Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。

アルミダイキャスト・ローターでは、ラミネーション・スタックは単なる電気鋼のスタックではない。.
金型キャビティの一部となる。.
その小さな発想の転換が、ほとんどすべてを変えてしまう。溶けたアルミニウムは “モーター設計の意図 ”を見ることはない。狭いスロットの開口部、鋭いトランジション、鋼鉄の壁、バリ、コーティング、歪んだ通路、空気が簡単に逃げられない場所などを見るのだ。.
ローターは図面では正しく見えても、鋳造が難しいことがある。.
このため、アルミニウム・ローターの鋳造欠陥の多くは、鋳造機が稼働する前から始まっている。積層形状から始まるのです。.
スロットに制限がありすぎる。エンドリングの移行が急すぎるかもしれない。スキューは電気的には有効だが、流れには不都合である。ブリッジは磁気的な要求を満たすかもしれないが、スロットの開口部付近でアルミニウムを凍結させるには早すぎる。.
これらの問題はどれも、単独では劇的なものではない。本番では、それらが積み重なる。文字通りだ。.
アルミ・ローターのダイキャストでは、溶融アルミニウムがラミネーション・スタック内のローター・スロットを満たし、両端のエンド・リングを形成します。その結果、導電性のリス・ケージが出来上がります。.
通常、アルミ鋳造には以下のものが含まれる:
ローター・バーとエンド・リングは、1つの連続した電気ケージを形成していなければならない。1本のバーが多孔質であったり、細かったり、ひびが入っていたり、リングとの接続が悪かったりしても、ローターは回転することがある。それは健康であることを意味しない。.
ケージ内部の欠陥は局所的な抵抗を変化させる。電流分布が乱れる。熱を増加させます。トルクリップルや振動を発生させます。.
モーターがテストに失敗することもある。テストに合格しても後で熱くなることもある。それはもっと悪い。.
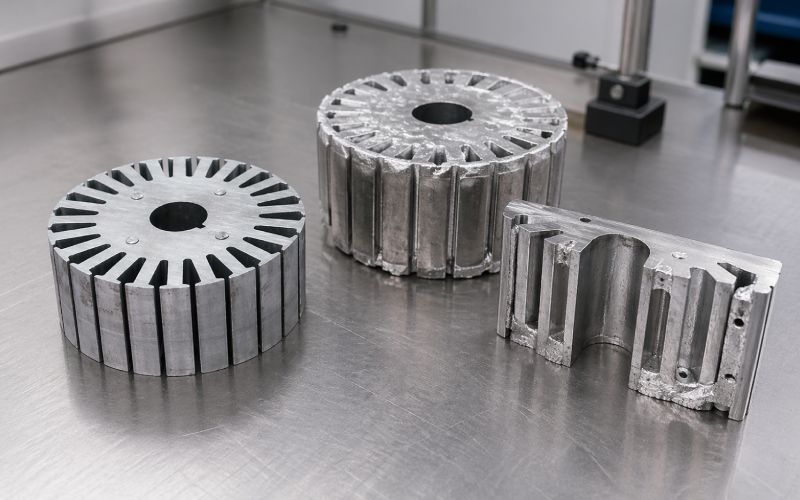
ラミネーション・スタックは多数の薄いシートから作られる。各シートには、打ち抜きまたは型押しされたスロット形状があります。積み重ねると、これらの開口部がアルミニウムの長い内部通路を形成します。.
しかし、内部空洞はCADモデルほどきれいではない。.
本物のスタックには以下が含まれる:
アルミニウムは公称キャビティではなく、実際のキャビティに反応する。.
だからこそ、ローターダイカストはラミネーションスタックの設計と切り離すことができないのです。スタックは、アルミニウムが流れる場所、速度を落とす場所、ガスを閉じ込める場所、最初に凍結する場所を制御します。.
優れたローターのラミネーション設計は、磁気的に効率的なだけではない。鋳造可能である。.

| ラミネート形状係数 | キャスティング効果 | 一般的な欠陥リスク | より良いデザインの方向性 |
|---|---|---|---|
| スロット開口幅 | ローターバーキャビティへの溶融アルミニウムの侵入を制御 | ショートショット、コールドシャット、不完全なフィル | キャスティング試験の裏付けがない限り、過度に狭いスロットマウスは避ける。 |
| スロットブリッジの厚さ | スロットトップ付近の熱抽出と局所的な制限の変化 | 早期の凍結、スロットトップの詰めの甘さ、バーセクションの弱さ | 磁気ニーズと鋳造フローおよび熱挙動のバランス |
| スロットの深さ | バーの長さとフローディスタンスを増加 | 中間スロットの空隙、不完全充填、ガス封入 | スタック全長にわたる充填安定性のチェック |
| 棒の断面 | 導電面積とアルミニウム体積を測定 | 高抵抗、不均一な電流、低充填率 | 理論上の面積だけでなく、再現可能な鋳造面積の設計 |
| スロットテーパー | 流速と送り方向に影響 | 孤立した収縮、閉じ込められたエアポケット | スムーズなトランジションで、急なポケットを避ける |
| ロータースキュー | 流路を拡張し、スロットのアライメントを変更 | 充填のアンバランス、過度のトルク損失、隠れたポロシティ | 運動挙動に十分なスキューを使用するが、キャスタビリティは確認すること |
| スタック長 | 流動抵抗と熱損失を増加させる | ロングバーの充填不良、端部間のばらつき | スタック全体の圧力損失と冷却を見直す |
| バーの方向 | 有効スロット・エリアとスタック・シーティングの変更 | フラッシング、バーの菲薄化、局所閉塞 | バリの方向とスタックの圧縮を制御 |
| エンドリング移行 | バーとリングの接続を制御 | 収縮ポロシティ、弱いバーリング接合部 | 急な区間変更や孤立した重い塊は避ける。 |
| ラミネーションの位置合わせ | 内部通路の滑らかさを決定する | 流れの乱れ、不均一なバー形状 | スロット登録とスタッキング制御の指定 |
スロットの開口部は、過小評価されやすい特徴のひとつだ。.
スロットの開口部が狭いことは、電磁気設計に役立つ可能性がある。ある種のスロットの影響を減らすことができる。また、ローターの加工や仕上げがより簡単になる。.
しかし、キャスティングの際には、同じ開口部がチョークポイントになることがある。.
スロットの口が狭すぎると、溶融アルミニウムがバーキャビティに入る際の抵抗が大きくなり、流れが安定しなくなる。金属が噴出したり、折れ曲がったり、冷やされたり、背後に空気を巻き込んだりする可能性がある。理想的な条件下ではシミュレーションで充填されるスロットが、スタックのばらつきが現れると、生産時に一貫性がなくなることがある。.
スロット開口部が「間違っている」必要はない。プロセスマージンが少なすぎるだけでいいのだ。.
有益な質問だ:
スタックが最悪の許容公差状態にあるとき、すべてのロータースロットを繰り返し充填できますか?
ベストケースではない。最悪のケースだ。.
それが、最終的に生産が見出す設計条件だ。.
クローズドまたはセミクローズド・ローター・スロット上部のブリッジは、磁気性能と鋳造挙動の両方に影響する。.
ブリッジを薄くすると、電磁的な目標は達成できるかもしれないが、壊れやすくなったり、スタンピングに一貫性がなくなったりする可能性がある。厚いブリッジは機械的な堅牢性を向上させるかもしれないが、スロット上部付近のアルミニウムから熱を奪う。その結果、早期の凍結を引き起こす可能性がある。.
また、ブリッジ部分は多くのスロット設計で最も狭い部分に近い。そのため、流れと熱の複合的な制限となる。.
この組み合わせは重要だ。.
バーの残りの部分が適切に供給される前にブリッジ付近でアルミニウムが凍結すると、ローターが発生する可能性がある:
外から見るとまだ正常なデザインに見えるかもしれない。欠陥はリスケージの内部にある。.
だからこそ、ブリッジの厚さは磁束と機械的強度だけで見直すべきでない。鋳造の見直しも必要なのだ。.
ローターバーの形状は電気的挙動を制御する。深いバー、細いバー、テーパーバー、閉じたスロット、開いたスロット、二重かごのような形状はすべて、モーター性能を変化させます。.
しかし、鋳造の観点からは、棒の形状はキャビティ充填の難易度も左右する。.
深く狭い溝が長い通路を作る。アルミニウムは、バーの全長を満たすのに十分な時間、高温と流動性を保たなければならない。また、ガスを押し出さなければなりません。スロットの底がネックより広いと、流れが閉じ込められたガスの周囲で折れ曲がる可能性がある。バーの端に重い部分がある場合、供給経路が凍り始めた後に収縮が現れることがあります。.
こうして設計された抵抗値がランダムな抵抗値になる。.
モーター設計者は、ある一定のローターバー面積を期待することがある。実際の鋳造では、内部の空洞、酸化皮膜のひだ、部分的な充填のために、面積が小さくなることがあります。それによって、誰も意図的に設計していない方法でローターの抵抗が変化する。.
良いバーのジオメトリーは通常、静かな形状をしている:
見た目はあまり賢くないかもしれない。キャスティングが良くなることが多い。.
ロータースキューは、トルクリップル、ノイズ、振動、スロット高調波を低減するために一般的に使用されます。.
これは、スタックの長さに沿ってローターのスロットをずらすことで機能する。1本のまっすぐなスロットの代わりに、アルミニウムはねじれたり角度のついた通路を埋めなければならない。.
それは運動動作を助ける。鋳造行動を損なうこともある。.
ロータースロットにスキューが生じる:
小さなスキューは管理可能かもしれない。スキューが大きいと、充填速度、アルミ温度、ダイ温度、スタック圧縮、ベントの影響を受けやすくなる。.
ポイントは “歪みを避ける ”ことではない。それでは単純すぎる。.
より良いルールはこうだ:
スキュー角は電磁気的性能だけで選ばないでください。電磁気的性能+鋳造安定性から選ぶ。.
静かだが鋳造が難しいローターは、完成されたデザインではない。.
ラミネーション・スタックが長くなればなるほど、ローターを安定して充填するのは難しくなる。.
スタックが長いと、各ローターバーのキャビティの長さが長くなる。溶融アルミニウムは、接触するスチール面が増える。熱が奪われる。圧力が低下する。小さなスロットの制限がより重要になる。.
また、長いスタックは小さなラミネーションエラーを拡大する。.
バリのある1枚のラミネートは、それほど重要ではないかもしれない。同じ方向を向いたバリのある何百ものラミネートは、有効なスロット面積を減少させます。小さな割り出しミスがスタックを通して繰り返されると、内部通路に凹凸が生じます。.
これは理論の問題ではない。生産の問題なのだ。.
長いロータースタックでは、より厳格な制御が必要である:
これらが緩んでいると、鋳造欠陥はランダムに見えるかもしれない。それらはランダムではない。キャビティが変化したのだ。.
スタンピングはバリを発生させます。微細なブランキング、工具の摩耗、材料の状態、ダイクリアランスはすべてバリのサイズと方向に影響します。.
スロットエッジのバリは、一度にいくつものことをする可能性がある:
バリはラミネーションの品質問題として扱われることが多い。また、鋳造品質の問題でもあります。.
スタックの圧縮はもう一つの層を追加します。スタックの圧縮が十分でない場合、アルミニウムが積層間から漏れることがあります。圧縮が強すぎると、スロットの形状が歪む可能性があり、特に薄いブリッジや狭い歯の領域が歪む可能性があります。.
スタックは1つの制御された空洞のように振る舞う必要がある。.
正確な部品のルーズな山ではない。.
エンド・リングは、すべてのローター・バーを作動するリス・ケージに接続する。また、ローターで最も重要な鋳造条件を作り出す。.
バーとエンド・リングの接合部は、断面が素早く変化するため、よく起こるトラブルだ。細いバーが大きなリングに接触する。リングはより長く高温を保つ。バーが早く凍結する。供給が不均一になる。.
それがリスクを生む:
エンドリングを大きくすると、電気抵抗が低下する可能性がある。また、収縮のリスクも増えるかもしれない。両方が同時に当てはまることもあります。.
これは、ローターの設計が公式が示唆するよりもクリーンでなくなる点である。.
エンドリングは、鋳造フロー、凝固性、機械加工許容範囲、電気的性能を一緒に見直す必要がある。各チームが自分のパートだけを見直すと、弱い接合部が見逃されてしまう。.
ショートショットは、アルミニウムが意図した空洞を完全に満たしていないことを意味する。.
ローターバーでは、スロットの開口部が狭すぎたり、スタックが長すぎたり、スキュー経路が難しすぎたり、バーが充填される前にアルミニウムが凍結したりすると、このような現象が起こる可能性がある。.
幾何学の手がかり:
デザインのレスポンス:
スロット・エントリーのプロセス・マージンを増やし、不必要な制限を減らし、フィル・パスの長さを見直し、ラスト・フィル領域にきれいなベント・ルートがあるかどうかをチェックする。.
コールドシャットは、2つの金属前面が出会っているにもかかわらず、うまく融合しない場合に起こる。.
ローターでは、コールドシャットによって内部の電気的弱点が生じることがある。バーが充填されているように見えても、導電経路はクリーンではない。.
幾何学の手がかり:
デザインのレスポンス:
流路を滑らかにし、急激な変化を抑え、大幅に冷却した後に金属前面が接触するような形状は避ける。.
空気やガスがアルミニウムの中に閉じ込められると、気孔が形成される。.
ローターのラミネーション形状は、キャビティが一杯になる前に流れが逃げ道を塞ぐと、ガスを閉じ込める可能性がある。.
幾何学の手がかり:
デザインのレスポンス:
各スロットとエンドリング領域から空気がどのように抜けるかを確認する。ガスが抜ける経路がない場合、圧力だけでは問題を確実に解決することはできない。.
アルミニウムが凝固中に収縮し、適切な供給ができなくなると、収縮ポロシティが形成される。.
これは、熱質量が大きい厚い領域や接合部によく現れる。.
幾何学の手がかり:
デザインのレスポンス:
急激な質量変化を減らし、供給経路を改善し、凝固制御を行わずに孤立した厚いアルミニウム領域を作らないようにする。.
ローターは目視検査に合格しても、バー抵抗が不均一な場合があります。これは電流のアンバランス、熱の集中、振動、トルクのリップルを引き起こす可能性があります。.
幾何学の手がかり:
デザインのレスポンス:
抵抗値、断面サンプル、重量データ、性能データを比較すること。外観だけに頼らないこと。.
ロータースロットは磁気的な特徴だけではない。金属流路でもある。.
つまり、スロットをチェックする必要がある:
スロットはどこでも大きい必要はない。どこでも埋められる必要がある。.
エンドリング接合部は、アルミローターダイカストにおいて最も敏感な部位のひとつである。.
細いバーから重いリングへの急激な移行は、熱の不均衡を助長する。バーが先に凍ることもある。リングは高温のままです。そして、接続部付近に収縮が生じます。.
より良い設計は、より滑らかなトランジションを使用し、接合部に不必要なアルミニウムの質量を避ける。.
ノイズや高調波を減らすためだけにスキューを選択すべきではない。.
また、それと照らし合わせる必要がある:
キャストが安定する適度なスキューの方が、バラツキを生むアグレッシブなスキューよりも良い場合が多い。.
バリの抑制はスタンピングの要件だけではない。.
アルミローターのダイカストでは、バリが内部キャビティに影響する。バリによってスロット面積が減少したり、積層間のリークパスが開いたりすると、鋳造プロセスが予測しにくくなります。.
良い図面は、スロットの寸法以上のものを定義すべきである。それはまた、制御する必要があります:
キャスティングの質はキャスティングの前から始まっている。.
ローター・ラミネーション・スタックは、文字通りの意味での公差スタックである。.
それぞれの積層は許容できるかもしれない。組み立てられたスタックは、依然として困難な鋳造キャビティを形成する可能性がある。.
ローターのラミネーション設計を発表する前に、許容できる最悪のケースを見直してください:
ローターが公称寸法でしかうまく鋳造できない場合、それは生産可能な状態ではない。.
射出速度、アルミニウム温度、金型温度、圧力、真空度、ベント、潤滑はすべてローター鋳造の品質に影響する。.
しかし、プロセス設定では、貧弱なジオメトリーを完全に救済することはできない。.
狭い溝はやはり流れを制限する。ブラインドポケットは依然としてガスを閉じ込める。重いエンドリングジャンクションは、依然として収縮のリスクを生む。過度のスキューは充填経路を長くする。.
プロセス・チューニングは欠陥を減らすことができる。しかし、設計の原因を毎回取り除くことはできません。.
ラミネーション・スタックに設計された欠陥のせいで、生産チームが非難されることが多いからだ。.
より良い方法は、ジオメトリーとプロセスを一緒に見直すことだ:
もし答えが弱ければ、デッサンに工夫が必要だ。.
このチェックリストは、ツーリング・リリース前やアルミ・ローター鋳造の欠陥のトラブルシューティングの際に使用してください。.
| 復習問題 | なぜそれが重要なのか |
|---|---|
| スロットの開口部は、アルミニウムが安定して入るのに十分な大きさですか? | ショートショットや不安定な流れを防ぐ |
| 大きな内ポケットにつながる細いネックがあるか? | ガス巻き込みリスクを低減 |
| 局所的な凝固挙動に対して、スロットブリッジは厚すぎるのか? | スロットトップ付近の早期凍結を防ぐ |
| スロットの深さは、選択された鋳造プロセスにとって妥当か? | ロングパスの充填不良を低減 |
| スキューは過剰な充填経路を作るか? | 充填の一貫性とバーエリアを保護 |
| 小節からエンド・リングへの移行はスムーズか? | 収縮と弱い接合部の減少 |
| エンドリングの質量はコントロールされているか? | ホットスポットと多孔性を避ける |
| バリの方向は指定されていますか? | スロットエリアとスタックシートを保護 |
| スタック圧縮は定義されているか? | ラミネート間のバリ防止 |
| スロットの登録公差は現実的か? | 内部流路を一定に保つ |
| 設計は最悪の公差でチェックされましたか? | 公称条件でのみ機能する設計を避ける |
| セクショニングと抵抗チェックはバリデーションに含まれるか? | ケージ内部の品質を確認 |
外観検査は有効だが、ローターケージが健全であることの証明にはならない。.
形状に関連した欠陥は、ラミネーション・スタックの内部やエンドリング接合部付近に隠れていることが多い。.
有用な検証方法には次のようなものがある:
サンプルのローターを切断することで、バーの充填、気孔、収縮、コールドシャット、バーとリングの品質が明らかになる。破壊的ではあるが、直接的な証拠が得られる。.
抵抗のばらつきは、バーの品質にばらつきがあることや、ケージの接続が弱いことを示すことがある。これは欠陥の形状を示すものではないが、何かが一貫していないことを示すことができる。.
ローター重量の傾向は、充填のばらつきを検出するのに役立ちます。重量だけでは十分ではないが、急激な変化は調査する価値がある。.
ポロシティや不均一な充填は、質量分布に影響を与えることがある。バランスデータは鋳造の非対称性を示唆することがある。.
ロックローター電流、トルク挙動、加熱、振動、効率はすべてケージの品質を反映することができる。.
重要なローターの場合、内部検査によって、すべてのサンプルを切断することなく、気孔、収縮、不完全な充填を特定することができます。.
単一のテストがすべてを語ることはない。最良の検証は複数のシグナルを併用する。.
電気的性能は重要である。しかし、もしスロットが一貫して埋められないのであれば、意図した性能は生産現場には存在しない。.
スキューはある種のモーターの問題を軽減することができる。また、使いすぎれば鋳造の問題を引き起こし、トルクを低下させることもある。.
エンドリングは電気ケージの一部であり、鋳物供給システムの一部でもある。早めに見直すべきである。.
ポロシティには多くの場合、加工上の原因がある。また、形状に原因がある場合もある。ほとんどの実際のケースでは、その両方が関係している。.
CADモデルはきれいだ。スタックはそうではない。バリ、コーティング、圧縮、アライメントがキャビティを変える。.
スロットは寸法公差を満たしていても、充填が困難な場合がある。鋳造性については、独自の検討が必要である。.
より優れたアルミ製ローターの設計の流れは次のようなものだ:
ステップ9は、多くのチームが早々にやめてしまうところだ。.
鋳造のトライアルは、プロセスを承認するか否かを決定するだけではありません。アルミが実際にどのような働きをするのかを設計に教えるものでなければならない。.
ローターのラミネーション形状とは、ローターコアの製造に使用される打ち抜きスチールラミネーションの形状と配置を指す。スロットの形状、スロットの開口部、ブリッジの厚さ、スキュー、スタックの長さ、バリの状態、アライメントなどが含まれる。.
ラミネーションスタックは、溶融アルミニウムが充填される内部空洞を形成します。その形状は、流動抵抗、ガス抜き、冷却速度、凝固パターン、最終的なローターバーの品質を制御します。.
ローターのスロットは、長かったり、狭かったり、斜めになっていたり、開口部付近で制限されていたりすることがある。これらの特徴により、アルミニウムの流れが遅くなったり、ガスがトラップされたり、スロットが完全に充填される前に早期に凍結したりする可能性があります。.
空隙のリスクは、ブラインドポケット、不十分な通気、狭いネック、重いエンドリング部分、バーからリングへの急激な移行、適切な供給なしにアルミニウムが凝固する部分などで増加する。.
スキューは有効流路を増やし、スロットのアライメントをより敏感にします。モーターの挙動を改善することができるが、角度が強すぎると充填の難易度が上がる可能性もある。.
クローズドスロットやセミク ローズドスロットは、製造上や電磁波上の利点を もたらしますが、内部欠陥を隠したり、制約を 生じさせたりすることもあります。最良の選択は、ローター全体の設計と鋳造工程に依存する。.
バーからエンド・リングへの移行部は、細いローター・バーと太いアルミ・リングが接触する部分です。この部分は、断面の変化が急激すぎると、収縮や弱い給電、電気的な接続不良が起こりやすい。.
これらは助けにはなるが、形状に起因するリスクを完全に取り除くことはできない。スロットが空気を閉じ込めたり、エンドリングがホットスポットを作ったりする場合、プロセスチューニングによって欠陥を減らすことはできても、根本的な原因を取り除くことはできない。.
一般的な方法には、重要な用途のための断面検査、抵抗比較、重量追跡、バランスデータ、性能試験、内部検査などがある。.
積層スタックを鋳造キャビティの一部として設計する。スロットの形状、スキュー、バリ、スタックの圧縮、ベント、エンドリングの移行を、金型リリース前に再検討する。最良のローター形状は、効率的なだけではありません。生産工程で再現可能です。.