Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Géométrie de la stratification du rotor et défauts de moulage sous pression de l'aluminium
Principaux enseignements
Stratification du rotor La géométrie affecte directement l'écoulement de l'aluminium, la ventilation, le refroidissement et la solidification pendant le moulage sous pression.
Les ouvertures de fente, l'épaisseur du pont, l'angle d'inclinaison, la longueur de la pile, les bavures et les transitions entre les anneaux d'extrémité sont des causes courantes de porosité, de coups courts et de déséquilibre d'une barre à l'autre.
La conception d'un rotor coulable doit considérer l'empilement de tôles comme faisant partie de la cavité de coulée, et pas seulement comme un composant électromagnétique.
Table des matières
L'importance de la géométrie de la stratification dans le moulage sous pression de rotors en aluminium
Dans un rotor en aluminium moulé sous pression, la pile de tôles n'est pas simplement une pile d'acier électrique.
Il fait partie de la cavité du moule.
Ce petit changement de mentalité change presque tout. L'aluminium en fusion ne voit pas “l'intention de conception du moteur”. Il voit des fentes étroites, des transitions nettes, des parois en acier, des bavures, des revêtements, des passages en biais et des endroits où l'air ne peut pas s'échapper facilement.
Un rotor peut avoir l'air correct sur le dessin et être difficile à couler.
C'est pourquoi de nombreux défauts de moulage des rotors en aluminium apparaissent avant que la machine de moulage ne fonctionne. Ils commencent dans la géométrie de laminage.
La fente peut être trop restrictive. La transition entre les anneaux d'extrémité peut être trop abrupte. L'obliquité peut être utile sur le plan électrique mais gênante pour l'écoulement. Le pont peut satisfaire aux exigences magnétiques mais geler l'aluminium trop tôt près de l'ouverture de la fente.
Aucun de ces problèmes n'est dramatique en soi. En production, ils s'empilent les uns sur les autres. Littéralement.
Qu'est-ce qui est coulé dans un rotor en aluminium ?
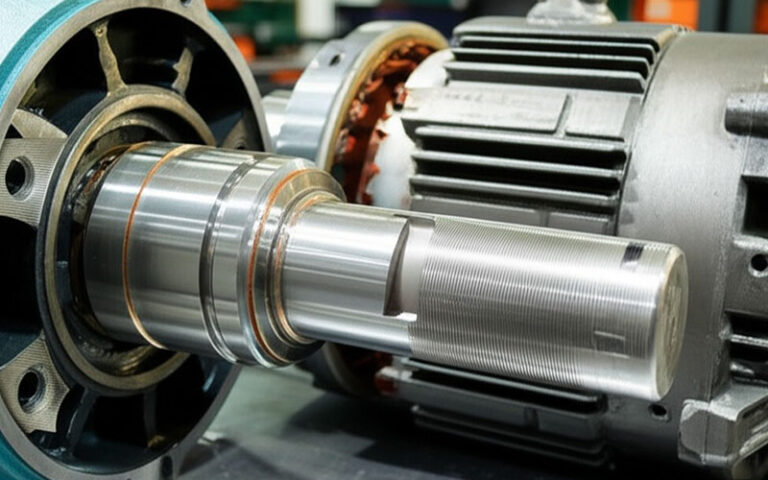
Lors du moulage sous pression du rotor en aluminium, l'aluminium fondu remplit les fentes du rotor à l'intérieur de la pile de laminage et forme les anneaux d'extrémité aux deux bouts. Le résultat est une cage d'écureuil conductrice.
La fonte d'aluminium comprend normalement :
barres de rotor à l'intérieur des fentes de laminage
les anneaux de court-circuitage, également appelés anneaux d'extrémité
les éventuelles pales de ventilateur ou les caractéristiques auxiliaires en fonte
la porte, le couloir et les zones de débordement qui sont enlevés ultérieurement
Les barres du rotor et les anneaux d'extrémité doivent former une cage électrique continue. Si l'une des barres est poreuse, mince, fissurée ou mal reliée à l'anneau, le rotor peut encore tourner. Cela ne signifie pas qu'il est sain.
Un défaut à l'intérieur de la cage peut modifier la résistance locale. Il peut perturber la distribution du courant. Il peut augmenter la chaleur. Il peut créer une ondulation du couple ou une vibration.
Parfois, le moteur échoue aux tests. Il arrive aussi qu'il réussisse les tests et qu'il chauffe par la suite. C'est pire.
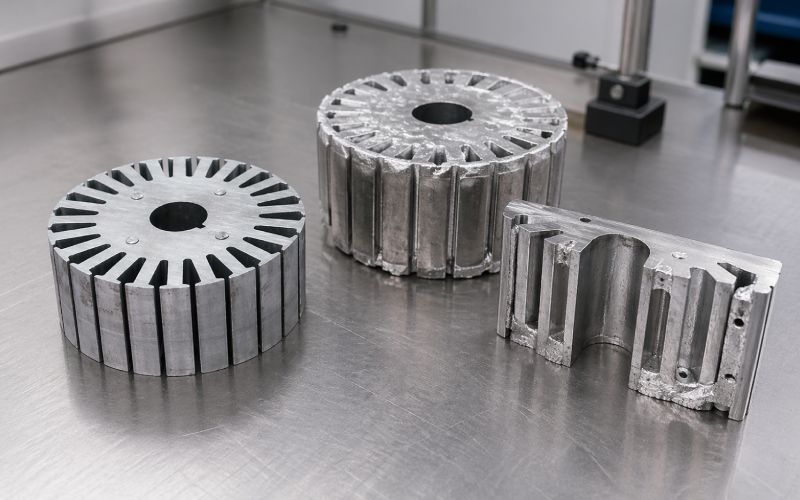
La pile de laminage est une cavité de coulée
Une pile de laminage est constituée de plusieurs feuilles minces. Chaque feuille présente une géométrie de fente perforée ou estampée. Lorsqu'elles sont empilées, ces ouvertures forment de longs passages internes pour l'aluminium.
Mais la cavité interne n'est pas aussi nette que sur le modèle CAO.
Les piles réelles comprennent
bavures d'estampage
épaisseur du revêtement
variation du bord de la fente
variation de la compression de la pile
erreur d'indexation du laminage
erreur d'alignement
distorsion locale
petits espaces entre les feuilles
L'aluminium réagit à la cavité réelle et non à la cavité nominale.
C'est pourquoi le moulage sous pression du rotor est indissociable de la conception de l'empilement de laminage. L'empilement contrôle où l'aluminium s'écoule, où il ralentit, où il retient les gaz et où il gèle en premier.
Une bonne conception de la stratification du rotor n'est pas seulement efficace d'un point de vue magnétique. Elle est coulable.
Principaux facteurs géométriques de lamination qui affectent la coulée
Facteur géométrique de lamination
Effet de coulée
Risque de défaut courant
Meilleure orientation de la conception
Largeur de l'ouverture de la fente
Contrôle l'entrée de l'aluminium en fusion dans la cavité de la barre du rotor
Coup court, fermeture à froid, remplissage incomplet
Éviter les fentes d'embouchure trop étroites, à moins que les essais de coulée ne le justifient.
Epaisseur du pont de la fente
Modifications de l'extraction de chaleur et de la restriction locale près du sommet de la fente
Gel précoce, remplissage insuffisant du slot-top, section de bar faible
Équilibrer les besoins magnétiques avec l'écoulement de la coulée et le comportement thermique
Profondeur de la fente
Augmente la longueur de la barre et la distance d'écoulement
Porosité en milieu de fente, remplissage incomplet, piégeage de gaz
Vérifier la stabilité du remplissage sur toute la longueur de la pile
Section transversale de la barre
Détermine la surface conductrice et le volume d'aluminium
Résistance élevée, courant irrégulier, faible facteur de remplissage
Conception d'une zone de moulage reproductible, et pas seulement d'une zone théorique
Cône de la fente
Influence la vitesse d'écoulement et la direction de l'alimentation
Rétrécissement isolé, poches d'air emprisonnées
Utilisez des transitions douces ; évitez les paquets soudains
Décalage du rotor
Prolonge la trajectoire du flux et modifie l'alignement des fentes
Déséquilibre de remplissage, perte de couple en cas d'excès, porosité cachée
Utiliser une inclinaison suffisante pour le comportement moteur, mais vérifier la coulabilité.
Longueur de la pile
Augmente la résistance à l'écoulement et la perte de chaleur
Défauts de remplissage des barres longues, variation entre les extrémités
Examiner la perte de pression et le refroidissement sur l'ensemble de la cheminée
Direction de la bavure
Modification de la zone de fente effective et de l'assise de la pile
Clignotement, amincissement des barres, obstruction locale
Contrôle de la direction des bavures et de la compression de la pile
Transition de l'anneau d'extrémité
Contrôle la connexion entre les barres et les anneaux
Porosité de rétraction, faible jonction bar-ring
Éviter les changements de section brusques et les masses isolées lourdes
Alignement des lamelles
Détermine la douceur du passage interne
Perturbation de l'écoulement, forme irrégulière des barres
Spécifier l'enregistrement des fentes et les contrôles d'empilage
Largeur de l'ouverture de la fente : petite dimension, grande conséquence
L'ouverture de la fente est l'une des caractéristiques les plus faciles à sous-estimer.
Une ouverture de fente étroite peut faciliter la conception électromagnétique. Elle peut réduire certains effets de fente. Elle peut également rendre le rotor plus facile à usiner ou à finir.
Mais lors de la coulée, cette même ouverture peut devenir un point d'étranglement.
Si l'ouverture de la fente est trop étroite, l'aluminium en fusion pénètre dans la cavité de la barre avec une plus grande résistance et un écoulement moins stable. Le métal peut être projeté, plié, refroidi ou emprisonner de l'air derrière lui. Une fente qui se remplit en simulation dans des conditions idéales peut devenir incohérente en production lorsque des variations d'empilement apparaissent.
C'est là que le bât blesse : une ouverture de fente n'a pas besoin d'être “erronée” pour être risquée. Il suffit que la marge de traitement soit trop faible.
Une question utile se pose :
Chaque fente du rotor peut-elle se remplir de manière répétée lorsque la pile est dans sa plus mauvaise condition de tolérance acceptable ?
Pas le meilleur cas. Le pire des cas acceptables.
C'est l'état de la conception que la production finira par trouver.
Épaisseur du pont de fente : Avantage électrique, Pénalité de moulage
Le pont situé au-dessus d'une fente de rotor fermée ou semi-fermée affecte à la fois les performances magnétiques et le comportement de la fonte.
Un pont plus fin peut permettre d'atteindre certains objectifs électromagnétiques, mais il peut devenir fragile ou incohérent lors de l'emboutissage. Un pont plus épais peut améliorer la robustesse mécanique, mais il tire également la chaleur de l'aluminium près du sommet de la fente. Cela peut favoriser une congélation précoce.
La zone du pont est également proche de la partie la plus étroite de nombreux modèles de fentes. Elle devient donc une restriction thermique et d'écoulement combinée.
Cette combinaison est importante.
Si l'aluminium gèle près du pont avant que le reste de la barre ne soit correctement alimenté, le rotor peut se développer :
faible remplissage du slot-top
fermeture à froid
porosité locale
réduction de la surface effective du bar
résistance irrégulière entre les barres
Le modèle peut encore sembler normal de l'extérieur. Le défaut se trouve à l'intérieur de la cage de l'écureuil.
C'est pourquoi l'épaisseur du pont ne doit pas être examinée uniquement sous l'angle du flux magnétique et de la résistance mécanique. Elle doit également faire l'objet d'un examen de fonderie.
Profondeur de la fente et forme de la barre : Là où la résistance devient aléatoire
La géométrie des barres du rotor contrôle le comportement électrique. Les barres profondes, les barres étroites, les barres effilées, les fentes fermées, les fentes ouvertes et les formes à double cage modifient toutes les performances du moteur.
Mais du point de vue de la coulée, la forme de la barre contrôle également la difficulté à remplir la cavité.
Une fente profonde et étroite crée un long passage. L'aluminium doit rester chaud et fluide suffisamment longtemps pour remplir toute la longueur de la barre. Il doit également repousser le gaz. Si le fond de la fente est plus large que le col, le flux peut se replier autour du gaz piégé. Si l'extrémité de la barre présente une section lourde, un rétrécissement peut apparaître après que le chemin d'alimentation a commencé à geler.
C'est ainsi qu'une valeur de résistance conçue devient une résistance aléatoire.
Le concepteur du moteur peut s'attendre à une certaine surface de barre de rotor. La pièce coulée peut présenter une surface inférieure en raison de vides internes, de plis d'oxyde ou d'un remplissage partiel. Cela modifie la résistance du rotor d'une manière qui n'a pas été conçue intentionnellement.
Une bonne géométrie de barre a généralement une forme tranquille :
des transitions en douceur
pas de poches aveugles
pas d'expansion soudaine
pas de régions minces en cul-de-sac
pas d'angles vifs inutiles
pas de sections lourdes qui ne peuvent être alimentées
Elle peut sembler moins intelligente. Elle a souvent un meilleur casting.
L'inclinaison du rotor : Bon pour les harmoniques, plus difficile pour le remplissage
L'inclinaison du rotor est couramment utilisée pour réduire l'ondulation du couple, le bruit, les vibrations et les harmoniques des encoches.
Il fonctionne en déplaçant les fentes du rotor sur la longueur de l'empilement. Au lieu d'une fente droite, l'aluminium doit remplir un passage tordu ou angulaire.
Cela favorise le comportement moteur. Cela peut nuire au comportement de moulage.
Une fente de rotor oblique crée :
un chemin d'écoulement plus long
plus de friction contre les parois en acier
une plus grande sensibilité à l'alignement de la stratification
plus de difficultés à maintenir une zone de bar uniforme
risque accru d'emprisonnement de l'air dans les régions décalées
Une petite inclinaison peut être gérable. Un biais plus important peut rendre le rotor plus sensible à la vitesse de remplissage, à la température de l'aluminium, à la température de la filière, à la compression de la pile et à la ventilation.
Il ne s'agit pas d“”éviter l'asymétrie". Ce serait trop simple.
La meilleure règle est la suivante :
Ne choisissez pas l'angle d'inclinaison uniquement en fonction des performances électromagnétiques. Choisissez-le en fonction des performances électromagnétiques et de la stabilité du moulage.
Un rotor silencieux mais difficile à couler n'est pas un modèle abouti.
Longueur de la pile : Rotor plus long, moins de tolérance
Plus la pile de laminage est longue, plus il est difficile de remplir le rotor de manière régulière.
Une longue pile augmente la longueur de la cavité de chaque barre de rotor. L'aluminium en fusion est en contact avec une plus grande surface d'acier. Il perd de la chaleur. La pression diminue. Les restrictions des petites fentes deviennent plus importantes.
Les longues piles amplifient également les petites erreurs de pelliculage.
Une seule stratification avec une bavure peut n'avoir que peu d'importance. Des centaines de tôles avec des bavures orientées dans la même direction peuvent réduire la surface effective de la fente. Une minuscule erreur d'indexation répétée dans la pile peut créer un passage interne inégal.
Il ne s'agit pas d'un problème théorique. C'est un problème de production.
Les empilements de rotors plus longs nécessitent un contrôle plus strict :
hauteur de la bavure de laminage
direction de la bavure
pression de la cheminée
alignement des fentes
accumulation de revêtement
précision de l'inclinaison
planéité de la face frontale
traitement de la pile avant la coulée
Lorsqu'ils sont lâches, les défauts de coulée peuvent sembler aléatoires. Ils ne le sont pas. La cavité a changé.
Bavures et compression des piles : Petits bords métalliques, problèmes d'écoulement réels
L'estampage crée des bavures. La finesse du découpage, l'usure de l'outil, l'état du matériau et le jeu de l'outil ont une incidence sur la taille et la direction des bavures.
Une bavure sur le bord de la fente peut avoir plusieurs effets à la fois :
réduire l'ouverture effective de la fente
perturber le flux d'aluminium
maintenir les laminés séparés
créer des chemins de flash entre les feuilles
modifier la hauteur de la pile
créer un éclaircissement local des barres
augmenter la variation entre les rotors
Les bavures sont souvent considérées comme un problème de qualité de la stratification. Elles constituent également un problème de qualité du moulage.
La compression de la pile ajoute une couche supplémentaire. Si l'empilement n'est pas suffisamment comprimé, l'aluminium peut fuir entre les lamelles. Si elle est comprimée de manière trop agressive, la géométrie des fentes peut se déformer, en particulier à proximité des ponts minces ou des zones de dents étroites.
La pile doit se comporter comme une cavité contrôlée.
Il ne s'agit pas d'un amas de pièces détachées.
Géométrie des anneaux d'extrémité : La zone de défaut que les gens remarquent trop tard
Les bagues d'extrémité relient toutes les barres du rotor en une cage d'écureuil fonctionnelle. Ils créent également certaines des conditions de coulée les plus importantes dans le rotor.
La jonction entre la barre et l'anneau est une zone de problèmes fréquents, car la section change rapidement. Des barres minces rencontrent un anneau plus large. L'anneau reste chaud plus longtemps. La barre peut geler plus tôt. L'alimentation devient inégale.
Cela crée un risque pour :
porosité de retrait près de l'extrémité de la barre
faible connexion entre la barre et l'anneau
jonctions fissurées
usinage exposition des vides
déséquilibre dû à un remplissage non uniforme
variation de la résistance électrique
Une bague d'extrémité plus large peut réduire la résistance électrique. Elle peut également augmenter le risque de rétrécissement. Les deux peuvent être vrais en même temps.
C'est là que la conception du rotor devient moins nette que ne le suggèrent les formules.
La bague d'extrémité doit être examinée ensemble en ce qui concerne l'écoulement de la coulée, la solidification, la tolérance d'usinage et les performances électriques. Si chaque équipe n'examine que sa propre partie, la jonction faible n'est pas prise en compte.
Comment la géométrie de la stratification crée des défauts spécifiques de moulage des rotors
1. Tirs courts
Un tir court signifie que l'aluminium n'a pas complètement rempli la cavité prévue.
Dans les barres de rotor, cela peut se produire lorsque l'ouverture de la fente est trop étroite, que la pile est trop longue, que la trajectoire oblique est trop difficile ou que l'aluminium gèle avant que la barre ne se remplisse.
Indices de géométrie :
bouches à fente étroites
profondeur excessive de la fente
forte obliquité
mauvais alignement de la pile
faible ventilation dans les zones de dernier remplissage
transitions abruptes des créneaux horaires
Réponse de la conception :
Augmentez la marge de traitement à l'entrée de la fente, réduisez les restrictions inutiles, examinez la longueur du chemin de remplissage et vérifiez si la région de dernier remplissage dispose d'une voie d'évacuation propre.
2. Fermeture à froid
Une fermeture à froid se produit lorsque deux fronts métalliques se rencontrent mais ne fusionnent pas correctement.
Dans un rotor, une fermeture à froid peut créer une faiblesse électrique interne. La barre peut sembler remplie, mais le chemin conducteur n'est pas propre.
Indices de géométrie :
diviser le flux autour des caractéristiques internes
changements dans les sections tranchantes
mauvaise transition entre la barre et l'anneau
écoulement instable à travers des fentes étroites
turbulences à proximité de la porte ou de l'entrée de la fente
Réponse de la conception :
Lisser la trajectoire de l'écoulement, réduire les changements brusques et éviter les géométries qui provoquent la rencontre des fronts métalliques après un refroidissement important.
3. Porosité du gaz
La porosité gazeuse se forme lorsque de l'air ou du gaz est piégé dans l'aluminium.
La géométrie de la stratification du rotor peut piéger le gaz lorsque l'écoulement bloque la voie d'évacuation avant que la cavité ne soit pleine.
Indices de géométrie :
poches aveugles
régions à capital fixe
des cols étroits menant à des cavités plus larges
de mauvaises voies d'aération
des zones obliques où l'air ne peut pas s'évacuer proprement
Réponse de la conception :
Examinez la manière dont l'air sort de chaque fente et de chaque zone de l'anneau terminal. Si le gaz n'a pas de voie de sortie, la pression seule ne résoudra pas le problème de manière fiable.
4. Rétrécissement Porosité
La porosité de retrait se forme lorsque l'aluminium se contracte pendant la solidification et ne peut pas être alimenté correctement.
Ce phénomène apparaît souvent dans les régions plus épaisses ou les jonctions où la masse thermique est élevée.
Indices de géométrie :
anneaux d'extrémité lourds
jonctions épaisses en bout de barre
augmentation soudaine de la section
caractéristiques du ventilateur en fonte anneaux d'extrémité rapprochés
points chauds isolés
Réponse de la conception :
Réduire les changements brusques de masse, améliorer les chemins d'alimentation et éviter de créer des zones d'aluminium isolées et épaisses sans contrôle de la solidification.
5. Déséquilibre de la résistance barre à barre
Un rotor peut passer l'inspection visuelle mais présenter une résistance inégale des barres. Cela peut entraîner un déséquilibre du courant, une concentration de chaleur, des vibrations ou une ondulation du couple.
Indices de géométrie :
une région angulaire se remplit différemment des autres
enregistrement des créneaux incohérents
bavures locales
remplissage inégal de l'anneau d'extrémité
variation de l'inclinaison ou de la compression de la pile
Réponse de la conception :
Comparez la résistance, les échantillons sectionnés, les données de poids et les données de performance. Ne vous fiez pas uniquement à l'aspect extérieur.
Lignes directrices pour la conception de laminations de rotors plus coulables
Traiter la géométrie des fentes comme une géométrie d'écoulement
Une fente de rotor n'est pas seulement une caractéristique magnétique. C'est aussi un canal d'écoulement du métal.
Cela signifie que la fente doit être vérifiée :
restriction d'entrée
longueur de l'écoulement
chemin de ventilation
risque de gel local
changements de section
répétabilité en cas de variation de la tolérance
Il n'est pas nécessaire que la fente soit grande partout. Il doit pouvoir être rempli partout.
Éviter les transitions brusques entre la barre et l'anneau
La jonction entre l'anneau et l'extrémité est l'une des zones les plus sensibles dans le moulage sous pression du rotor en aluminium.
Une transition brutale d'une barre fine à un anneau lourd favorise le déséquilibre thermique. La barre peut geler en premier. L'anneau reste chaud. Une rétraction apparaît alors près de la connexion.
Les meilleures conceptions utilisent des transitions plus douces et évitent les masses d'aluminium inutiles à la jonction.
Maintenir l'angle d'inclinaison dans une fourchette acceptable
L'inclinaison ne doit pas être choisie uniquement pour réduire le bruit ou les harmoniques.
Il doit également être vérifié par rapport à :
distance de remplissage en aluminium
capacité d'alignement des piles
enregistrement des créneaux horaires
cohérence de l'espace bar
stratégie de ventilation
perte de couple due à une inclinaison excessive
Une inclinaison modérée qui donne des résultats réguliers est souvent préférable à une inclinaison agressive qui crée des variations de production.
Contrôle de la direction de la bavure et de la pression de la pile
Le contrôle des bavures n'est pas seulement une exigence de l'estampage.
Pour le moulage sous pression des rotors en aluminium, les bavures affectent la cavité interne. Si les bavures réduisent la surface des fentes ou ouvrent des voies de fuite entre les tôles, le processus de moulage devient moins prévisible.
Un bon dessin ne se contente pas de définir les dimensions des fentes. Il doit également permettre de contrôler :
hauteur des bavures
direction de la bavure
compression de la pile
hauteur de la pile
état de la face frontale
alignement des fentes
dommages acceptables causés par la plastification
La qualité de la coulée commence avant la coulée.
Conception pour l'empilement des tolérances dans le pire des cas
Un empilement de tôles de rotor est un empilement de tolérances au sens propre.
Chaque laminage peut être acceptable. La pile assemblée peut néanmoins créer une cavité de coulée difficile.
Avant d'approuver la conception d'un laminage de rotor, il convient d'examiner le cas le plus défavorable :
ouverture minimale de la fente
bavure maximale
accumulation maximale de revêtement
longueur maximale de la pile
erreur maximale d'inclinaison
espace de ventilation minimum
variation maximale du pont
Si le rotor ne coule bien qu'aux dimensions nominales, il n'est pas prêt pour la production.
Les paramètres du processus ne permettent pas de corriger complètement une mauvaise géométrie
La vitesse d'injection, la température de l'aluminium, la température de la filière, la pression, le vide, la ventilation et la lubrification sont autant de facteurs qui influent sur la qualité de la coulée du rotor.
Cependant, les paramètres du processus ne peuvent pas entièrement remédier à une mauvaise géométrie.
Une fente étroite restreint toujours le flux. Une poche aveugle retient toujours le gaz. Une jonction lourde de l'anneau d'extrémité crée toujours un risque de rétrécissement. Une obliquité excessive allonge encore le chemin de remplissage.
La mise au point des processus peut réduire les défauts. Elle ne peut pas éliminer la cause de la conception à chaque fois.
C'est important car les équipes de production sont souvent blâmées pour des défauts qui ont été conçus dans la pile de pelliculage.
Une meilleure approche consiste à examiner ensemble la géométrie et le processus :
La fente peut-elle être remplie avant la congélation ?
L'air peut-il s'échapper avant que l'aluminium ne bloque le chemin ?
L'anneau d'extrémité peut-il alimenter la jonction des barres ?
La pile peut-elle rester serrée sans déformer la forme de la fente ?
Le même résultat peut-il se répéter d'un outil à l'autre, d'une équipe à l'autre et d'un lot de matériaux à l'autre ?
Si la réponse est faible, le dessin a besoin d'être retravaillé.
Liste de contrôle DFM pratique pour la géométrie de la stratification du rotor
Utilisez cette liste de contrôle avant la libération de l'outillage ou lors du dépannage des défauts de coulée du rotor en aluminium.
Question de révision
Pourquoi c'est important
L'ouverture de la fente est-elle suffisamment grande pour permettre une entrée stable de l'aluminium ?
Empêche les tirs courts et les flux instables
Les cols étroits mènent-ils à des poches internes plus grandes ?
Réduit le risque d'emprisonnement du gaz
Le pont de fente est-il trop épais pour un comportement de solidification locale ?
Empêche le gel précoce près du sommet de la fente
La profondeur de la fente est-elle raisonnable pour le procédé de coulée choisi ?
Réduction des défauts de remplissage sur les longs trajets
L'obliquité crée-t-elle un chemin de remplissage excessif ?
Protège l'uniformité du remplissage et la zone de la barre
Les transitions entre les barres et les anneaux se font-elles en douceur ?
Réduit le rétrécissement et les jonctions faibles
La masse de l'anneau final est-elle contrôlée ?
Évite les points chauds et la porosité
La direction de la bavure est-elle spécifiée ?
Protège la zone de la fente et l'assise de la pile
La compression de la pile est-elle définie ?
Empêche la formation de bavures entre les lamelles
Les tolérances d'enregistrement des fentes sont-elles réalistes ?
Maintient la cohérence du canal d'écoulement interne
La conception a-t-elle été vérifiée dans la tolérance la plus défavorable ?
Évite les conceptions qui ne fonctionnent qu'à l'état nominal
Les contrôles de sectionnement et de résistance sont-ils inclus dans la validation ?
Confirme la qualité de la cage interne
Méthodes d'essai qui révèlent les problèmes de moulage liés à la géométrie
L'inspection externe est utile, mais elle ne prouve pas que la cage du rotor est saine.
Les défauts liés à la géométrie se cachent souvent à l'intérieur de la pile de laminage ou près de la jonction des anneaux d'extrémité.
Les méthodes de validation utiles sont les suivantes :
Sectionnement
Le découpage d'échantillons de rotors met en évidence le remplissage des barres, la porosité, le rétrécissement, les fermetures à froid et la qualité de la liaison entre les barres et les bagues. C'est une méthode destructive, mais elle fournit des preuves directes.
Comparaison de la résistance du rotor
La variation de la résistance peut révéler une qualité de barre inégale ou des connexions de cage faibles. Elle n'indique pas la forme du défaut, mais elle peut montrer que quelque chose n'est pas cohérent.
Surveillance du poids
L'évolution du poids du rotor peut aider à détecter les variations de remplissage. Le poids seul ne suffit pas, mais les changements soudains méritent d'être étudiés.
Données d'équilibre
La porosité et le remplissage inégal peuvent affecter la répartition de la masse. Les données d'équilibre peuvent parfois indiquer une asymétrie de coulée.
Tests de performance
Le courant du rotor bloqué, le comportement du couple, l'échauffement, les vibrations et l'efficacité peuvent tous refléter la qualité de la cage.
Inspection par rayons X ou tomodensitométrie
Pour les rotors critiques, l'inspection interne permet d'identifier les porosités, les retraits ou les remplissages incomplets sans avoir à découper chaque échantillon.
Aucun test n'est à lui seul révélateur de la situation. La meilleure validation fait appel à plusieurs signaux combinés.
Erreurs courantes dans la conception de la stratification du rotor pour la coulée sous pression
Erreur n° 1 : concevoir les fentes uniquement en fonction des performances électriques
La performance électrique est importante. Mais si le créneau ne peut pas être rempli de manière cohérente, la performance prévue n'existe pas dans la production.
Erreur 2 : Utiliser l'option “Plus de biais” comme solution simple
L'obliquité peut réduire certains problèmes de moteur. Il peut également créer des problèmes de moulage et réduire le couple s'il est utilisé de manière excessive.
Erreur 3 : Ignorer l'anneau de fin jusqu'à une date tardive
La bague d'extrémité fait partie de la cage électrique et du système d'alimentation de la coulée. Il doit être examiné très tôt.
Erreur 4 : Supposer que la porosité n'est qu'un problème de processus
La porosité a souvent des causes liées au processus. Elle peut également avoir des causes géométriques. La plupart des cas réels impliquent les deux.
Erreur 5 : Considérer la pile de laminage comme parfaite
Le modèle CAO est propre. La pile ne l'est pas. Les bavures, les revêtements, la compression et l'alignement modifient la cavité.
Erreur 6 : Mesurer les dimensions mais pas la coulabilité
Une fente peut respecter les tolérances dimensionnelles et être difficile à remplir. La coulabilité doit faire l'objet d'un examen particulier.
Approche recommandée pour la conception
Le flux de travail d'un rotor en aluminium de meilleure qualité ressemble à ceci :
Définir les exigences électromagnétiques.
Créer la géométrie initiale de la fente et de l'anneau d'extrémité.
Examiner la pile de laminage en tant que cavité de coulée.
Vérifier l'entrée de la fente, la longueur de l'écoulement, la trajectoire oblique et l'aération.
Examiner la masse en fin d'anneau et les transitions entre la barre et l'anneau.
Appliquer l'analyse de la tolérance la plus défavorable.
Valider par une simulation lorsqu'elle est disponible.
Confirmer par des essais de coulée, de sectionnement, des contrôles de résistance et des tests de performance.
Introduire les résultats dans la géométrie de laminage.
L'étape 9 est celle où de nombreuses équipes s'arrêtent trop tôt.
Un essai de coulée ne doit pas seulement approuver ou rejeter le processus. Il doit permettre d'apprendre au concepteur ce que fait réellement l'aluminium.
FAQ : Géométrie de la stratification du rotor et moulage sous pression de l'aluminium
Qu'est-ce que la géométrie de laminage du rotor ?
La géométrie des tôles du rotor fait référence à la forme et à la disposition des tôles d'acier poinçonnées utilisées pour construire le noyau du rotor. Elle comprend la forme des fentes, l'ouverture des fentes, l'épaisseur des ponts, l'obliquité, la longueur des piles, l'état des bavures et l'alignement.
Comment la géométrie de la stratification affecte-t-elle le moulage sous pression des rotors en aluminium ?
La pile de laminage forme la cavité interne que l'aluminium en fusion remplit. Sa géométrie contrôle la résistance à l'écoulement, la ventilation, la vitesse de refroidissement, le schéma de solidification et la qualité finale des barres de rotor.
Pourquoi les fentes de rotor provoquent-elles des défauts de coulée ?
Les fentes du rotor peuvent être longues, étroites, obliques ou restreintes près de l'ouverture. Ces caractéristiques peuvent ralentir l'écoulement de l'aluminium, piéger les gaz ou provoquer une congélation précoce avant que la fente ne soit entièrement remplie.
Quelle géométrie de rotor est à l'origine de la porosité ?
Le risque de porosité augmente avec les poches aveugles, une mauvaise ventilation, des cols étroits, des sections d'anneau d'extrémité lourdes, des transitions brusques entre la barre et l'anneau, et des zones où l'aluminium se solidifie sans être correctement alimenté.
L'inclinaison du rotor affecte-t-elle la qualité du moulage ?
Oui. L'inclinaison augmente la trajectoire effective du flux et rend l'alignement des fentes plus sensible. Elle peut améliorer le comportement du moteur mais peut aussi augmenter les difficultés de remplissage si l'angle est trop agressif.
Les fentes de rotor fermées sont-elles plus faciles à mouler ?
Les encoches fermées ou semi-fermées peuvent offrir certains avantages en termes de fabrication et d'électromagnétisme, mais elles peuvent également dissimuler des défauts internes et créer des restrictions. Le meilleur choix dépend de la conception complète du rotor et du processus de moulage.
Pourquoi la transition de l'anneau terminal est-elle importante ?
La transition entre la barre et l'anneau est l'endroit où les barres minces du rotor rencontrent un anneau d'aluminium plus grand. Cette zone est sujette au rétrécissement, à une alimentation faible et à une mauvaise connexion électrique si le changement de section est trop brusque.
Les paramètres de coulée peuvent-ils corriger une mauvaise géométrie de laminage ?
Ils peuvent aider, mais ne peuvent pas éliminer complètement les risques liés à la géométrie. Si la fente emprisonne de l'air ou si la bague d'extrémité crée un point chaud, la mise au point du processus peut réduire les défauts, mais pas éliminer la cause première.
Quels sont les tests à utiliser pour valider la qualité du moulage du rotor ?
Les méthodes courantes comprennent le sectionnement, la comparaison de la résistance, le suivi du poids, les données d'équilibre, les essais de performance et l'inspection interne pour les applications critiques.
Quelle est la meilleure façon de concevoir les tôles de rotor pour le moulage sous pression de l'aluminium ?
Concevoir la pile de laminage comme faisant partie de la cavité de coulée. Examinez la forme des fentes, l'obliquité, les bavures, la compression de l'empilement, l'aération et les transitions entre les anneaux d'extrémité avant le lancement de l'outillage. La meilleure géométrie de rotor n'est pas seulement efficace. Elle est reproductible en production.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.