant | Gelijksoortige onderdelen, zwakke onderdeelverificatie, programmafout | Schroot na verbinding of eindassemblage |
| Schrapen van pennen | Krappe speling, braam, gebogen pin, slechte afschuining | Beschadiging coating, puin, schoorsteenverloop |
| Beschadiging van de coating | Ruwe behandeling, overmatige compressie, hitte bij het verbinden, pinwrijving | Interlaminaire korte broek, toename verlies |
| Afwijking in stapelhoogte | Diktevariatie, verandering van compressie, ontbrekende/dubbele plaat, gereedschapsslijtage | Montage, magnetische consistentie |
| Groefversmalling | Braam, hoekverdraaiing, vervorming, plaatafwijking | Wikkeling, isolatieschade |
Een stack kan falen om één reden. Het kan ook mislukken omdat er drie kleine redenen tegelijk gebeuren.
Dat is moeilijker te vangen. Maar niet onmogelijk.
Sensoren zijn er niet om de machine te versieren.
Ze beantwoorden specifieke vragen op specifieke momenten.
Voordat het vel wordt gekozen:
Is het juiste onderdeel beschikbaar?
Tijdens het ophalen:
Werd er één vel gekozen, niet twee?
Voor plaatsing:
Is de laminering naar de juiste kant gericht en juist gedraaid?
Tijdens het stapelen:
Zat het vel normaal?
Voordat je lid werd:
Is deze stapel het waard om gelast, gelijmd, geklonken of geperst te worden?
Na toetreding:
Heeft het verbindingsproces een goede stapel gecreëerd of juist een permanent slechte?
Dat is de basislogica.
Voeg geen sensoren toe omdat de machine open ruimte heeft. Voeg sensoren toe omdat de volgende bewerking het moeilijker maakt om een defect te herstellen.
Het beste sensorplan gebruikt verschillende eenvoudige controles in plaats van één “magisch” inspectiesysteem.
Een camera kan geen zitkracht voelen. Een krachtsensor kan een verkeerde lamineervariant niet identificeren. Een hoogtesensor kan de braamrichting niet aantonen. Een sensor voor dubbele vellen kan de uitlijning van de sleuven niet bevestigen.
Het systeem moet dus signalen combineren.
| Sensor of controle | Beste locatie | Hoofddoel | Wat het voorkomt |
|---|---|---|---|
| Gedeeltelijk aanwezige sensor | Voederbak, ophaalpunt, nest plaatsen | Bevestigt de aanwezigheid van laminering | Lege cycli, ontbrekende vellen |
| Dubbelbladige detector | Dichtbij ophalen of overbrengen | Detecteert twee lamellen die als één worden opgetild | Verkeerde telling, hoogtefout, afval na samenvoegen |
| Vision-inspectie | Voor het stapelen | Controleert onderdeelidentiteit, rotatie, sleuf-/sleuteleigenschappen | Verkeerde variant, hoekfout, omgekeerde plaat |
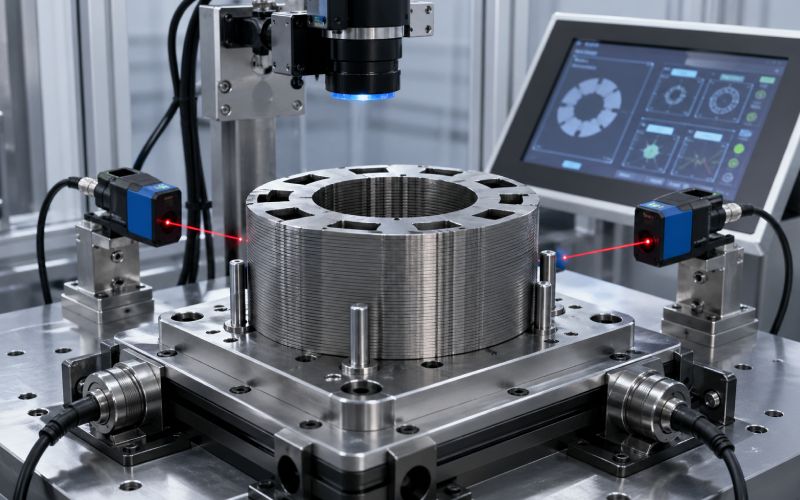
| Laserafstandssensor | Tijdens of na het bouwen van de stapel | Meet stapelhoogte en plaatselijke lift | Hoogteverschuiving, puin, slechte plaatsing |
| Hoogtecontrole op meerdere punten | Pre-joining station | Detecteert kanteling, golven, ongelijkmatige compressie | Verborgen vlakheidsproblemen |
| Kracht-afstandbewaking | Zitting of compressietrede | Houdt bij hoe de stack zich gedraagt onder belasting | Storing door braam, verkeerde uitlijning, vastzittend vuil |
| Pinbelastingsbewaking | Stapelarmatuur of doorn | Detecteert zijdelingse belasting, schrapen, pinslijtage | Geleidelijke uitlijning |
| Elektrische kortsluitingscontrole | Stapelpoort na samenvoeging of definitieve stapelpoort | Controleert ongewenste geleidende paden | Interlaminair kort risico |
| Inspectie van sleuven | Voorspoelpoort | Meet sleufopening, braamrisico, sleufpositie | Wikkelschade, insertiestop |
| Boring of OD-meting | Rotor of stator eindstapelcontrole | Bevestigt kerngeometrie | Passende as, passende behuizing, balansrisico |
De plaatsing is belangrijker dan de catalogusnaam van de sensor.
Een sensor die te ver stroomopwaarts is geïnstalleerd, bevestigt dat iets eerder correct was. Dat is niet hetzelfde als bevestigen dat het nu correct is.
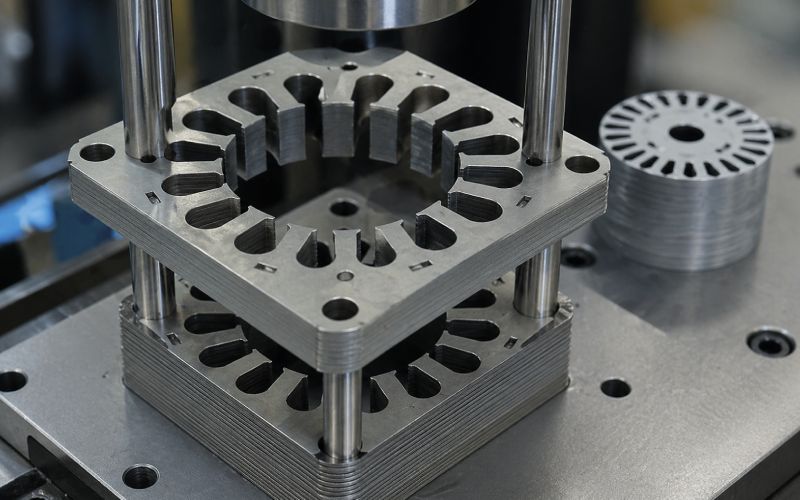
Stapelpennen zijn positioneringselementen die gebruikt worden om elke laminering uit te lijnen tijdens het stapelen. Ze kunnen door gaten, gleuven, inkepingen, binnendiameter, buitendiameter of specifieke gereedschapskenmerken lopen.
Ze klinken eenvoudig.
Dat zijn ze niet.
Speldcontrole:
Met een versleten pin kan de productie nog steeds doorgaan. Dat is het gevaar.
De machine draait. De stapel ziet er normaal uit. De maattrend beweegt langzaam. Niemand merkt het totdat stroomafwaartse storingen beginnen.
Dan maken mensen ruzie over wikkelen, magneet plaatsen, lassen, gereedschap, inspectie, operators en materiaal.
Soms werd de speld gewoon gedragen.
Pinontwerpen mogen niet gekopieerd worden van een andere cel zonder de onderdeelgeometrie en de defectgeschiedenis te controleren.
| Pin Ontwerpfactor | Waarom het belangrijk is | Slecht ontwerpresultaat |
|---|---|---|
| Inloopschuinte | Helpt dunne laminaten binnen te komen zonder vast te lopen | Schrapen, gebogen randen, coatingbeschadiging |
| Pinafstand | Evenwicht tussen locatieprecisie en soepel laden | Te strak leidt tot vastlopen; te los leidt tot afdrijven |
| Penhardheid en coating | Controleert slijtage en wrijving | Geleidelijk verlies van referentienauwkeurigheid |
| Lengte pen | Ondersteunt stapelhoogte en velgeleiding | Leunen, slechte stapelcontrole |
| Aantal pinnen | Regelt rotatie en positie | Te veel kan de laminering overbelasten |
| Vervangingsinterval pennen | Voorkomt stille drift | Scheve uitlijning op batchniveau |
| Schoonmaakpad | Verwijdert stof, spanen en coatingresten | Lokale lift, vastlopen, valse krachtpieken |
| Logica voor braamrichting | Regelt de interactie tussen bramen en pennen | Slechte passing, toename pinbelasting |
Meer pinnen betekent niet altijd betere controle.
Soms betekenen meer pennen dat het onderdeel geen vrijheid heeft om zich te vestigen. De stapel vecht tegen de opspanning. De krachtcurve stijgt. De lijn blijft toch lopen.
Niet goed.
Een zeer strakke pinpas kan er aantrekkelijk uitzien op een tekening. Het belooft controle.
Op de lijn kan het het tegenovergestelde creëren.
Dunne laminaten zijn geen perfecte stijve platen. Ze hebben bramen, coatingvariatie, olie, temperatuureffecten en variatie in behandeling. Als de speling te klein is, wordt de normale variatie een mechanische storing.
Als de speling te groot is, kan de stapel draaien of wegglijden.
De juiste pinspeling moet dus gebaseerd zijn op:
Stel de speling van de pen niet alleen in op basis van de nominale CAD-geometrie.
Dat is een schone manier om een vuil probleem op te lossen.
Bramen zijn klein op één vel. Op een stapel vormen ze een patroon.
Als de richting van de braam willekeurig verandert, kan de stapel inconsistente plaatsing, lokale hoogteverandering, risico op gleufranden of coatingbeschadiging vertonen. Als de braam altijd in dezelfde richting wijst, kan de stapel voorspelbaarder worden opgebouwd, maar de opbouw van de braam moet nog steeds onder controle gehouden worden.
Bij statorstacks kunnen bramen in de buurt van wikkelsleuven de isolatie beschadigen of interfereren met draad, haarspeld of invoeggereedschap.
Bij rotorstapels kunnen bramen in de buurt van magneetpockets, boringseigenschappen of uitbalanceergevoelige gebieden problemen met de passing en prestaties veroorzaken.
Een goed stapelsysteem zou het antwoord moeten zijn:
Bramen hoeven niet dramatisch te zijn om duur te zijn.
Ze hoeven alleen maar herhaald te worden.
Dit is een veelgemaakte fout.
Controle van het aantal vellen controleert hoeveel laminaties er in de stapel zijn gekomen.
Stapelhoogteregeling controleert de fysieke hoogte van de gebouwde stapel.
Ze zijn verwant. Ze zijn niet hetzelfde.
Een stapel kan het juiste aantal en de verkeerde hoogte hebben door diktevariatie, bramen, ingesloten vuil, veranderingen in de coating of compressiegedrag.
Een stapel kan verdacht telgedrag vertonen en toch de doelhoogte benaderen omdat compressie de fout verbergt.
Een betrouwbaar stapelproces moet dus beide gebruiken.
| Controleer | Wat het beantwoordt | Wat het alleen niet kan bewijzen |
|---|---|---|
| Aantal vellen | Is het juiste aantal laminaten in de stapel terechtgekomen? | Of alle vellen goed vastzitten |
| Stapelhoogte | Bereikte de stapel de verwachte bouwhoogte? | Of de telling correct is |
| Hoogte voor meerdere punten | Is de stapel gekanteld, opgetild of ongelijk? | Of de juiste lamineervariant is gebruikt |
| Kracht-afstandcurve | Zat de stapel normaal? | Exacte naleving van afmetingen |
| Gezichtsvermogen controleren | Is het onderdeel correct en goed georiënteerd? | Of de begraven stapel correct is geplaatst |
Een enkele hoogtemeting is beter dan niets.
Maar het kan de kanteling missen.
Gebruik voor motorkernen met krappe assemblagevereisten meerpuntscontroles op de hoogte voordat u gaat verbinden.
A krachtcurve registreert de kracht ten opzichte van de afstand of tijd tijdens het vastzetten, samendrukken, inbrengen van de pen of indrukken van de stapel.
Dit is nuttig omdat stapelproblemen vaak zichtbaar worden als abnormale weerstand voordat ze zichtbaar worden als defecten.
Krachtmonitoring kan detecteren:
Kijk niet alleen naar de piekkracht.
Piekkracht is gemakkelijk te lezen, maar kan het verhaal verbergen.
Een kracht-afstandcurve laat zien waar de weerstand begint, hoe snel deze toeneemt, of de stapel zich soepel zet en of het uiteindelijke zitgedrag overeenkomt met bekende goede stapels.
Twee stapels kunnen dezelfde hoogte bereiken.
Men zit natuurlijk.
Men werd er gedwongen.
Dat zijn verschillende stapels.
A QC poort is een beslissingspunt waar het systeem de stapel vrijgeeft voor de volgende stap of stopt voor afwijzing, herbewerking, quarantaine of beoordeling.
QC-poorten moeten gaan zitten voordat de kosten stijgen.
Dat betekent voor:
De slechtste plaats om een probleem met het stapelen te ontdekken is nadat de motor al duur werk aan de stroomafwaartse kant heeft gehad.
| QC poort | Proceslocatie | Wat controleren? | Waarom het belangrijk is |
|---|---|---|---|
| Gate 1: Inkomende laminaatverificatie | Voor het voeden | Onderdeeltype, partij, braamrichting, zichtbare schade | Voorkomt dat verkeerd materiaal de cel binnenkomt |
| Gate 2: Pickup-verificatie | Bij afhalen vel | Deel aanwezig, enkel blad, stabiele grip | Voorkomt ontbrekende of dubbele vellen |
| Gate 3: Pre-stack oriëntatiecontrole | Voor plaatsing | Rotatie, gezichtsrichting, sleuf/sleuteleigenschap | Voorkomt begraven oriëntatiefouten |
| Gate 4: In-stack monitoring | Tijdens de bouw | Telling, hoogtetrend, pinbelasting, zitgedrag | Vangt afwijkingen op voordat de stapel klaar is |
| Poort 5: Pre-voegpoort | Voor het lassen/verbinden/klinken | Hoogte, vlakheid, uitlijning, krachtsignatuur | Vermijdt vergrendeling in slechte geometrie |
| Poort 6: Poort na verbinding | Na toetreding tot | Eindhoogte, boring/OD, sleufpositie, kort risico | Bevestigt dat het verbinden de stapel niet heeft beschadigd |
| Poort 7: Pre-downstream poort | Voor wikkelen, magneet plaatsen, as passend maken | Kritische spelingen en assemblagekenmerken | Beschermt het volgende proces tegen overgeërfde defecten |
Inspectie aan het einde van de lijn is nog steeds belangrijk.
Maar het zou niet de eerste serieuze inspectie moeten zijn.
Dat is laat leren.
Een stapelautomatiseringsproject wordt niet alleen goedgekeurd omdat de armatuur slim is.
Het wordt goedgekeurd omdat de lijn stabieler wordt, schroot eerder en goedkoper wordt en storingen traceerbaar worden.
| Technisch probleem | Automatiseringscontrole | Zakelijke impact |
|---|---|---|
| Pick-up voor dubbele vellen | Detectie dubbel vel bij ophalen | Voorkomt samengevoegd afval en herbewerking |
| Trage pinslijtage | Trend van penbelasting en geplande vervanging | Vermindert drift op batchniveau |
| Braamgroei | Krachttendens, visie, slotcontrole | Beschermt de wikkeling en het magneetinzetrendement |
| Variatie in stapelhoogte | Telling + meerpuntshoogte + compressiegegevens | Vermindert montageproblemen |
| Verkeerde lamineervariant | Vision-identiteitscontrole en programmaslot | Voorkomt productie van gemengde onderdelen |
| Late ontdekking van defecten | QC-poorten voor stappen met toegevoegde waarde | Verlaagt de kosten van slechte kwaliteit |
| Onduidelijke hoofdoorzaak | Traceerbaarheid van stapel-ID | Verkort de tijd voor probleemoplossing |
| Beslissingen afhankelijk van de operator | Gedefinieerde pass/fail-logica | Verbetert de herhaalbaarheid in ploegendiensten |
Een goed QC-systeem weigert niet alleen slechte stapels.
Het verklaart waarom ze werden afgewezen.
Die uitleg is waar het geld zit.
Hetzelfde defect heeft verschillende kosten afhankelijk van wanneer het wordt ontdekt.
Een verkeerde laminering bij het afhalen is een kleine gebeurtenis.
Een verkeerde laminering die ontdekt wordt na het stapelen is afval of herbewerking.
Een verkeerde laminering ontdekt na het wikkelen, het plaatsen van de magneet, het persen van de as of de laatste motortest is nu een veel groter probleem.
| Defect gevonden bij | Typisch kostenniveau | Waarom |
|---|---|---|
| Voor het ophalen | Laagste | Blad kan worden afgekeurd voordat waarde is toegevoegd |
| Tijdens het stapelen | Laag | Stapel kan worden gestopt voor het aansluiten |
| Voordat je lid werd | Matig | Er gaat wat bouwtijd verloren, maar de belangrijkste stroomafwaartse kosten worden beschermd |
| Na toetreding tot | Hoger | Stapel kan herbewerking of schroot vereisen |
| Na het wikkelen of plaatsen van de magneet | Zeer hoog | Er wordt al geïnvesteerd in meer onderdelen en machinetijd |
| Bij de laatste test | Hoogste | De hoofdoorzaak is moeilijker te isoleren en de beheersing is breder |
Dit is de business case voor QC-poorten.
Geen theorie. Gewoon rekenen met een betere timing.
OEE wordt vaak besproken op machineniveau, maar defecten bij het stapelen van laminaten verspreiden zich over de hele lijn.
Een stapelcel kan OEE op drie manieren schaden:
De lijn stopt door vastlopen, dubbele picks, pininterferentie, transferfouten of onduidelijke verwerking van afkeuringen.
De lijn loopt langzamer omdat het proces herhaaldelijk opnieuw moet worden geprobeerd, omdat er handmatige controles nodig zijn of omdat de toevoer instabiel is.
De lijn produceert stapels die later niet voldoen aan de dimensionale controles, verbindingscontroles, wikkelinsertie, magneetinsertie of eindtest.
Een beter stapelsysteem verbetert de OEE door:
Het doel is niet maximale snelheid ten koste van alles.
Een snelle stapelcel die defecten stroomafwaarts stuurt is niet snel. Hij leent tijd van het volgende station.
Stapels motorlaminaten kunnen op verschillende manieren samengehouden worden. Elke methode verandert het inspectierisico.
| Verbindingsmethode | Belangrijkste voordeel | Belangrijkste QC-bezorgdheid | Aanbevolen poort |
|---|---|---|---|
| In elkaar grijpende | Snel, geïntegreerd met lamineerontwerp | Plaatselijke vervorming, spanning, stapelscheiding, schade aan eigenschappen | Controleer de vorming van de vergrendeling en de vlakheid van de stapel |
| Lassen | Sterke mechanische bevestiging | Warmte-effecten, plaatselijke kortsluiting, vervorming, lasconsistentie | Geometrie vóór het lassen + elektrische/afmetingencontrole na het lassen |
| Verbinding | Goed oppervlaktecontact en gecontroleerd stapelgedrag | Lijmverdeling, uitharding, druk, vervuiling | Druk/temperatuur/uitharding traceerbaarheid |
| Klinken of mechanische bevestiging | Eenvoudige mechanische retentie | Plaatselijke vervorming, klemvariatie, uitlijnen van gaten | Bevestigingskracht en geometrie na montage |
| Externe klemming | Flexibel voor sommige assemblageontwerpen | Stapelverschuiving, compressieverlies, hanteringsgevoeligheid | Verificatie van compressie en overdracht |
Er is geen universele beste methode.
Er is alleen de methode die past bij het motorontwerp, het volume, de tolerantie, de doelstelling voor de magnetische prestaties en het kostenmodel.
Maar elke methode heeft een QC-plan nodig dat past bij de faalwijzen.
Dit is een veel voorkomende vergelijking tijdens het plannen van processen.
| Onderwerp | Lassen | Verbinding |
|---|---|---|
| Cyclusgedrag | Vaak snel eenmaal geplaatst | Kan uithardingstijd of gecontroleerde verblijftijd vereisen |
| Mechanische retentie | Sterke lokale aansluiting | Verdeelde oppervlaktebehoud |
| Warmte-input | Aanwezig | Meestal lagere warmte, afhankelijk van proces |
| Risico op kortsluiting | Heeft aandacht nodig in de buurt van aangesloten gebieden | Afhankelijk van lijm en oppervlaktegesteldheid |
| Risico op vervorming | Mogelijk in de buurt van laszones | Afhankelijk van druk, lijmlaag en uitharding |
| Te volgen gegevens | Lasenergie, positie, tijd, kracht, visueel resultaat | Hoeveelheid lijm, druk, temperatuur, uithardingsprofiel |
| Beste QC focus | Uitlijnen vóór het lassen en geometrie-/kortsluitcontroles na het lassen | Reinheid van het oppervlak, druk, uitharding, eindhoogte |
De beslissing moet niet alleen worden genomen op basis van de kracht van het lid worden.
Het moet de downstreamprestaties, de inspectielast, de voetafdruk van de apparatuur, de reparatiestrategie en de traceerbaarheidsbehoeften omvatten.
Een verbindingsmethode die gemakkelijk te installeren is maar moeilijk te controleren, kan later duur worden.
Voor statorlaminaatstapels moet het proces het wikkelpad beschermen.
Belangrijke controles zijn onder andere:
Als de stator haarspeldwikkeling gebruikt, wordt de sleufgeometrie nog gevoeliger. Het inbrengproces vergeeft geen smalle sleuven, bramen of hoekafwijkingen.
Een statorstapel kan er aan de buitenkant acceptabel uitzien, terwijl één gleuffamilie uit positie dreigt te raken.
Inspecteer dus de geometrie die het volgende proces daadwerkelijk gebruikt.
Niet alleen de geometrie is eenvoudig te meten.
Voor rotorlaminaatstapels zijn de kenmerken met het hoogste risico vaak anders.
Belangrijke controles zijn onder andere:
Rotorstapels kunnen dure stroomafwaartse problemen veroorzaken als het boorgat, de magneetvakken of de scheefstand afwijken.
Een klein hoekprobleem in de stack kan een probleem worden met het plaatsen van de magneet. Een boringfout kan een asmontageprobleem worden. Een onbalansprobleem in de stack kan pas veel later duidelijk worden.
Nogmaals, late detectie is de dure versie.
Gesegmenteerde stator- of rotorstapels voegen nog een laag complexiteit toe.
Nu moet het systeem niet alleen het stapelen van vel naar vel regelen, maar ook de relaties tussen segmenten.
Controleer op:
Gesegmenteerde ontwerpen kunnen het materiaalgebruik of de assemblageflexibiliteit verbeteren, maar de stapelautomatisering moet zorgvuldig omgaan met geaccumuleerde fouten.
Een segment dat er iets naast zit, mag worden doorgelaten.
Meerdere segmenten die er iets naast zitten, kunnen een probleem vormen met de rondheid of de positie van de sleuf.
Zo werkt accumulatie. Rustig.
Machine vision is nuttig als het wordt behandeld als een gecontroleerd meetsysteem, niet als een camera die naast een transportband is geschroefd.
Vision kan inspecteren:
De moeilijke onderdelen zijn verlichting en herhaalbaarheid.
Elektrisch staal kan licht weerkaatsen op manieren die randdetectie verwarren. Oliefilm verandert het uiterlijk van het oppervlak. Bramen kunnen alleen onder bepaalde lichthoeken verschijnen. Variaties in coatings kunnen het contrast veranderen.
Een goede visie-opstelling heeft nodig:
Train of valideer niet alleen op schone, perfecte laminaten.
Productieonderdelen zijn minder beleefd.
Het ophalen van dubbele vellen is een van de belangrijkste vroege controles.
Twee dunne laminaten kunnen zich tijdens het ophalen als één vel gedragen. Oliefilm, statische elektriciteit, magnetische aantrekkingskracht, slechte scheiding of vacuümgedrag kunnen dit waarschijnlijker maken.
Een dubbel vel kan de oorzaak zijn:
Detectie van dubbele vellen moet zo dicht mogelijk bij de pickup of transfer worden geplaatst.
Als het te ver stroomopwaarts is, kan het de verkeerde bevestiging geven. Een schone toevoer garandeert geen schone pick-up.
Een stapelcel kan zijn weg uit onstabiele voeding niet eeuwig inspecteren.
Goede voeding moet controle geven:
Als de feeder instabiel is, wordt de rest van de automatisering reactief.
De lijn begint sensoren te gebruiken om problemen op te vangen die mechanisch voorkomen hadden moeten worden.
Dat kan een tijdje werken. Meestal wordt het onderhoudsintensief.
Enkelvoudige hoogtecontroles zijn gebruikelijk omdat ze eenvoudig zijn.
Ze zijn ook beperkt.
Een schoorsteen kan op één punt de juiste hoogte hebben en toch gekanteld zijn. Hij kan plaatselijk vuil hebben. Eén kant kan opgetild zijn door braamophoping. Hij kan ongelijkmatig samengedrukt zijn.
Meerpunts hoogtemeting geeft betere informatie:
Voor krappe stator- of rotorsamenstellingen is meerpuntshoogte niet overdreven.
Het is een manier om niet te doen alsof een stapel plat is omdat één sensor dat zegt.
Moderne automatisering voor het stapelen van laminaten moet niet alleen een goedkeurende/afkeurende beslissing nemen.
Het moet bruikbare productiegegevens opleveren.
Elke stack moet een stack-ID hebben. Die ID moet de fysieke kern verbinden met de gegevens die tijdens de productie zijn gemaakt.
Nuttige gegevens zijn onder andere:
Deze gegevens kunnen worden verzonden naar MES, SCADA, kwaliteitsdatabases of lokale traceersystemen.
Het doel is niet om alles voor altijd op te slaan.
Het doel is om genoeg op te slaan om deze vraag te beantwoorden:
Als er later een slechte kern verschijnt, wat was er dan al zichtbaar tijdens het stapelen?
Een lamineer-stapelcel kan meer gegevens genereren dan een fabriek als ruwe bestanden wil opslaan.
Krachtcurven, camerabeelden, hoogtekaarten en sensorlogboeken kunnen zwaar worden.
De besturingsarchitectuur moet dus worden gescheiden:
Een praktische structuur ziet er als volgt uit:
| Gegevensniveau | Voorbeeldgegevens | Beste Gebruik |
|---|---|---|
| Real-time PLC-gegevens | Sensorstatus, actuatorstatus, vergrendelingen | Machinebesturing |
| Gegevens randverwerking | Vision-resultaat, kenmerken krachtcurve, hoogtetrend | Snelle QC-beslissingen |
| MES-gegevens | Stapel-ID, pass/fail, recept, afkeurreden | Productie bijhouden |
| Kwaliteitsdatabase | Trends, partijvergelijking, analyse van gereedschapsslijtage | Analyse van de oorzaak |
| Gearchiveerde ruwe gegevens | Afbeeldingen, volledige krachtcurves, gedetailleerde logboeken | Diepgaand onderzoek indien nodig |
Niet elk beeld hoeft naar MES.
Niet elke krachtcurve hoeft voor altijd opgeslagen te worden.
Maar elke afgekeurde stapel moet een reden hebben die mensen kunnen begrijpen.
“Falen” is niet genoeg.
In een stapelcel zijn verschillende sensoren het soms oneens.
Een camera zegt dat de laminering correct is.
De krachtcurve zegt dat de zitting abnormaal was.
De hoogtesensor zegt dat de stapel op de grens ligt.
De machine stelt een vraag.
Antwoord niet met automatische goedkeuring.
Een sterke afwijzingslogica moet het volgende omvatten:
Voorbeeld:
| Signaalcombinatie | Aanbevolen actie |
|---|---|
| Vision-pas + normaalkracht + hoogtepas | Stapel loslaten |
| Vision-pas + kracht abnormaal + hoogtepas | Quarantaine of secundaire controle |
| Visie mislukt + kracht normaal | Weiger of inspecteer opnieuw voor het stapelen |
| Tel geslaagd + hoogte gezakt | Stop en onderzoek dikte, puin, zitplaatsen |
| Tel niet geslaagd + hoogte geslaagd | Weigeren; compressie verbergt mogelijk telfout |
| Stijgende pinbelasting over meerdere stapels | Onderhoudswaarschuwing voor hard falen |
| Herhaalde gebeurtenissen met dubbele vellen | Feeder stoppen en herstelprocedure nodig |
Een meningsverschil over de sensor is geen ergernis.
Het is vaak het eerste nuttige teken.
Het is verleidelijk om een universele tolerantie te schrijven.
Niet doen.
De toleranties van de motorlaminaatstapeling zijn afhankelijk van:
Een tolerantie die voor de ene lijn gemakkelijk is, kan voor een andere lijn onmogelijk zijn.
Een tolerantie die voor de ene motor acceptabel is, kan de opbrengst van een andere motor schaden.
In plaats van getallen te kopiëren, definieer je tolerantie vanuit vier ingangen:
Dit is langzamer dan het kopiëren van een getal.
Het is ook minder dwaas.
Niet elke variatie moet de lijn stoppen.
Een goed proces scheidt drie niveaus.
| Type limiet | Betekenis | Actie |
|---|---|---|
| Controlegrens | Het proces drijft af, maar het onderdeel kan nog steeds bruikbaar zijn | Waarschuwing, trendoverzicht, onderhoudsplanning |
| Afwijzingslimiet | De stack voldoet niet aan de vrijgavecriteria | De stapel afwijzen of in quarantaine plaatsen |
| Machinefoutlimiet | De cel kan defecten blijven produceren | Stop de machine en vraag om herstel |
Dit helpt twee slechte resultaten te voorkomen:
Operators leren snel of een QC-systeem nuttig of theatraal is.
Als het systeem te veel zwakke alarmen creëert, werken mensen er omheen.
Het alarmontwerp is dus belangrijk.
Sommige processtappen kunnen opnieuw worden geprobeerd.
Sommige kunnen dat niet.
Verbinding is vaak het punt waar slechte geometrie permanent wordt of duur om ongedaan te maken.
Dat maakt de pre-joining QC poort een van de belangrijkste poorten in de cel.
Controleer dit voordat je lid wordt:
Als de stack hier faalt, stuur hem dan niet door omdat de productie achterloopt.
Zo wordt een kleine vertraging een groot insluitingsprobleem.
Een praktische lijn voor het stapelen van laminaten kan deze structuur volgen:
Softwaresortering zonder fysieke sortering is niet voldoende.
Een slechte stack naast goede stacks is nog steeds een risico.
Pinslijtage moet worden beheerd op basis van conditie, niet alleen op basis van tijd.
Een goed onderhoudsplan volgt:
Een pin mag niet plotseling uitvallen.
Het kan langzaam erger worden.
Daarom zijn trendgegevens belangrijk. Het vangt de saaie foutmodus op.
En saaie mislukkingen zijn degenen die slechte batches maken.
Automatisering neemt het oordeel niet weg.
Het verplaatst het oordeel eerder.
Iemand moet nog beslissen:
De machine moet niet stilletjes onduidelijke beslissingen nemen.
Het moet bepaalde beslissingen luid genoeg laten klinken zodat de juiste mensen kunnen handelen.
Niet emotioneel. Gewoon duidelijk.
Hoogte is nuttig. Het is geen volledige kwaliteitsbeslissing.
Gebruik aantal, hoogte, kracht, oriëntatie en sleutelgeometrie samen.
Spelden zijn geen permanente waarheid.
Ze slijten, buigen, schrapen, verzamelen vuil en verliezen nauwkeurigheid.
Als de eerste zinvolle inspectie na de toetreding plaatsvindt, heeft het proces de controle over de kosten al verloren.
Visie is sterk voor identiteit, oriëntatie en zichtbare geometrie.
Het kan de interne kwaliteit van de zitting niet bewijzen nadat de laminering is begraven.
Opheffingen kunnen nodig zijn.
Niet-opgenomen opheffingen zijn dat niet.
Grote archieven met ruwe gegevens zien er indrukwekkend uit.
Nuttige redencodes, trends en traceerbaarheid op stackniveau lossen problemen sneller op.
Een tolerantie zonder procescontext is slechts een getal.
Gebruik productbehoefte, downstream vrijgave en procesmogelijkheden.
Digitale afwijzing is geen insluiting.
Slechte stapels hebben een gecontroleerde fysieke stroom nodig.
Een volwassen stapelproces is niet dramatisch.
Het vangt dubbele lakens vroeg op.
Foute varianten worden afgewezen voordat ze worden gestapeld.
Het ziet pin wear als een trend.
Het vangt braamvorming op voordat het wikkelen begint te mislukken.
Het stopt verdachte stapels voordat ze worden toegevoegd.
Het stuurt nuttige redencodes naar het fabriekssysteem.
Het geeft kwaliteitsingenieurs genoeg gegevens om problemen op te lossen zonder dat ze de halve ploeg hoeven te ondervragen.
Het is niet afhankelijk van geluk, geheugen of iemand die op het juiste moment bij de machine staat.
Dat is het punt.
De stack zou niet luid moeten falen voordat het proces luistert.
Gebruik deze checklist bij het plannen, specificeren of beoordelen van een stapelautomatiseringsproject.
| Vraag | Waarom het belangrijk is |
|---|---|
| Hoe detecteert het systeem dubbele vellen? | Voorkomt tel- en hoogtefouten |
| Hoe wordt de lamineerrichting gecontroleerd? | Voorkomt ingegraven defecten in verkeerde lagen |
| Worden stapelpennen gecontroleerd op slijtage of belasting? | Voorkomt langzame uitlijning |
| Wordt de stapelhoogte gemeten op één punt of op meerdere punten? | Detecteert helling en plaatselijke lift |
| Worden er kracht-afstandgegevens gebruikt tijdens het zitten? | Vindt verborgen braam- en zitproblemen |
| Is er een QC-poort voordat je lid wordt? | Stopt defecten voordat ze duur worden |
| Worden afwijzingsredenen automatisch geregistreerd? | Ondersteunt oorzakenanalyse |
| Kunnen stapelgegevens worden gekoppeld aan MES- of traceersystemen? | Fysieke onderdelen koppelen aan procesgeschiedenis |
| Wat gebeurt er als de sensoren het oneens zijn? | Voorkomt false-pass logica |
| Zijn afgekeurde stapels fysiek gescheiden? | Ondersteunt echte insluiting |
| Is het systeem ontworpen voor echt olieachtige productieonderdelen? | Vermijdt validatieverrassingen |
| Kan het systeem veilig omgaan met onderdeelvarianten? | Vermindert het risico van gemengde productie |
Een goede leverancier of een intern engineeringteam moet deze vragen zonder lange pauzes kunnen beantwoorden.
Sommige pauzes zijn prima.
Lange pauzes zijn gegevens.
Gebruik een gecontroleerde vellenscheiding, stabiel opraapgereedschap en een detector voor dubbele vellen bij het opraap- of overdrachtpunt. De controle moet gebeuren voordat het laminaat de stapel ingaat. Als een dubbel vel wordt samengevoegd, lopen de kosten van het defect snel op.
Veel voorkomende oorzaken zijn variatie in laminaatdikte, braamvorming, ontbrekende vellen, dubbele vellen, vuil tussen de lagen, coatingvariatie, ongelijkmatige compressie en slechte plaatsing. De stapelhoogte moet samen met het aantal vellen en het krachtgedrag gecontroleerd worden.
Voor eenvoudige stapels kan één punt voldoende zijn voor een ruwe bevestiging. Voor strakkere motorkernen is een meerpunts hoogtemeting beter omdat deze kanteling, plaatselijke lift, golving en ongelijkmatige compressie kan detecteren voordat er gevoegd wordt.
Versleten pennen verliezen de nauwkeurigheid van het referentiepunt. De stapel kan nog steeds normaal laden en draaien, maar de hoekpositie of radiale locatie kan na verloop van tijd afwijken. Pinslijtage moet worden bijgehouden aan de hand van inspecties, trends in pinbelasting, krachtsignaturen en afkeurgegevens.
Gangbare sensoren zijn onder meer onderdeel-aanwezigheidssensoren, dubbele plaatdetectoren, vision-systemen, laser-verplaatsingssensoren, krachtsensoren, pinbelastingsmonitoren, elektrische kortsluitcontroles en dimensionale metingen. De juiste combinatie hangt af van het ontwerp van de motorkern en het risico van assemblage verderop in de productieketen.
Bramen kunnen de weerstand verhogen tijdens het plaatsen, vastzitten of samendrukken. Een kracht-afstandcurve kan abnormaal contact, schrapen, plotselinge weerstand of overmatige compressie laten zien voordat het defect visueel duidelijk is.
Controle van het aantal vellen bevestigt hoeveel laminaten er in de stapel zijn gekomen. Controle van de stapelhoogte bevestigt de fysieke hoogte van de stapel. Beide zijn nodig omdat compressie, diktevariatie of dubbele vellen ervoor kunnen zorgen dat één controle op zichzelf misleidend is.
Gebruik visioninspectie, dimensionale metingen of slot-specifieke metingen voor het wikkelproces. Richt je op sleufopening, sleufdiepte, bramen, tanduitlijning en hoekpositie. De inspectie moet overeenkomen met de wikkelmethode en inbrengspeling.
Omdat het afkeuren van software alleen geen verwisselingen voorkomt. Afgekeurde en in quarantaine geplaatste stapels moeten naar gecontroleerde locaties verplaatst worden, zodat ze niet per ongeluk in verbinding, wikkeling, magneetinvoer of eindassemblage terecht kunnen komen.
Het verbetert de OEE door ongeplande stops te verminderen, downstream defecten te voorkomen, herbewerkingen te verminderen, het rendement van de eerste werkgang te verbeteren en onderhoudsteams duidelijkere defectsignalen te geven. De grootste OEE-winst wordt vaak behaald door defecten tegen te houden voordat ze de stapelcel verlaten.
Bij automatisering van het stapelen van laminaten draait het niet alleen om snelheid.
Snelheid is belangrijk, ja. Maar snelheid zonder vroegtijdige defectcontrole verplaatst slechte stapels alleen maar sneller.
Het sterkere doel is dit:
Bouw elke stapel met gecontroleerde uitlijning, geverifieerde telling, gemeten hoogte, bekend zitgedrag, duidelijke QC-poorten en traceerbare gegevens voordat het volgende proces kosten toevoegt.
Zo beschermt stapelautomatisering het rendement, de OEE en de assemblage stroomafwaarts.
En het begint met eenvoudige vragen die op het juiste moment worden gesteld:
Is het juiste vel gekozen? Was het maar één vel? Was het correct geplaatst? Zat het normaal? Is de stapel nog gezond voor het samenvoegen? Kunnen de gegevens dat bewijzen?








