Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Limpieza de Laminados Estampados: Eliminar el aceite sin dañar los revestimientos
Referencia rápida: Clase de revestimiento frente a método de limpieza recomendado
Antes de nada, si tienes prisa, aquí tienes el mapa de decisiones básicas:
Clase de revestimiento
Composición
¿Seguro para el recocido?
Método de limpieza recomendado
Qué evitar
C-0
Óxido de molino natural
Sí
Desengrase alcalino suave o al vapor
Abrasivos fuertes
C-1
Azul vapor / óxido de calor
Limitado
Acuosos ligeramente alcalinos (pH < 10)
Remojo caliente prolongado
C-2
Película de vidrio de silicato de magnesio
Sí
La mayoría de los disolventes y alcalinos suaves
Abrasión
C-3
Esmalte / barniz orgánico
No
Desengrase por vapor; disolvente suave
Alcalino de alto pH, remojo en caliente
C-4
Fosfato inorgánico
Sí
Acuosos alcalinos (pH < 12, < 70°C)
Inmersión prolongada con alto pH
C-5
Inorgánico + relleno cerámico
Sí (hasta ~815°C)
Desengrase alcalino acuoso o al vapor
Abrasión agresiva
C-6
Rellenos orgánicos e inorgánicos
Algunos grados
Desengrase por vapor; alcalino suave (pH < 10)
Alcalino de alto pH
La regla no negociable: identifique primero su clase de revestimiento. Todo lo demás -método, temperatura, pH, tiempo de contacto- se deriva de ese único dato. Si no dispone de esa información, pídasela a su proveedor de acero antes de diseñar un proceso de limpieza.
Índice
Por qué el aceite en los laminados estampados no es un problema
Las matrices de estampación requieren lubricación. Eso no es negociable: sin ella, el desgaste de la matriz se acelera, se produce gripado y la precisión dimensional se degrada a lo largo de una tirada de producción. El lubricante que se aplica suele ser un aceite mineral ligero o un fluido específico para estampación, que se introduce en la banda antes de introducirla en la prensa o se pulveriza directamente en la cara de la matriz.
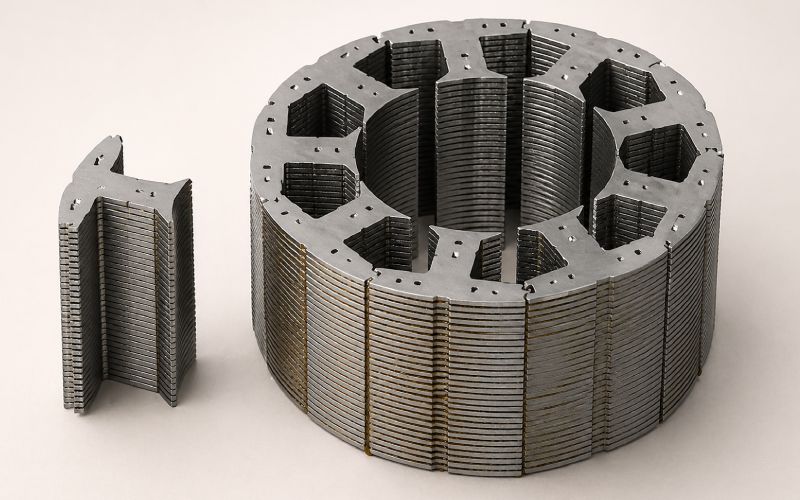
Tras el estampado, ese aceite no se queda simplemente en las superficies expuestas. Penetra en los huecos de la interfaz entre laminaciones apiladas por acción capilar. En una pila prensada, esos huecos -a veces de sólo unas decenas de micras de ancho- actúan como depósitos. Los métodos habituales de limpieza de superficies no llegan a ellos.
Los modos de fallo que siguen son distintos y merece la pena nombrarlos individualmente, porque cada uno tiene una cronología diferente:
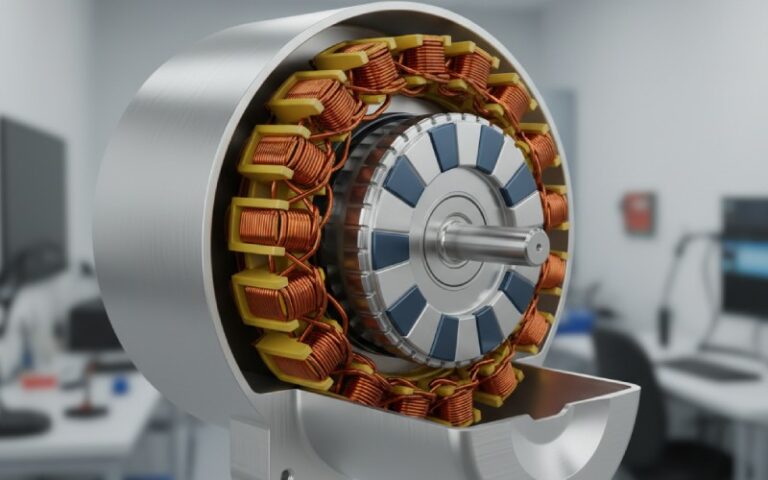
Fallo de adherencia en el postprocesado. El revestimiento EP, la inmersión en epoxi y la impregnación de barniz requieren un metal limpio. La contaminación por aceite provoca ojos de pez, pérdida de adherencia y cobertura desigual. El aceite residual en los huecos de laminación puede pasar al baño de recubrimiento electrolítico durante el proceso y contaminarlo.
Residuos de carbono del recocido. El recocido de alivio de tensiones en acero al silicio suele oscilar entre 700°C y 850°C. A esas temperaturas, el aceite presente en los huecos interlaminares se carboniza. El carbono penetra en la superficie del acero, altera la estructura del grano, reduce la permeabilidad magnética y aumenta la coercitividad. El resultado es un núcleo mucho peor.
Puente de aislamiento interlaminar. El aceite residual combinado con las virutas metálicas del estampado pueden crear vías de conductividad parcial entre las capas de laminado, cortocircuitando el aislamiento que el revestimiento debe proporcionar. Esto aumenta las pérdidas por corrientes parásitas y produce un calentamiento localizado en servicio.
Corrosión durante el almacenamiento y el transporte. Los aceites de corte no son inhibidores fiables de la corrosión a largo plazo. Una vez que se oxidan o se lavan parcialmente, el acero al silicio desnudo se corroe. El óxido entre las láminas aumenta las separaciones interlaminares, incrementa las pérdidas en el núcleo y contribuye al ruido audible en servicio.
La contaminación a la que realmente se enfrenta
Conocer el tipo de aceite de sus laminados determina la selección del método tanto como conocer la clase de revestimiento. Estos se comportan de forma diferente durante la limpieza, y algunos métodos que funcionan con un tipo fallan con otro.
Líquidos de corte a base de aceite mineral son insaponificables: no reaccionan con el álcali para formar jabón. En sistemas acuosos, su eliminación depende totalmente de la emulsificación. El desengrase por vapor los elimina fácilmente porque la mayoría de los aceites minerales se disuelven en disolventes fluorados o de alcohol modificado.
Fluidos de estampación de extrema presión (EP) sulfurados o clorados se utilizan en aceros más duros y matrices con tolerancias más estrictas. Son más difíciles de eliminar y pueden dejar residuos resistentes al lavado con disolvente. Los sistemas alcalinos con paquetes emulsionantes combinados funcionan mejor en estos casos que el disolvente solo.
Aceites antioxidantes que se aplican después del estampado para proteger el tránsito suelen ser de película fina y baja viscosidad. Suelen ser más fáciles de eliminar que los fluidos de estampación, pero como están diseñados para adherirse a superficies metálicas, algunas formulaciones son más tenaces de lo que sugiere el grosor de su película.
Si sus laminados se estamparon en una instalación, se enviaron con un producto antioxidante aplicado y se limpiaron en otra instalación antes del procesamiento posterior, es posible que haya dos tipos de aceite diferentes presentes simultáneamente. Pruebe su proceso de limpieza con la combinación real, no con aceites individuales aislados.
El revestimiento que intenta proteger
El sistema de clasificación ASTM A976 define los revestimientos aislantes interlaminares de C-0 a C-6. Todos toleran los mismos productos químicos de limpieza y las distinciones son importantes. No todos toleran la misma química de limpieza, y las distinciones importan.
Los revestimientos C-3 son orgánicos. El aglutinante es una resina, un esmalte o barniz. Las soluciones alcalinas fuertes a temperaturas elevadas atacan ese aglutinante del mismo modo que atacan cualquier polímero orgánico. No se trata de una degradación marginal, sino de un fallo sistemático de la capa aislante. Un laminado con revestimiento de C-3 procesado mediante un lavado con pulverizador caliente de alto pH saldrá con una resistencia interlaminar considerablemente menor que con la que entró.
Los revestimientos C-4 y C-5 son inorgánicos, basados en la química de los fosfatos. Toleran condiciones alcalinas moderadas mucho mejor que los C-3. No son indestructibles (la exposición prolongada a un pH alto a una temperatura elevada también los degrada), pero el intervalo de trabajo es sustancialmente más amplio.
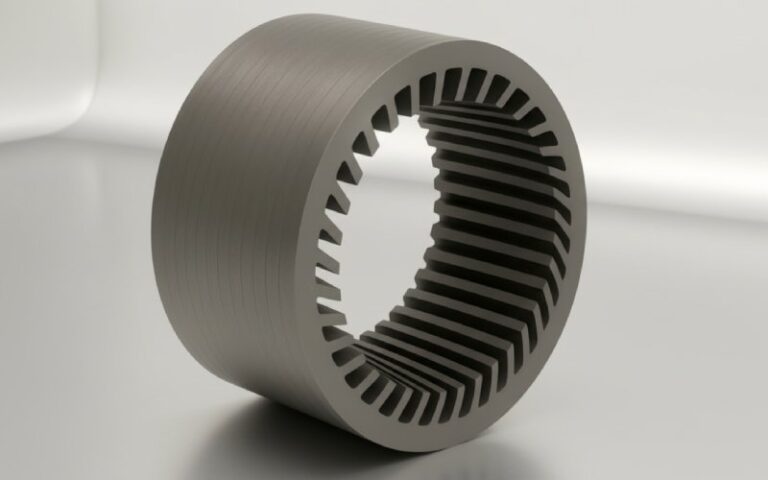
Película de vidrio C-2 (silicato de magnesio, utilizado principalmente en acero de grano orientado para núcleos bobinados) es esencialmente inerte a la química acuosa. Su problema en la producción es mecánico: es abrasivo y quebradizo, no químicamente sensible.
C-0 y C-1 tienen una base de óxido, son finas y, en general, toleran una limpieza acuosa suave. La ventana de exposición es más importante que el tipo de producto químico.
El problema mecánico central: aceite entre las placas
Limpiar las superficies exteriores de una pila de laminados es sencillo. Lo difícil es el aceite atrapado en los huecos interlaminares, tanto si ha entrado tras el apilamiento como si estaba presente en las láminas individuales antes del montaje.
La limpieza acuosa depende de la penetración del tensioactivo y de la acción hidráulica. En los espacios interlaminares estrechos -de 0,3 mm a 0,5 mm es habitual en los espesores estándar de laminado de motores- los fluidos acuosos se resisten a penetrar completamente. Y lo que es más grave, después del ciclo de lavado, el agua que ha penetrado en esos huecos no se drena ni se seca rápidamente. La humedad atrapada en los bordes desnudos de acero al silicio crea un riesgo de corrosión que sustituye el problema del aceite por un problema de óxido.
En este caso, los métodos basados en disolventes tienen ventaja porque los disolventes de limpieza modernos suelen tener una tensión superficial inferior a la del agua. Penetran más eficazmente en los huecos finos y, si se eligen correctamente, se evaporan sin dejar residuos ni favorecer la oxidación.
Esta es la razón por la que el desengrase por vapor ha sido el método industrial preferido para las pilas de laminación totalmente ensambladas en las que el aceite interlaminar es la principal contaminación.
Métodos de limpieza: Evaluación técnica
Desengrase por vapor
El desengrase por vapor utiliza vapor de disolvente que se condensa en una pieza de trabajo más fría para enjuagar continuamente la pieza con disolvente fresco no contaminado. Como el vapor que se condensa está siempre limpio, no vuelve a depositar contaminación. El proceso se autolimita una vez que la pieza se equilibra a la temperatura del vapor.
En las pilas de laminación, la ventaja decisiva es la penetración. El vapor de disolvente se condensa en los huecos interlaminares y arrastra el aceite hacia el exterior por disolución y drenaje por gravedad. La rotación mecánica durante el ciclo mejora la cobertura de forma uniforme.
Los modernos sistemas de desengrase por vapor de circuito cerrado utilizan alcohol modificado, hidrofluoroéter (HFE) o formulaciones similares, y no los disolventes clorados tradicionales. Son compatibles con todas las clases de revestimiento ASTM A976. No atacan a las resinas orgánicas a temperaturas de funcionamiento y no dejan residuos acuosos.
El más adecuado para: Pilas preensambladas con aceite interlaminar; limpieza previa a la capa EP o al barniz; aplicaciones en las que se requiere cero residuos de humedad.
Restricción práctica: El coste del equipo es superior al del lavado por pulverización. El rendimiento está orientado a lotes. Se aplica la normativa sobre el uso de disolventes.
Limpieza alcalina acuosa
La limpieza alcalina elimina los aceites mediante dos mecanismos: la saponificación (que convierte los aceites basados en ésteres en jabones solubles en agua) y la emulsificación (que dispersa los aceites no saponificables en la fase acuosa). Es compatible con la producción en línea y rentable a gran escala.
El riesgo de los laminados recubiertos es la agresividad química. Como marco de trabajo:
pH inferior a 10, temperatura inferior a 50°C: Generalmente seguro para revestimientos C-3 y C-6 con tiempos de contacto cortos. Se reduce la eficacia de limpieza.
pH 10-12, temperatura 50-70°C: Aceptable para C-4 y C-5. El tiempo de contacto para C-3 en este rango debe mantenerse por debajo de dos minutos.
pH superior a 12, o remojo prolongado en caliente: Daña los revestimientos C-3. No recomendado para laminados con revestimiento orgánico independientemente de la temperatura.
El paso de secado es donde muchas operaciones fallan incluso cuando la química de lavado es correcta. Las pilas de laminado húmedas y calientes que se dejan en una cola después del lavado corroerán los bordes de acero expuestos. El secado en línea con aire forzado o en horno a baja temperatura debe seguir inmediatamente a la fase de aclarado; no es un proceso separado, sino parte del ciclo de limpieza.
El más adecuado para: Laminaciones individuales antes del apilado; material revestido C-4 y C-5; operaciones de limpieza y estampado en línea de gran volumen.
Restricción práctica: Penetración deficiente en los huecos interlaminares de las pilas montadas. El secado debe ser inmediato y controlado.
Limpieza por ultrasonidos
La limpieza por ultrasonidos impulsa la cavitación -la formación e implosión de burbujas microscópicas bajo energía acústica de alta frecuencia- para desalojar la contaminación de las superficies y, hasta cierto punto, de los huecos estrechos. La energía de la cavitación se propaga en la pila y proporciona una asistencia mecánica de la que carece la inmersión pasiva.
La selección de la frecuencia y la potencia es muy importante para las laminaciones recubiertas:
Baja frecuencia (20-40 kHz): Produce una cavitación agresiva de burbujas grandes. Es eficaz con la contaminación intensa, pero puede dañar mecánicamente los revestimientos orgánicos finos en ciclos prolongados.
Alta frecuencia (80-120 kHz): Produce una cavitación más fina y suave. Más seguro para revestimientos C-3 y C-6 a niveles de potencia moderados.
Para las laminaciones recubiertas, la configuración recomendada es ultrasonidos de alta frecuencia a potencia moderada en un disolvente suave o un medio acuoso de bajo pH, con tiempos de ciclo cortos.
El más adecuado para: Pilas ensambladas en procesamiento por lotes; prototipos o tiradas de pequeño volumen; cuando no se dispone de equipos de desengrase por vapor.
Precaución: No utilice ultrasonidos de alta potencia y baja frecuencia en laminados recubiertos de C-3 en ciclos prolongados.
Desengrase electrolítico
El desengrase electrolítico coloca las piezas en un electrolito alcalino y aplica corriente continua. La electrólisis genera oxígeno y gas hidrógeno en la superficie de la pieza, y la acción de las burbujas levanta mecánicamente las películas de aceite. Es más agresivo en la limpieza de superficies que el remojo alcalino pasivo.
En el caso de los laminados, sus limitaciones son específicas. La química del baño alcalino conlleva los mismos riesgos de recubrimiento que la limpieza alcalina estándar, y la corriente eléctrica puede conducirse preferentemente a través de puntos de contacto metálicos entre capas de laminado, produciendo un tratamiento desigual. La generación de burbujas es fundamentalmente un fenómeno superficial y no ayuda a limpiar los huecos interlaminares.
El más adecuado para: Preparación de la superficie previa al revestimiento en material revestido con C-4 o C-5 en el que las películas de aceite superficiales son el principal problema.
No recomendado para: Laminados recubiertos C-3; pilas ensambladas con contaminación interlaminar por aceite.
Limpieza previa a la pila
La solución técnica más limpia al problema de la penetración interlaminar es limpiar las láminas individuales antes de apilarlas. Si las láminas estampadas se desengrasan antes del montaje, la pila se inicia sin contaminación atrapada, y cualquier limpieza posterior de la superficie es mantenimiento en lugar de remediación.
El obstáculo práctico es la corrosión. El acero al silicio limpio se oxida rápidamente en ambientes húmedos. Si las láminas se limpian y luego se almacenan o envían antes de apilarlas, necesitan un nuevo tratamiento protector: un preventivo de óxido en capa fina aplicado a bajo volumen tras la limpieza. Así se crea un problema de contaminación controlada y ligera, en lugar de uno grave, y se puede seleccionar el antioxidante en función de su compatibilidad con el proceso posterior.
En las instalaciones en las que el estampado y el apilado se realizan en el mismo edificio, la limpieza previa al apilado suele ser el método más adecuado desde el punto de vista técnico, aunque requiera una fase adicional del proceso.
Secuencia del proceso
Identificar la clase de revestimiento en su acero eléctrico (C-0 a C-6). Obténgalo de la certificación de la acería, no por suposición.
Evaluar el tipo y la localización de la contaminación.
Solo aceite de estampación, ¿película superficial? → Puede ser suficiente un disolvente acuoso o suave.
¿Preventivo de óxido más aceite de estampación, contaminación interlaminar? → Desengrase por vapor necesario para pilas montadas.
Seleccione el método de limpieza principal en función de la clase de revestimiento y el perfil de contaminación:
C-3 o C-6, pila ensamblada: Desengrase por vapor.
C-3 o C-6, preapilado de láminas individuales: Trapo alcalino suave (pH < 10, < 50°C, tiempo de contacto corto) o disolvente suave.
C-4 o C-5, ensamblados o individuales: Lavado alcalino por pulverización (pH < 12, < 70°C) o desengrasado con vapor.
Si el recocido sigue a la limpieza, Realice la limpieza antes del recocido, no después. El aceite que sobrevive en el horno se carboniza. El acero limpio en un recocido en atmósfera controlada puede, de hecho, reconstruir una capa de óxido de base. Véase la nota sobre la secuencia de recocido más abajo.
Aclarar (sólo métodos acuosos) con agua desionizada o de bajo contenido mineral. El agua de aclarado cargada de minerales deposita residuos que interfieren con la adherencia del revestimiento posterior.
Secar inmediatamente. Secado por soplado de aire forzado o secado en horno a baja temperatura en los dos o tres minutos siguientes al aclarado final. Esto no es opcional para el acero al silicio desnudo o con bordes expuestos.
Inspeccione con la prueba de rotura de agua. Inunde la superficie limpia con agua limpia. Una película de agua continua e ininterrumpida indica una superficie limpia y libre de aceite. El agua que se aglomera y se rompe indica la presencia de aceite residual. Realice esta prueba antes de aplicar cualquier tratamiento protector posterior a la limpieza.
Aplicar inhibidor de corrosión si las piezas no van a pasar inmediatamente al proceso siguiente. Seleccione un antioxidante compatible con el siguiente proceso de la secuencia: algunas fórmulas están diseñadas para ser desplazadas por el barniz o para quemarse limpiamente durante el recocido.
Nota sobre la secuencia de recocido
Si el proceso incluye un recocido de alivio de tensiones -común con los aceros al silicio recubiertos C-4 y C-5 en los que el punzonado ha degradado las propiedades magnéticas-, la secuencia de limpieza no es intercambiable con la secuencia de recocido.
La limpieza previa al recocido elimina el aceite que, de otro modo, se carbonizaría en el horno. El acero limpio expuesto a una atmósfera controlada de recocido ligeramente oxidante puede formar o restaurar una capa de óxido natural, añadiendo aislamiento interlaminar de base en superficies donde el revestimiento original era fino.
La limpieza posterior al recocido es menos eficaz: el aceite puede haber migrado parcialmente o polimerizado durante el calentamiento, y la limpieza posterior al recocido corre el riesgo de alterar una superficie de óxido recién formada. La secuencia aceptada es: limpiar primero y luego recocer.
Lo que sale mal: Errores comunes
Error
Consecuencia
Medidas correctoras
Lavado alcalino de alto pH en laminados recubiertos de C-3
El aglutinante orgánico se degrada; la resistencia interlaminar disminuye; las pérdidas por corrientes parásitas aumentan
Mantener el pH por debajo de 10 para C-3; utilizar desengrasante de vapor o disolvente suave.
Omisión del secado inmediato tras el lavado acuoso
La corrosión se forma en los bordes de acero desnudos y en las superficies internas
Aplicar el secado por aire forzado en línea a los 2-3 minutos del aclarado final
Montaje de pilas antes de la limpieza en presencia de aceite interlaminar
Los huecos atrapan el petróleo; los métodos de superficie no pueden alcanzarlo
Limpie las láminas individuales antes de apilarlas o utilice desengrasante de vapor en la pila montada.
Remojo caliente prolongado en baño alcalino
Incluso los revestimientos de C-4 se ablandan o pierden adherencia con una exposición prolongada
Limitar el tiempo de contacto; utilizar agitación mecánica en lugar de un remojo más prolongado.
Ultrasonidos de alta potencia y baja frecuencia en revestimientos orgánicos finos
La erosión por cavitación daña la superficie del revestimiento
Utilizar 80-120 kHz a potencia reducida; limitar la duración del ciclo
Sin protección anticorrosiva tras la limpieza
El acero al silicio se oxida; el óxido altera el aislamiento y crea puentes de separación
Aplicar preventivo de óxido en capa fina; pasar rápidamente al proceso posterior.
Agua de enjuague contaminada con minerales
Los depósitos minerales en las superficies interfieren con la adhesión del revestimiento aguas abajo
Utilizar agua de aclarado desionizada; sustituir el baño de lavado según un horario definido.
Combinación de aceites de limpieza no probada conjuntamente
Un producto químico elimina el aceite para sellos pero no el antioxidante, o viceversa
Probar el proceso de limpieza con la contaminación combinada real, no con aceites aislados.
PREGUNTAS FRECUENTES
P: ¿Puedo limpiar una pila de laminación montada limpiando la superficie con disolvente?
La limpieza superficial elimina lo que se puede alcanzar. El aceite que ha penetrado en los huecos interlaminares no sale con la limpieza. Si los procesos posteriores (revestimiento EP, impregnación de barniz, recocido) requieren superficies internas limpias, y así es, la limpieza superficial por sí sola no es una solución completa para las pilas ensambladas. Hay que limpiar las láminas antes de apilarlas o desengrasarlas con vapor después del montaje.
P: ¿Cuál es el método de limpieza más seguro para los laminados con revestimiento C-3?
Desengrase por vapor. Las modernas fórmulas de disolventes utilizadas en sistemas de circuito cerrado no atacan a los revestimientos orgánicos a temperaturas de funcionamiento y no dejan residuos de humedad. Si se requiere una limpieza acuosa por razones de proceso o coste: pH inferior a 10, temperatura inferior a 50°C, tiempo de contacto inferior a dos minutos, enjuague con agua desionizada, secado inmediato.
P: ¿El aceite residual entre láminas siempre causa problemas, o sólo en determinadas condiciones?
La gravedad depende de lo que ocurra después. Si las laminaciones se someten a un recocido de alivio de tensión, el aceite interlaminar se carboniza, lo que siempre es un problema. Si se impregnan con barniz, el aceite residual reduce la penetración y la adherencia. Si pasan al montaje final sin ninguno de esos pasos, es posible que el aceite residual no cause un fallo inmediato, pero puede migrar con el tiempo y contaminar los materiales aislantes del bobinado. El modo de fallo es simplemente más lento.
P: Si limpio las láminas antes de apilarlas, ¿cómo las protejo de la corrosión durante el almacenamiento?
Aplique una capa fina de antioxidante inmediatamente después de la limpieza, antes de la exposición al aire ambiente. Seleccione una formulación compatible con su proceso posterior: algunas están diseñadas para ser desplazadas por el barniz, otras para quemarse limpiamente durante el recocido. Si el tiempo de almacenamiento es superior a 24 o 48 horas en condiciones de humedad, es conveniente utilizar un embalaje sellado con desecante.
P: ¿Por qué la pulverización acuosa a alta presión no resuelve el problema del aceite interlaminar?
La pulverización a alta presión es eficaz en superficies planas y geometrías abiertas. En los espacios interlaminares estrechos, la geometría del espacio resiste la penetración hidráulica: el fluido que entra por un lado no expulsa el aceite por el otro. Y lo que es más importante, tras la pulverización a alta presión, el agua atrapada en esos mismos huecos resiste el drenaje y el secado, sustituyendo un problema de contaminación por aceite por un riesgo de corrosión. Los métodos de vapor y disolvente funcionan en geometrías estrechas porque no dejan agua.
P: ¿Afecta la limpieza al factor de apilamiento?
La limpieza controlada -dentro de los parámetros del método adecuados a la clase de revestimiento- no afecta al factor de apilamiento. Una limpieza alcalina agresiva que ablande o hinche un revestimiento orgánico puede provocar que la capa aislante se vuelva irregular, aumentando ligeramente el espesor de la capa no magnética y reduciendo la sección transversal de acero activa. Para aplicaciones en las que el factor de apilamiento esté especificado de forma estricta, verifique la integridad del revestimiento después de la limpieza antes del montaje final.
P: ¿Cómo puedo verificar que la limpieza no ha dañado el revestimiento interlaminar?
Mida la resistencia interlaminar con un megóhmetro entre capas de laminación adyacentes. El mínimo aceptable varía según la clase de revestimiento, pero los valores inferiores a 1 MΩ por par de laminación suelen indicar degradación del aislamiento. Visualmente, los revestimientos de fosfato dañados pierden su textura gris mate característica; los revestimientos orgánicos dañados pueden mostrar nebulosidad, ampollas o delaminación en los bordes.
P: Sellamos y apilamos en la misma instalación. Cuál es la secuencia más práctica?
Limpie las láminas individuales después de estamparlas y antes de apilarlas. Aplicar una capa fina de antioxidante compatible con el proceso inmediatamente después de la limpieza. Apilar en el mismo turno si es posible, o en un plazo de 24 horas con humedad controlada. Esto evita por completo el problema de la penetración interlaminar y proporciona a los procesos posteriores la superficie limpia que necesitan sin necesidad de equipos de desengrase al vapor en las pilas montadas.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.