Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Es donde el núcleo de un motor se vuelve silenciosamente bueno, inestable, caro o imposible de arreglar más tarde.
Este artículo explica cómo diseñar la automatización de apilamiento para laminados de motor utilizando:
Sensores
Clavijas apilables
Control de altura
Control de la fuerza
Inspección visual
Puertas QC
Controles de empalme
Trazabilidad MES
Lógica ROI y OEE
El enfoque es práctico: cómo detectar los problemas antes de la soldadura, la unión, el bobinado, la inserción del imán, el montaje del eje o la prueba final del motor.
Porque cuando una pila en mal estado llega al final de la línea, ya ha acumulado mano de obra, tiempo de máquina, piezas y excusas.
Índice
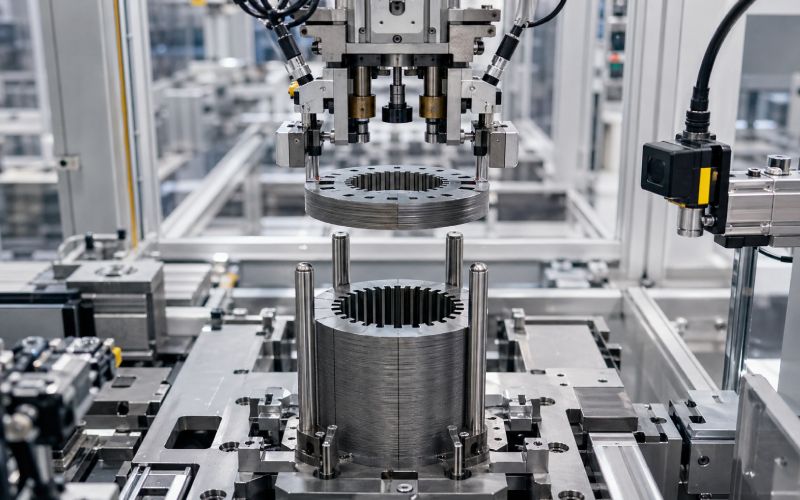
¿Qué es el apilamiento por laminación de motores?
Apilado de laminado motorizado es el proceso de ensamblar laminados eléctricos de acero en un núcleo de estator, un núcleo de rotor, un núcleo segmentado o una subpila.
Cada lámina suele estar estampada o cortada a partir de acero eléctrico. Las láminas se apilan para formar el núcleo magnético del motor. La estructura de láminas finas ayuda a reducir las pérdidas por corrientes parásitas, mientras que la pila completa proporciona la geometría necesaria para el bobinado, la colocación de los imanes, el ajuste del eje, el montaje de la carcasa y el rendimiento final del motor.
Esa es la definición limpia.
La realidad de la producción es más desordenada.
Cada laminación conlleva una pequeña variación:
Variación del espesor
Altura de la rebaba
Estado del revestimiento
Desviación del perfil de la ranura
Desviación de la posición del orificio
Película de aceite
Marcas de manipulación
Firmas de desgaste de herramientas
Ligera ondulación
Pequeño error de rotación
Una laminación puede parecer aceptable. Unos cientos de ellas pueden crear una pila que ya no sea aceptable.
Por eso es importante la automatización del apilamiento.
No se limita a mover las hojas más deprisa. Controla la forma en que se acumulan los pequeños errores.
Por qué es importante la automatización de la pila de laminación
El núcleo de un motor se construye por capas, pero los fallos no siempre aparecen capa por capa.
Una pila de estator puede pasar una comprobación básica de altura y aún así crear problemas durante el bobinado. Una pila de rotor puede parecer limpia antes de la inserción del imán y aún así presentar una variación en la cavidad que provoque paradas en el montaje. Una pila puede alcanzar su altura nominal sólo porque la prensa la ha forzado a ello.
Esto último es habitual.
La pila no se hizo buena. Se comprimió en el silencio.
La automatización debería evitar ese tipo de falsa confianza.
Una célula de apilamiento de laminación bien diseñada ayuda a reducir:
Recogida de doble hoja
Faltan laminaciones
Desalineación angular
Desviación de la ranura
Variación del diámetro interior o exterior
Interferencias relacionadas con las rebabas
Defectos de desgaste de los pasadores
Mezcla de piezas incorrectas
Mala calidad de la unión
Desguace tardío
Deriva del proceso imposible de rastrear
Para la producción de motores de gran volumen, la pregunta no es sólo: “¿Podemos apilar esta pieza?”.”
La mejor pregunta es:
¿Podemos demostrar que cada pila es correcta antes de añadirle más costes?
Los principales defectos de las pilas de laminación de motores
La mayoría de los defectos de la pila de laminación empiezan siendo pequeños. Eso es lo que los hace irritantes.
No siempre son visibles desde el otro lado de la línea. Puede que no detengan la máquina inmediatamente. Pueden esperar hasta el siguiente proceso, donde se convierten en el problema de otra persona.
Defecto
Cuál suele ser su causa
Dónde duele después
Recogida de doble hoja
Mala separación, adherencia del aceite, atracción magnética, error de vacío
Altura de la pila, número de laminados, calidad de la unión
Falta una hoja
Salto de alimentación, recogida fallida, punto ciego del sensor
Factor de apilamiento, altura, rendimiento magnético
Desalineación angular
Holgura del pasador, punto de referencia desgastado, control del nido deficiente, trayectoria de colocación incorrecta
Alineación de ranuras, bobinado, posición de la cavidad del imán
Acumulación de rebabas
Desgaste del punzón, incoherencia en la dirección de las rebabas, mal control del desbarbado
Aislamiento de ranuras, asiento de pilas, unión, holgura de montaje
Elevador de pila local
Restos, rebabas, chapa alabeada, poca fuerza de asiento
Planitud, calidad de soldadura/unión, ajuste posterior
Variante de laminación incorrecta
Piezas similares, verificación de piezas débiles, desajuste de programas
Daños en el revestimiento, escombros, desviación de la pila
Daños en el revestimiento
Manipulación brusca, compresión excesiva, calor de unión, fricción de pasadores
Cortos interlaminares, aumento de pérdidas
Desviación de la altura de la pila
Variación del espesor, cambio de compresión, falta/doble hoja, desgaste de la herramienta
Ajuste de montaje, consistencia magnética
Estrechamiento de la ranura
Rebaba, desviación angular, deformación, desajuste de chapa
Inserción del bobinado, daños en el aislamiento
Una pila puede fallar por una razón. También puede fallar porque sucedan tres pequeñas razones a la vez.
Eso es más difícil de atrapar. Pero no imposible.
El verdadero propósito de los sensores en el apilamiento por laminación
Los sensores no están ahí para decorar la máquina.
Responden a preguntas concretas en momentos concretos.
Antes de recoger la hoja:
¿Está disponible la pieza correcta?
Durante la recogida:
¿Se eligió una hoja y no dos?
Antes de la colocación:
¿La laminación está orientada correctamente y girada?
Durante el apilamiento:
¿Se ha asentado la sábana con normalidad?
Antes de entrar:
¿Vale la pena soldar, pegar, remachar o prensar esta pila?
Después de unirme:
¿El proceso de unión creó una buena pila o sólo una mala permanente?
Esa es la lógica básica.
No añada sensores porque la máquina tiene espacio libre. Añada sensores porque la siguiente operación hace que un defecto sea más difícil de recuperar.
Selección de sensores para la automatización del apilado de laminación con motor
El mejor plan de sensores utiliza varias comprobaciones sencillas en lugar de un sistema de inspección “mágico”.
Una cámara no puede sentir la fuerza de asiento. Un sensor de fuerza no puede identificar una variante de laminado incorrecta. Un sensor de altura no puede demostrar la dirección de la rebaba. Un sensor de doble hoja no puede confirmar la alineación de la ranura.
Así que el sistema tiene que combinar señales.
Sensor o Control
La mejor ubicación
Objetivo principal
Qué previene
Sensor de presencia parcial
Comedero, punto de recogida, nido de colocación
Confirma la presencia de laminación
Ciclos vacíos, hojas perdidas
Detector de doble hoja
Cerca de la recogida o traslado
Detecta dos laminaciones levantadas como una
Recuento erróneo, error de altura, rechazo tras la unión
Inspección visual
Antes de apilar
Comprueba la identidad de la pieza, la rotación, las características de la ranura/clave
Variante errónea, error angular, hoja al revés
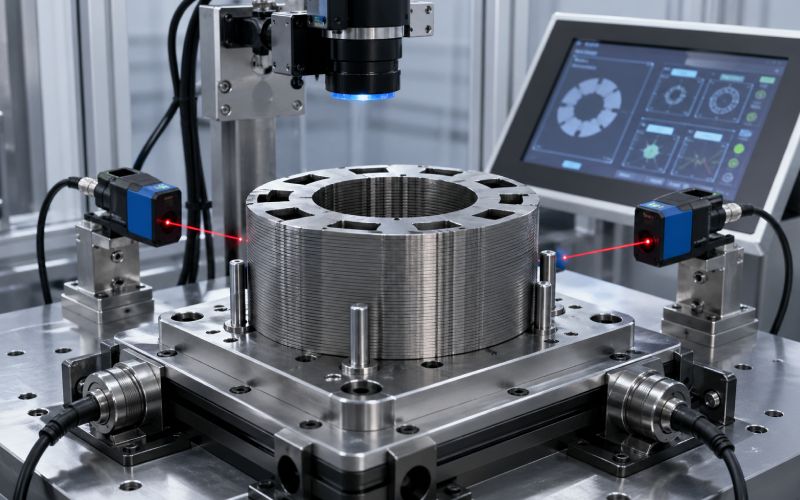
Sensor láser de desplazamiento
Durante o después de la creación de la pila
Mide la altura de la pila y la elevación local
Deriva de altura, escombros, mal asiento
Control de altura multipunto
Estación de pre-unión
Detecta inclinación, ondulación y compresión desigual
Problemas ocultos de planitud
Control fuerza-distancia
Asiento o peldaño de compresión
Comprueba cómo se comporta la pila bajo carga
Interferencia de rebabas, desalineación, residuos atrapados
Control de la carga de las clavijas
Dispositivo de apilamiento o mandril
Detecta la carga lateral, el raspado y el desgaste de los pasadores.
Desviación gradual de la alineación
Comprobación de cortocircuito eléctrico
Puerta posterior a la unión o final de la pila
Comprueba las vías conductoras no deseadas
Riesgo corto interlaminar
Inspección de ranuras
Puerta de prebobinado
Mide la apertura de la ranura, el riesgo de rebabas, la posición de la ranura
Daños en el bobinado, interrupción de la inserción
Calibrado de diámetro interior o exterior
Comprobación de la pila final del rotor o estator
Confirma la geometría del núcleo
Ajuste del eje, ajuste de la carcasa, riesgo de equilibrio
La colocación importa más que el nombre del catálogo del sensor.
Un sensor instalado demasiado arriba confirma que algo era correcto antes. Eso no es lo mismo que confirmar que es correcto ahora.
Clavijas de apilado: Las pequeñas piezas que deciden la precisión del apilado
Clavijas apilables son elementos de localización utilizados para alinear cada laminación durante la formación de la pila. Pueden localizarse a través de orificios, ranuras, muescas, características de diámetro interior, características de diámetro exterior o características de utillaje específicas.
Parecen simples.
No lo son.
Control de pins:
Posición angular
Repetibilidad hoja a hoja
Rectitud de la pila
Alineación de ranuras
Referencia de diámetro interior o exterior
Precisión de inclinación, cuando se utiliza
Transferir la precisión a la unión
Un pasador desgastado puede permitir que la producción continúe. Ése es el peligro.
La máquina hace ciclos. La pila tiene un aspecto normal. La tendencia dimensional se mueve lentamente. Nadie se da cuenta hasta que empiezan los fallos aguas abajo.
Luego la gente discute sobre el bobinado, la inserción del imán, la soldadura, el utillaje, la inspección, los operarios y el material.
A veces, el pasador simplemente se llevaba puesto.
Factores de diseño del pasador de apilamiento
No debe copiarse el diseño de un pin de otra célula sin comprobar la geometría de la pieza y el historial de defectos.
Factor de diseño de la clavija
Por qué es importante
Mal resultado del diseño
Chaflán de entrada
Ayuda a que las láminas finas entren sin engancharse
Raspaduras, bordes doblados, daños en el revestimiento
Holgura del pasador
Equilibra la precisión de la localización y la suavidad de la carga
Pérdida gradual de la precisión del punto de referencia
Longitud de la clavija
Admite altura de pila y guiado de hojas
Inclinación, mal control de la pila
Número de clavijas
Controla la rotación y la posición
Demasiados pueden sobrecargar la laminación
Intervalo de sustitución de clavijas
Evita la deriva silenciosa
Desajuste a nivel de lote
Ruta de limpieza
Elimina polvo, virutas y restos de revestimiento
Elevación local, atasco, falsos picos de fuerza
Lógica de dirección de la fresa
Controla cómo interactúan las rebabas con los pasadores
Mal asiento, aumento de la carga del bulón
Más clavijas no siempre significan mejor control.
A veces, un mayor número de pivotes significa que la pieza no tiene libertad para asentarse. La pila lucha contra la fijación. La curva de fuerza aumenta. La línea sigue funcionando de todos modos.
No es bueno.
Holgura de los pasadores: Por qué “apretado” no siempre es exacto
Un pasador muy ajustado puede resultar atractivo en un dibujo. Promete control.
En la línea, puede crear lo contrario.
Las láminas finas no son placas rígidas perfectas. Tienen rebabas, variación de revestimiento, aceite, efectos de temperatura y variación de manipulación. Si la holgura de los pasadores es demasiado estrecha, la variación normal se convierte en interferencia mecánica.
Si la holgura es demasiado reducida, la pila puede girar o desviarse.
Así que la separación correcta de los pasadores debe basarse en:
Datos reales de medición de orificios o ranuras
Distribución de la altura de las fresas
Variación del grosor del revestimiento
Repetibilidad de la colocación
Tolerancia angular requerida
Altura de la pila
Número de laminaciones
Método de unión
Espacio libre de montaje aguas abajo
No fije la holgura del pasador únicamente a partir de la geometría CAD nominal.
Es una forma limpia de construir un problema sucio.
Dirección y crecimiento de las rebabas en pilas de laminación
Las rebabas son pequeñas en una hoja. En una pila, se convierten en un patrón.
Si la dirección de la rebaba cambia aleatoriamente, la pila puede mostrar un asentamiento inconsistente, un cambio de altura local, riesgo en el borde de la ranura o daños en el revestimiento. Si la rebaba se orienta siempre en la misma dirección, la pila puede formarse de forma más predecible, pero la acumulación de rebaba sigue necesitando control.
En las pilas de estátores, las rebabas cerca de las ranuras de bobinado pueden dañar el aislamiento o interferir con el alambre, la horquilla o la herramienta de inserción.
En las pilas de rotores, las rebabas cerca de las cavidades de los imanes, los orificios o las zonas sensibles al equilibrado pueden crear problemas de ajuste y rendimiento.
Un buen sistema de apilamiento debería responder:
¿Se controla la dirección de las rebabas?
¿Se controla el crecimiento de las rebabas a lo largo de la vida útil de la herramienta?
¿Aumenta la fuerza de asiento a medida que crecen las rebabas?
¿Se estrechan las aberturas de las ranuras?
¿Los pasadores raspan porque están saliendo rebabas?
¿La puerta de control de calidad detiene las pilas antes del bobinado o de la inserción del imán?
Las fresas no tienen por qué ser espectaculares para ser caras.
Sólo hay que repetirlas.
El control de la altura de la pila no es lo mismo que el control del recuento de hojas
Se trata de un error frecuente.
Control de recuento de hojas verifica cuántas laminaciones entraron en la pila.
Control de la altura de la pila verifica la altura física de la pila construida.
Están relacionados. No son lo mismo.
Una pila puede tener el recuento correcto y una altura incorrecta debido a variaciones de grosor, rebabas, restos atrapados, cambios en el revestimiento o comportamiento de compresión.
Una pila puede tener un comportamiento de recuento sospechoso y seguir midiendo cerca de la altura objetivo porque la compresión oculta el error.
Por tanto, un proceso de apilamiento fiable debe utilizar ambos.
Consulte
Qué responde
Lo que no puede demostrar por sí solo
Número de hojas
¿Ha entrado el número correcto de láminas en la pila?
Si todas las hojas se asientan correctamente
Altura de la pila
¿Ha alcanzado la pila la altura de construcción prevista?
Si el recuento es correcto
Altura multipunto
¿La pila está inclinada, levantada o desnivelada?
Si se ha utilizado la variante de laminación correcta
Curva fuerza-distancia
¿La pila se ha asentado con normalidad?
Cumplimiento exacto de las dimensiones
Control de la vista
¿La pieza es correcta y está bien orientada?
Si la pila enterrada está correctamente asentada
Una sola medida de la altura superior es mejor que nada.
Pero puede fallar la inclinación.
Para núcleos de motor con requisitos de montaje ajustados, utilice comprobaciones de altura multipunto antes de la unión.
Curvas de fuerza: Una forma mejor de ver los problemas ocultos de las pilas
A curva de fuerza registra la fuerza frente a la distancia o el tiempo durante el asentamiento, la compresión, la entrada del pasador o el prensado de la pila.
Es útil porque los problemas de apilamiento a menudo se manifiestan como una resistencia anormal antes de aparecer como defectos visibles.
La supervisión de la fuerza puede detectar:
Interferencia de rebabas
Raspado de clavijas
Variante de laminación incorrecta
Residuos entre capas
Mal asiento
Exceso de compresión
Pila magra
Desajuste de orificios o ranuras
No se fije únicamente en la fuerza máxima.
La fuerza máxima es fácil de leer, pero puede ocultar la historia.
Una curva de fuerza-distancia muestra dónde empieza la resistencia, a qué velocidad aumenta, si la pila se asienta suavemente y si el comportamiento final del asentamiento coincide con el de pilas conocidas.
Dos pilas pueden alcanzar la misma altura.
Uno sentado naturalmente.
Uno fue forzado allí.
Son pilas diferentes.
Puertas QC: Detenga las pilas defectuosas antes de que le salgan caras
A Puerta QC es un punto de decisión en el que el sistema libera la pila para el siguiente paso o la detiene para su rechazo, reelaboración, cuarentena o revisión.
Las puertas de control de calidad deben sentarse antes de que aumenten los costes.
Eso significa antes:
Únase a
Soldadura
Vinculación
Remachando
Bobinado
Inserción del imán
Prensado del eje
Montaje de la carcasa
Prueba final
El peor lugar para descubrir un problema de apilamiento es después de que el motor ya ha acumulado un costoso trabajo posterior.
Puerta QC
Localización del proceso
Qué comprobar
Por qué es importante
Puerta 1: Verificación de la laminación entrante
Antes de la alimentación
Tipo de pieza, lote, dirección de la rebaba, daños visibles
Evita la entrada de material erróneo en la célula
Puerta 2: Verificación de la recogida
En la recogida de sábanas
Parte presente, hoja única, agarre estable
Evita que falten hojas o que se dupliquen
Puerta 3: Comprobación de la orientación previa a la pila
Antes de la colocación
Rotación, dirección de la cara, función de ranura/llave
Evita errores de orientación enterrados
Puerta 4: Supervisión en la pila
Durante la construcción
Recuento, tendencia de la altura, carga del perno, comportamiento del asiento
Atrapa el desvío antes de que se complete la pila
Puerta 5: Puerta de pre-unión
Antes de soldar/unir/remachar
Altura, planitud, alineación, firma de fuerza
Evita el bloqueo en geometrías defectuosas
Puerta 6: Puerta posterior a la unión
Tras incorporarse a
Altura final, calibre/OD, posición de la ranura, riesgo corto
Confirma que la unión no dañó la pila
Puerta 7: Puerta previa a la bajada
Antes del bobinado, inserción del imán, ajuste del eje
Distancias críticas y características de montaje
Protege el siguiente proceso de los defectos heredados
La inspección de final de línea sigue siendo importante.
Pero no debería ser la primera inspección seria.
Eso es aprendizaje tardío.
Comprobaciones de ingeniería frente a impacto empresarial
Un proyecto de automatización del apilamiento no se aprueba sólo porque el aparato sea inteligente.
Se aprueba porque la línea se vuelve más estable, la chatarra se adelanta y abarata, y los fallos se pueden rastrear.
Problemas de ingeniería
Control de automatización
Impacto empresarial
Recogida de doble hoja
Detección de doble hoja en la recogida
Evita el desecho y la repetición de trabajos
Desgaste lento del pasador
Evolución de la carga de las clavijas y sustitución programada
Reduce la deriva a nivel de lote
Crecimiento de las rebabas
Tendencia de la fuerza, visión, comprobación de ranuras
Protege el bobinado y el rendimiento de inserción del imán
Variación de la altura de la pila
Recuento + altura multipunto + datos de compresión
Reduce los problemas de ajuste del montaje
Variante de laminación incorrecta
Comprobación de la identidad visual y bloqueo del programa
Evita la producción de piezas mezcladas
Descubrimiento tardío de defectos
Puertas de control de calidad antes de las etapas de valor añadido
Reduce el coste de la mala calidad
Causa raíz poco clara
Trazabilidad de ID de pila
Acorta el tiempo de resolución de problemas
Decisiones que dependen del operador
Lógica definida de aprobado/no aprobado
Mejora la repetibilidad entre turnos
Un buen sistema de control de calidad no sólo rechaza las pilas defectuosas.
Explica por qué fueron rechazados.
Esa explicación es donde está el dinero.
Coste de la mala calidad en el apilado por laminación
Un mismo defecto tiene un coste diferente según el momento en que se detecte.
Una laminación errónea detectada en la recogida es un pequeño acontecimiento.
Una laminación errónea detectada tras la unión de la pila es desechada o retrabajada.
Una laminación errónea detectada tras el bobinado, la inserción del imán, el prensado del eje o la prueba final del motor es ahora un problema mucho mayor.
Defecto encontrado en
Nivel de coste típico
Por qué
Antes de la recogida
Más bajo
La hoja puede rechazarse antes de añadir valor
Durante el apilamiento
Bajo
La pila puede detenerse antes de unirse
Antes de incorporarse
Moderado
Se pierde algo de tiempo de construcción, pero se protegen los principales costes derivados.
Tras incorporarse a
Más alto
La pila puede requerir retrabajo o desecho
Después del bobinado o de la inserción del imán
Muy alta
Ya se invierten más componentes y tiempo de máquina
En la prueba final
Más alto
La causa raíz es más difícil de aislar y la contención es más amplia
Esta es la razón de ser de las puertas de control de calidad.
No es teoría. Sólo aritmética con mejor sincronización.
OEE: Cómo afecta la automatización del apilado a la disponibilidad, el rendimiento y la calidad
A menudo se habla de OEE a nivel de máquina, pero los defectos de apilado de laminados se extienden por toda la línea.
Una célula de apilamiento puede perjudicar la OEE de tres maneras:
Pérdida de disponibilidad
La línea se detiene debido a atascos, dobles recogidas, interferencias de agujas, fallos de transferencia o manipulación poco clara de los rechazos.
Pérdida de rendimiento
La línea funciona más lentamente porque el proceso necesita repetidos reintentos, comprobaciones manuales o una alimentación inestable.
Pérdida de calidad
La línea produce pilas que posteriormente no superan los controles dimensionales, los controles de unión, la inserción del bobinado, la inserción del imán o la prueba final.
Un mejor sistema de apilado mejora la OEE en:
Reducir las paradas molestas
Separación automática de pilas buenas y malas
Detectar tendencias antes de que se produzcan fallos graves
Prevención de paradas aguas abajo
Dar a mantenimiento señales claras de defecto
Reducción de los bucles de inspección manual
El objetivo no es la velocidad máxima a toda costa.
Una célula de apilamiento rápido que envía defectos aguas abajo no es rápida. Está pidiendo tiempo prestado a la siguiente estación.
El método de unión cambia el plan de control de calidad
Las pilas de laminación de motores pueden mantenerse unidas mediante distintos métodos de unión. Cada método modifica el riesgo de inspección.
Método de unión
Beneficio principal
Principal preocupación en materia de control de calidad
Puerta recomendada
Enclavamiento
Rápido, integrado con el diseño de laminación
Deformación local, tensión, separación de pilas, daños en las características
Comprobar la formación del enclavamiento y la planitud de la pila
Soldadura
Fuerte sujeción mecánica
Efectos del calor, cortocircuitos locales, distorsión, consistencia de la soldadura
Geometría previa a la soldadura + comprobación eléctrica/dimensional posterior a la soldadura
Vinculación
Buen contacto superficial y comportamiento controlado de la pila
Distribución del adhesivo, curado, presión, contaminación
Trazabilidad de presión/temperatura/curado
Remachado o fijación mecánica
Retención mecánica simple
Deformación local, variación de la pinza, alineación de los orificios
Fuerza de sujeción y geometría posterior al montaje
Sujeción externa
Flexible para algunos diseños de montaje
Desplazamiento de pila, pérdida de compresión, sensibilidad de manipulación
Verificación de compresión y transferencia
No existe un método universal óptimo.
Sólo existe el método que se ajusta al diseño del motor, el volumen, la tolerancia, el objetivo de rendimiento magnético y el modelo de costes.
Pero cada método necesita un plan de control de calidad que se ajuste a sus modos de fallo.
Soldadura frente a adhesión para pilas de laminación de motores
Se trata de una comparación habitual durante la planificación del proceso.
Tema
Soldadura
Vinculación
Comportamiento del ciclo
A menudo rápido una vez colocado
Puede requerir tiempo de curado o permanencia controlada
Retención mecánica
Fuerte unión local
Retención superficial distribuida
Entrada de calor
Presente
Normalmente a menor temperatura, dependiendo del proceso
Riesgo de cortocircuito eléctrico
Necesita atención cerca de las zonas unidas
Depende del adhesivo y del estado de la superficie
Riesgo de distorsión
Posible cerca de zonas de soldadura
Depende de la presión, la capa adhesiva y el curado
Datos de seguimiento
Energía de soldadura, posición, tiempo, fuerza, resultado visual
Cantidad de adhesivo, presión, temperatura, perfil de curado
Mejor enfoque de control de calidad
Alineación previa a la soldadura y comprobaciones de geometría/corte posteriores a la soldadura
Limpieza de la superficie, presión, curado, altura final
La decisión no debe tomarse únicamente por la fuerza de la unión.
Debe incluir el rendimiento posterior, la carga de inspección, la huella del equipo, la estrategia de reparación y las necesidades de trazabilidad.
Un método de unión fácil de instalar pero difícil de verificar puede salir caro más adelante.
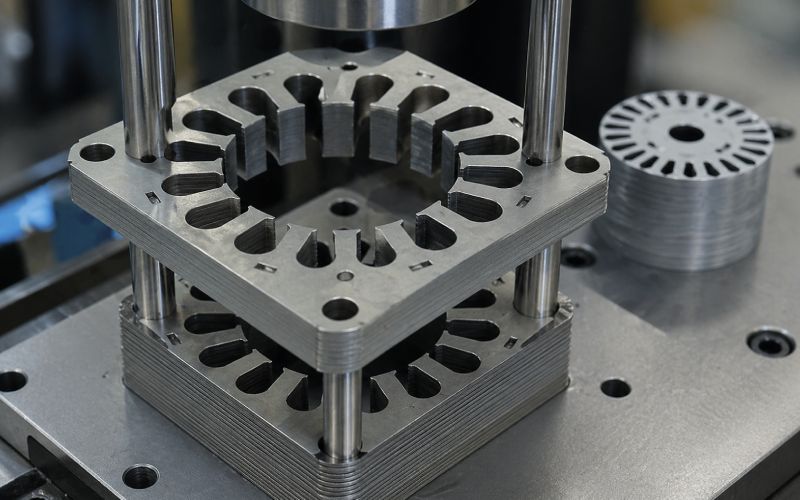
Automatización de la pila del estátor: Qué inspeccionar
Para las pilas de laminado del estator, el proceso debe proteger la trayectoria del bobinado.
Las comprobaciones importantes incluyen:
Apertura de ranuras
Profundidad de la ranura
Alineación dental
Diámetro interior
Altura de la pila
Fresas de ranura
Daños en el revestimiento cerca de las ranuras
Orientación de la laminación
Redondez final
Cuadratura de la pila
Si el devanado del estator es en horquilla, la geometría de la ranura es aún más sensible. El proceso de inserción no perdona las ranuras estrechas, las rebabas ni la desviación angular.
Una pila de estátores puede parecer aceptable desde el exterior mientras que una familia de ranuras tiende a salirse de su posición.
Así que inspecciona la geometría que el siguiente proceso utiliza realmente.
No sólo la geometría que es fácil de medir.
Automatización de la pila de rotores: Qué inspeccionar
En el caso de las pilas de laminación de rotores, las características de mayor riesgo suelen ser diferentes.
Las comprobaciones importantes incluyen:
Diámetro interior
Cilindricidad del orificio
Diámetro exterior
Posición de la cavidad del imán
Fresas de bolsillo magnéticas
Precisión de inclinación
Indexación angular
Funciones sensibles al equilibrio
Altura de la pila
Coherencia de la unión
Las pilas de rotores pueden crear costosos problemas posteriores si el diámetro interior, las cavidades de los imanes o las características de inclinación se desvían.
Un pequeño problema angular en la pila puede convertirse en un problema de inserción del imán. Un error de perforación puede convertirse en un problema de montaje del eje. Un problema de desequilibrio de la pila puede no ser obvio hasta mucho más tarde.
De nuevo, la detección tardía es la versión cara.
Las pilas de laminación segmentadas necesitan controles adicionales
Las pilas segmentadas de estator o rotor añaden otra capa de complejidad.
Ahora el sistema debe controlar no sólo el apilamiento hoja a hoja, sino también las relaciones entre segmentos.
Compruébalo:
Identidad de segmento
Paso de segmento
Brecha conjunta
Reloj
Asientos por segmentos
Error de circularidad acumulado
Redondez final OD/ID
Desajuste entre segmentos
Manipulación de daños en los bordes de los segmentos
Los diseños segmentados pueden mejorar el uso del material o la flexibilidad del montaje, pero la automatización del apilamiento debe gestionar cuidadosamente el error acumulado.
Un segmento ligeramente desviado puede pasar.
Varios segmentos ligeramente desviados pueden crear un problema de redondez o de posición de la ranura.
Así es como funciona la acumulación. En silencio.
Visión artificial en el apilado de laminación
La visión artificial es útil cuando se trata como un sistema de medición controlado, no como una cámara atornillada cerca de una cinta transportadora.
La visión puede inspeccionar:
Variante de la parte
Rotación
Dirección de la cara
Perfil de las ranuras
Posición de la cerradura
Presencia de agujeros
Zonas de riesgo de rebabas
Daños en el contorno
Piezas mixtas
Colocación del laminado
Las partes difíciles son la iluminación y la repetibilidad.
El acero eléctrico puede reflejar la luz de forma que confunda la detección de bordes. La película de aceite cambia el aspecto de la superficie. Las rebabas pueden aparecer sólo bajo determinados ángulos de luz. La variación del revestimiento puede modificar el contraste.
Una buena configuración de la visión necesita:
Iluminación estable
Presentación de la parte fija
Distancia de trabajo conocida
Comprobaciones de calibración
Umbrales claros de aprobado/no aprobado
Reglas para resultados inciertos
Validación periódica con piezas de producción reales
No entrene ni valide únicamente sobre laminaciones limpias y perfectas.
Las piezas de producción son menos educadas.
Detección de doble hoja: Atrápelo antes de que la pila empiece a mentir
La recogida de doble hoja es una de las comprobaciones iniciales más importantes.
Dos láminas finas pueden comportarse como una sola durante la recogida. La película de aceite, la estática, la atracción magnética, una mala separación o el comportamiento en vacío pueden hacer que esto sea más probable.
Un evento de doble hoja puede causar:
Recuento de laminación incorrecto
Error de altura de pila
Compresión deficiente
Defectos de unión
Desplazamiento de la geometría de la ranura o del orificio
Desechos tras la transformación
La detección de doble hoja debe colocarse lo más cerca posible de la recogida o transferencia.
Si está demasiado arriba, puede confirmar algo erróneo. Una alimentación limpia no garantiza una recogida limpia.
Separación de hojas y alimentación: Donde empiezan muchos problemas
Una célula de apilamiento no puede inspeccionar su salida de la alimentación inestable para siempre.
Una buena alimentación debe controlar:
Presentación de hojas
Fiabilidad de la separación
Repetibilidad del pick-up
Efectos del petróleo
Efectos estáticos
Atracción magnética
Daños en los bordes
Orientación
Parte variante mezcla
Si el alimentador es inestable, el resto de la automatización se vuelve reactiva.
La línea empieza a utilizar sensores para detectar problemas que deberían haberse evitado mecánicamente.
Puede funcionar durante un tiempo. Pero suele requerir mucho mantenimiento.
Medición de la altura: Un punto a menudo no es suficiente
Los controles de altura de un solo punto son habituales porque son sencillos.
También son limitados.
Una pila puede tener la altura correcta en un punto y aun así estar inclinada. Puede tener restos locales. Puede tener un lado levantado por acumulación de rebabas. Puede estar comprimida de forma desigual.
La medición multipunto de la altura proporciona mejor información:
Altura total de la pila
Inclinación
Ascensor local
Coherencia de los asientos
Planitud antes de la unión
Recuperación de la compresión tras la liberación
Para conjuntos de estator o rotor apretados, la altura multipunto no es excesiva.
Es una forma de evitar fingir que una pila es plana porque lo dice un sensor.
Trazabilidad MES: De los datos de pila a los datos de fábrica
La automatización moderna del apilado de laminados no sólo debe tomar una decisión de pasa/no pasa.
Debe producir datos de producción utilizables.
Cada pila debe tener un ID de pila. Ese ID debe conectar el núcleo físico con los datos creados durante la producción.
Entre los datos útiles figuran:
Lote de laminación
Lote de material
Herramienta ID
Lote de estampación o referencia de bobina
Programa parcial
Número de hojas
Medidas de altura
Resultados de planitud multipunto
Compensaciones por visión
Resumen de la curva de fuerza
Tendencia de carga de las clavijas
Receta de unión
Resultado de la unión
Motivo del rechazo
Intervención del operador
Estado de mantenimiento
Marca de tiempo
Resultado de la estación aguas abajo
Estos datos pueden enviarse a MES, SCADA, bases de datos de calidad o sistemas locales de trazabilidad.
El objetivo no es almacenarlo todo para siempre.
El objetivo es almacenar lo suficiente para responder a esta pregunta:
Cuando más tarde aparece un núcleo defectuoso, ¿qué es lo que ya se veía durante el apilamiento?
OPC-UA, procesamiento Edge y flujo de datos
Una célula de apilado de laminados puede generar más datos de los que una planta desea almacenar como archivos sin procesar.
Las curvas de fuerza, las imágenes de las cámaras, los mapas de altura y los registros de los sensores pueden llegar a ser pesados.
Así que la arquitectura de control debe separarse:
Control de máquinas en tiempo real
Decisiones locales de aprobado/no aprobado
Reducción de datos a nivel de bordes
Datos resumidos a nivel de MES
Registros de calidad a largo plazo
Una estructura práctica tiene este aspecto:
Nivel de datos
Ejemplo de datos
Mejor uso
Datos del PLC en tiempo real
Estado del sensor, estado del actuador, enclavamientos
Control de máquinas
Datos de procesamiento de bordes
Resultado de la visión, características de la curva de fuerza, tendencia de la altura
Decisiones rápidas de control de calidad
Datos MES
ID de pila, pasa/no pasa, receta, motivo de rechazo
Seguimiento de la producción
Base de datos de calidad
Tendencias, comparación de lotes, análisis del desgaste de las herramientas
Análisis de las causas
Datos brutos archivados
Imágenes, curvas de fuerza completas, registros detallados
Investigación en profundidad cuando sea necesario
No todas las imágenes tienen que ir a MES.
No todas las curvas de fuerza deben almacenarse para siempre.
Pero cada pila rechazada debe tener un código de razones que la gente pueda entender.
“Fracasar” no es suficiente.
Rechazar Lógica: El desacuerdo sobre los sensores no debe pasar
En una célula de apilamiento, los diferentes sensores a veces no coinciden.
Una cámara dice que la laminación es correcta.
La curva de fuerza dice que el asiento era anormal.
El sensor de altura dice que la pila está al límite.
La máquina hace una pregunta.
No responda con una aprobación automática.
Una lógica de rechazo sólida debe incluir:
Límites de fallo duros
Límites de alerta
Límites basados en tendencias
Reglas de desacuerdo de los sensores
Límites de reintentos
Normas de cuarentena
Control de anulación del operador
Motivos automáticos
Ejemplo:
Combinación de señales
Acción recomendada
Pase de visión + fuerza normal + pase de altura
Pila de liberación
Pase de visión + fuerza anormal + pase de altura
Cuarentena o control secundario
Fallo de visión + fuerza normal
Rechazar o volver a inspeccionar antes de apilar
Recuento aprobado + altura suspenso
Deténgase e investigue el grosor, los restos, los asientos
Recuento suspenso + altura aprobado
Rechazar; la compresión puede estar ocultando un error de recuento
Aumento de la carga en varias pilas
Aviso de mantenimiento antes de un fallo grave
Repetición de eventos de doble hoja
Detener el alimentador y requerir un procedimiento de recuperación
El desacuerdo de los sensores no es una molestia.
A menudo es el primer signo útil.
Capacidad de proceso: No copie las tolerancias a ciegas
Es tentador escribir una tolerancia universal.
No lo hagas.
Las tolerancias de la pila de laminación del motor dependen de:
Tipo de motor
Espesor de laminación
Altura de la pila
Calidad del material
Revestimiento
Proceso de estampación
Método de unión
Diseño de ranuras
Velocidad del rotor
Método de inserción del imán
Método de bobinado
Ajuste del eje o de la carcasa
Objetivo de rendimiento final del motor
Una tolerancia que es fácil para una línea puede ser imposible para otra.
Una tolerancia aceptable para un motor puede perjudicar el rendimiento de otro.
En lugar de copiar números, defina la tolerancia a partir de cuatro entradas:
Requisitos del producto ¿Qué necesita el diseño del motor?
Espacio libre de montaje aguas abajo ¿Qué tolerará el bobinado, la inserción del imán, el prensado del eje o el ajuste de la carcasa?
Capacidad de proceso ¿Qué puede aguantar realmente la línea de apilamiento a lo largo del tiempo?
Coste del fracaso ¿Qué pasa si se escapa la pila?
Esto es más lento que copiar un número.
También es menos tonto.
Límites de control, límites de rechazo y límites de fallo de la máquina
No todas las variaciones deben detener la línea.
Un buen proceso separa tres niveles.
Tipo de límite
Significado
Acción
Límite de control
El proceso va a la deriva, pero la pieza puede seguir siendo utilizable
Alerta, revisión de tendencias, planificación del mantenimiento
Límite de rechazo
La pila no cumple los criterios de liberación
Rechazar o poner en cuarentena la pila
Límite de fallo de la máquina
La célula puede seguir produciendo defectos
Detener la máquina y exigir la recuperación
Esto ayuda a evitar dos malos resultados:
Dejar pasar los defectos reales
Parar la línea por cada fluctuación inofensiva
Los operarios aprenden rápidamente si un sistema de control de calidad es útil o teatral.
Si el sistema crea demasiadas alarmas débiles, la gente lo sortea.
Así que el diseño de la alarma importa.
Diseño de la célula de apilamiento en torno a pasos irreversibles
Algunos pasos del proceso pueden reintentarse.
Algunos no pueden.
La unión suele ser el punto en el que una mala geometría se convierte en permanente o costosa de deshacer.
Esto convierte a la puerta QC previa a la unión en una de las puertas más importantes de la célula.
Antes de unirse, verifíquelo:
Recuento correcto de hojas
Altura de la pila
Planitud multipunto
Alineación angular
Posición de ranura o bolsillo
Referencia de diámetro interior o exterior
Firma de la fuerza de asiento
Ningún desacuerdo no resuelto sobre los sensores
Receta de la pieza correcta
ID de pila correcto
Si la pila falla aquí, no la envíe hacia adelante porque la producción está atrasada.
Así es como un pequeño retraso se convierte en un gran problema de contención.
Arquitectura de automatización recomendada
Una línea práctica de apilado de laminados puede seguir esta estructura:
Entrada de material
Verificar la coincidencia de lote, tipo de pieza y programa.
Separación de hojas
Controle la recogida y evite la transferencia de hojas dobles.
Inspección previa al apilamiento
Compruebe la identidad, la rotación, la dirección de la cara y las características clave.
Colocación guiada
Utilizar pasadores, nido, mandril o superficies de referencia controladas.
Control durante el proceso
Rastrea el recuento, la tendencia de la altura, el comportamiento de la fuerza y la carga del pasador.
Compresión o asiento
Confirmar la respuesta normal fuerza-distancia.
Puerta de control de calidad previa a la unión
Decide si la pila es lo suficientemente buena como para unirte a ella.
Únase a
Aplicar soldadura, pegado, enclavamiento, remachado o sujeción.
Inspección posterior a la unión
Verificar la geometría y los puntos de riesgo funcionales.
Publicación de datos
Enviar ID de pila, resultados y códigos de motivo a los sistemas de fábrica.
Clasificación física
Separe las pilas buenas, las de rechazo y las de cuarentena.
La clasificación por software sin clasificación física no es suficiente.
Una mala pila sentada al lado de buenas pilas sigue siendo un riesgo.
Estrategia de mantenimiento de las clavijas apilables y las fijaciones
El desgaste de los pasadores debe gestionarse por condiciones, no sólo por tiempo.
Un buen plan de mantenimiento rastrea:
Tendencia de carga de las clavijas
Diámetro del pasador medido
Rectitud de los pasadores
Desgaste superficial
Desgaste del revestimiento
Daños en el chaflán
Patrón de chatarra
Visión compensada tendencia
Cambios en la curva de fuerza
Frecuencia del motivo de rechazo
Un perno no puede fallar de repente.
Puede empeorar lentamente.
Por eso son importantes los datos de tendencias. Captan el modo de fallo aburrido.
Y los modos de fallo aburridos son los que hacen malos lotes.
Las decisiones humanas siguen siendo importantes
La automatización no elimina el juicio.
Adelanta el juicio.
Alguien todavía tiene que decidir:
¿Qué defectos son críticos?
¿Qué características definen el punto de referencia?
¿Qué es la regla de rechazo?
¿Qué datos deben almacenarse?
¿Qué pueden anular los operadores?
¿Qué requiere aprobación técnica?
¿Cuándo una advertencia se convierte en una parada?
¿Qué ocurre tras varios rechazos?
La máquina no debe tomar decisiones poco claras en silencio.
Debe tomar decisiones definidas lo suficientemente alto como para que las personas adecuadas puedan actuar.
No emocionalmente. Sólo claramente.
Errores comunes en la automatización del apilado de laminación con motor
1. Utilizar la altura de la pila como único control de calidad
La altura es útil. No es una decisión de calidad total.
Utiliza conjuntamente el recuento, la altura, la fuerza, la orientación y la geometría clave.
2. Ignorar el desgaste de los pasadores
Los alfileres no son una verdad permanente.
Se desgastan, se doblan, se raspan, acumulan residuos y pierden precisión.
3. Inspeccionar demasiado tarde
Si la primera inspección significativa se produce después de la adhesión, el proceso ya ha perdido el control de los costes.
4. Tratar la visión como una solución completa
La visión es fuerte para la identidad, la orientación y la geometría expuesta.
No puede demostrar la calidad de los asientos interiores una vez enterrada la laminación.
5. Permitir a los operadores anular sin códigos de motivo
Puede ser necesario anularla.
Las anulaciones no registradas no lo son.
6. Almacenamiento de datos que nadie utiliza
Los grandes archivos de datos en bruto parecen impresionantes.
Los códigos de motivo útiles, las tendencias y la trazabilidad a nivel de pila resuelven los problemas más rápidamente.
7. Copia de tolerancias de otra línea
Una tolerancia sin el contexto del proceso no es más que un número.
Utilizar la necesidad del producto, la autorización posterior y la capacidad del proceso.
8. No separar físicamente las pilas rechazadas
El rechazo digital no es contención.
Las malas pilas necesitan un flujo físico controlado.
Cómo es un buen sistema de apilado por laminación
Un proceso de apilamiento maduro no es dramático.
Atrapa sábanas dobles pronto.
Rechaza las variantes erróneas antes de apilarlas.
Considera que llevar alfileres es una tendencia.
Detecta el crecimiento de rebabas antes de que se produzcan fallos en el bobinado.
Detiene las pilas sospechosas antes de unirse.
Envía códigos de motivo útiles al sistema de fábrica.
Proporciona a los ingenieros de calidad datos suficientes para resolver problemas sin entrevistar a la mitad del turno.
No depende de la suerte, la memoria o de que alguien esté cerca de la máquina en el momento adecuado.
Esa es la cuestión.
La pila no debería tener que fallar estrepitosamente antes de que el proceso escuche.
Lista de comprobación del comprador para la automatización del apilado de laminación
Utilice esta lista de comprobación cuando planifique, especifique o revise un proyecto de automatización de apilamiento.
Pregunta
Por qué es importante
¿Cómo detecta el sistema la recogida de doble hoja?
Evita errores de recuento y altura
¿Cómo verifica la orientación de la laminación?
Evita los defectos enterrados de las capas erróneas
¿Se controla el desgaste o la carga de los pasadores de apilamiento?
Evita la desviación lenta de la alineación
¿La altura de la pila se mide en un punto o en varios?
Detecta la inclinación y la elevación local
¿Se utilizan los datos fuerza-distancia durante la sedestación?
Localiza rebabas ocultas y problemas de asiento
¿Existe un control de calidad antes de incorporarse?
Detenga los defectos antes de que resulten caros
¿Se registran automáticamente los motivos de rechazo?
Apoya el análisis de las causas profundas
¿Pueden conectarse los datos de la pila a sistemas MES o de trazabilidad?
Vincula las piezas físicas al historial del proceso
¿Qué ocurre cuando los sensores no están de acuerdo?
Evita la lógica del paso en falso
¿Las pilas rechazadas están separadas físicamente?
Apoya la contención real
¿El sistema está diseñado para piezas de producción realmente aceitosas?
Evita sorpresas en la validación
¿Puede el sistema manejar variantes de piezas con seguridad?
Reduce el riesgo de producción mixta
Un buen proveedor o equipo interno de ingenieros debería ser capaz de responder a estas preguntas sin largas pausas.
Algunas pausas están bien.
Las pausas largas son datos.
FAQ: Motor Laminación Apilado Automatización
¿Cómo se evita la recogida de hojas dobles en el apilado de laminación motorizada?
Utilice una separación controlada de las hojas, herramientas de recogida estables y un detector de hojas dobles cerca del punto de recogida o transferencia. La comprobación debe realizarse antes de que la lámina entre en la pila. Si una hoja doble llega a la unión, el coste del defecto aumenta rápidamente.
¿Cuál es la causa de la variación de la altura de la pila de láminas del estator?
Entre las causas más comunes se encuentran la variación del grosor de laminación, el crecimiento de rebabas, la falta de hojas, las hojas dobles, los restos entre capas, la variación del revestimiento, la compresión desigual y el mal asentamiento. La altura de la pila debe comprobarse junto con el número de hojas y el comportamiento de la fuerza.
¿La altura de la pila debe medirse en un punto o en varios?
Para pilas básicas, un punto puede ser suficiente para una confirmación aproximada. Para núcleos de motor más apretados, la medición de altura en varios puntos es mejor porque puede detectar la inclinación, la elevación local, la ondulación y la compresión desigual antes de la unión.
¿Cómo puede el desgaste de los pasadores crear una desalineación de la pila de laminación del motor?
Los pasadores desgastados pierden precisión en el punto de referencia. La pila puede seguir cargando y girando con normalidad, pero la posición angular o la ubicación radial pueden variar con el tiempo. El desgaste de los pasadores debe controlarse mediante inspecciones, tendencias de carga de los pasadores, firmas de fuerza y datos de rechazo.
¿Qué sensores se necesitan para el apilado automático de laminados?
Entre los sensores más comunes se encuentran los sensores de presencia de piezas, los detectores de doble hoja, los sistemas de visión, los sensores láser de desplazamiento, los sensores de fuerza, los monitores de carga de pasadores, las comprobaciones de cortocircuitos eléctricos y los calibres dimensionales. La combinación adecuada depende del diseño del núcleo del motor y del riesgo de montaje posterior.
¿Cómo ayudan las curvas de fuerza a detectar rebabas en las pilas de laminado?
Las rebabas pueden aumentar la resistencia durante la colocación, el asentamiento o la compresión. Una curva fuerza-distancia puede mostrar un contacto anormal, raspado, resistencia repentina o compresión excesiva antes de que el defecto sea obvio visualmente.
¿Cuál es la diferencia entre la verificación del recuento de hojas y el control de la altura de las pilas?
La verificación del recuento de hojas confirma cuántas láminas han entrado en la pila. El control de la altura de la pila confirma la altura física de la pila. Ambos son necesarios porque la compresión, la variación del grosor o los eventos de doble hoja pueden hacer que una comprobación sea engañosa por sí sola.
¿Cómo se inspecciona la alineación de las ranuras antes del bobinado?
Utilice la inspección visual, el calibrado dimensional o la medición específica de ranuras antes del proceso de bobinado. Estudie la abertura de la ranura, la profundidad de la ranura, las rebabas, la alineación de los dientes y la posición angular. La inspección debe coincidir con el método de bobinado y la holgura de inserción.
¿Por qué deben separarse físicamente las pilas de laminación rechazadas?
Porque el rechazo de software por sí solo no evita las confusiones. Las pilas rechazadas y en cuarentena deben trasladarse a lugares controlados para que no puedan entrar accidentalmente en los procesos de unión, bobinado, inserción de imanes o montaje final.
¿Cómo mejora la OEE la automatización del apilado de laminados?
Mejora la OEE reduciendo las paradas imprevistas, evitando los fallos posteriores, reduciendo las repeticiones, mejorando el rendimiento de la primera pasada y proporcionando a los equipos de mantenimiento señales más claras de los defectos. Las mayores ganancias de OEE suelen proceder de la detención de defectos antes de que salgan de la célula de apilado.
Conclusión
La automatización del apilamiento de laminado motorizado no es sólo cuestión de velocidad.
La velocidad importa, sí. Pero la velocidad sin un control temprano de los defectos sólo acelera las malas pilas.
El objetivo más fuerte es éste:
Construya cada pila con alineación controlada, recuento verificado, altura medida, comportamiento de asiento conocido, puertas de control de calidad claras y datos trazables antes de que el siguiente proceso añada costes.
Así es como la automatización del apilamiento protege el rendimiento, la OEE y el montaje posterior.
Y empieza con preguntas sencillas formuladas en el momento oportuno:
¿Se eligió la hoja correcta? ¿Era sólo una hoja? ¿Se ha colocado correctamente? ¿Se asentó normalmente? ¿La pila sigue sana antes de unirse? ¿Pueden demostrarlo los datos?
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.