Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
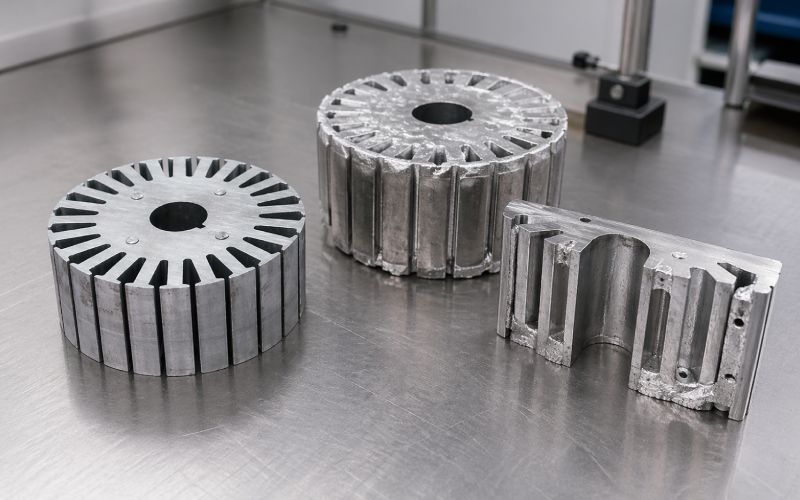
Geometria della laminazione del rotore e difetti di pressofusione dell'alluminio
Punti di forza
Laminazione del rotore La geometria influisce direttamente sul flusso, lo sfiato, il raffreddamento e la solidificazione dell'alluminio durante la pressofusione.
Le aperture delle scanalature, lo spessore del ponte, l'angolo di inclinazione, la lunghezza della pila, le bave e le transizioni tra gli anelli terminali sono cause comuni di porosità, tiri corti e sbilanciamento da barra a barra.
Il progetto di un rotore colabile dovrebbe trattare la pila di laminazione come parte della cavità di colata e non solo come un componente elettromagnetico.
Indice dei contenuti
Perché la geometria della laminazione è importante nella pressofusione di rotori in alluminio
In un rotore in alluminio pressofuso, la pila di laminazione non è solo una pila di acciaio elettrico.
Diventa parte della cavità dello stampo.
Questo piccolo cambiamento di mentalità cambia quasi tutto. L'alluminio fuso non vede “l'intento progettuale del motore”. Vede aperture strette, transizioni nette, pareti d'acciaio, bave, rivestimenti, passaggi obliqui e punti in cui l'aria non può uscire facilmente.
Un rotore può sembrare corretto nel disegno e tuttavia essere difficile da fondere.
Questo è il motivo per cui molti difetti di fusione dei rotori in alluminio iniziano prima del funzionamento della macchina di colata. Iniziano nella geometria di laminazione.
La scanalatura può essere troppo restrittiva. La transizione dell'anello terminale può essere troppo brusca. Lo skew può essere utile dal punto di vista elettrico ma scomodo per il flusso. Il ponte può soddisfare i requisiti magnetici ma congelare l'alluminio troppo presto vicino all'apertura della fessura.
Nessuno di questi problemi è drammatico di per sé. In produzione, però, si accumulano. Letteralmente.
Cosa viene fuso in un rotore in alluminio?
Durante la pressofusione del rotore in alluminio, l'alluminio fuso riempie le fessure del rotore all'interno della pila di laminazione e forma gli anelli terminali a entrambe le estremità. Il risultato è una gabbia di scoiattolo conduttiva.
La fusione di alluminio comprende normalmente:
barre del rotore all'interno delle fessure di laminazione
anelli di cortocircuito, detti anche anelli terminali
eventuali pale del ventilatore o elementi fusi ausiliari
cancello, canale di scorrimento e aree di tracimazione che vengono rimosse successivamente
Le barre del rotore e gli anelli terminali devono formare una gabbia elettrica continua. Se una barra è porosa, sottile, incrinata o mal collegata all'anello, il rotore può ancora ruotare. Ciò non significa che sia sano.
Un difetto all'interno della gabbia può modificare la resistenza locale. Può disturbare la distribuzione della corrente. Può aumentare il calore. Può creare ondulazioni di coppia o vibrazioni.
A volte il motore non supera il test. A volte supera il test e poi si surriscalda. Questo è peggio.
La pila di laminazione è una cavità di fusione
Una pila di laminazione è costituita da molti fogli sottili. Ogni foglio ha una geometria di fessure punzonate o stampate. Impilate insieme, queste aperture formano lunghi passaggi interni per l'alluminio.
Ma la cavità interna non è così pulita come nel modello CAD.
Le pile reali includono:
bave di stampaggio
spessore del rivestimento
variazione del bordo della fessura
variazione della compressione dello stack
errore di indicizzazione della laminazione
errore di allineamento skew
distorsione locale
piccoli spazi tra le lastre
L'alluminio risponde alla cavità reale, non a quella nominale.
Ecco perché la pressofusione dei rotori non può essere separata dalla progettazione della pila di laminazione. La pila controlla dove l'alluminio scorre, dove rallenta, dove intrappola i gas e dove si congela per primo.
Un buon progetto di laminazione del rotore non è solo efficiente dal punto di vista magnetico. È anche colabile.
Principali fattori geometrici di laminazione che influenzano la colata
Fattore geometrico di laminazione
Effetto di fusione
Rischio comune di difettosità
Migliore direzione del design
Larghezza dell'apertura della fessura
Controlla l'ingresso dell'alluminio fuso nella cavità della barra del rotore
Scatto breve, chiusura a freddo, riempimento incompleto
Evitare bocche a fessura troppo strette, a meno che le prove di colata non le supportino.
Spessore del ponte di scanalatura
Cambia l'estrazione di calore e la restrizione locale in prossimità della sommità della fessura
Congelamento precoce, scarso riempimento della parte superiore della fessura, sezione della barra debole
Bilanciare le esigenze magnetiche con il flusso di colata e il comportamento termico
Profondità della scanalatura
Aumenta la lunghezza della barra e la distanza del flusso
Porosità della fessura centrale, riempimento incompleto, intrappolamento di gas
Controllare la stabilità del riempimento su tutta la lunghezza della pila
Sezione trasversale della barra
Determina l'area conduttiva e il volume dell'alluminio
Alta resistenza, corrente non uniforme, basso fattore di riempimento
Progettare per un'area di colata ripetibile, non solo per un'area teorica
Conicità della scanalatura
Influenza la velocità del flusso e la direzione di alimentazione
Estende il percorso del flusso e modifica l'allineamento delle fessure
Squilibrio di riempimento, perdita di coppia se eccessiva, porosità nascosta
Usare uno skew sufficiente per il comportamento motorio, ma verificare la castabilità
Lunghezza della pila
Aumenta la resistenza al flusso e la perdita di calore
Difetti di riempimento delle barre lunghe, variazione tra le estremità
Esaminare le perdite di pressione e il raffreddamento lungo l'intero camino
Direzione della bava
Cambia l'area effettiva della fessura e i posti a sedere in pila
Lampeggiamento, assottigliamento della barra, ostruzione locale
Controllo della direzione della bava e della compressione della pila
Transizione dell'anello finale
Controlla il collegamento tra barre e anelli
Porosità da ritiro, giunzione barra-anello debole
Evitare bruschi cambi di sezione e pesanti masse isolate.
Allineamento della laminazione
Determina la scorrevolezza del passaggio interno
Disturbo del flusso, forma irregolare della barra
Specificare i controlli di registrazione e impilamento degli slot
Larghezza dell'apertura della fessura: piccola dimensione, grande conseguenza
L'apertura della fessura è una delle caratteristiche più facili da sottovalutare.
Un'apertura stretta della scanalatura può favorire la progettazione elettromagnetica. Può ridurre alcuni effetti delle scanalature. Può anche rendere il rotore più pulito da lavorare o da rifinire.
Ma durante la colata, quella stessa apertura può diventare un punto di strozzatura.
Se la bocca della fessura è troppo stretta, l'alluminio fuso entra nella cavità della barra con una resistenza maggiore e un flusso meno stabile. Il metallo può schizzare, piegarsi, raffreddarsi o intrappolare aria dietro di sé. Una fessura che si riempie in simulazione in condizioni ideali può diventare incoerente in produzione quando compare una variazione della pila.
Questa è la parte scomoda: l'apertura di una fessura non deve essere “sbagliata” per essere rischiosa. È sufficiente che il margine di processo sia troppo basso.
Una domanda utile è:
Ogni slot del rotore può riempirsi in modo ripetibile quando la pila si trova nella peggiore condizione di tolleranza accettabile?
Non il caso migliore. Il caso peggiore accettabile.
Questa è la condizione di progettazione che la produzione troverà alla fine.
Spessore del ponte di scanalatura: Vantaggio elettrico, penalità di fusione
Il ponte sopra una fessura chiusa o semichiusa del rotore influisce sia sulle prestazioni magnetiche che sul comportamento della fusione.
Un ponte più sottile può favorire alcuni obiettivi elettromagnetici, ma può diventare fragile o incoerente durante lo stampaggio. Un ponte più spesso può migliorare la robustezza meccanica, ma attira anche il calore dall'alluminio vicino alla parte superiore della scanalatura. Questo può favorire un congelamento precoce.
L'area del ponte è anche vicina alla parte più stretta di molti progetti di slot. Diventa quindi una restrizione termica e di flusso combinata.
Questa combinazione è importante.
Se l'alluminio si congela vicino al ponte prima che il resto della barra sia alimentato correttamente, il rotore può svilupparsi:
riempimento debole della fessura
chiusura a freddo
porosità locale
ridotta area effettiva della barra
resistenza incoerente tra le barre
Il design può sembrare normale dall'esterno. Il difetto si trova all'interno della gabbia dello scoiattolo.
Ecco perché lo spessore del ponte non dovrebbe essere esaminato solo attraverso il flusso magnetico e la resistenza meccanica. È necessaria anche una revisione della fusione.
Profondità della scanalatura e forma della barra: Dove la resistenza diventa casuale
La geometria delle barre del rotore controlla il comportamento elettrico. Barre profonde, barre strette, barre affusolate, asole chiuse, asole aperte e forme a doppia gabbia modificano le prestazioni del motore.
Ma dal punto di vista della colata, la forma della barra controlla anche la difficoltà di riempimento della cavità.
Una fessura profonda e stretta crea un passaggio lungo. L'alluminio deve rimanere caldo e fluido abbastanza a lungo da riempire l'intera lunghezza della barra. Deve anche spingere il gas fuori dal passaggio. Se il fondo della scanalatura è più largo del collo, il flusso può piegarsi intorno al gas intrappolato. Se l'estremità della barra ha una sezione pesante, si può verificare un restringimento dopo che il percorso di alimentazione inizia a congelarsi.
È così che un valore di resistenza progettato diventa una resistenza casuale.
Il progettista del motore può aspettarsi una certa area della barra del rotore. La fusione effettiva può fornire un'area inferiore a causa di vuoti interni, pieghe di ossido o riempimento parziale. Questo cambia la resistenza del rotore in un modo che non è stato progettato intenzionalmente.
Una buona geometria della barra ha solitamente una forma tranquilla:
transizioni fluide
senza tasche cieche
nessuna espansione improvvisa
nessuna regione sottile e senza uscita
nessun angolo tagliente non necessario
nessuna sezione pesante che non possa essere alimentata
Può sembrare meno intelligente. Spesso ha una resa migliore.
Inclinazione del rotore: Buono per le armoniche, più difficile per il riempimento
L'inclinazione del rotore è comunemente utilizzata per ridurre l'ondulazione della coppia, il rumore, le vibrazioni e le armoniche di slot.
Funziona spostando le fessure del rotore lungo la lunghezza dello stack. Invece di una fessura diritta, l'alluminio deve riempire un passaggio contorto o angolato.
Questo aiuta il comportamento motorio. Può danneggiare il comportamento di fusione.
Una fessura del rotore obliqua crea:
un percorso di flusso più lungo
maggiore attrito contro le pareti in acciaio
maggiore sensibilità all'allineamento della laminazione
maggiore difficoltà a mantenere uniforme l'area del bar
maggiore rischio di aria intrappolata nelle regioni sfalsate
Una piccola obliquità può essere gestibile. Una maggiore obliquità può rendere il rotore più sensibile alla velocità di riempimento, alla temperatura dell'alluminio, alla temperatura dello stampo, alla compressione della pila e allo sfiato.
Il punto non è “evitare lo skew”. Sarebbe troppo semplice.
La regola migliore è:
Non selezionare l'angolo di inclinazione solo in base alle prestazioni elettromagnetiche. Selezionatelo in base alle prestazioni elettromagnetiche e alla stabilità della colata.
Un rotore silenzioso ma difficile da fondere non è un progetto finito.
Lunghezza della pila: Rotore più lungo, meno tolleranza
Più lunga è la pila di laminazione, più difficile è il riempimento costante del rotore.
Una pila lunga aumenta la lunghezza della cavità di ciascuna barra del rotore. L'alluminio fuso ha più superficie di contatto con l'acciaio. Perde calore. La pressione diminuisce. Le restrizioni delle piccole fessure diventano più importanti.
Le pile lunghe ingrandiscono anche i piccoli errori di laminazione.
Una laminazione con una bava può non avere molta importanza. Centinaia di laminazioni con bave rivolte nella stessa direzione possono ridurre l'area effettiva della scanalatura. Un piccolo errore di indicizzazione ripetuto attraverso la pila può creare un passaggio interno non uniforme.
Non è un problema di teoria. È un problema di produzione.
Le pile di rotori più lunghe richiedono un controllo più rigoroso:
altezza della fresa di laminazione
direzione della fresa
pressione del camino
allineamento delle fessure
accumulo di rivestimento
precisione dello skew
planarità della faccia terminale
gestione dello stack prima del lancio
Quando questi sono allentati, i difetti di fusione possono sembrare casuali. Non sono casuali. La cavità è cambiata.
Bave e compressione della pila: Piccoli bordi di metallo, problemi di flusso reali
La tranciatura crea bave. La tranciatura fine, l'usura degli utensili, le condizioni del materiale e il gioco dello stampo influiscono sulle dimensioni e sulla direzione delle bave.
Una bava sul bordo della scanalatura può fare diverse cose contemporaneamente:
ridurre l'apertura effettiva della fessura
disturbare il flusso di alluminio
tenere separate le laminazioni
creare percorsi flash tra i fogli
cambiare l'altezza della pila
creare un assottigliamento locale della barra
aumento della variazione tra i rotori
Le bave sono spesso considerate un problema di qualità della laminazione. Sono anche un problema di qualità della colata.
La compressione della pila aggiunge un ulteriore strato. Se la pila non è sufficientemente compressa, l'alluminio può fuoriuscire tra le laminazioni. Se la compressione è troppo aggressiva, la geometria della scanalatura può distorcersi, soprattutto in prossimità di ponti sottili o di regioni strette del dente.
Lo stack deve comportarsi come una cavità controllata.
Non un mucchio di pezzi precisi.
Geometria dell'anello terminale: La zona del difetto che si nota troppo tardi
Gli anelli terminali collegano tutte le barre del rotore in una gabbia di scoiattolo funzionante. Inoltre, creano alcune delle condizioni di fusione più importanti nel rotore.
La giunzione barra-anello è un'area comunemente problematica perché la sezione cambia rapidamente. Le barre sottili incontrano un anello più grande. L'anello rimane caldo più a lungo. La barra può congelarsi prima. L'alimentazione diventa irregolare.
Questo crea un rischio per:
porosità da ritiro in prossimità dell'estremità della barra
connessione debole tra barra e anello
giunzioni incrinate
esposizione alla lavorazione dei vuoti
squilibrio da riempimento non uniforme
variazione della resistenza elettrica
Un anello terminale più grande può ridurre la resistenza elettrica. Ma può anche aumentare il rischio di restringimento. Entrambe le cose possono essere vere allo stesso tempo.
È qui che la progettazione del rotore diventa meno pulita di quanto suggeriscano le formule.
L'anello terminale deve essere esaminato insieme per quanto riguarda il flusso di fusione, la solidificazione, le possibilità di lavorazione e le prestazioni elettriche. Se ogni team esamina solo la propria parte, il punto debole viene tralasciato.
Come la geometria della laminazione crea specifici difetti di fusione del rotore
1. Tiri corti
Un colpo corto significa che l'alluminio non ha riempito completamente la cavità prevista.
Nelle barre del rotore, questo può accadere quando l'apertura della fessura è troppo stretta, la pila è troppo lunga, il percorso di inclinazione è troppo difficile o l'alluminio si congela prima che la barra si riempia.
Indizi di geometria:
bocche a fessura strette
profondità eccessiva della scanalatura
grave obliquità
allineamento insufficiente della pila
debole sfiato nelle aree di ultimo riempimento
brusche transizioni di slot
Risposta al progetto:
Aumentare il margine di processo nell'ingresso della scanalatura, ridurre le restrizioni non necessarie, rivedere la lunghezza del percorso di riempimento e verificare se la regione di ultimo riempimento ha un percorso di sfiato pulito.
2. Chiusura a freddo
Una chiusura a freddo avviene quando due fronti metallici si incontrano ma non si fondono correttamente.
In un rotore, una chiusura a freddo può creare una debolezza elettrica interna. La barra può sembrare piena, ma il percorso conduttivo non è pulito.
Indizi di geometria:
dividere il flusso intorno alle caratteristiche interne
modifiche alla sezione sharp
scarsa transizione barra-anello
flusso instabile attraverso stretti colli di fessura
turbolenza in prossimità del gate o dell'ingresso della fessura
Risposta al progetto:
Il percorso del flusso è regolare, riduce le variazioni brusche ed evita la geometria che causa l'incontro dei fronti metallici dopo un raffreddamento significativo.
3. Porosità del gas
La porosità gassosa si forma quando l'aria o il gas rimangono intrappolati nell'alluminio.
La geometria della laminazione del rotore può intrappolare il gas quando il flusso blocca la via di fuga prima che la cavità sia piena.
Indizi di geometria:
tasche cieche
regioni chiuse
colli stretti che conducono a cavità più ampie
Percorsi di sfiato insufficienti
aree oblique in cui l'aria non può uscire in modo pulito
Risposta al progetto:
Esaminare il modo in cui l'aria esce da ciascuna fessura e regione dell'anello terminale. Se il gas non ha una via d'uscita, la pressione da sola non risolve il problema in modo affidabile.
4. Porosità da ritiro
La porosità da ritiro si forma quando l'alluminio si contrae durante la solidificazione e non può essere alimentato correttamente.
Questo fenomeno si verifica spesso nelle regioni più spesse o nelle giunzioni dove la massa termica è elevata.
Indizi di geometria:
anelli terminali pesanti
giunzioni a barra spessa
aumento improvviso della sezione
caratteristiche del ventilatore fuso vicino agli anelli terminali
punti caldi isolati
Risposta al progetto:
Ridurre le brusche variazioni di massa, migliorare i percorsi di alimentazione ed evitare la creazione di regioni di alluminio isolate e spesse senza controllo della solidificazione.
5. Sbilanciamento della resistenza da barra a barra
Un rotore può superare l'ispezione visiva ma presentare una resistenza irregolare della barra. Ciò può creare squilibri di corrente, concentrazione di calore, vibrazioni o ondulazioni di coppia.
Indizi di geometria:
una regione angolare si riempie in modo diverso dalle altre
registrazione di slot non coerenti
bava locale
riempimento irregolare dell'anello terminale
variazione dell'inclinazione o della compressione della pila
Risposta al progetto:
Confrontate la resistenza, i campioni sezionati, i dati di peso e le prestazioni. Non basatevi solo sull'aspetto esteriore.
Linee guida per la progettazione di laminazioni del rotore più colabili
Trattare la geometria delle scanalature come geometria del flusso
La fessura del rotore non è solo una caratteristica magnetica. È anche un canale di flusso metallico.
Ciò significa che lo slot deve essere controllato:
restrizione all'ingresso
lunghezza del flusso
percorso di sfiato
rischio di congelamento locale
modifiche alla sezione
ripetibilità al variare della tolleranza
Non è necessario che lo slot sia grande ovunque. Deve essere riempibile ovunque.
Evitare brusche transizioni da barra a anello
La giunzione tra gli anelli terminali è una delle regioni più sensibili nella pressofusione dei rotori in alluminio.
Il passaggio brusco da una barra sottile a un anello pesante favorisce lo squilibrio termico. La barra può congelare per prima. L'anello rimane caldo. Il restringimento compare quindi in prossimità della connessione.
I progetti migliori utilizzano transizioni più morbide ed evitano l'inutile massa di alluminio alla giunzione.
Mantenere l'obliquità all'interno di un intervallo di valori impostabili
Lo skew non deve essere selezionato solo per ridurre il rumore o le armoniche.
Dovrebbe essere controllato anche rispetto a:
distanza di riempimento dell'alluminio
capacità di allineamento dello stack
registrazione slot
coerenza dell'area bar
strategia di sfiato
perdita di coppia per eccessiva obliquità
Un'inclinazione moderata, che produce un lancio costante, è spesso migliore di un'inclinazione aggressiva che crea variazioni nella produzione.
Controllo della direzione della fresa e della pressione della pila
Il controllo della bava non è solo un requisito di stampaggio.
Per la pressofusione dei rotori in alluminio, le bave influenzano la cavità interna. Se le bave riducono l'area delle scanalature o aprono percorsi di perdita tra le laminazioni, il processo di fusione diventa meno prevedibile.
Un buon disegno deve definire più che le dimensioni degli slot. Deve anche controllare:
altezza della fresa
direzione della fresa
compressione dello stack
altezza della pila
condizione della faccia finale
allineamento delle fessure
danno da laminazione accettabile
La qualità della colata inizia prima della colata.
Progettazione per lo stack-up della tolleranza del caso peggiore
Uno stack di laminazione del rotore è uno stack di tolleranza in senso letterale.
Ogni laminazione può essere accettabile. La pila assemblata può comunque creare una cavità di colata difficile.
Prima di rilasciare un progetto di laminazione del rotore, esaminare il caso peggiore accettabile:
apertura minima della fessura
bava massima
massimo accumulo di rivestimento
lunghezza massima della pila
errore di skew massimo
Spazio minimo di sfiato
variazione massima del ponte
Se il rotore si fonde bene solo con le dimensioni nominali, non è pronto per la produzione.
Le impostazioni di processo non riescono a correggere completamente la geometria difettosa
La velocità di iniezione, la temperatura dell'alluminio, la temperatura dello stampo, la pressione, il vuoto, lo sfiato e la lubrificazione influiscono sulla qualità della colata del rotore.
Ma le impostazioni di processo non possono salvare completamente una geometria scadente.
Una fessura stretta limita comunque il flusso. Una tasca cieca intrappola ancora il gas. Una giunzione pesante dell'anello terminale crea ancora un rischio di restringimento. Un'inclinazione eccessiva allunga ancora il percorso di riempimento.
La messa a punto del processo può ridurre i difetti. Non può eliminare sempre la causa del progetto.
Questo è importante perché i team di produzione spesso vengono incolpati di difetti che sono stati progettati nella pila di laminazione.
Un approccio migliore consiste nel rivedere insieme geometria e processo:
La fessura può riempirsi prima del congelamento?
L'aria può uscire prima che l'alluminio blocchi il percorso?
L'anello terminale può alimentare la giunzione della barra?
La pila può rimanere stretta senza distorcere la forma della scanalatura?
Lo stesso risultato può ripetersi tra strumenti, turni e lotti di materiale?
Se la risposta è debole, il disegno ha bisogno di essere lavorato.
Lista di controllo DFM pratica per la geometria di laminazione del rotore
Utilizzare questa lista di controllo prima del rilascio degli utensili o durante la risoluzione dei difetti di fusione dei rotori in alluminio.
Domanda di revisione
Perché è importante
L'apertura della fessura è sufficientemente ampia per un ingresso stabile dell'alluminio?
Previene i tiri corti e il flusso instabile
Ci sono colli stretti che portano a tasche interne più grandi?
Riduce il rischio di intrappolamento del gas
Il ponte a fessura è troppo spesso per il comportamento di solidificazione locale?
Impedisce il congelamento precoce in prossimità della parte superiore della scanalatura
La profondità della scanalatura è ragionevole per il processo di fusione selezionato?
Riduce i difetti di riempimento del percorso lungo
L'obliquità crea un percorso di riempimento eccessivo?
Protegge la consistenza del riempimento e l'area della barra
Le transizioni tra le barre e gli anelli sono fluide?
Riduce il ritiro e le giunzioni deboli
La massa dell'anello finale è controllata?
Evita i punti caldi e la porosità
È specificata la direzione della bava?
Protegge l'area della fessura e la sede della pila
La compressione dello stack è definita?
Impedisce la formazione di bolle tra le laminazioni
Le tolleranze di registrazione delle fessure sono realistiche?
Mantiene coerente il canale di flusso interno
Il progetto è stato verificato con la tolleranza peggiore?
Evita progetti che funzionano solo in condizioni nominali
I controlli di sezionamento e resistenza sono inclusi nella convalida?
Conferma la qualità della gabbia interna
Metodi di prova che rivelano i problemi di colata legati alla geometria
L'ispezione esterna è utile, ma non prova che la gabbia del rotore sia sana.
I difetti legati alla geometria si nascondono spesso all'interno della pila di laminazione o vicino alla giunzione dell'anello terminale.
I metodi di convalida utili includono:
Sezionamento
Il taglio dei rotori campione mette in evidenza il riempimento della barra, la porosità, il restringimento, le chiusure a freddo e la qualità barra-anello. È un'operazione distruttiva, ma fornisce prove dirette.
Confronto della resistenza del rotore
La variazione della resistenza può rivelare una qualità non uniforme delle barre o connessioni deboli della gabbia. Non mostra la forma del difetto, ma può indicare che qualcosa è incoerente.
Monitoraggio del peso
L'andamento del peso del rotore può aiutare a rilevare le variazioni di riempimento. Il peso da solo non è sufficiente, ma vale la pena indagare sulle variazioni improvvise.
Dati di bilancio
La porosità e il riempimento non uniforme possono influire sulla distribuzione della massa. I dati di bilanciamento possono talvolta indicare un'asimmetria della colata.
Test delle prestazioni
La corrente del rotore bloccato, il comportamento della coppia, il riscaldamento, le vibrazioni e l'efficienza possono riflettere la qualità della gabbia.
Ispezione a raggi X o TC
Per i rotori critici, l'ispezione interna può identificare porosità, restringimenti o riempimenti incompleti senza tagliare ogni campione.
Nessun singolo test racconta l'intera storia. La migliore validazione utilizza diversi segnali insieme.
Errori comuni nella progettazione della laminazione del rotore per la pressofusione
Errore 1: progettare gli slot solo per le prestazioni elettriche
Le prestazioni elettriche sono importanti. Ma se lo slot non può essere riempito in modo costante, le prestazioni previste non esistono in produzione.
Errore 2: usare “più obliquità” come semplice rimedio
L'obliquità può ridurre alcuni problemi del motore. Se utilizzato in modo eccessivo, può anche creare problemi di fusione e ridurre la coppia.
Errore 3: ignorare l'anello finale fino a tardi
L'anello terminale fa parte della gabbia elettrica e del sistema di alimentazione della colata. Dovrebbe essere rivisto in anticipo.
Errore 4: supporre che la porosità sia solo un problema di processo
La porosità ha spesso cause di processo. Può anche avere cause geometriche. La maggior parte dei casi reali coinvolge entrambe le cause.
Errore 5: considerare perfetta la pila di laminazione
Il modello CAD è pulito. La pila non lo è. Bave, rivestimenti, compressione e allineamento modificano la cavità.
Errore 6: misurare le dimensioni ma non la colabilità
Una scanalatura può rispettare la tolleranza dimensionale ma essere comunque difficile da riempire. La colabilità richiede un esame a parte.
Approccio progettuale consigliato
Un flusso di lavoro migliore per il rotore in alluminio è simile a questo:
Definire i requisiti elettromagnetici.
Creare la geometria iniziale della scanalatura e dell'anello terminale.
Esaminare la pila di laminazione come cavità di colata.
Controllare l'ingresso della fessura, la lunghezza del flusso, il percorso obliquo e lo sfiato.
Rivedere la massa dell'anello finale e le transizioni barra-anello.
Applicare l'analisi della tolleranza nel caso peggiore.
Convalidare con la simulazione, se disponibile.
Confermare con colate di prova, sezionamenti, controlli di resistenza e test di prestazione.
Riportare i risultati nella geometria di laminazione.
La fase 9 è quella in cui molte squadre si fermano troppo presto.
Una prova di fusione non deve solo approvare o rifiutare il processo. Dovrebbe insegnare al progetto cosa fa effettivamente l'alluminio.
FAQ: Geometria della laminazione del rotore e pressofusione di alluminio
Che cos'è la geometria di laminazione del rotore?
La geometria della laminazione del rotore si riferisce alla forma e alla disposizione delle laminazioni di acciaio punzonate utilizzate per costruire il nucleo del rotore. Comprende la forma della scanalatura, l'apertura della scanalatura, lo spessore del ponte, l'inclinazione, la lunghezza della pila, le condizioni della bava e l'allineamento.
In che modo la geometria della laminazione influisce sulla pressofusione dei rotori in alluminio?
La pila di laminazione forma la cavità interna che riempie l'alluminio fuso. La sua geometria controlla la resistenza al flusso, lo sfiato, la velocità di raffreddamento, il modello di solidificazione e la qualità finale della barra del rotore.
Perché le fessure del rotore causano difetti di fusione?
Le fessure del rotore possono essere lunghe, strette, oblique o ristrette in prossimità dell'apertura. Queste caratteristiche possono rallentare il flusso di alluminio, intrappolare il gas o causare un congelamento precoce prima che la fessura sia completamente riempita.
Quale geometria del rotore causa la porosità?
Il rischio di porosità aumenta in presenza di tasche cieche, scarso sfiato, colli stretti, sezioni pesanti degli anelli terminali, brusche transizioni barra-anello e aree in cui l'alluminio si solidifica senza un'alimentazione adeguata.
L'inclinazione del rotore influisce sulla qualità della colata?
Sì. L'obliquità aumenta il percorso effettivo del flusso e rende più sensibile l'allineamento delle fessure. Può migliorare il comportamento del motore, ma può anche aumentare la difficoltà di riempimento se l'angolo è troppo aggressivo.
Le fessure dei rotori chiusi sono più facili da fondere?
Le cave chiuse o semi-chiuse possono offrire alcuni vantaggi produttivi ed elettromagnetici, ma possono anche nascondere difetti interni e creare restrizioni. La scelta migliore dipende dalla progettazione dell'intero rotore e dal processo di fusione.
Perché è importante la transizione dell'anello terminale?
La transizione barra-anello è il punto in cui le sottili barre del rotore incontrano un anello di alluminio più grande. Quest'area è soggetta a restringimenti, alimentazione debole e cattiva connessione elettrica se il cambio di sezione è troppo brusco.
I parametri di colata possono correggere la scarsa geometria della laminazione?
Possono essere d'aiuto, ma non possono eliminare completamente i rischi legati alla geometria. Se la scanalatura intrappola l'aria o l'anello terminale crea un punto caldo, la messa a punto del processo può ridurre i difetti ma non eliminare la causa principale.
Quali test devono essere utilizzati per convalidare la qualità della colata del rotore?
I metodi più comuni includono la sezionatura, il confronto della resistenza, il tracciamento del peso, i dati di bilanciamento, i test di prestazione e l'ispezione interna per le applicazioni critiche.
Qual è il modo migliore per progettare le laminazioni del rotore per la pressofusione di alluminio?
Progettare la pila di laminazione come parte della cavità di colata. Esaminare la forma della scanalatura, l'obliquità, le bave, la compressione della pila, lo sfiato e le transizioni tra gli anelli terminali prima del rilascio degli utensili. La migliore geometria del rotore non è solo efficiente. È ripetibile in produzione.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.