Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
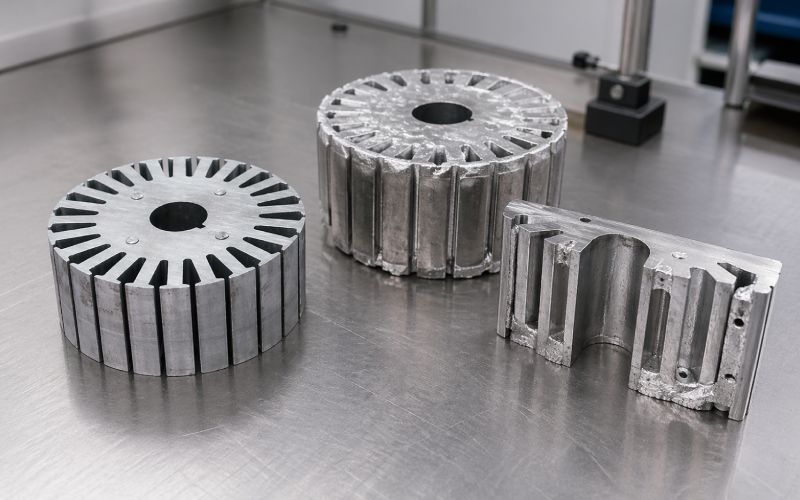
Geometri Laminasi Rotor dan Cacat Pengecoran Aluminium Die Casting
Hal-hal Penting yang Dapat Dipetik
Laminasi rotor geometri secara langsung memengaruhi aliran aluminium, ventilasi, pendinginan, dan pemadatan selama die casting.
Bukaan slot, ketebalan jembatan, sudut kemiringan, panjang tumpukan, gerinda, dan transisi end-ring adalah akar penyebab umum porositas, bidikan pendek, dan ketidakseimbangan batang ke batang.
Desain rotor yang dapat dicor harus memperlakukan tumpukan laminasi sebagai bagian dari rongga pengecoran, tidak hanya sebagai komponen elektromagnetik.
Daftar Isi
Mengapa Geometri Laminasi Penting dalam Pengecoran Die Casting Rotor Aluminium
Pada rotor die cast aluminium, tumpukan laminasi bukan hanya tumpukan baja listrik.
Ini menjadi bagian dari rongga cetakan.
Pergeseran kecil dalam pemikiran itu mengubah hampir segalanya. Aluminium cair tidak melihat “maksud desain motor”. Ia melihat bukaan slot yang sempit, transisi yang tajam, dinding baja, gerinda, pelapis, bagian yang miring, dan tempat-tempat di mana udara tidak mudah keluar.
Rotor bisa terlihat benar dalam gambar dan masih sulit untuk dicetak.
Inilah sebabnya mengapa banyak cacat pengecoran rotor aluminium dimulai sebelum mesin pengecoran berjalan. Cacat tersebut dimulai dari geometri laminasi.
Slot mungkin terlalu terbatas. Transisi cincin akhir mungkin terlalu mendadak. Kemiringan mungkin berguna secara elektrik tetapi tidak nyaman untuk aliran. Jembatan mungkin memenuhi persyaratan magnetik tetapi membekukan aluminium terlalu dini di dekat pembukaan slot.
Tak satu pun dari masalah ini yang dramatis dengan sendirinya. Dalam produksi, mereka bertumpuk. Secara harfiah.
Apa yang Dimaksud dengan Rotor Aluminium?
Selama pengecoran die casting rotor aluminium, aluminium cair mengisi slot rotor di dalam tumpukan laminasi dan membentuk cincin ujung di kedua ujungnya. Hasilnya adalah sangkar tupai yang konduktif.
Aluminium cor biasanya termasuk:
batang rotor di dalam slot laminasi
cincin korslet, juga disebut cincin ujung
kemungkinan bilah kipas atau fitur pemeran tambahan
gerbang, pelari, dan area limpahan yang akan dihapus kemudian
Batang rotor dan cincin ujung harus membentuk satu sangkar listrik yang berkesinambungan. Jika salah satu batang keropos, tipis, retak, atau tidak tersambung dengan baik ke cincin, rotor masih dapat berputar. Itu tidak berarti rotor tersebut sehat.
Cacat di dalam sangkar dapat mengubah resistansi lokal. Hal ini dapat mengganggu distribusi arus. Dapat meningkatkan panas. Dapat menimbulkan riak torsi atau getaran.
Terkadang motor gagal dalam pengujian. Kadang-kadang motor lulus pengujian dan kemudian menjadi panas. Itu lebih buruk.
Tumpukan Laminasi Adalah Rongga Pengecoran
Tumpukan laminasi dibuat dari banyak lembaran tipis. Setiap lembar memiliki geometri slot yang dilubangi atau dicap. Ketika ditumpuk bersama, bukaan-bukaan tersebut membentuk lorong internal yang panjang untuk aluminium.
Tetapi, rongga internal tidak sebersih model CAD.
Tumpukan nyata termasuk:
gerinda dari stamping
ketebalan lapisan
variasi tepi slot
variasi kompresi tumpukan
kesalahan pengindeksan laminasi
kesalahan perataan miring
distorsi lokal
celah kecil di antara lembaran
Aluminium merespons rongga nyata, bukan rongga nominal.
Itulah mengapa rotor die casting tidak dapat dipisahkan dari desain tumpukan laminasi. Tumpukan ini mengontrol ke mana aluminium mengalir, di mana ia melambat, di mana ia memerangkap gas, dan di mana ia membeku terlebih dahulu.
Desain laminasi rotor yang baik tidak hanya efisien secara magnetis. Ini juga dapat dicetak.
Faktor Geometri Laminasi Utama yang Mempengaruhi Pengecoran
Faktor geometri laminasi
Efek pengecoran
Risiko cacat umum
Arah desain yang lebih baik
Lebar bukaan slot
Mengontrol masuknya aluminium cair ke dalam rongga batang rotor
Bidikan pendek, penutup dingin, pengisian tidak lengkap
Hindari mulut slot yang terlalu sempit kecuali jika uji coba pengecoran mendukungnya
Ketebalan jembatan slot
Mengubah ekstraksi panas dan pembatasan lokal di dekat bagian atas slot
Pembekuan dini, pengisian slot-top yang buruk, bagian batang yang lemah
Menyeimbangkan kebutuhan magnetik dengan aliran pengecoran dan perilaku termal
Kedalaman slot
Meningkatkan panjang batang dan jarak aliran
Porositas di tengah slot, pengisian tidak lengkap, jebakan gas
Periksa kestabilan pengisian di sepanjang tumpukan penuh
Penampang batang
Menentukan area konduktif dan volume aluminium
Resistansi tinggi, arus tidak merata, faktor pengisian rendah
Desain untuk area cor yang dapat diulang, tidak hanya area teoretis
Slot lancip
Mempengaruhi kecepatan aliran dan arah pengumpanan
Penyusutan yang terisolasi, kantong udara yang terperangkap
Gunakan transisi yang halus; hindari kantong yang tiba-tiba
Kemiringan rotor
Memperluas jalur aliran dan mengubah perataan slot
Ketidakseimbangan pengisian, kehilangan torsi jika berlebihan, porositas tersembunyi
Gunakan kemiringan yang cukup untuk perilaku motorik, tetapi pastikan kemampuan casting
Panjang tumpukan
Meningkatkan hambatan aliran dan kehilangan panas
Cacat isi batang panjang, variasi antar ujung
Tinjau kehilangan tekanan dan pendinginan di sepanjang cerobong penuh
Arah duri
Mengubah area slot yang efektif dan tempat duduk susun
Berkedip, penipisan bilah, halangan lokal
Kontrol arah duri dan kompresi tumpukan
Transisi cincin akhir
Mengontrol koneksi antara bar dan ring
Porositas penyusutan, sambungan cincin batang yang lemah
Hindari perubahan bagian yang tiba-tiba dan massa yang terisolasi berat
Penjajaran laminasi
Menentukan kehalusan bagian internal
Gangguan aliran, bentuk batang tidak rata
Tentukan registrasi slot dan kontrol penumpukan
Lebar Bukaan Slot: Dimensi Kecil, Konsekuensi Besar
Bukaan slot adalah salah satu fitur yang paling mudah diremehkan.
Bukaan slot yang sempit dapat membantu desain elektromagnetik. Ini dapat mengurangi efek slot tertentu. Hal ini juga dapat membuat rotor lebih bersih untuk mesin atau selesai.
Tetapi, selama pengecoran, bukaan yang sama itu bisa menjadi titik tersumbat.
Jika mulut slot terlalu sempit, aluminium cair memasuki rongga batang dengan resistensi yang lebih tinggi dan aliran yang kurang stabil. Logam dapat menyembur, terlipat, mendingin, atau menjebak udara di belakangnya. Slot yang terisi dalam simulasi dalam kondisi ideal dapat menjadi tidak konsisten dalam produksi ketika variasi tumpukan muncul.
Ini adalah bagian yang tidak nyaman: bukaan slot tidak perlu “salah” untuk menjadi berisiko. Hanya perlu memiliki margin proses yang terlalu sedikit.
Pertanyaan yang berguna adalah:
Dapatkah setiap slot rotor terisi berulang kali saat tumpukan berada pada kondisi toleransi terburuk yang dapat diterima?
Bukan kasus terbaik. Kasus terburuk yang dapat diterima.
Itulah kondisi desain yang pada akhirnya akan ditemukan oleh produksi.
Jembatan di atas slot rotor tertutup atau semi-tertutup memengaruhi kinerja magnetik dan perilaku casting.
Jembatan yang lebih tipis dapat membantu sasaran elektromagnetik tertentu, tetapi dapat menjadi rapuh atau tidak konsisten dalam penempelan. Jembatan yang lebih tebal dapat meningkatkan ketahanan mekanis, namun juga menarik panas dari aluminium di dekat bagian atas slot. Hal ini dapat mendorong pembekuan dini.
Area jembatan juga dekat dengan bagian tersempit dari banyak desain slot. Jadi, ini menjadi aliran gabungan dan pembatasan termal.
Kombinasi itu penting.
Jika aluminium membeku di dekat jembatan sebelum sisa batang diumpankan dengan benar, rotor dapat berkembang:
pengisian slot-atas yang lemah
menutup dingin
porositas lokal
berkurangnya area bar yang efektif
resistensi yang tidak konsisten di antara bar
Desainnya mungkin masih terlihat normal dari luar. Cacatnya ada di dalam sangkar tupai.
Inilah sebabnya mengapa ketebalan jembatan tidak boleh ditinjau hanya melalui fluks magnetik dan kekuatan mekanik. Hal ini juga membutuhkan tinjauan pengecoran.
Kedalaman Slot dan Bentuk Batang: Ketika Resistensi Menjadi Acak
Geometri batang rotor mengontrol perilaku kelistrikan. Batang dalam, batang sempit, batang meruncing, slot tertutup, slot terbuka, dan bentuk seperti sangkar ganda, semuanya mengubah kinerja motor.
Tetapi, dari sudut pandang pengecoran, bentuk batang juga mengontrol seberapa sulit rongga diisi.
Slot yang dalam dan sempit menciptakan jalur yang panjang. Aluminium harus tetap panas dan cair cukup lama untuk mengisi seluruh panjang batang. Ini juga harus mendorong gas keluar dari jalan. Jika bagian bawah slot lebih lebar dari leher, aliran dapat melipat gas yang terperangkap. Jika ujung batang memiliki bagian yang berat, penyusutan dapat muncul setelah jalur pengumpanan mulai membeku.
Ini adalah bagaimana nilai resistensi yang dirancang menjadi resistensi acak.
Perancang motor mungkin mengharapkan area batang rotor tertentu. Pengecoran yang sebenarnya dapat menghasilkan area yang lebih sedikit karena adanya rongga internal, lipatan oksida, atau pengisian parsial. Itu mengubah resistansi rotor dengan cara yang tidak dirancang oleh siapa pun dengan sengaja.
Geometri bar yang baik biasanya memiliki bentuk yang tenang:
transisi yang mulus
tidak ada kantong buta
tidak ada ekspansi mendadak
tidak ada daerah buntu yang tipis
tidak ada sudut tajam yang tidak perlu
tidak ada bagian berat yang tidak dapat diumpankan
Ini mungkin terlihat kurang pintar. Sering kali menghasilkan lemparan yang lebih baik.
Kemiringan Rotor: Baik untuk Harmonik, Lebih Sulit untuk Isi
Kemiringan rotor biasanya digunakan untuk mengurangi riak torsi, kebisingan, getaran, dan harmonisa slot.
Cara kerjanya adalah dengan menggeser slot rotor di sepanjang tumpukan. Alih-alih satu slot lurus, aluminium harus mengisi bagian yang bengkok atau miring.
Itu membantu perilaku motorik. Hal ini dapat merusak perilaku casting.
Tercipta slot rotor yang miring:
jalur aliran yang lebih panjang
lebih banyak gesekan terhadap dinding baja
Sensitivitas yang lebih tinggi terhadap penjajaran laminasi
lebih sulit mempertahankan area bar yang seragam
risiko lebih besar dari udara yang terperangkap di wilayah offset
Kemiringan yang kecil mungkin dapat dikelola. Kemiringan yang lebih besar dapat membuat rotor lebih sensitif terhadap kecepatan pengisian, suhu aluminium, suhu die, kompresi tumpukan, dan ventilasi.
Intinya bukanlah “hindari kemiringan”. Itu terlalu sederhana.
Aturan yang lebih baik adalah:
Jangan memilih sudut kemiringan hanya dari performa elektromagnetik. Pilih dari performa elektromagnetik plus stabilitas casting.
Rotor yang senyap tetapi sulit dilemparkan bukanlah desain yang sudah jadi.
Panjang Tumpukan: Rotor Lebih Panjang, Lebih Sedikit Pengampunan
Semakin panjang tumpukan laminasi, semakin sulit rotor untuk diisi secara konsisten.
Tumpukan yang panjang meningkatkan panjang setiap rongga batang rotor. Aluminium cair memiliki lebih banyak permukaan baja untuk disentuh. Kehilangan panas. Penurunan tekanan. Pembatasan slot kecil menjadi lebih penting.
Tumpukan yang panjang juga memperbesar kesalahan laminasi yang kecil.
Satu laminasi dengan duri mungkin tidak terlalu penting. Ratusan laminasi dengan duri yang menghadap ke arah yang sama dapat mengurangi area slot yang efektif. Kesalahan pengindeksan kecil yang diulangi melalui tumpukan dapat menciptakan bagian internal yang tidak rata.
Ini bukan masalah teori. Ini adalah masalah produksi.
Tumpukan rotor yang lebih panjang membutuhkan kontrol yang lebih ketat:
tinggi duri laminasi
arah duri
tekanan tumpukan
penyelarasan slot
penumpukan lapisan
akurasi kemiringan
kerataan ujung muka
penanganan tumpukan sebelum pengecoran
Ketika ini longgar, cacat pengecoran mungkin tampak acak. Cacat tersebut tidak acak. Rongga berubah.
Gerinda dan Kompresi Tumpukan: Tepi Logam Kecil, Masalah Aliran Nyata
Stamping akan menghasilkan gerinda. Pengosongan halus, keausan pahat, kondisi material, dan jarak bebas cetakan, semuanya memengaruhi ukuran dan arah gerinda.
Duri pada tepi slot dapat melakukan beberapa hal sekaligus:
mengurangi pembukaan slot yang efektif
mengganggu aliran aluminium
tahan laminasi terpisah
membuat jalur flash di antara lembaran
mengubah tinggi tumpukan
membuat penipisan bilah lokal
meningkatkan variasi antar rotor
Gerinda sering dianggap sebagai masalah kualitas laminasi. Gerinda juga merupakan masalah kualitas casting.
Kompresi tumpukan menambahkan lapisan lain. Jika tumpukan tidak cukup dikompresi, aluminium dapat bocor di antara laminasi. Jika dikompresi terlalu agresif, geometri slot dapat terdistorsi, terutama di dekat jembatan tipis atau daerah gigi yang sempit.
Tumpukan harus berperilaku seperti satu rongga yang terkendali.
Bukan tumpukan komponen yang tidak akurat.
Geometri Cincin Akhir: Zona Cacat yang Terlambat Disadari Orang
Cincin ujung menghubungkan semua batang rotor ke dalam sangkar tupai yang berfungsi. Cincin ini juga menciptakan beberapa kondisi pengecoran yang paling penting dalam rotor.
Persimpangan bar-ke-ujung-cincin adalah area masalah yang umum terjadi karena bagian tersebut berubah dengan cepat. Batang tipis bertemu dengan cincin yang lebih besar. Cincin tetap panas lebih lama. Batang mungkin membeku lebih awal. Pengumpanan menjadi tidak merata.
Hal tersebut menimbulkan risiko bagi:
porositas penyusutan di dekat ujung batang
koneksi bar-to-ring yang lemah
persimpangan yang retak
pemaparan pemesinan pada rongga
ketidakseimbangan dari pengisian yang tidak seragam
variasi hambatan listrik
Cincin ujung yang lebih besar dapat mengurangi hambatan listrik. Hal ini juga dapat menciptakan risiko penyusutan yang lebih besar. Keduanya bisa saja benar pada saat yang bersamaan.
Di sinilah desain rotor menjadi kurang bersih daripada yang disarankan oleh rumus.
Cincin akhir harus ditinjau untuk aliran pengecoran, pemadatan, kelonggaran pemesinan, dan kinerja kelistrikan secara bersamaan. Jika setiap tim hanya meninjau bagiannya sendiri, sambungan yang lemah akan terlewatkan.
Bagaimana Geometri Laminasi Menciptakan Cacat Pengecoran Rotor Spesifik
1. Bidikan Pendek
Bidikan pendek berarti aluminium tidak sepenuhnya mengisi rongga yang dimaksudkan.
Pada rotor bar, hal ini dapat terjadi jika bukaan slot terlalu sempit, tumpukan terlalu panjang, jalur kemiringan terlalu sulit, atau aluminium membeku sebelum bar terisi.
Petunjuk geometri:
mulut slot sempit
kedalaman slot yang berlebihan
kemiringan yang parah
perataan tumpukan yang buruk
ventilasi yang lemah di area pengisian terakhir
transisi slot yang tiba-tiba
Tanggapan desain:
Tingkatkan margin proses di entri slot, kurangi batasan yang tidak perlu, tinjau panjang jalur pengisian, dan periksa apakah wilayah pengisian terakhir memiliki rute ventilasi yang bersih.
2. Penutupan Dingin
Penutupan dingin terjadi ketika dua bagian depan logam bertemu tetapi tidak menyatu dengan benar.
Pada rotor, penutup yang dingin dapat menciptakan kelemahan listrik internal. Bilah mungkin tampak terisi, tetapi jalur konduktifnya tidak bersih.
Petunjuk geometri:
aliran terpisah di sekitar fitur internal
perubahan bagian yang tajam
transisi bar-ke-ring yang buruk
aliran yang tidak stabil melalui leher slot yang sempit
turbulensi di dekat gerbang atau pintu masuk slot
Tanggapan desain:
Memperhalus jalur aliran, mengurangi perubahan mendadak, dan menghindari geometri yang menyebabkan permukaan logam bertemu setelah pendinginan yang signifikan.
3. Porositas Gas
Porositas gas terbentuk ketika udara atau gas terperangkap di dalam aluminium.
Geometri laminasi rotor dapat menjebak gas ketika aliran menghalangi jalur keluar sebelum rongga penuh.
Petunjuk geometri:
kantong buta
wilayah ujung tertutup
leher sempit yang mengarah ke rongga yang lebih lebar
jalur ventilasi yang buruk
area miring di mana udara tidak dapat keluar dengan bersih
Tanggapan desain:
Tinjau bagaimana udara keluar dari setiap slot dan daerah cincin akhir. Jika gas tidak memiliki jalan keluar, tekanan saja tidak akan menyelesaikan masalah dengan baik.
4. Porositas Penyusutan
Porositas penyusutan terbentuk ketika aluminium berkontraksi selama pemadatan dan tidak dapat diumpankan dengan benar.
Hal ini sering muncul di daerah yang lebih tebal atau persimpangan di mana massa termal tinggi.
Petunjuk geometri:
cincin ujung yang berat
persimpangan ujung batang yang tebal
peningkatan bagian yang tiba-tiba
fitur kipas cor di dekat cincin ujung
titik panas yang terisolasi
Tanggapan desain:
Kurangi perubahan massa yang tiba-tiba, perbaiki jalur pengumpanan, dan hindari menciptakan area aluminium yang terisolasi tebal tanpa kontrol pemadatan.
5. Ketidakseimbangan Resistensi Bar-ke-Bar
Rotor dapat lolos inspeksi visual tetapi masih memiliki hambatan batang yang tidak rata. Hal ini dapat menimbulkan ketidakseimbangan arus, konsentrasi panas, getaran, atau riak torsi.
Petunjuk geometri:
satu wilayah sudut mengisi secara berbeda dari yang lain
pendaftaran slot yang tidak konsisten
penumpukan duri lokal
pengisian cincin ujung yang tidak rata
kemiringan tumpukan atau variasi kompresi
Tanggapan desain:
Bandingkan resistensi, sampel yang dipotong, data berat, dan data performa. Jangan hanya mengandalkan penampilan luar.
Panduan Desain untuk Laminasi Rotor yang Lebih Dapat Dicor
Perlakukan Geometri Slot sebagai Geometri Aliran
Slot rotor bukan hanya sebuah fitur magnetik. Ini juga merupakan saluran aliran logam.
Itu berarti slot harus diperiksa:
larangan masuk
panjang aliran
jalur ventilasi
risiko pembekuan lokal
perubahan bagian
pengulangan di bawah variasi toleransi
Slot tidak harus besar di mana-mana. Harus bisa diisi di mana saja.
Hindari Transisi Bar-ke-Ring yang Tiba-tiba
Persimpangan cincin ujung adalah salah satu daerah yang paling sensitif dalam die casting rotor aluminium.
Transisi yang tajam dari batang tipis ke cincin yang berat, mendorong ketidakseimbangan termal. Bilah bisa membeku terlebih dahulu. Cincin tetap panas. Penyusutan kemudian muncul di dekat sambungan.
Desain yang lebih baik menggunakan transisi yang lebih halus dan menghindari massa aluminium yang tidak perlu di persimpangan.
Jaga Kemiringan Dalam Rentang yang Dapat Dicor
Kemiringan tidak boleh dipilih hanya untuk mengurangi noise atau harmonik.
Ini juga harus diperiksa:
jarak pengisian aluminium
kemampuan penyelarasan tumpukan
pendaftaran slot
konsistensi area bar
strategi pelampiasan
kehilangan torsi akibat kemiringan yang berlebihan
Kemiringan moderat yang menghasilkan lemparan secara konsisten sering kali lebih baik daripada kemiringan agresif yang menciptakan variasi produksi.
Kontrol Arah Duri dan Tekanan Tumpukan
Pengendalian duri bukan sekadar persyaratan stempel.
Untuk die casting rotor aluminium, gerinda mempengaruhi rongga internal. Jika gerinda mengurangi area slot atau membuka jalur kebocoran di antara laminasi, proses pengecoran menjadi kurang dapat diprediksi.
Gambar yang bagus harus mendefinisikan lebih dari sekadar dimensi slot. Gambar tersebut juga harus mengontrol:
tinggi duri
arah duri
kompresi tumpukan
tinggi tumpukan
kondisi wajah akhir
penyelarasan slot
kerusakan laminasi yang dapat diterima
Kualitas pengecoran dimulai sebelum pengecoran.
Desain untuk Tumpukan Toleransi Kasus Terburuk
Tumpukan laminasi rotor adalah tumpukan toleransi dalam arti harfiah.
Setiap laminasi mungkin dapat diterima. Tumpukan yang dirakit mungkin masih menciptakan rongga pengecoran yang sulit.
Sebelum merilis desain laminasi rotor, tinjau kasus terburuk yang dapat diterima:
pembukaan slot minimum
duri maksimum
penumpukan lapisan maksimum
panjang tumpukan maksimum
kesalahan kemiringan maksimum
jarak bebas ventilasi minimum
variasi jembatan maksimum
Jika rotor hanya menghasilkan dengan baik pada dimensi nominal, maka rotor tersebut tidak siap produksi.
Pengaturan Proses Tidak Dapat Sepenuhnya Memperbaiki Geometri Buruk
Kecepatan injeksi, suhu aluminium, suhu die, tekanan, vakum, ventilasi, dan pelumasan semuanya memengaruhi kualitas pengecoran rotor.
Tetapi, pengaturan proses tidak dapat sepenuhnya menyelamatkan geometri yang buruk.
Slot yang sempit masih membatasi aliran. Kantong yang buta masih menjebak gas. Persimpangan cincin ujung yang berat masih menimbulkan risiko penyusutan. Kemiringan yang berlebihan masih memperpanjang jalur pengisian.
Penyetelan proses dapat mengurangi cacat. Hal ini tidak dapat menghilangkan penyebab desain setiap saat.
Hal ini penting karena tim produksi sering kali disalahkan atas cacat yang dirancang ke dalam tumpukan laminasi.
Pendekatan yang lebih baik adalah dengan meninjau geometri dan prosesnya secara bersamaan:
Dapatkah slot terisi sebelum membeku?
Dapatkah udara keluar sebelum aluminium menghalangi jalurnya?
Dapatkah cincin ujung memberi makan persimpangan batang?
Dapatkah tumpukan tetap rapat tanpa mengubah bentuk slot?
Dapatkah hasil yang sama diulang di seluruh alat, shift, dan lot material?
Jika jawabannya lemah, gambar perlu diperbaiki.
Daftar Periksa DFM Praktis untuk Geometri Laminasi Rotor
Gunakan daftar periksa ini sebelum pelepasan perkakas atau saat memecahkan masalah cacat pengecoran rotor aluminium.
Pertanyaan tinjauan
Mengapa ini penting
Apakah bukaan slot cukup besar untuk masuknya aluminium yang stabil?
Mencegah bidikan pendek dan aliran yang tidak stabil
Apakah ada leher sempit yang mengarah ke kantong internal yang lebih besar?
Mengurangi risiko jebakan gas
Apakah jembatan slot terlalu tebal untuk perilaku pemadatan lokal?
Mencegah pembekuan dini di dekat bagian atas slot
Apakah kedalaman slot masuk akal untuk proses pengecoran yang dipilih?
Mengurangi cacat pengisian jalur panjang
Apakah kemiringan menciptakan jalur pengisian yang berlebihan?
Melindungi konsistensi isian dan area bar
Apakah transisi bar ke ujung ring mulus?
Mengurangi penyusutan dan sambungan yang lemah
Apakah massa cincin akhir dikendalikan?
Menghindari titik panas dan porositas
Apakah arah duri ditentukan?
Melindungi area slot dan tempat duduk susun
Apakah kompresi tumpukan didefinisikan?
Mencegah flash di antara laminasi
Apakah toleransi pendaftaran slot realistis?
Menjaga saluran aliran internal tetap konsisten
Apakah desain sudah diperiksa pada toleransi kasus terburuk?
Menghindari desain yang hanya berfungsi pada kondisi nominal
Apakah pemeriksaan bagian dan resistensi termasuk dalam validasi?
Memastikan kualitas kandang internal
Metode Pengujian yang Mengungkap Masalah Pengecoran Terkait Geometri
Inspeksi eksternal berguna, tetapi tidak membuktikan bahwa sangkar rotornya baik.
Cacat yang berhubungan dengan geometri sering kali bersembunyi di dalam tumpukan laminasi atau di dekat persimpangan cincin akhir.
Metode validasi yang berguna meliputi:
Bagian
Memotong rotor sampel akan memperlihatkan isi batang, porositas, penyusutan, penutupan dingin, dan kualitas batang-ke-cincin. Hal ini memang merusak, tetapi memberikan bukti langsung.
Perbandingan Resistensi Rotor
Variasi resistensi dapat menunjukkan kualitas batang yang tidak rata atau sambungan sangkar yang lemah. Ini tidak menunjukkan bentuk cacat, tetapi dapat menunjukkan bahwa ada sesuatu yang tidak konsisten.
Pemantauan Berat Badan
Tren berat rotor dapat membantu mendeteksi variasi pengisian. Berat saja tidak cukup, tetapi perubahan yang tiba-tiba perlu diselidiki.
Data Saldo
Porositas dan pengisian yang tidak merata dapat mempengaruhi distribusi massa. Data keseimbangan terkadang dapat menunjukkan asimetri pengecoran.
Pengujian Kinerja
Arus rotor terkunci, perilaku torsi, pemanasan, getaran, dan efisiensi, semuanya dapat mencerminkan kualitas sangkar.
Pemeriksaan X-Ray atau CT
Untuk rotor yang kritis, inspeksi internal dapat mengidentifikasi porositas, penyusutan, atau pengisian yang tidak lengkap tanpa memotong setiap sampel.
Tidak ada satu tes yang dapat menceritakan keseluruhan cerita. Validasi terbaik menggunakan beberapa sinyal secara bersamaan.
Kesalahan Umum dalam Desain Laminasi Rotor untuk Die Casting
Kesalahan 1: Merancang Slot Hanya untuk Performa Listrik
Performa listrik itu penting. Tetapi, jika slot tidak dapat diisi secara konsisten, performa yang dimaksudkan tidak ada dalam produksi.
Kesalahan 2: Menggunakan “More Skew” sebagai Perbaikan Sederhana
Kemiringan dapat mengurangi masalah motor tertentu. Hal ini juga dapat menimbulkan masalah pengecoran dan mengurangi torsi jika digunakan secara berlebihan.
Kesalahan 3: Mengabaikan Cincin Akhir Sampai Terlambat
Cincin ujung adalah bagian dari sangkar listrik dan bagian dari sistem pengumpanan casting. Ini harus ditinjau lebih awal.
Kesalahan 4: Mengasumsikan Porositas Hanya Masalah Proses
Porositas sering kali disebabkan oleh proses. Porositas juga dapat disebabkan oleh geometri. Sebagian besar kasus nyata melibatkan keduanya.
Kesalahan 5: Memperlakukan Tumpukan Laminasi Sebagai Sesuatu yang Sempurna
Model CAD sudah bersih. Tumpukannya tidak. Gerinda, pelapisan, kompresi, dan penyelarasan mengubah rongga.
Kesalahan 6: Mengukur Dimensi tetapi Tidak Mengukur Kemampuan Casting
Sebuah slot dapat memenuhi toleransi dimensi dan masih sulit untuk diisi. Castability membutuhkan tinjauan tersendiri.
Pendekatan Desain yang Direkomendasikan
Alur kerja desain rotor aluminium yang lebih baik terlihat seperti ini:
Tentukan persyaratan elektromagnetik.
Membuat geometri slot awal dan cincin akhir.
Tinjau tumpukan laminasi sebagai rongga pengecoran.
Periksa entri slot, panjang aliran, jalur kemiringan, dan ventilasi.
Tinjau massa cincin ujung dan transisi bar-ke-cincin.
Menerapkan analisis toleransi kasus terburuk.
Validasi dengan simulasi jika tersedia.
Konfirmasikan dengan uji coba pengecoran, penampang, pemeriksaan resistensi, dan uji performa.
Masukkan kembali temuan tersebut ke dalam geometri laminasi.
Langkah ke-9 adalah di mana banyak tim berhenti terlalu dini.
Uji coba pengecoran seharusnya tidak hanya menyetujui atau menolak proses tersebut. Uji coba ini harus mengajarkan desain tentang apa yang sebenarnya dilakukan oleh aluminium.
FAQ: Geometri Laminasi Rotor dan Aluminium Die Casting
Apa yang dimaksud dengan geometri laminasi rotor?
Geometri laminasi rotor mengacu pada bentuk dan susunan laminasi baja berlubang yang digunakan untuk membangun inti rotor. Ini termasuk bentuk slot, bukaan slot, ketebalan jembatan, kemiringan, panjang tumpukan, kondisi duri, dan keselarasan.
Bagaimana geometri laminasi mempengaruhi die casting rotor aluminium?
Tumpukan laminasi membentuk rongga internal yang diisi oleh aluminium cair. Geometrinya mengontrol hambatan aliran, ventilasi, laju pendinginan, pola pemadatan, dan kualitas batang rotor akhir.
Mengapa slot rotor menyebabkan cacat pengecoran?
Slot rotor bisa panjang, sempit, miring, atau terbatas di dekat bukaan. Fitur-fitur ini dapat memperlambat aliran aluminium, menjebak gas, atau menyebabkan pembekuan awal sebelum slot terisi penuh.
Geometri rotor apa yang menyebabkan porositas?
Risiko porositas meningkat dengan kantong buta, ventilasi yang buruk, leher yang sempit, bagian cincin ujung yang berat, transisi bar-ke-cincin yang tiba-tiba, dan area di mana aluminium mengeras tanpa pengumpanan yang tepat.
Ya, kemiringan meningkatkan jalur aliran efektif dan membuat penyelarasan slot lebih sensitif. Hal ini dapat meningkatkan perilaku motorik tetapi juga dapat meningkatkan kesulitan pengisian jika sudutnya terlalu agresif.
Apakah slot rotor tertutup lebih mudah dilemparkan?
Slot tertutup atau semi-tertutup dapat menawarkan beberapa manfaat manufaktur dan elektromagnetik, tetapi mereka juga dapat menyembunyikan cacat internal dan menciptakan batasan. Pilihan terbaik tergantung pada desain rotor penuh dan proses pengecoran.
Mengapa transisi end-ring penting?
Transisi batang ke ujung cincin adalah tempat batang rotor tipis bertemu dengan cincin aluminium yang lebih besar. Area ini rentan terhadap penyusutan, pengumpanan yang lemah, dan koneksi listrik yang buruk jika perubahan bagian terlalu mendadak.
Dapatkah parameter pengecoran memperbaiki geometri laminasi yang buruk?
Penyetelan ini dapat membantu, tetapi tidak dapat sepenuhnya menghilangkan risiko yang disebabkan oleh geometri. Jika slot memerangkap udara atau cincin ujung menciptakan titik panas, penyetelan proses dapat mengurangi cacat tetapi tidak menghilangkan akar penyebabnya.
Pengujian apa yang harus digunakan untuk memvalidasi kualitas pengecoran rotor?
Metode yang umum digunakan meliputi penampang, perbandingan resistensi, pelacakan berat, data keseimbangan, pengujian kinerja, dan inspeksi internal untuk aplikasi yang penting.
Apa cara terbaik untuk mendesain laminasi rotor untuk die casting aluminium?
Rancanglah tumpukan laminasi sebagai bagian dari rongga pengecoran. Tinjau bentuk slot, kemiringan, gerinda, kompresi tumpukan, ventilasi, dan transisi cincin-akhir sebelum pelepasan perkakas. Geometri rotor terbaik tidak hanya efisien. Hal ini dapat diulang dalam produksi.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.