Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
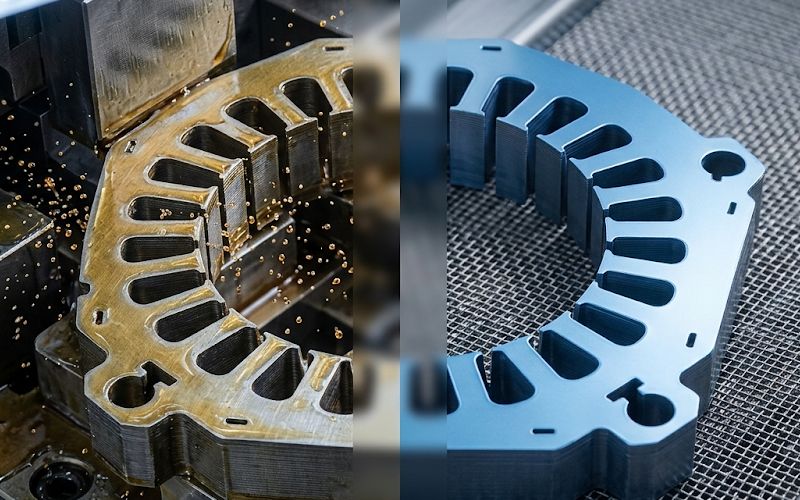
Lubricación de estampación para acero eléctrico: Equilibrio entre vida útil y limpieza
Principales conclusiones
Selección de lubricantes de estampación para laminados eléctricos de acero debe partir del requisito de limpieza posterior, no del requisito de utillaje: la restricción de limpieza es más difícil de cambiar que la estrategia de protección de la matriz.
Los revestimientos aislantes del acero eléctrico interactúan química y mecánicamente con los lubricantes; las pruebas de compatibilidad antes del compromiso de producción evitan la degradación del revestimiento que aumenta la pérdida de núcleo.
Los residuos de lubricante atrapados entre las láminas de una pila se comportan de forma diferente a los residuos en una superficie expuesta, especialmente durante el recocido de distensión, en el que los productos de descomposición tienen vías de escape limitadas.
El desgaste de la matriz causado por una lubricación insuficiente no sólo cuesta dinero en herramientas, sino que degrada las propiedades magnéticas del filo de corte, aumenta la altura de las rebabas y daña el aislamiento interlaminar, todo lo cual afecta al rendimiento del motor.
Los lubricantes de película seca preaplicados eliminan la limpieza posterior al estampado, pero aumentan el coste por kilogramo de banda y reducen la capacidad de ajuste a mitad de tirada. Los aceites evanescentes reducen la carga de limpieza, pero no siempre desaparecen lo suficientemente rápido para las líneas de apilado de alta velocidad.
Índice
Por qué el acero eléctrico requiere una lubricación de estampación especializada
El acero eléctrico no es acero al carbono normal. Lleva un revestimiento aislante -a veces orgánico, a veces inorgánico, a veces híbrido- que se supone que sobrevive al estampado y acaba entre las láminas de la pila acabada, haciendo verdadero trabajo eléctrico. Ese revestimiento interactúa con cualquier lubricante que se ponga en la banda. A veces es útil. A menudo, no.
Los revestimientos del acero eléctrico no orientado son finos. Normalmente unas pocas micras. Están ahí para limitar las corrientes parásitas entre las laminaciones del núcleo ensamblado. Si se dañan durante el estampado, se contaminan con residuos después o se eliminan de forma desigual durante la limpieza, la pila paga un precio en pérdida de núcleo que puede no aparecer hasta las pruebas o, peor aún, hasta el funcionamiento sobre el terreno.
No se trata sólo de lubricar una operación de estampación. Se trata de lubricar una operación de estampación sobre un sustrato revestido en el que el revestimiento tiene que realizar una tarea posterior. Esta restricción cambia todo lo relacionado con la selección, aplicación y retirada del lubricante.
También hay que tener en cuenta la metalurgia. Las calidades con mayor contenido de silicio (2,5% Si y superiores, habituales en los laminados de motores de alta calidad) son más duras y quebradizas que el acero dulce. Desgastan las herramientas más rápidamente. Se agrietan más fácilmente en el borde de corte si las condiciones no son las adecuadas. El lubricante tiene que gestionar la fricción y el calor en la interfaz punzón-matriz al tiempo que trata con un material de pieza de trabajo que es menos tolerante de lo que la mayoría de los ingenieros de estampación entrenados.
Qué hace realmente el lubricante en cada estación de troquelado
Merece la pena ser específico, porque hablar vagamente de “reducir la fricción” no capta la descripción completa del trabajo. En una matriz progresiva que estampa laminaciones, el lubricante actúa en varios puntos simultáneamente:
Entre la banda y la cara de la matriz durante la alimentación y el posicionamiento
En la interfaz punzón-tira durante la esquila y la perforación
Entre la banda y la placa separadora durante el levantamiento de la banda
En el borde de corte donde el perfil de corte se separa del soporte
Sobre la babosa a medida que pasa a través del botón del dado
Cada una de esas zonas tiene unas condiciones de presión, temperatura y velocidad superficial ligeramente diferentes. El lubricante no puede elegir a qué zona se aplica. Tiene que trabajar en todas ellas, con el espesor de película que haya conseguido sobrevivir al sistema de alimentación y con lo que haya dejado el revestimiento del acero en términos de energía superficial y humectabilidad.
Y luego, después de hacer todo eso, tiene que salir.
Requisitos de limpieza posteriores a la estampación para pilas de laminación
En muchas aplicaciones de estampación, un poco de aceite residual en la pieza es tolerable o incluso protector durante el almacenamiento. Las pilas de laminación no funcionan así.
Residuos de lubricante atrapados entre las laminaciones de una lata apilada:
Reducir la eficacia del revestimiento aislante creando caminos conductores o semiconductores.
Interfieren con los adhesivos de pegado si la pila utiliza un montaje pegado con pegamento
Gases de escape durante las fases de tratamiento térmico, como el recocido de distensión, que contaminan la atmósfera de los hornos.
Deja depósitos carbonizados en las superficies laminadas después del tratamiento térmico, cambiando la resistividad de la superficie de forma impredecible
Afectar a la estabilidad dimensional de la pila durante la compresión si el residuo actúa como una película de espesor variable.
Nada de esto es hipotético. Ocurren. La cuestión siempre es cuánto residuo es demasiado, y la respuesta depende del proceso posterior.
Una pila que se suelda en el diámetro exterior y nunca pasa por un horno tiene unos requisitos de limpieza diferentes a los de una pila que se somete a un recocido completo de alivio de tensiones a 750 °C o más. Una pila que utiliza laminaciones autoadhesivas con revestimientos adhesivos activados por calor es especialmente sensible: cualquier contaminación en la superficie de unión debilita directamente la integridad mecánica del núcleo.
La especificación de limpieza debe establecerse antes de seleccionar el lubricante. No al revés. Este error de pedido es frecuente.
Comparación de tipos de lubricantes de estampación para acero eléctrico
No hay un ganador universal. La elección correcta depende de la velocidad de producción, la complejidad de la matriz, la calidad del acero, el tipo de revestimiento, la capacidad de limpieza y lo que ocurra con el laminado después del estampado. He aquí una comparación práctica:
Tipo de lubricante
Resistencia de la película
Limpieza tras el estampado
Compatibilidad del revestimiento
Método típico de aplicación
Dificultad de extracción
Mejor ajuste
Aceites evanescentes (a base de petróleo ligero)
Bajo a moderado
Bueno - se evapora parcialmente
Generalmente seguro con la mayoría de los revestimientos
Rodillo o gotero
Bajo - puede autoevaporarse
Tonelaje bajo a moderado, calibres más finos
Fluidos sintéticos (a base de agua)
Moderado
Bueno si se seca bien
Varía - algunos atacan los revestimientos orgánicos
Aerosol o rodillo
Bajo a moderado
Troqueles progresivos de velocidad media
Aceites de estampación rectos (base mineral)
Alta
Pobre - requiere limpieza activa
Riesgo de reblandecimiento del revestimiento con algunos productos orgánicos
Inundación o rodillo
Alta - necesita disolvente o lavado acuoso
Tirajes pesados, calibres gruesos, operaciones de alto tonelaje
Lubricantes de película seca (preaplicados)
Moderado a alto
Excelente - nada que quitar
Debe adaptarse a la química del revestimiento
Pre-revestido en banda por el proveedor
No es necesario
Requisitos de gran volumen y limpieza
Aceites EP clorados
Muy alta
Pobre - los residuos son agresivos
Puede dañar algunos revestimientos aislantes
Goteo o cepillado
Alta - preocupaciones medioambientales y de revestimiento
Raramente apropiado para trabajos de laminación
En esta tabla destacan algunas cosas. Los lubricantes de película seca eliminan por completo el problema de la limpieza posterior a la estampación, pero requieren coordinación con el proveedor de acero y añaden coste por kilogramo de banda. Además, no se adaptan igual de bien a todas las geometrías de troquel: los troqueles progresivos complejos con muchas estaciones y puentes portantes estrechos pueden necesitar lubricación suplementaria aunque la banda llegue prerrevestida.
Los aceites evanescentes son populares porque simplifican el proceso. Pero “desaparecer” es un término relativo. Estos aceites se volatilizan con el calor y el tiempo. Que desaparezcan antes del apilado depende de la temperatura ambiente, la circulación de aire, el tiempo transcurrido entre el estampado y el montaje y la cantidad de aceite que se haya aplicado en primer lugar. En una línea de producción rápida en la que las láminas pasan de la matriz a la pila en cuestión de segundos, la “desaparición” aún no se ha producido.
Cómo afecta la lubricación de estampación a la vida útil de la matriz y a la calidad del borde de laminación
La relación entre la lubricación y la vida útil de las matrices es bien conocida en la estampación en general. Lo que se aprecia menos es cómo el desgaste de la matriz repercute en la calidad del laminado.
A medida que se desgasta un punzón, aumenta la holgura efectiva entre el punzón y la matriz. Ese cambio de holgura afecta:
Altura de la rebaba en el borde de corte
La relación entre la zona de cizallamiento y la zona de fractura en la cara cortada
Tensión residual en el material cerca del corte
Estado de los bordes del revestimiento aislante
El crecimiento de rebabas es el síntoma visible. Pero los invisibles importan más para el rendimiento del motor. El aumento del endurecimiento por deformación en el borde cortado degrada localmente la permeabilidad magnética. El daño del revestimiento en el borde cortado puede crear puentes eléctricos entre las laminaciones cuando se apilan bajo compresión.
Por tanto, una lubricación que prolongue la vida útil del punzón incluso en 15-20% antes del reafilado no es sólo una cuestión de costes de utillaje. Es una historia de calidad de laminación. Un menor desgaste se traduce en una altura de rebaba más estable, un estado de los bordes más uniforme, tiradas más largas entre interrupciones por mantenimiento y -esta es la parte que se pasa por alto- un comportamiento magnético más uniforme en todo el lote de producción.
La otra cara de la moneda es que si se busca la máxima vida útil de la matriz utilizando un lubricante más pesado y agresivo, puede que se gane en utillaje pero se pierda en limpieza, compatibilidad de recubrimientos o manipulación posterior a la estampación. Ése es el equilibrio del título de este artículo, y no se resuelve por sí solo. Hay que gestionarlo carrera a carrera.
Holgura entre punzón y matriz, velocidad de la prensa y límites de la lubricación
Existe la tentación de considerar la lubricación como la respuesta a todos los problemas de estampación en acero eléctrico. Pero no es así.
Si la holgura entre el punzón y la matriz es incorrecta para la calidad y el grosor del material, ningún lubricante producirá un borde limpio. Si la velocidad de la prensa excede lo que el sistema de alimentación puede seguir con precisión, la banda llega a la estación en una posición ligeramente incorrecta y el lubricante no tiene nada útil que aportar a ese problema. Si el diseño de la matriz aglomera demasiadas estaciones en una progresión de banda demasiado corta y el soporte es mecánicamente inestable, el sistema de lubricación no puede estabilizarlo.
La lubricación es una variable del proceso. Una muy importante. Pero funciona dentro de un sistema, y ese sistema incluye el diseño de la holgura, la disposición de las bandas, la dinámica de la prensa, los programas de mantenimiento de las matrices y las prácticas de preparación de las pilas. Cuando los equipos tratan la lubricación como el botón que hay que girar cuando las cosas van mal, a menudo acaban lubricando en exceso, lo que cambia un problema por otro.
Métodos de aplicación del lubricante: Rodillo, pulverización, goteo y película seca
El método de aplicación y la uniformidad merecen más atención de la que suelen tener.
Aplicación de rodillos proporciona un control razonable del espesor de la película y es habitual en las operaciones de troquel progresivo alimentado por bobina. Pero el estado del rodillo se degrada. La superficie del rodillo recoge partículas finas del revestimiento de la banda. El grosor de la película varía con la presión del rodillo o con la viscosidad del lubricante y la temperatura del taller. Sin una verificación periódica, lo que era una película bien controlada se convierte en una variable incontrolada.
Aplicación por pulverización puede conseguir películas más finas y uniformes si se mantienen la geometría y la presión de la boquilla. También se desperdicia más lubricante en exceso de pulverización y niebla, lo que crea problemas de limpieza y control medioambiental en zonas de prensas cerradas.
Sistemas de goteo son sencillas y baratas. También son incoherentes. En un troquel progresivo de marcha rápida, la lubricación por goteo suele ser una configuración heredada que nadie ha revisado porque “funciona”. Y funciona, en el sentido de que el troquel no se agarrota. Si funciona en el sentido de optimizar el equilibrio entre la protección de la herramienta y la limpieza es una cuestión totalmente diferente.
Películas secas preaplicadas pasar por alto todo esto. La película está ahí, es uniforme y se aplicó en condiciones controladas en las instalaciones de procesamiento del acero. La operación de estampación no necesita aplicar nada. La contrapartida es el coste, el plazo de entrega y una menor flexibilidad para ajustar la lubricación a mitad de la producción.
Cómo limpiar las láminas estampadas antes del apilado y el recocido
Si el lubricante no es de tipo evanescente y el proceso posterior exige una superficie limpia, alguien tiene que limpiar las laminaciones. Este paso cuesta dinero, tiempo, espacio y esfuerzo para cumplir la normativa medioambiental.
Los métodos de limpieza más comunes son:
Lavado acuoso con detergentes alcalinos o neutros, a veces con ultrasonidos. Eficaz con sintéticos solubles en agua y aceites ligeros. Menos eficaz con aceites minerales pesados. Requiere secado posterior: otro paso y otra fuente potencial de oxidación si no se controla.
Limpieza con disolventes con disolventes de hidrocarburos o alcoholes modificados. Eficaz en aceites puros. Las normativas medioambientales y de seguridad laboral han hecho que esta vía sea cada vez más difícil de justificar en muchas regiones.
Desengrase térmico integrado en el ciclo de recocido de distensión. La atmósfera del horno quema o volatiliza el lubricante residual durante las primeras fases del ciclo térmico. Esto puede funcionar, pero requiere un control cuidadoso de la atmósfera para prevenir la deposición de carbono en las superficies de laminación y evitar la oxidación incontrolada. También significa que el horno realiza una doble tarea -limpieza y recocido-, lo que complica la gestión de la atmósfera.
Confiar sólo en la evaporación - y aceptando trazas de residuos. Esto es más común de lo que nadie admite públicamente. Funciona hasta que deja de funcionar.
La elección depende del volumen, del lubricante específico utilizado, del método de unión de la pila y de si ésta se recuece. Para las pilas entrelazadas que van directamente a una operación de bobinado sin ningún tratamiento térmico, la tolerancia de residuos suele ser relativamente alta. Para las pilas unidas o recocidas, es mucho más ajustada.
Comportamiento de los residuos de lubricante durante el recocido de eliminación de tensiones en pilas de laminación
El recocido de alivio de tensiones es habitual en pilas de laminación que necesitan recuperar propiedades magnéticas degradadas por el proceso de estampación. El recocido suele realizarse a 700-800 °C en una atmósfera controlada, a menudo nitrógeno seco, mezclas de nitrógeno e hidrógeno o, en algunos casos, una atmósfera exotérmica ligera.
A esas temperaturas, los residuos orgánicos del lubricante se descomponen. En qué se descomponen depende de la química del lubricante, la atmósfera y el perfil de temperatura. En el mejor de los casos, se volatilizan limpiamente y la atmósfera los arrastra. En el peor de los casos, se carbonizan en la superficie de laminación, reaccionan con el revestimiento aislante o producen suficientes productos de descomposición como para saturar la atmósfera del horno y crear condiciones de reducción o carburación local.
El problema se amplifica en una pila porque el residuo queda atrapado entre las laminaciones. No hay superficie libre para una volatilización fácil. Los productos de descomposición tienen que migrar hacia el exterior a través de los bordes de la pila, lo que en una pila alta y fuertemente comprimida puede ser una vía de difusión realmente lenta. Así, las láminas del centro de la pila pueden estar expuestas a los productos de descomposición durante más tiempo que las láminas de los bordes.
Este es uno de esos problemas que no aparecen en una prueba en un solo cupón de laminación. Sólo aparece en una pila de producción en un horno de producción. Y para entonces, la gente suele buscar el problema en otra parte.
Directrices prácticas para la lubricación de estampación en acero eléctrico
No existe una fórmula que permita elegir el lubricante perfecto. Pero hay principios de decisión que tienden a producir mejores resultados:
Empiece por el requisito de limpieza, no por el de utillaje. Averigüe lo que puede tolerar el proceso posterior y encuentre un lubricante que se adapte a esa limitación sin dejar de proteger la matriz. En la dirección contraria, es decir, elegir el mejor lubricante para herramientas y luego intentar limpiarlo, suele salir más caro.
Adaptar el lubricante al revestimiento aislante. No todos los revestimientos reaccionan igual ante todos los lubricantes. Los recubrimientos orgánicos pueden reblandecerse o disolverse en determinados productos derivados del petróleo. Los recubrimientos inorgánicos (basados en fosfatos u óxidos) suelen ser más resistentes químicamente, pero pueden dañarse mecánicamente si la película lubricante no es lo suficientemente gruesa para amortiguar las fuerzas de estampado. Obtenga datos de compatibilidad antes de decidirse por un lubricante de producción.
Controle el espesor de la película, no sólo la velocidad de aplicación. Saber cuántos mililitros por minuto aplica su rodillo le dice lo que está haciendo el sistema. Saber lo que hay realmente en la banda indica lo que experimenta la pieza. Son cifras diferentes y se distancian con el tiempo.
Seguir la tendencia de las rebabas y correlacionarla con los cambios de lubricación. La altura de la rebaba responde simultáneamente a la holgura, la velocidad y el estado de la película lubricante. Cuando la altura de la rebaba cambia y no se mueve nada más, el lubricante suele ser parte de la historia.
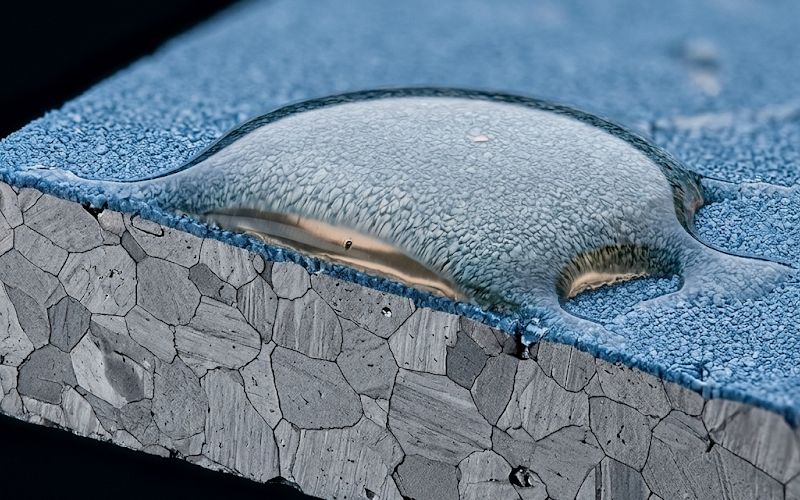
No te saltes la validación de la limpieza. Si su proceso incluye una etapa de limpieza, compruebe que funciona realmente. No una vez durante la puesta en marcha, sino periódicamente durante la producción. Las pruebas de residuos en superficies laminadas -incluso algo tan sencillo como una prueba de rotura de agua o una medición del ángulo de contacto- detectan la deriva antes de que se convierta en un problema de rendimiento de la pila.
Mantenga la discusión sobre el lubricante de estampación conectada a la discusión sobre la pila. No se trata de problemas de ingeniería independientes. Una decisión tomada en la prensa afecta a lo que ocurre en el apilado, la unión, la soldadura, el recocido y el montaje final. Tratar la lubricación como una isla es la forma en que los equipos acaban teniendo una gran vida útil de las matrices y malos motores.
PREGUNTAS FRECUENTES
¿El revestimiento aislante del acero eléctrico proporciona lubricación por sí solo?
Algunos recubrimientos contribuyen a una modesta reducción de la fricción durante el estampado. Algunos revestimientos híbridos orgánico-inorgánicos están formulados específicamente para ofrecer cierto grado de protección de la matriz además de su función eléctrica. Pero confiar únicamente en el revestimiento para la lubricación no suele ser viable para el trabajo con matrices progresivas de alta velocidad, especialmente con tonelajes elevados o geometrías de matriz complejas. El revestimiento es demasiado fino y su rendimiento de fricción varía demasiado como para sustituir a un lubricante específico en la mayoría de los casos de producción. Sin embargo, puede influir en la cantidad de lubricante suplementario que se necesita.
¿Puedo utilizar para el acero eléctrico el mismo lubricante de estampación que para el acero al carbono laminado en frío?
A veces, pero no es una suposición segura. El revestimiento aislante del acero eléctrico plantea problemas de compatibilidad que el acero al carbono normal no tiene. Los aditivos clorados de extrema presión, por ejemplo, pueden ser perfectamente aceptables en acero al carbono sin recubrimiento, pero pueden atacar a determinados recubrimientos de laminación. Los requisitos de limpieza también suelen ser mucho más estrictos para las pilas de laminación que para las piezas estampadas en general. El lubricante que funciona bien en soportes y carcasas puede ser totalmente inadecuado para las laminaciones del motor.
¿En qué medida afecta realmente la elección del lubricante a la pérdida de núcleo en el motor acabado?
Directamente, el lubricante no modifica las pérdidas del núcleo: no está en el circuito magnético durante el funcionamiento (o no debería estarlo). Indirectamente, los efectos pueden ser significativos. El lubricante que no protege las herramientas provoca un crecimiento más rápido de las rebabas y un peor estado del filo de corte, lo que aumenta la pérdida de hierro. Los residuos de lubricante que dañan o contaminan el revestimiento aislante entre las láminas pueden aumentar las pérdidas por corrientes parásitas. Y el lubricante que contamina un ciclo de recocido de alivio de tensiones puede impedir la recuperación total de las propiedades magnéticas que el recocido debía proporcionar. La cadena de efectos es indirecta pero real.
¿Es siempre el lubricante de película seca la mejor opción para la estampación por laminación?
Elimina el problema de la limpieza y proporciona un espesor constante de la película, lo que son ventajas significativas. Pero no siempre es práctico. Las películas secas añaden coste a la banda, requieren un acuerdo con el proveedor de material, reducen su capacidad de ajustar la lubricación a mitad de la tirada y pueden no ofrecer protección suficiente para las geometrías de troquel más exigentes o las operaciones de mayor tonelaje. Para la producción de grandes volúmenes de un diseño estable con estrictos requisitos de limpieza, las películas secas suelen ser la mejor opción. Para volúmenes inferiores, cambios de diseño frecuentes o condiciones de troquel muy agresivas, un lubricante húmedo bien gestionado puede ser la mejor opción.
¿Con qué frecuencia debo verificar el espesor de la película lubricante en la banda?
No existe un intervalo universal, pero una vez por turno es un punto de partida razonable para la producción de gran volumen. La frecuencia real dependerá de la velocidad a la que se desplace el sistema de aplicación. Los lubricantes aplicados con rodillo tienden a desviarse más rápidamente que los sistemas de pulverización debido al desgaste del rodillo y a la acumulación de contaminación. Si observa una variación inexplicable de la altura de la rebaba o un gripado intermitente de la matriz entre los intervalos de mantenimiento, una de las primeras cosas que debe investigar es si la película lubricante es inadecuada o incoherente.
¿Cuál es la relación entre la velocidad de estampación y la demanda de lubricante?
Las mayores velocidades de prensado suelen aumentar la carga térmica en la interfaz punzón-matriz y reducen el tiempo disponible para que el lubricante se redistribuya entre golpes. Ambos efectos empujan a necesitar una película lubricante más robusta o un lubricante con mayor estabilidad a altas temperaturas. Pero la relación no es estrictamente lineal: la geometría de la matriz, la holgura, el grado del material y el grosor de la banda interactúan con la velocidad para determinar la cantidad de lubricante que se necesita realmente. Aumentar la tasa de aplicación de lubricante para igualar un incremento de la velocidad es una reacción común, pero burda. El mejor enfoque consiste en comprender en qué parte de la matriz la lubricación es realmente marginal y abordar específicamente esa zona.
¿Pueden los residuos de lubricante provocar fallos eléctricos en los núcleos de motores ensamblados?
Los fallos eléctricos debidos a residuos de lubricante son poco frecuentes. Lo más habitual es que se produzca una degradación apreciable de la resistencia interlaminar, es decir, la capacidad de la pila de laminación para resistir el flujo de corrientes parásitas entre las láminas individuales. Si los residuos comprometen parcialmente el revestimiento aislante o crean depósitos carbonizados conductores durante el recocido, la resistencia efectiva de la pila disminuye. Esto no provocará un cortocircuito en la mayoría de los casos, pero aumentará las pérdidas por corrientes parásitas, reducirá la eficiencia y, en algunas condiciones de funcionamiento, contribuirá a un calentamiento localizado que acortará la vida útil del sistema de aislamiento con el paso del tiempo. El daño es crónico, no agudo.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.