Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
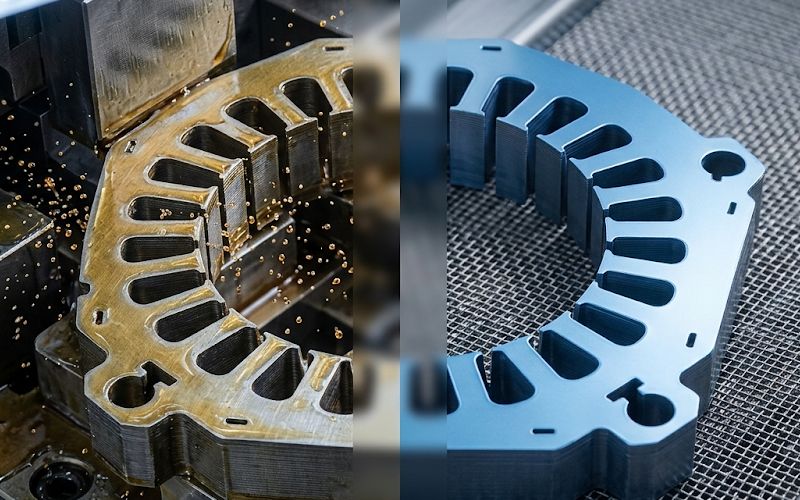
Pelumasan Stamping untuk Baja Listrik: Menyeimbangkan Umur dan Kebersihan Alat
Hal-hal Penting yang Dapat Dipetik
Pemilihan pelumas stamping untuk laminasi baja listrik harus dimulai dari persyaratan kebersihan hilir, bukan persyaratan perkakas - kendala pembersihan lebih sulit diubah daripada strategi perlindungan die.
Lapisan isolasi pada baja listrik berinteraksi dengan pelumas secara kimiawi dan mekanis; pengujian kompatibilitas sebelum komitmen produksi mencegah degradasi lapisan yang meningkatkan kehilangan inti.
Residu pelumas yang terperangkap di antara laminasi dalam tumpukan berperilaku berbeda dari residu pada permukaan yang terbuka - terutama selama anil pelepas stres, di mana produk dekomposisi memiliki jalur keluar yang terbatas.
Keausan die yang disebabkan oleh pelumasan yang tidak memadai tidak hanya menghabiskan biaya perkakas; hal ini menurunkan sifat magnetik yang mutakhir, meningkatkan ketinggian duri, dan merusak insulasi interlaminar - yang semuanya memengaruhi kinerja motor.
Pelumas yang sudah diaplikasikan pada film kering menghilangkan pembersihan pasca-pengepresan, tetapi menambah biaya strip per kilogram dan mengurangi penyesuaian di tengah proses. Minyak yang hilang mengurangi beban pembersihan tetapi tidak selalu hilang cukup cepat untuk jalur penumpukan berkecepatan tinggi.
Daftar Isi
Mengapa Baja Listrik Membutuhkan Pelumasan Stamping Khusus
Baja listrik bukanlah baja karbon biasa. Baja ini memiliki lapisan insulasi - terkadang organik, terkadang anorganik, terkadang hibrida - yang seharusnya dapat bertahan dari injakan dan berakhir di antara laminasi pada tumpukan yang sudah jadi, melakukan pekerjaan kelistrikan yang sesungguhnya. Lapisan itu berinteraksi dengan pelumas apa pun yang Anda gunakan pada strip. Terkadang sangat membantu. Seringkali tidak.
Lapisan pada baja listrik yang tidak berorientasi adalah tipis. Biasanya beberapa mikron. Lapisan ini ada untuk membatasi arus pusar di antara laminasi dalam inti yang dirakit. Rusaklah lapisan tersebut selama pencetakan, kontaminasi dengan residu sesudahnya, atau lepaskan secara tidak merata selama pembersihan, dan tumpukan tersebut akan membayar harga dalam bentuk kehilangan inti yang mungkin tidak akan muncul hingga pengujian - atau lebih buruk lagi, hingga pengoperasian di lapangan.
Jadi, Anda tidak hanya melumasi operasi stamping. Anda melumasi operasi pencetakan pada substrat yang dilapisi, di mana lapisan tersebut memiliki tugas yang harus dilakukan nanti. Batasan itu mengubah segalanya tentang cara Anda memilih, mengaplikasikan, dan menghapus pelumas.
Ada juga metalurgi yang perlu dipertimbangkan. Tingkat kandungan silikon yang lebih tinggi - 2.5% Si dan di atasnya, yang umum pada laminasi motor premium - lebih keras dan lebih rapuh daripada baja ringan. Mereka mengikis perkakas lebih cepat. Baja ini lebih mudah retak pada bagian tepi yang digunting jika kondisinya tidak tepat. Pelumas harus mengelola gesekan dan panas pada antarmuka punch-die ketika berurusan dengan material benda kerja yang kurang tahan terhadap gesekan dibandingkan dengan yang dilatih oleh sebagian besar insinyur stamping.
Apa yang Sebenarnya Dilakukan Pelumas di Setiap Stasiun Die
Perlu lebih spesifik, karena pembicaraan yang samar-samar tentang “mengurangi gesekan” tidak menangkap deskripsi pekerjaan secara utuh. Dalam laminasi die stamping progresif, pelumas bekerja di beberapa lokasi secara bersamaan:
Antara strip dan permukaan cetakan selama pemberian makan dan pemosisian
Pada antarmuka punch-to-strip selama pemotongan dan penindikan
Antara strip dan pelat pengupas selama pengangkatan strip
Di tepi pengosongan di mana profil yang dipotong terpisah dari pembawa
Pada siput saat dibersihkan melalui tombol mati
Masing-masing zona tersebut memiliki tekanan, suhu, dan kondisi kecepatan permukaan yang sedikit berbeda. Pelumas tidak bisa memilih zona mana yang dilayaninya. Pelumas harus bekerja di semua zona tersebut, dengan ketebalan film apa pun yang berhasil bertahan dalam sistem pengumpanan dan apa pun yang ditinggalkan oleh lapisan pada baja dalam hal energi permukaan dan keterbasahan.
Dan kemudian, setelah melakukan semua itu, semua itu harus dilepaskan.
Persyaratan Kebersihan Pasca-Stempel untuk Tumpukan Laminasi
Dalam banyak aplikasi stamping, sedikit sisa minyak pada bagian tersebut dapat ditoleransi atau bahkan melindungi selama penyimpanan. Tumpukan laminasi tidak bekerja seperti itu.
Sisa pelumas yang terperangkap di antara laminasi dalam tumpukan kaleng:
Mengurangi keefektifan lapisan insulasi dengan membuat jalur konduktif atau semi-konduktif
Mengganggu ikatan perekat jika tumpukan menggunakan rakitan berikat lem
Gas keluar selama langkah-langkah pemrosesan termal seperti anil pelepas stres, atmosfer tungku yang terkontaminasi
Meninggalkan endapan berkarbonisasi pada permukaan laminasi setelah perlakuan panas, mengubah resistivitas permukaan dengan cara yang tidak dapat diprediksi
Mempengaruhi stabilitas dimensi tumpukan selama kompresi jika residu bertindak sebagai film dengan ketebalan variabel
Tak satu pun dari hal ini yang bersifat hipotetis. Semuanya terjadi. Pertanyaannya adalah seberapa banyak residu yang terlalu banyak, dan jawabannya tergantung pada proses hilir.
Tumpukan yang dilas pada OD dan tidak pernah melihat tungku memiliki persyaratan kebersihan yang berbeda dari tumpukan yang melewati anil pelepas stres penuh pada suhu 750 ° C atau lebih tinggi. Tumpukan yang menggunakan laminasi self-bonding dengan lapisan perekat yang diaktifkan dengan panas sangat sensitif - kontaminasi apa pun pada permukaan ikatan secara langsung melemahkan integritas mekanis inti.
Spesifikasi kebersihan harus ditetapkan sebelum pelumas dipilih. Bukan sebaliknya. Kesalahan pemesanan ini sering terjadi.
Jenis Pelumas Stamping untuk Baja Listrik Dibandingkan
Tidak ada pemenang universal. Pilihan yang tepat bergantung pada kecepatan produksi, kerumitan cetakan, kualitas baja, jenis pelapisan, kemampuan pembersihan, dan apa yang terjadi pada laminasi setelah pencetakan. Berikut ini adalah perbandingan praktis:
Jenis Pelumas
Kekuatan Film
Kebersihan Setelah Stamping
Kompatibilitas Pelapisan
Metode Aplikasi Khas
Kesulitan Penghapusan
Paling Cocok
Minyak yang hilang (berbasis minyak bumi ringan)
Rendah hingga sedang
Baik - menguap sebagian
Umumnya aman dengan sebagian besar pelapis
Rol atau tetes
Rendah - dapat menguap dengan sendirinya
Tonase rendah hingga sedang, pengukur yang lebih tipis
Cairan sintetis (berbasis air)
Sedang
Bagus jika dikeringkan dengan benar
Bervariasi - beberapa menyerang lapisan organik
Semprotkan atau rol
Rendah hingga sedang
Kematian progresif kecepatan sedang
Minyak stamping lurus (berbasis mineral)
Tinggi
Buruk - membutuhkan pembersihan aktif
Risiko pelunakan lapisan dengan beberapa bahan organik
Banjir atau roller
Pelarut atau pencucian berair dengan kebutuhan tinggi
Pengundian berat, pengukur tebal, operasi bertonase tinggi
Pelumas film kering (sudah diaplikasikan sebelumnya)
Sedang hingga tinggi
Luar biasa - tidak ada yang perlu dihapus
Harus disesuaikan dengan bahan kimia pelapis
Dilapisi sebelumnya pada strip oleh pemasok
Tidak perlu
Volume tinggi, persyaratan kebersihan tinggi
Oli EP terklorinasi
Sangat tinggi
Buruk - residu bersifat agresif
Dapat merusak beberapa lapisan insulasi
Teteskan atau sikat
Tinggi - masalah lingkungan dan pelapisan
Jarang sesuai untuk pekerjaan laminasi
Beberapa hal yang menonjol dari tabel ini. Pelumas film kering menghilangkan masalah pembersihan pasca-cetakan sepenuhnya, tetapi membutuhkan koordinasi dengan pemasok baja dan menambah biaya per kilogram strip. Pelumas ini juga tidak cocok untuk semua geometri cetakan - cetakan progresif yang kompleks dengan banyak stasiun dan jembatan pembawa yang rapat mungkin memerlukan pelumasan tambahan bahkan ketika strip sudah dilapisi sebelumnya.
Vanishing oil sangat populer karena menyederhanakan prosesnya. Tetapi “menghilang” adalah istilah yang relatif. Minyak ini menguap karena panas dan waktu. Apakah mereka benar-benar hilang sebelum ditumpuk tergantung pada suhu lingkungan, sirkulasi udara, waktu antara stamping dan perakitan, dan berapa banyak minyak yang diaplikasikan sejak awal. Dalam lini yang berjalan cepat, di mana laminasi berpindah dari cetakan ke tumpukan dalam hitungan detik, “lenyap” belum terjadi.
Bagaimana Pelumasan Stamping Mempengaruhi Umur Die dan Kualitas Tepi Laminasi
Hubungan antara pelumasan dan usia pakai cetakan sudah dipahami dengan baik dalam pencetakan secara umum. Yang kurang dihargai adalah bagaimana umpan balik keausan cetakan mempengaruhi kualitas laminasi.
Seiring dengan pemakaian punch, jarak bebas efektif antara punch dan die meningkat. Perubahan jarak bebas itu memengaruhi:
Ketinggian duri pada tepi potongan
Rasio zona geser terhadap zona rekahan pada permukaan potongan
Tegangan sisa pada material di dekat potongan
Kondisi tepi lapisan insulasi
Pertumbuhan duri adalah gejala yang terlihat. Tetapi yang tidak terlihat lebih penting untuk kinerja motor. Peningkatan pengerasan kerja pada tepi potong menurunkan permeabilitas magnetik secara lokal. Kerusakan lapisan pada tepi yang dicukur dapat menciptakan jembatan listrik antara laminasi ketika ditumpuk di bawah kompresi.
Jadi, pelumasan yang memperpanjang usia punch bahkan hingga 15-20% sebelum regrind bukan hanya soal biaya perkakas. Ini adalah cerita tentang kualitas laminasi. Keausan yang lebih sedikit berarti ketinggian duri yang lebih stabil, kondisi tepi yang lebih konsisten, pengoperasian yang lebih lama di antara interupsi perawatan, dan - ini adalah bagian yang terlewatkan - perilaku magnetik yang lebih seragam di seluruh batch produksi.
Sisi sebaliknya: jika Anda mengejar usia pakai die maksimum dengan menggunakan pelumas yang lebih berat dan lebih agresif, Anda mungkin menang dalam hal perkakas, tetapi kalah dalam hal kebersihan, kompatibilitas pelapisan, atau penanganan pascapencetakan. Itulah keseimbangan dalam judul artikel ini, dan itu tidak akan terselesaikan dengan sendirinya. Anda harus mengelolanya secara bertahap.
Jarak Bebas Punch-Die, Kecepatan Tekan, dan Batas Pelumasan
Ada godaan untuk memperlakukan pelumasan sebagai jawaban untuk semua masalah stamping pada baja listrik. Tidak demikian.
Jika jarak punch-to-die tidak sesuai dengan grade dan ketebalan material, tidak ada jumlah pelumas yang akan menghasilkan tepi yang bersih. Jika kecepatan tekan melebihi apa yang dapat dilacak oleh sistem pengumpanan secara akurat, strip tiba di stasiun pada posisi yang sedikit salah dan pelumas tidak memiliki kontribusi apa pun yang berguna untuk mengatasi masalah tersebut. Jika desain cetakan memadatkan terlalu banyak stasiun ke dalam perkembangan strip yang terlalu pendek dan pembawa tidak stabil secara mekanis, sistem pelumasan tidak dapat menstabilkannya.
Pelumasan adalah variabel proses. Salah satu yang signifikan. Tetapi pelumasan bekerja di dalam sebuah sistem, dan sistem tersebut mencakup desain clearance, tata letak strip, dinamika mesin cetak, jadwal perawatan die, dan praktik persiapan tumpukan. Ketika tim memperlakukan pelumasan sebagai kenop yang harus diputar ketika terjadi kesalahan, mereka sering kali melakukan pelumasan yang berlebihan - yang menukar satu masalah dengan masalah lainnya.
Metode Aplikasi Pelumas: Rol, Semprot, Tetes, dan Film Kering
Metode aplikasi dan keseragaman layak mendapatkan lebih banyak perbincangan daripada yang biasanya.
Aplikasi roller memberikan kontrol yang wajar atas ketebalan film dan umum digunakan dalam operasi cetakan progresif yang diumpankan dengan koil. Tetapi kondisi roller menurun. Permukaan rol mengambil denda dari lapisan strip. Ketebalan film melayang saat tekanan rol berubah atau saat viskositas pelumas bergeser dengan suhu bengkel. Tanpa verifikasi berkala, apa yang tadinya merupakan film yang terkontrol dengan baik menjadi variabel yang tidak terkontrol.
Aplikasi semprotan dapat menghasilkan film yang lebih tipis dan lebih seragam jika geometri dan tekanan nosel dipertahankan. Hal ini juga membuang lebih banyak pelumas untuk penyemprotan berlebih dan kabut, yang menciptakan masalah tata graha dan kontrol lingkungan di area pers tertutup.
Sistem tetes sederhana dan murah. Mereka juga tidak konsisten. Pada die progresif yang berjalan cepat, pelumasan tetes sering kali merupakan pengaturan lama yang tidak ditinjau kembali oleh siapa pun karena “berhasil”. Ini memang berhasil - dalam arti bahwa die tidak macet. Apakah ini berhasil dalam arti mengoptimalkan keseimbangan antara perlindungan alat dan kebersihan adalah pertanyaan yang sama sekali berbeda.
Film kering yang sudah diaplikasikan sebelumnya melewati semua ini. Film ada di sana, seragam, dan diaplikasikan di bawah kondisi yang terkendali di fasilitas pemrosesan baja. Operasi stamping tidak perlu menerapkan apa pun. Pengorbanannya adalah biaya, waktu tunggu, dan berkurangnya fleksibilitas untuk menyesuaikan pelumasan di tengah proses.
Cara Membersihkan Laminasi yang Dicap Sebelum Ditumpuk dan Anil
Jika pelumas bukan jenis yang mudah hilang dan proses hilir menuntut permukaan yang bersih, seseorang harus membersihkan laminasi. Langkah tersebut membutuhkan biaya, waktu, ruang lantai, dan upaya kepatuhan terhadap lingkungan.
Pendekatan pembersihan yang umum meliputi:
Pencucian dengan air dengan deterjen basa atau netral, terkadang dengan ultrasonik. Efektif untuk sintetis yang larut dalam air dan minyak ringan. Kurang efektif pada minyak mineral berat. Membutuhkan pengeringan setelahnya - langkah lain dan sumber oksidasi potensial lainnya jika tidak dikontrol.
Pembersihan pelarut dengan pelarut hidrokarbon atau alkohol yang dimodifikasi. Efektif untuk minyak murni. Peraturan lingkungan dan keselamatan pekerja telah membuat rute ini semakin sulit untuk dibenarkan di banyak wilayah.
Penghilang lemak termal diintegrasikan ke dalam siklus anil pelepas stres. Atmosfer tungku membakar atau menguapkan sisa pelumas selama tahap awal siklus panas. Hal ini dapat berhasil, tetapi memerlukan kontrol atmosfer yang cermat untuk mencegah pengendapan karbon pada permukaan laminasi dan untuk menghindari oksidasi yang tidak terkendali. Ini juga berarti tungku melakukan tugas ganda - pembersihan dan anil - yang memperumit manajemen atmosfer.
Mengandalkan penguapan saja - dan menerima jejak residu. Hal ini lebih umum terjadi daripada yang diakui oleh siapa pun secara terbuka. Ini bekerja sampai tidak bekerja.
Pilihannya tergantung pada volume, pelumas spesifik yang digunakan, metode penyambungan untuk tumpukan, dan apakah tumpukan akan dianil. Untuk tumpukan yang saling bertautan yang langsung menuju ke operasi penggulungan tanpa perlakuan panas apa pun, toleransi residu sering kali relatif tinggi. Untuk tumpukan berikat atau tumpukan anil, jauh lebih ketat.
Perilaku Residu Pelumas Selama Anil Pelepas Stres pada Tumpukan Laminasi
Anil pelepas stres biasa dilakukan untuk tumpukan laminasi yang perlu memulihkan sifat magnetik yang terdegradasi oleh proses stamping. Anil biasanya dilakukan pada suhu 700-800°C dalam atmosfer yang terkendali - sering kali nitrogen kering, campuran nitrogen-hidrogen, atau dalam beberapa kasus atmosfer eksotermik ringan.
Pada suhu tersebut, residu pelumas organik akan terurai. Terurai menjadi apa tergantung pada bahan kimia pelumas, atmosfer, dan profil suhu. Kasus terbaik: pelumas menguap dengan bersih dan atmosfer membawanya pergi. Kasus terburuk: mereka berkarbonisasi pada permukaan laminasi, bereaksi dengan lapisan insulasi, atau menghasilkan produk penguraian yang cukup untuk membanjiri atmosfer tungku dan menciptakan kondisi reduksi atau karburasi secara lokal.
Masalahnya diperkuat dalam tumpukan karena residu terperangkap di antara laminasi. Tidak ada permukaan bebas yang memudahkan penguapan. Produk penguraian harus bermigrasi keluar melalui tepi tumpukan, yang pada tumpukan yang tinggi dan terkompresi dengan ketat dapat menjadi jalur difusi yang benar-benar lambat. Jadi, laminasi di bagian tengah tumpukan dapat terpapar produk dekomposisi lebih lama daripada laminasi di bagian tepi.
Ini adalah salah satu masalah yang tidak muncul dalam pengujian pada satu kupon laminasi. Masalah ini hanya muncul dalam tumpukan produksi di tungku produksi. Dan pada saat itu, orang biasanya mencari masalah di tempat lain.
Panduan Proses Praktis untuk Pelumasan Stamping pada Baja Listrik
Tidak ada formula yang menghasilkan pilihan pelumas yang sempurna. Tetapi ada prinsip-prinsip keputusan yang cenderung menghasilkan hasil yang lebih baik:
Mulailah dari persyaratan kebersihan, bukan persyaratan perkakas. Cari tahu apa yang dapat ditoleransi oleh proses hilir, lalu temukan pelumas yang memenuhi batasan tersebut sambil tetap melindungi cetakan. Melakukan hal sebaliknya - memilih pelumas perkakas terbaik dan kemudian mencoba membersihkannya - biasanya membutuhkan biaya yang lebih besar.
Sesuaikan pelumas dengan lapisan insulasi. Tidak semua pelapis bereaksi dengan cara yang sama terhadap semua pelumas. Pelapis organik dapat melunak atau larut dalam produk berbasis minyak bumi tertentu. Pelapis anorganik (jenis berbasis fosfat atau oksida) umumnya lebih keras secara kimiawi tetapi dapat rusak secara mekanis jika lapisan pelumas tidak cukup tebal untuk meredam gaya injakan. Dapatkan data kompatibilitas sebelum melakukan produksi pelumas.
Memantau ketebalan film, bukan hanya laju aplikasi. Mengetahui berapa mililiter per menit yang digunakan roller Anda memberi tahu Anda apa yang dilakukan sistem. Mengetahui apa yang sebenarnya ada di strip memberi tahu Anda apa yang dialami komponen tersebut. Itu adalah angka yang berbeda, dan mereka menjauh dari waktu ke waktu.
Melacak tren duri dan menghubungkannya dengan perubahan pelumasan. Ketinggian duri merespons jarak bebas, kecepatan, dan kondisi film pelumas secara bersamaan. Ketika ketinggian duri berubah dan tidak ada hal lain yang bergerak, pelumas biasanya menjadi penyebabnya.
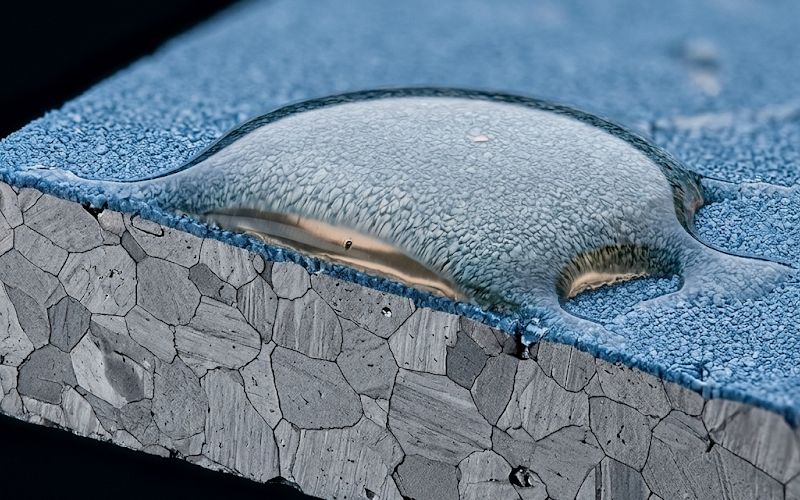
Jangan lewatkan validasi pembersihan. Jika proses Anda mencakup langkah pembersihan, pastikan bahwa proses tersebut benar-benar berfungsi. Tidak hanya sekali selama masa uji coba, tetapi secara berkala selama produksi. Pengujian residu pada permukaan laminasi - bahkan sesuatu yang sederhana seperti uji water-break atau pengukuran sudut kontak - menangkap penyimpangan sebelum menjadi masalah kinerja tumpukan.
Jaga agar diskusi pelumas stamping tetap terhubung dengan diskusi tumpukan. Ini bukan masalah teknik yang terpisah. Keputusan yang dibuat di mesin cetak mempengaruhi apa yang terjadi pada penumpukan, pengikatan, pengelasan, anil, dan perakitan akhir. Memperlakukan pelumasan sebagai sebuah pulau adalah bagaimana tim berakhir dengan masa pakai die yang hebat dan motor yang buruk.
PERTANYAAN YANG SERING DIAJUKAN
Apakah lapisan insulasi pada baja listrik memberikan pelumasan dengan sendirinya?
Sebagian pelapis memang berkontribusi mengurangi sedikit gesekan selama pencetakan. Pelapis hibrida organik-anorganik tertentu diformulasikan secara khusus untuk menawarkan tingkat perlindungan cetakan di samping fungsi kelistrikannya. Tetapi mengandalkan pelapisan saja untuk pelumasan umumnya tidak dapat dilakukan untuk pekerjaan cetakan progresif berkecepatan tinggi, terutama pada tonase tinggi atau dengan geometri cetakan yang kompleks. Lapisan ini terlalu tipis dan terlalu bervariasi dalam kinerja gesekan untuk menggantikan pelumas khusus dalam sebagian besar skenario produksi. Namun, hal ini dapat memengaruhi seberapa banyak pelumas tambahan yang Anda butuhkan.
Dapatkah saya menggunakan pelumas stamping yang sama untuk baja listrik seperti yang saya gunakan untuk baja karbon canai dingin?
Terkadang, tetapi itu bukan asumsi yang aman. Lapisan insulasi pada baja listrik menimbulkan masalah kompatibilitas yang tidak dimiliki oleh baja karbon biasa. Aditif bertekanan ekstrem yang diklorinasi, misalnya, mungkin dapat diterima dengan baik pada baja karbon yang tidak dilapisi tetapi dapat menyerang lapisan laminasi tertentu. Persyaratan kebersihan juga biasanya jauh lebih ketat untuk tumpukan laminasi daripada komponen yang dicap secara umum. Pelumas yang bekerja dengan baik pada braket dan rumah mungkin sepenuhnya salah untuk laminasi motor.
Seberapa besar pilihan pelumas benar-benar mempengaruhi kehilangan inti pada motor jadi?
Secara langsung, pelumas tidak mengubah kehilangan inti - pelumas tidak berada dalam sirkuit magnetik selama pengoperasian (atau seharusnya tidak). Secara tidak langsung, efeknya bisa sangat berarti. Pelumas yang gagal melindungi perkakas akan menyebabkan pertumbuhan duri yang lebih cepat dan kondisi mata potong yang lebih buruk, yang keduanya meningkatkan kehilangan besi. Residu pelumas yang merusak atau mencemari lapisan insulasi di antara laminasi dapat meningkatkan kerugian arus pusar. Dan pelumas yang mencemari siklus anil pelepas tegangan dapat mencegah pemulihan penuh sifat magnetik yang seharusnya disediakan oleh anil. Rantai efeknya tidak langsung tetapi nyata.
Apakah pelumas film kering selalu merupakan pilihan terbaik untuk stamping laminasi?
Ini meniadakan masalah pembersihan dan memberikan ketebalan film yang konsisten, yang merupakan keuntungan yang signifikan. Tetapi, hal ini tidak selalu praktis. Film kering menambah biaya pada strip, memerlukan persetujuan dengan pemasok bahan, mengurangi kemampuan Anda untuk menyesuaikan pelumasan di tengah-tengah proses, dan mungkin tidak memberikan perlindungan yang cukup untuk geometri cetakan yang paling menuntut atau operasi tonase terberat. Untuk produksi volume tinggi dengan desain yang stabil dengan persyaratan kebersihan yang ketat, film kering sering kali merupakan pilihan terkuat. Untuk volume yang lebih rendah, perubahan desain yang sering, atau kondisi cetakan yang sangat agresif, pelumas basah yang dikelola dengan baik mungkin masih merupakan pilihan yang lebih baik.
Seberapa sering saya harus memverifikasi ketebalan film pelumas pada strip?
Tidak ada interval universal, tetapi sekali per shift adalah titik awal yang masuk akal untuk produksi bervolume tinggi. Frekuensi yang sebenarnya harus ditentukan oleh seberapa cepat sistem aplikasi Anda melayang. Pelumas yang diaplikasikan dengan roller cenderung melayang lebih cepat daripada sistem semprotan karena keausan roller dan penumpukan kontaminasi. Jika Anda melihat variasi ketinggian duri yang tidak dapat dijelaskan atau die yang terputus-putus di antara interval perawatan, lapisan pelumas yang tidak memadai atau tidak konsisten adalah salah satu hal pertama yang harus diselidiki.
Apa hubungan antara kecepatan injakan dan permintaan pelumas?
Kecepatan tekan yang lebih tinggi umumnya meningkatkan beban termal pada antarmuka punch-die dan mengurangi waktu yang tersedia bagi pelumas untuk mendistribusikan ulang di antara goresan. Kedua efek tersebut mendorong ke arah kebutuhan film pelumas yang lebih kuat atau pelumas dengan stabilitas suhu tinggi yang lebih baik. Tetapi hubungannya tidak sepenuhnya linier - geometri die, jarak bebas, tingkat material, dan ketebalan strip semuanya berinteraksi dengan kecepatan untuk menentukan berapa banyak pelumasan yang sebenarnya dibutuhkan. Meningkatkan laju aplikasi pelumas agar sesuai dengan peningkatan kecepatan adalah reaksi yang umum, tetapi ini adalah reaksi yang kasar. Pendekatan yang lebih baik adalah dengan memahami di mana di dalam die pelumasan yang sebenarnya marjinal dan menangani zona tersebut secara khusus.
Dapatkah residu pelumas menyebabkan kerusakan listrik pada inti motor yang dirakit?
Kegagalan listrik secara langsung dari residu pelumas saja jarang terjadi. Yang lebih umum terjadi adalah degradasi yang terukur dalam resistensi interlaminar - kemampuan tumpukan laminasi untuk menahan aliran arus pusar di antara lembaran individu. Jika residu merusak sebagian lapisan insulasi atau menciptakan endapan berkarbonisasi konduktif selama anil, resistensi efektif tumpukan akan turun. Hal ini tidak akan menyebabkan korsleting dalam banyak kasus, tetapi akan meningkatkan kerugian arus pusar, mengurangi efisiensi, dan dalam beberapa kondisi operasi berkontribusi pada pemanasan lokal yang memperpendek usia sistem insulasi dari waktu ke waktu. Kerusakannya bersifat kronis, bukan akut.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.