Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.

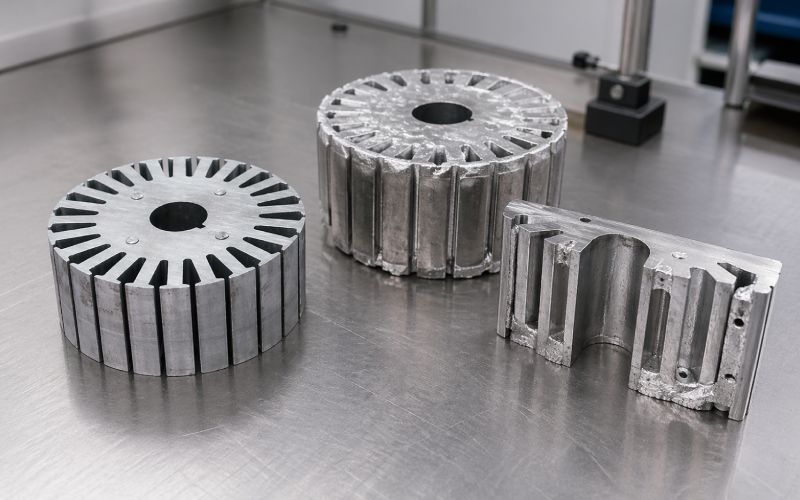
Bei einem Aluminiumdruckgussrotor ist das Blechpaket nicht einfach nur ein Elektroblechpaket.
Sie wird Teil des Formhohlraums.
Diese kleine Veränderung im Denken ändert fast alles. Das geschmolzene Aluminium sieht nicht die “Konstruktionsabsicht des Motors”. Es sieht enge Schlitzöffnungen, scharfe Übergänge, Stahlwände, Grate, Beschichtungen, schräge Durchgänge und Stellen, an denen die Luft nicht einfach entweichen kann.
Ein Rotor kann in der Zeichnung korrekt aussehen und trotzdem schwer zu gießen sein.
Deshalb beginnen viele Fehler beim Gießen von Aluminiumrotoren, bevor die Gießmaschine läuft. Sie beginnen in der Laminierungsgeometrie.
Der Schlitz kann zu eng sein. Der Übergang zwischen den Endringen kann zu abrupt sein. Die Schräglage kann elektrisch nützlich, aber für den Fluss ungünstig sein. Die Brücke kann die magnetischen Anforderungen erfüllen, aber das Aluminium zu früh in der Nähe der Schlitzöffnung einfrieren.
Keines dieser Probleme ist für sich allein genommen dramatisch. In der Produktion stapeln sie sich jedoch. Buchstäblich.
Beim Aluminiumrotor-Druckguss füllt das geschmolzene Aluminium die Rotorschlitze im Inneren des Blechpakets und bildet die Endringe an beiden Enden. Das Ergebnis ist ein leitfähiger Eichhörnchenkäfig.
Der Aluminiumguss umfasst normalerweise:
Die Rotorstäbe und Endringe müssen einen durchgehenden elektrischen Käfig bilden. Wenn ein Stab porös, dünn, rissig oder schlecht mit dem Ring verbunden ist, kann sich der Rotor trotzdem drehen. Das bedeutet aber nicht, dass er gesund ist.
Ein Defekt im Inneren des Käfigs kann den lokalen Widerstand verändern. Er kann die Stromverteilung stören. Er kann die Wärme erhöhen. Er kann eine Drehmomentwelligkeit oder Vibrationen erzeugen.
Manchmal fällt der Motor beim Test durch. Manchmal besteht er die Prüfung und läuft später heiß. Das ist schlimmer.
Ein Laminierungsstapel wird aus vielen dünnen Blechen aufgebaut. Jedes Blech hat eine gestanzte oder geprägte Schlitzgeometrie. Wenn sie zusammen gestapelt werden, bilden diese Öffnungen lange interne Durchgänge für Aluminium.
Aber der innere Hohlraum ist nicht so sauber wie das CAD-Modell.
Zu den echten Stapeln gehören:
Das Aluminium reagiert auf den realen Hohlraum, nicht auf den nominellen Hohlraum.
Aus diesem Grund kann der Rotordruckguss nicht von der Konstruktion des Blechpakets getrennt werden. Der Stapel steuert, wo das Aluminium fließt, wo es sich verlangsamt, wo es Gas einschließt und wo es zuerst gefriert.
Ein gutes Rotorblechdesign ist nicht nur magnetisch effizient. Es ist auch gießbar.

| Faktor der Lamellengeometrie | Casting-Effekt | Häufiges Fehlerrisiko | Bessere Ausrichtung des Designs |
|---|---|---|---|
| Breite der Schlitzöffnung | Kontrolliert den Eintritt von geschmolzenem Aluminium in den Hohlraum der Rotorstange | Kurzer Schuss, kalt geschlossen, unvollständige Füllung | Vermeiden Sie zu enge Schlitzöffnungen, es sei denn, Gießversuche unterstützen sie |
| Dicke der Schlitzbrücke | Änderungen der Wärmeabfuhr und der lokalen Beschränkung in der Nähe der Schlitzspitze | Frühes Einfrieren, schlechte Füllung der Schlitzspitzen, schwacher Balkenabschnitt | Gleichgewicht zwischen magnetischen Anforderungen, Gießfluss und thermischem Verhalten |
| Tiefe des Schlitzes | Erhöht die Stablänge und die Fließstrecke | Porosität in der Mitte des Schlitzes, unvollständige Füllung, Gaseinschlüsse | Prüfung der Füllungsstabilität über die gesamte Stapellänge |
| Querschnitt der Stange | Bestimmt die leitende Fläche und das Aluminiumvolumen | Hoher Widerstand, ungleichmäßiger Strom, niedriger Füllfaktor | Entwurf für wiederholbare Gussflächen, nicht nur für theoretische Flächen |
| Schlitzkonus | Beeinflusst Fließgeschwindigkeit und Förderrichtung | Vereinzelte Schrumpfung, eingeschlossene Lufteinschlüsse | Fließende Übergänge verwenden; plötzliche Taschen vermeiden |
| Rotorschrägstellung | Verlängert den Fließweg und ändert die Schlitzausrichtung | Unwucht der Füllung, Drehmomentverlust bei Übermaß, versteckte Porosität | Genügend Schräglage für das motorische Verhalten verwenden, aber die Gießbarkeit überprüfen |
| Länge des Stapels | Erhöht den Strömungswiderstand und den Wärmeverlust | Füllfehler bei langen Stäben, Abweichungen zwischen den Enden | Überprüfung von Druckverlust und Kühlung entlang des gesamten Stapels |
| Richtung Grat | Änderungen der effektiven Schlitzfläche und der Stapelauflage | Blinken, Ausdünnung der Balken, lokale Blockierung | Kontrolle der Gratrichtung und Stapelverdichtung |
| Endring-Übergang | Kontrolliert die Verbindung zwischen Stäben und Ringen | Schrumpfungsporosität, schwache Stab-Ring-Verbindung | Vermeiden Sie abrupte Abschnittswechsel und schwere isolierte Massen |
| Ausrichtung der Lamellen | Bestimmt die innere Glätte des Durchgangs | Strömungsstörung, ungleichmäßige Stabform | Spezifizieren von Slot-Registrierung und Stapelkontrollen |
Die Schlitzöffnung ist eines der am leichtesten zu unterschätzenden Merkmale.
Eine schmale Schlitzöffnung kann für die elektromagnetische Auslegung hilfreich sein. Sie kann bestimmte Schlitzeffekte reduzieren. Außerdem lässt sich der Rotor dadurch sauberer bearbeiten oder fertigstellen.
Aber während des Gießens kann genau diese Öffnung zu einem Engpass werden.
Ist die Schlitzöffnung zu eng, tritt das geschmolzene Aluminium mit höherem Widerstand und weniger stabilem Fluss in den Stabhohlraum ein. Das Metall kann spritzen, sich falten, abkühlen oder Luft hinter sich einschließen. Ein Schlitz, der sich unter idealen Bedingungen in der Simulation füllt, kann in der Produktion inkonsistent werden, wenn Stapelschwankungen auftreten.
Das ist der unangenehme Teil: Eine Schlitzöffnung muss nicht “falsch” sein, um riskant zu sein. Sie muss nur einen zu geringen Verarbeitungsspielraum haben.
Eine nützliche Frage ist:
Kann jeder Rotorschlitz wiederholbar gefüllt werden, wenn der Stapel seine schlechteste akzeptable Toleranzbedingung erreicht hat?
Nicht der beste Fall. Der schlimmste annehmbare Fall.
Dies ist der Konstruktionszustand, den die Produktion letztendlich vorfinden wird.
Die Brücke über einer geschlossenen oder halbgeschlossenen Rotornut beeinflusst sowohl die magnetische Leistung als auch das Gießverhalten.
Eine dünnere Brücke kann bestimmte elektromagnetische Ziele unterstützen, aber sie kann beim Stanzen zerbrechlich oder unbeständig werden. Eine dickere Brücke kann die mechanische Robustheit verbessern, zieht aber auch Wärme aus dem Aluminium in der Nähe des oberen Schlitzes ab. Das kann ein frühzeitiges Einfrieren begünstigen.
Der Brückenbereich liegt auch nahe an der engsten Stelle vieler Schlitzkonstruktionen. Dadurch wird er zu einer kombinierten Strömungs- und Wärmebeschränkung.
Diese Kombination ist wichtig.
Wenn das Aluminium in der Nähe der Brücke gefriert, bevor der Rest des Balkens richtig versorgt ist, kann sich der Rotor entwickeln:
Von außen mag das Design noch normal aussehen. Der Fehler liegt im Inneren des Eichhörnchenkäfigs.
Aus diesem Grund sollte die Brückendicke nicht nur anhand des magnetischen Flusses und der mechanischen Festigkeit überprüft werden. Sie muss auch durch eine Gussprüfung überprüft werden.
Die Geometrie der Rotorstäbe steuert das elektrische Verhalten. Tiefe Stäbe, schmale Stäbe, konische Stäbe, geschlossene Schlitze, offene Schlitze und doppelkäfigartige Formen verändern die Motorleistung.
Aus gießtechnischer Sicht bestimmt die Stangenform aber auch, wie schwer der Hohlraum zu füllen ist.
Ein tiefer, schmaler Schlitz schafft einen langen Durchgang. Das Aluminium muss lange genug heiß und flüssig bleiben, um die gesamte Länge der Stange zu füllen. Außerdem muss es das Gas aus dem Weg schieben. Wenn der Boden des Schlitzes breiter ist als der Hals, kann sich die Strömung um eingeschlossenes Gas falten. Wenn das Ende der Stange einen schweren Abschnitt hat, kann es zu einer Schrumpfung kommen, nachdem der Zuführungsweg zu gefrieren beginnt.
Auf diese Weise wird aus einem geplanten Widerstandswert ein zufälliger Widerstand.
Der Motorkonstrukteur erwartet möglicherweise eine bestimmte Rotorstabfläche. Der tatsächliche Guss kann aufgrund von inneren Hohlräumen, Oxidfalten oder teilweiser Füllung weniger Fläche liefern. Das verändert den Rotorwiderstand auf eine Weise, die niemand absichtlich entworfen hat.
Eine gute Stabgeometrie hat in der Regel eine ruhige Form:
Es sieht vielleicht weniger clever aus. Aber es wirkt oft besser.
Der Rotorversatz wird in der Regel verwendet, um Drehmomentwelligkeit, Geräusche, Vibrationen und Oberschwingungen zu reduzieren.
Es funktioniert, indem die Rotorschlitze entlang der Stapellänge verschoben werden. Anstelle eines geraden Schlitzes muss das Aluminium einen verdrehten oder abgewinkelten Durchgang ausfüllen.
Das hilft dem motorischen Verhalten. Es kann dem Wurfverhalten schaden.
Ein schräger Rotorschlitz entsteht:
Ein kleiner Schräglauf kann handhabbar sein. Ein größerer Versatz kann dazu führen, dass der Rotor empfindlicher auf Füllgeschwindigkeit, Aluminiumtemperatur, Formtemperatur, Stapelkompression und Entlüftung reagiert.
Es geht nicht darum, “Schieflage zu vermeiden”. Das wäre zu einfach.
Die bessere Regel ist:
Wählen Sie den Schräglaufwinkel nicht nur nach der elektromagnetischen Leistung. Wählen Sie ihn anhand der elektromagnetischen Leistung und der Gussstabilität.
Ein Rotor, der leise ist, aber schwer zu gießen ist, ist kein fertiges Design.
Je länger der Lamellenstapel ist, desto schwieriger ist es, den Rotor gleichmäßig zu befüllen.
Ein langer Stapel vergrößert die Länge der Hohlräume der einzelnen Rotorstäbe. Geschmolzenes Aluminium hat mehr Kontakt mit der Stahloberfläche. Es verliert Wärme. Der Druck sinkt. Kleine Schlitzeinschränkungen gewinnen an Bedeutung.
Durch lange Stapel werden auch kleine Laminierungsfehler vergrößert.
Ein einziges Blech mit einem Grat macht vielleicht nicht viel aus. Hunderte von Lamellen mit Graten, die in die gleiche Richtung zeigen, können die effektive Schlitzfläche verringern. Ein winziger Indexierungsfehler, der sich im Stapel wiederholt, kann einen ungleichmäßigen internen Durchgang erzeugen.
Dies ist kein theoretisches Problem. Es ist ein Produktionsproblem.
Längere Rotorstapel erfordern eine strengere Kontrolle:
Wenn diese lose sind, können Gussfehler zufällig erscheinen. Sie sind aber nicht zufällig. Der Hohlraum hat sich verändert.
Beim Stanzen entstehen Grate. Feinschneiden, Werkzeugverschleiß, Materialbeschaffenheit und Matrizenspiel beeinflussen Gratgröße und -richtung.
Ein Grat an der Schlitzkante kann mehrere Dinge auf einmal bewirken:
Grate werden oft als ein Problem der Laminierungsqualität behandelt. Sie sind aber auch ein Problem der Gussqualität.
Die Stapelkompression fügt eine weitere Schicht hinzu. Wenn der Stapel nicht ausreichend komprimiert wird, kann Aluminium zwischen den Lamellen austreten. Wird es zu stark komprimiert, kann sich die Schlitzgeometrie verzerren, insbesondere in der Nähe dünner Brücken oder schmaler Zahnbereiche.
Der Stapel muss sich wie ein einziger kontrollierter Hohlraum verhalten.
Nicht ein loser Haufen akkurater Teile.
Endringe verbinden alle Rotorstäbe zu einem funktionierenden Käfig. Sie schaffen auch einige der wichtigsten Gussbedingungen im Rotor.
Der Übergang von Stäben zu Ringen ist ein häufiger Problembereich, da sich der Querschnitt schnell ändert. Dünne Stäbe treffen auf einen größeren Ring. Der Ring bleibt länger heiß. Die Stange kann früher einfrieren. Die Zuführung wird ungleichmäßig.
Das schafft ein Risiko für:
Ein größerer Endring kann den elektrischen Widerstand verringern. Er kann aber auch ein größeres Schrumpfungsrisiko mit sich bringen. Beides kann gleichzeitig der Fall sein.
Hier ist das Rotordesign weniger sauber, als es die Formeln vermuten lassen.
Der Endring sollte gemeinsam auf Fließfähigkeit, Erstarrung, Bearbeitungszugabe und elektrische Leistung geprüft werden. Wenn jedes Team nur seinen eigenen Teil prüft, wird die schwache Verbindungsstelle übersehen.
Ein kurzer Schuss bedeutet, dass das Aluminium den vorgesehenen Hohlraum nicht vollständig ausgefüllt hat.
Bei Rotorstäben kann dies der Fall sein, wenn die Schlitzöffnung zu eng ist, der Stapel zu lang ist, der Schräglauf zu schwierig ist oder das Aluminium vor dem Füllen des Stabes gefriert.
Geometrie-Hinweise:
Antwort des Entwurfs:
Erhöhen Sie den Verarbeitungsspielraum am Schlitzeingang, reduzieren Sie unnötige Beschränkungen, überprüfen Sie die Länge des Füllwegs und kontrollieren Sie, ob der letzte Füllbereich einen sauberen Entlüftungsweg hat.
Ein Kaltverschluss entsteht, wenn zwei Metallfronten aufeinandertreffen, aber nicht richtig verschmelzen.
In einem Rotor kann ein kalter Verschluss eine interne elektrische Schwachstelle verursachen. Der Stab mag zwar gefüllt erscheinen, aber die Leiterbahn ist nicht sauber.
Geometrie-Hinweise:
Antwort des Entwurfs:
Glätten Sie den Fließweg, reduzieren Sie abrupte Änderungen und vermeiden Sie Geometrien, die dazu führen, dass Metallfronten nach starker Abkühlung aufeinandertreffen.
Gasporosität entsteht, wenn Luft oder Gas im Aluminium eingeschlossen wird.
Die Geometrie der Rotorlamellen kann Gas einschließen, wenn die Strömung den Fluchtweg blockiert, bevor der Hohlraum voll ist.
Geometrie-Hinweise:
Antwort des Entwurfs:
Überprüfen Sie, wie die Luft aus den einzelnen Schlitzen und Endringbereichen austritt. Wenn das Gas nicht entweichen kann, wird der Druck allein das Problem nicht zuverlässig lösen.
Schrumpfporosität entsteht, wenn sich das Aluminium während der Erstarrung zusammenzieht und nicht richtig zugeführt werden kann.
Dies tritt häufig in dickeren Regionen oder an Verbindungsstellen auf, wo die thermische Masse hoch ist.
Geometrie-Hinweise:
Antwort des Entwurfs:
Verringern Sie abrupte Massenänderungen, verbessern Sie die Zuführungswege und vermeiden Sie die Entstehung dicker, isolierter Aluminiumbereiche ohne Erstarrungskontrolle.
Ein Rotor kann die Sichtprüfung bestehen, aber dennoch einen ungleichmäßigen Stabwiderstand aufweisen. Dies kann zu einem Stromungleichgewicht, einer Wärmekonzentration, Vibrationen oder einer Drehmomentwelligkeit führen.
Geometrie-Hinweise:
Antwort des Entwurfs:
Vergleichen Sie Widerstandsfähigkeit, Schnittmuster, Gewichtsdaten und Leistungsdaten. Verlassen Sie sich nicht nur auf das äußere Erscheinungsbild.
Ein Rotorschlitz ist nicht nur ein magnetisches Merkmal. Er ist auch ein metallischer Strömungskanal.
Das bedeutet, dass der Steckplatz überprüft werden sollte:
Der Schlitz muss nicht überall groß sein. Er muss überall befüllbar sein.
Der Endringübergang ist einer der empfindlichsten Bereiche im Aluminiumrotor-Druckguss.
Ein scharfer Übergang von einem dünnen Stab zu einem schweren Ring fördert das thermische Ungleichgewicht. Die Stange kann zuerst einfrieren. Der Ring bleibt heiß. In der Nähe der Verbindung tritt dann eine Schrumpfung auf.
Bessere Entwürfe verwenden sanftere Übergänge und vermeiden unnötige Aluminiummasse an der Verbindungsstelle.
Die Schräglage sollte nicht nur gewählt werden, um Rauschen oder Oberwellen zu reduzieren.
Es sollte auch gegen geprüft werden:
Eine mäßige Schräglage, die zu gleichmäßigen Würfen führt, ist oft besser als eine aggressive Schräglage, die Produktionsschwankungen verursacht.
Gratkontrolle ist nicht nur eine Voraussetzung für das Stanzen.
Beim Druckguss von Aluminiumrotoren beeinträchtigen Grate den inneren Hohlraum. Wenn Grate den Schlitzbereich verkleinern oder Leckagepfade zwischen den Blechen öffnen, wird der Gießprozess weniger vorhersehbar.
Eine gute Zeichnung sollte mehr als nur Schlitzmaße definieren. Sie sollte auch kontrollieren:
Die Qualität des Gießens beginnt vor dem Gießen.
Ein Rotorblechpaket ist im wahrsten Sinne des Wortes ein Toleranzpaket.
Jede Laminierung kann akzeptabel sein. Der zusammengesetzte Stapel kann dennoch einen schwierigen Gusshohlraum bilden.
Vor der Freigabe eines Rotorblattdesigns ist der ungünstigste annehmbare Fall zu prüfen:
Wenn der Rotor nur bei Nennmaßen gut gießt, ist er nicht produktionsreif.
Einspritzgeschwindigkeit, Aluminiumtemperatur, Kokillentemperatur, Druck, Vakuum, Entlüftung und Schmierung beeinflussen die Qualität des Rotorgusses.
Aber die Prozesseinstellungen können schlechte Geometrie nicht vollständig retten.
Ein enger Schlitz schränkt den Durchfluss immer noch ein. Eine blinde Tasche schließt immer noch Gas ein. Ein schwerer Endringübergang birgt immer noch das Risiko der Schrumpfung. Eine übermäßige Schräglage verlängert immer noch den Füllweg.
Prozessoptimierung kann Fehler reduzieren. Es kann nicht jedes Mal die Konstruktionsursache beseitigen.
Dies ist wichtig, weil die Produktionsteams oft für Fehler verantwortlich gemacht werden, die in den Laminierungsstapel eingeplant wurden.
Ein besserer Ansatz besteht darin, Geometrie und Verfahren gemeinsam zu überprüfen:
Wenn die Antwort schwach ist, muss die Zeichnung überarbeitet werden.
Verwenden Sie diese Checkliste vor der Werkzeugfreigabe oder bei der Fehlerbehebung von Aluminiumrotor-Gussfehlern.
| Frage überprüfen | Warum das wichtig ist |
|---|---|
| Ist die Schlitzöffnung groß genug für einen stabilen Aluminiumeinzug? | Verhindert kurze Schüsse und instabilen Fluss |
| Gibt es schmale Hälse, die in größere Innentaschen führen? | Reduziert das Risiko des Gaseinschlusses |
| Ist die Schlitzbrücke für das lokale Erstarrungsverhalten zu dick? | Verhindert frühzeitiges Einfrieren in der Nähe der Schlitzspitze |
| Ist die Schlitztiefe für das gewählte Gießverfahren angemessen? | Verringert Defekte beim Füllen von Langstrecken |
| Entsteht durch die Schräglage ein übermäßiger Füllweg? | Schützt die Füllkonsistenz und den Balkenbereich |
| Sind die Übergänge von Takt zu Ring fließend? | Reduziert Schrumpfung und schwache Verbindungsstellen |
| Wird die Masse des Endrings kontrolliert? | Vermeidet heiße Stellen und Porosität |
| Ist die Gratrichtung angegeben? | Schützt den Schlitzbereich und die Stapelauflage |
| Ist die Stapelkomprimierung definiert? | Verhindert Gratbildung zwischen den Lamellen |
| Sind die Toleranzen für die Schlitzregistrierung realistisch? | Hält den internen Strömungskanal konstant |
| Wurde der Entwurf mit einer Worst-Case-Toleranz geprüft? | Vermeidung von Konstruktionen, die nur unter Nennbedingungen funktionieren |
| Sind Schnitt- und Widerstandskontrollen in der Validierung enthalten? | Bestätigt die Qualität des internen Käfigs |
Eine äußere Inspektion ist nützlich, aber sie beweist nicht, dass der Rotorkäfig intakt ist.
Geometriebedingte Defekte verbergen sich oft im Inneren des Blechpakets oder in der Nähe der Endringverbindung.
Zu den nützlichen Validierungsmethoden gehören:
Durch das Schneiden von Probenrotoren werden Stangenfüllung, Porosität, Schrumpfung, Kaltverschlüsse und die Qualität von Stange zu Ring sichtbar. Es ist zerstörerisch, aber es liefert direkte Beweise.
Widerstandsschwankungen können auf eine ungleichmäßige Stabqualität oder schwache Käfigverbindungen hinweisen. Sie zeigt nicht die Form des Defekts, aber sie kann zeigen, dass etwas uneinheitlich ist.
Die Entwicklung des Rotorgewichts kann helfen, Füllungsschwankungen zu erkennen. Das Gewicht allein reicht nicht aus, aber plötzliche Veränderungen sind es wert, untersucht zu werden.
Porosität und ungleichmäßige Füllung können die Massenverteilung beeinflussen. Bilanzdaten können manchmal auf eine Asymmetrie des Gusses hinweisen.
Der Strom des blockierten Rotors, das Drehmomentverhalten, die Erwärmung, die Vibrationen und der Wirkungsgrad können die Qualität des Käfigs widerspiegeln.
Bei kritischen Rotoren können durch die interne Inspektion Porosität, Schrumpfung oder unvollständige Füllung festgestellt werden, ohne dass jede Probe geschnitten werden muss.
Kein einzelner Test ist aussagekräftig. Die beste Validierung verwendet mehrere Signale zusammen.
Die elektrische Leistung ist wichtig. Aber wenn der Steckplatz nicht gleichmäßig gefüllt werden kann, ist die beabsichtigte Leistung in der Produktion nicht vorhanden.
Schräglauf kann bestimmte Motorprobleme verringern. Er kann aber auch zu Problemen beim Gießen führen und das Drehmoment verringern, wenn er übermäßig eingesetzt wird.
Der Endring ist Teil des elektrischen Käfigs und Teil des Gießsystems. Er sollte frühzeitig überprüft werden.
Porosität hat oft prozessbedingte Ursachen. Sie kann aber auch geometrische Ursachen haben. In den meisten realen Fällen ist beides der Fall.
Das CAD-Modell ist sauber. Der Stapel ist es nicht. Grate, Beschichtungen, Kompression und Ausrichtung verändern den Hohlraum.
Ein Schlitz kann die Maßtoleranz erfüllen und trotzdem schwer zu füllen sein. Die Gießbarkeit bedarf einer eigenen Prüfung.
Ein besserer Arbeitsablauf für Aluminiumrotoren sieht so aus:
Schritt 9 ist der Punkt, an dem viele Teams zu früh aufhören.
Ein Gießversuch soll nicht nur den Prozess bestätigen oder verwerfen. Er soll der Konstruktion zeigen, was das Aluminium tatsächlich tut.
Die Rotorblechgeometrie bezieht sich auf die Form und Anordnung der gestanzten Stahlbleche, aus denen der Rotorkern besteht. Dazu gehören Schlitzform, Schlitzöffnung, Brückendicke, Schräglage, Stapellänge, Gratzustand und Ausrichtung.
Der Lamellenstapel bildet den inneren Hohlraum, den das geschmolzene Aluminium ausfüllt. Seine Geometrie steuert den Strömungswiderstand, die Entlüftung, die Abkühlungsgeschwindigkeit, das Erstarrungsmuster und die Qualität der fertigen Rotorstäbe.
Rotorschlitze können lang, schmal, schief oder in der Nähe der Öffnung verengt sein. Diese Merkmale können den Aluminiumfluss verlangsamen, Gas einschließen oder ein frühes Einfrieren verursachen, bevor der Schlitz vollständig gefüllt ist.
Das Porositätsrisiko erhöht sich bei blinden Taschen, schlechter Entlüftung, engen Hälsen, schweren Endringabschnitten, abrupten Übergängen von Stangen zu Ringen und Bereichen, in denen Aluminium ohne ordnungsgemäße Zuführung erstarrt.
Ja. Die Schräglage vergrößert den effektiven Fließweg und macht die Schlitzausrichtung empfindlicher. Sie kann das Motorverhalten verbessern, aber auch die Befüllung erschweren, wenn der Winkel zu aggressiv ist.
Geschlossene oder halbgeschlossene Nuten können einige fertigungstechnische und elektromagnetische Vorteile bieten, aber sie können auch interne Defekte verbergen und Einschränkungen verursachen. Die beste Wahl hängt von der gesamten Rotorkonstruktion und dem Gießverfahren ab.
Der Übergang von den Stäben zum Endring befindet sich dort, wo dünne Rotorstäbe auf einen größeren Aluminiumring treffen. Dieser Bereich ist anfällig für Schrumpfung, schwache Speisung und schlechte elektrische Verbindung, wenn der Querschnittswechsel zu abrupt ist.
Sie können helfen, aber sie können geometriebedingte Risiken nicht vollständig beseitigen. Wenn der Schlitz Luft einschließt oder der Endring eine heiße Stelle erzeugt, kann die Prozessoptimierung zwar Defekte reduzieren, aber die Ursache nicht beseitigen.
Zu den gängigen Methoden gehören die Zerlegung, der Widerstandsvergleich, die Gewichtsverfolgung, die Ermittlung von Auswuchtdaten, die Leistungsprüfung und die interne Inspektion bei kritischen Anwendungen.
Entwerfen Sie den Lamellenstapel als Teil des Gusshohlraums. Prüfen Sie Schlitzform, Schräglage, Grate, Stapelkompression, Entlüftung und Endringübergänge vor der Werkzeugfreigabe. Die beste Rotorgeometrie ist nicht nur effizient. Sie ist auch in der Produktion wiederholbar.








