Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Geometría de la laminación del rotor y defectos de la fundición a presión de aluminio
Principales conclusiones
Laminado del rotor La geometría afecta directamente al flujo, la ventilación, la refrigeración y la solidificación del aluminio durante la fundición a presión.
Las aberturas de las ranuras, el grosor de los puentes, el ángulo de inclinación, la longitud de la pila, las rebabas y las transiciones de los anillos terminales son causas comunes de porosidad, disparos cortos y desequilibrio entre barras.
Un diseño de rotor moldeable debe tratar la pila de laminación como parte de la cavidad de fundición, no sólo como un componente electromagnético.
Índice
Por qué es importante la geometría de laminación en la fundición a presión de rotores de aluminio
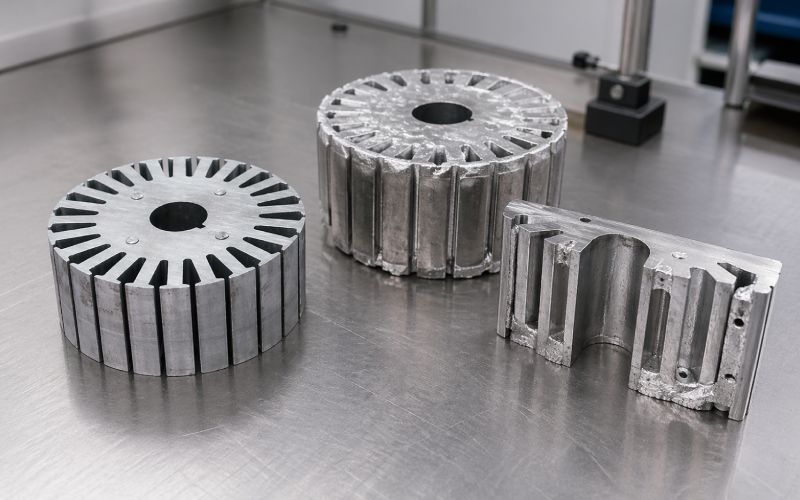
En un rotor de fundición a presión de aluminio, la pila de laminación no es sólo una pila de acero eléctrico.
Se convierte en parte de la cavidad del molde.
Ese pequeño cambio de mentalidad lo cambia casi todo. El aluminio fundido no ve la “intención de diseño del motor”. Ve aberturas de ranuras estrechas, transiciones bruscas, paredes de acero, rebabas, revestimientos, pasajes sesgados y lugares donde el aire no tiene fácil salida.
Un rotor puede parecer correcto en el dibujo y aun así ser difícil de moldear.
Esta es la razón por la que muchos defectos de fundición de los rotores de aluminio comienzan antes de que la máquina de fundición se ponga en marcha. Comienzan en la geometría de laminación.
La ranura puede ser demasiado restrictiva. La transición entre los anillos puede ser demasiado brusca. La inclinación puede ser útil eléctricamente pero incómoda para el flujo. El puente puede satisfacer los requisitos magnéticos pero congelar el aluminio demasiado pronto cerca de la abertura de la ranura.
Ninguno de estos problemas es dramático por sí solo. En producción, se acumulan. Literalmente.
¿Qué se funde en un rotor de aluminio?
Durante la fundición a presión del rotor de aluminio, el aluminio fundido llena las ranuras del rotor dentro de la pila de laminación y forma los anillos terminales en ambos extremos. El resultado es una jaula de ardilla conductora.
El aluminio fundido normalmente incluye:
barras del rotor dentro de las ranuras de laminación
anillos de cortocircuito, también llamados anillos terminales
posibles aspas de ventilador o elementos de fundición auxiliares
zonas de compuerta, corredera y rebosadero que se eliminan posteriormente
Las barras del rotor y los anillos extremos deben formar una jaula eléctrica continua. Si una barra es porosa, delgada, está agrietada o mal conectada al anillo, el rotor puede seguir girando. Eso no significa que esté sano.
Un defecto en el interior de la jaula puede modificar la resistencia local. Puede alterar la distribución de la corriente. Puede aumentar el calor. Puede crear ondulaciones de par o vibraciones.
A veces el motor no pasa la prueba. A veces pasa la prueba y se calienta más tarde. Eso es peor.
La pila de laminación es una cavidad de fundición
Una pila de laminación se construye a partir de muchas chapas finas. Cada chapa tiene una geometría de ranuras perforadas o estampadas. Cuando se apilan, esas aberturas forman largos pasajes internos para el aluminio.
Pero la cavidad interna no está tan limpia como en el modelo CAD.
Las pilas reales incluyen:
rebabas de estampación
espesor del revestimiento
variación del borde de la ranura
variación de la compresión de la pila
error de indexación de la laminación
error de alineación oblicua
distorsión local
pequeños huecos entre las hojas
El aluminio responde a la cavidad real, no a la cavidad nominal.
Por eso, la fundición a presión del rotor no puede separarse del diseño de la pila de laminación. La pila controla por dónde fluye el aluminio, dónde se ralentiza, dónde atrapa el gas y dónde se congela primero.
Un buen diseño del laminado del rotor no sólo es eficiente desde el punto de vista magnético. Es moldeable.
Principales factores de la geometría de laminación que afectan a la fundición
Factor de geometría de laminación
Efecto de fundición
Riesgo de defectos comunes
Mejor dirección de diseño
Anchura de la ranura
Controla la entrada de aluminio fundido en la cavidad de la barra del rotor
Tiro corto, cierre en frío, llenado incompleto
Evitar las bocas de ranura demasiado estrechas, a menos que las pruebas de colada lo justifiquen.
Grosor del puente de la ranura
Cambia la extracción de calor y la restricción local cerca de la parte superior de la ranura
Congelación precoz, relleno deficiente de la parte superior de la ranura, sección de barra débil.
Equilibrar las necesidades magnéticas con el flujo de colada y el comportamiento térmico
Profundidad de la ranura
Aumenta la longitud de la barra y la distancia de flujo
Porosidad media de la ranura, relleno incompleto, atrapamiento de gas.
Comprobar la estabilidad del relleno en toda la longitud de la pila
Sección transversal de la barra
Determina el área conductora y el volumen de aluminio
Alta resistencia, corriente desigual, bajo factor de llenado
Diseño para un área de colada repetible, no sólo teórica
Conicidad de la ranura
Influye en la velocidad del flujo y la dirección de alimentación
Contracción aislada, bolsas de aire atrapadas
Utilice transiciones suaves; evite las bolsas repentinas
Inclinación del rotor
Prolonga la trayectoria del flujo y modifica la alineación de las ranuras
Desequilibrio de llenado, pérdida de par si es excesivo, porosidad oculta
Utilizar una inclinación suficiente para el comportamiento motor, pero verificar la moldeabilidad.
Longitud de la pila
Aumenta la resistencia al flujo y la pérdida de calor
Defectos de llenado de las barras largas, variación entre extremos
Revisar la pérdida de presión y la refrigeración a lo largo de toda la chimenea
Dirección de la fresa
Cambia el área efectiva de la ranura y los asientos de la pila
Intermitencia, adelgazamiento de la barra, obstrucción local
Controle la dirección de las rebabas y la compresión de la pila
Transición del anillo final
Controla la conexión entre barras y anillos
Porosidad de contracción, unión barra-anillo débil
Evite los cambios bruscos de sección y las masas pesadas aisladas
Alineación de la laminación
Determina la suavidad del paso interno
Alteración del flujo, forma irregular de la barra
Especificar controles de registro y apilamiento de ranuras
Anchura de la abertura de la ranura: dimensión pequeña, consecuencia grande
La apertura de la ranura es una de las características más fáciles de subestimar.
Una abertura de ranura estrecha puede ayudar al diseño electromagnético. Puede reducir ciertos efectos de la ranura. También puede hacer que el rotor sea más fácil de mecanizar o acabar.
Pero durante el vaciado, esa misma abertura puede convertirse en un punto de estrangulamiento.
Si la boca de la ranura es demasiado estrecha, el aluminio fundido entra en la cavidad de la barra con mayor resistencia y un flujo menos estable. El metal puede chorrear, doblarse, enfriarse o atrapar aire detrás de él. Una ranura que se llena en simulación en condiciones ideales puede volverse incoherente en producción cuando aparece la variación de apilado.
Esta es la parte incómoda: una apertura de ranura no tiene por qué ser “incorrecta” para ser arriesgada. Basta con que tenga un margen de proceso demasiado pequeño.
Una pregunta útil es:
¿Pueden llenarse repetidamente todas las ranuras del rotor cuando la pila está en su peor condición de tolerancia aceptable?
No es el mejor caso. Peor caso aceptable.
Esa es la condición de diseño que acabará encontrando la producción.
Espesor del puente ranurado: Ventaja eléctrica, penalización por fundición
El puente sobre una ranura de rotor cerrada o semicerrada afecta tanto al rendimiento magnético como al comportamiento de la fundición.
Un puente más fino puede ayudar a ciertos objetivos electromagnéticos, pero puede volverse frágil o inconsistente en el estampado. Un puente más grueso puede mejorar la robustez mecánica, pero también extrae calor del aluminio cerca de la parte superior de la ranura. Esto puede favorecer una congelación prematura.
La zona del puente también está cerca de la parte más estrecha de muchos diseños de ranuras. Así que se convierte en una restricción combinada de flujo y térmica.
Esa combinación importa.
Si el aluminio se congela cerca del puente antes de que el resto de la barra se alimente correctamente, el rotor puede desarrollarse:
débil relleno de ranuras
cierres fríos
porosidad local
reducción de la superficie efectiva de la barra
resistencia incoherente entre barras
El diseño puede seguir pareciendo normal desde fuera. El defecto está en el interior de la jaula de ardilla.
Por eso, el grosor de los puentes no debe revisarse sólo a través del flujo magnético y la resistencia mecánica. También hay que revisar la fundición.
Profundidad de la ranura y forma de la barra: Donde la resistencia se vuelve aleatoria
La geometría de la barra del rotor controla el comportamiento eléctrico. Barras profundas, barras estrechas, barras cónicas, ranuras cerradas, ranuras abiertas y formas de doble jaula modifican el rendimiento del motor.
Pero desde el punto de vista de la fundición, la forma de la barra también controla la dificultad de rellenar la cavidad.
Una ranura profunda y estrecha crea un paso largo. El aluminio debe permanecer caliente y fluido el tiempo suficiente para llenar toda la longitud de la barra. También debe empujar el gas fuera del paso. Si la parte inferior de la ranura es más ancha que el cuello, el flujo puede doblarse alrededor del gas atrapado. Si el extremo de la barra tiene una sección pesada, pueden aparecer contracciones después de que la vía de alimentación empiece a congelarse.
Así es como un valor de resistencia diseñado se convierte en una resistencia aleatoria.
El diseñador del motor puede esperar un área determinada de la barra del rotor. La fundición real puede ofrecer menos superficie debido a huecos internos, pliegues de óxido o rellenos parciales. Esto cambia la resistencia del rotor de una forma que nadie diseñó intencionadamente.
Una buena geometría de barra suele tener una forma tranquila:
transiciones suaves
sin bolsillos ciegos
sin expansiones bruscas
no hay regiones delgadas sin salida
sin esquinas afiladas innecesarias
no hay secciones pesadas que no se puedan alimentar
Puede parecer menos inteligente. A menudo da mejores resultados.
Inclinación del rotor: Bueno para los armónicos, más difícil para el relleno
La inclinación del rotor se utiliza habitualmente para reducir la ondulación del par, el ruido, las vibraciones y los armónicos de ranura.
Funciona desplazando las ranuras del rotor a lo largo de la pila. En lugar de una ranura recta, el aluminio debe llenar un pasaje retorcido o en ángulo.
Eso ayuda al comportamiento motor. Puede perjudicar el comportamiento de reparto.
Una ranura de rotor sesgada crea:
un paso de caudal más largo
más fricción contra las paredes de acero
mayor sensibilidad a la alineación de la laminación
más dificultad para mantener uniforme el área de la barra
mayor riesgo de aire atrapado en las regiones compensadas
Una desviación pequeña puede ser manejable. Una desviación mayor puede hacer que el rotor sea más sensible a la velocidad de llenado, la temperatura del aluminio, la temperatura de la matriz, la compresión de la pila y la ventilación.
No se trata de “evitar el sesgo”. Eso sería demasiado simple.
La mejor regla es:
No seleccione el ángulo de inclinación sólo en función del rendimiento electromagnético. Selecciónelo a partir del rendimiento electromagnético más la estabilidad de la fundición.
Un rotor silencioso pero difícil de fundir no es un diseño acabado.
Longitud de la pila: Rotor más largo, menos perdón
Cuanto más larga sea la pila de laminación, más difícil será llenar el rotor de forma consistente.
Una pila larga aumenta la longitud de cada cavidad de la barra del rotor. El aluminio fundido tiene más superficie de acero con la que entrar en contacto. Pierde calor. La presión disminuye. Las pequeñas restricciones de ranura se vuelven más importantes.
Las pilas largas también magnifican los pequeños errores de laminación.
Una laminación con una rebaba puede no importar mucho. Cientos de láminas con rebabas orientadas en la misma dirección pueden reducir el área efectiva de la ranura. Un pequeño error de indexación repetido a lo largo de la pila puede crear un paso interno irregular.
No se trata de un problema teórico. Es un problema de producción.
Las pilas de rotores más largas necesitan un control más estricto de:
altura de la rebaba de laminación
dirección de la rebaba
presión de chimenea
alineación de ranuras
acumulación de revestimiento
precisión de inclinación
planitud de la cara frontal
manejo de la pila antes de la fundición
Cuando están sueltos, los defectos de fundición pueden parecer aleatorios. No son aleatorios. La cavidad ha cambiado.
Rebabas y compresión de pilas: Bordes metálicos pequeños, problemas reales de flujo
El estampado crea rebabas. El corte fino, el desgaste de la herramienta, el estado del material y la holgura de la matriz afectan al tamaño y la dirección de las rebabas.
Una rebaba en el borde de la ranura puede hacer varias cosas a la vez:
reducir la apertura efectiva de la ranura
perturbar el flujo de aluminio
mantener las laminaciones separadas
crear rutas flash entre hojas
cambiar la altura de la pila
crear un adelgazamiento local de la barra
aumentar la variación entre rotores
Las rebabas suelen considerarse un problema de calidad de la laminación. También son un problema de calidad de la fundición.
La compresión de la pila añade otra capa. Si la pila no se comprime lo suficiente, puede haber fugas de aluminio entre las laminaciones. Si se comprime demasiado, la geometría de la ranura puede distorsionarse, especialmente cerca de puentes finos o regiones de dientes estrechos.
La pila debe comportarse como una cavidad controlada.
No un montón suelto de piezas precisas.
Geometría del anillo terminal: La zona defectuosa en la que la gente se fija demasiado tarde
Los anillos terminales conectan todas las barras del rotor en una jaula de ardilla que funciona. También crean algunas de las condiciones de fundición más importantes del rotor.
La unión entre la barra y el anillo es una zona problemática habitual porque la sección cambia rápidamente. Las barras finas se encuentran con un anillo más grande. El anillo permanece caliente más tiempo. La barra puede congelarse antes. La alimentación se vuelve irregular.
Eso crea riesgo para:
porosidad por contracción cerca del extremo de la barra
conexión barra-anillo débil
uniones agrietadas
mecanizado exposición de huecos
desequilibrio por relleno no uniforme
variación de la resistencia eléctrica
Un anillo terminal más grande puede reducir la resistencia eléctrica. También puede crear más riesgo de contracción. Ambas cosas pueden ser ciertas al mismo tiempo.
Aquí es donde el diseño del rotor se vuelve menos limpio de lo que sugieren las fórmulas.
El anillo final debe revisarse conjuntamente para comprobar el flujo de fundición, la solidificación, la tolerancia de mecanizado y el rendimiento eléctrico. Si cada equipo revisa sólo su parte, se pasa por alto la unión débil.
Cómo la geometría de laminación crea defectos específicos en la fundición del rotor
1. Disparos cortos
Un disparo corto significa que el aluminio no llenó completamente la cavidad prevista.
En las barras de rotor, esto puede ocurrir cuando la abertura de la ranura es demasiado estrecha, la pila es demasiado larga, la trayectoria oblicua es demasiado difícil o el aluminio se congela antes de que se llene la barra.
Pistas de geometría:
bocas de ranura estrechas
profundidad de ranura excesiva
inclinación severa
mala alineación de la pila
ventilación deficiente en las zonas de último llenado
transiciones bruscas entre ranuras
Respuesta del diseño:
Aumente el margen de proceso en la entrada de la ranura, reduzca las restricciones innecesarias, revise la longitud de la ruta de llenado y compruebe si la región de último llenado tiene una ruta de ventilación limpia.
2. Cierres en frío
Un cierre en frío se produce cuando dos frentes metálicos se encuentran pero no se fusionan correctamente.
En un rotor, un cierre en frío puede crear una debilidad eléctrica interna. La barra puede parecer llena, pero el camino conductor no está limpio.
Pistas de geometría:
flujo dividido alrededor de las características internas
cambios bruscos de sección
mala transición barra-anillo
flujo inestable a través de cuellos de ranura estrechos
turbulencias cerca de la puerta o de la entrada de la ranura
Respuesta del diseño:
Suavizar la trayectoria del flujo, reducir los cambios bruscos y evitar la geometría que hace que los frentes metálicos se encuentren después de un enfriamiento significativo.
3. Porosidad del gas
La porosidad gaseosa se forma cuando el aire o el gas quedan atrapados en el aluminio.
La geometría de laminación del rotor puede atrapar gas cuando el flujo bloquea la vía de escape antes de que la cavidad esté llena.
Pistas de geometría:
bolsillos ciegos
regiones cerradas
cuellos estrechos que desembocan en cavidades más anchas
malas vías de ventilación
zonas inclinadas por las que el aire no puede salir limpiamente
Respuesta del diseño:
Revise cómo sale el aire de cada ranura y región del anillo terminal. Si el gas no tiene salida, la presión por sí sola no resolverá el problema de forma fiable.
4. Porosidad de contracción
La porosidad por contracción se forma cuando el aluminio se contrae durante la solidificación y no puede alimentarse correctamente.
Suele aparecer en las regiones más gruesas o en las uniones donde la masa térmica es elevada.
Pistas de geometría:
anillos extremos pesados
empalmes de barra gruesa
aumento repentino de la sección
características del ventilador de fundición cerca de los anillos extremos
puntos calientes aislados
Respuesta del diseño:
Reducir los cambios bruscos de masa, mejorar las vías de alimentación y evitar la creación de regiones gruesas de aluminio aisladas sin control de solidificación.
5. Desequilibrio de la resistencia barra-barra
Un rotor puede pasar la inspección visual pero seguir teniendo una resistencia de barra desigual. Esto puede crear desequilibrios de corriente, concentración de calor, vibraciones u ondulaciones de par.
Pistas de geometría:
una región angular se rellena de forma diferente a las demás
registro incoherente de franjas horarias
acumulación local de rebabas
llenado irregular del anillo terminal
variación de la inclinación o compresión de la pila
Respuesta del diseño:
Compare la resistencia, las muestras seccionadas, los datos de peso y los datos de rendimiento. No se fíe sólo de la apariencia externa.
Directrices de diseño para laminados de rotor más moldeables
Tratar la geometría de la ranura como geometría de flujo
La ranura de un rotor no es sólo una característica magnética. También es un canal de flujo metálico.
Eso significa que hay que comprobar la ranura:
restricción de entrada
longitud de flujo
ruta de ventilación
riesgo de congelación local
cambios de sección
repetibilidad bajo variación de tolerancia
No es necesario que la ranura sea grande en todas partes. Tiene que poder llenarse en todas partes.
Evite las transiciones bruscas de barra a anillo
La unión de los extremos del anillo es una de las regiones más sensibles en la fundición a presión de rotores de aluminio.
Una transición brusca de una barra fina a un anillo pesado favorece el desequilibrio térmico. La barra puede congelarse primero. El anillo permanece caliente. La contracción aparece entonces cerca de la conexión.
Los mejores diseños utilizan transiciones más suaves y evitan la masa de aluminio innecesaria en la unión.
Mantener la inclinación dentro de un rango moldeable
El sesgo no debe seleccionarse sólo para reducir el ruido o los armónicos.
También debe comprobarse:
distancia de llenado de aluminio
capacidad de alineación de pilas
registro de ranuras
coherencia de la zona del bar
estrategia de ventilación
Pérdida de par por excesiva inclinación
Una inclinación moderada que lance consistentemente es a menudo mejor que una inclinación agresiva que cree variación en la producción.
Control de la dirección de la rebaba y de la presión de la pila
El control de rebabas no es sólo un requisito de estampación.
En la fundición a presión de rotores de aluminio, las rebabas afectan a la cavidad interna. Si las rebabas reducen el área de la ranura o abren vías de fuga entre las laminaciones, el proceso de fundición se vuelve menos predecible.
Un buen dibujo debe definir algo más que las dimensiones de las ranuras. También debe controlar:
altura de la fresa
dirección de la rebaba
compresión de pilas
altura de la pila
condición de la cara final
alineación de ranuras
daños de laminación aceptables
La calidad de la fundición empieza antes de la fundición.
Diseño para el peor caso de apilamiento de tolerancias
Una pila de laminación de rotor es una pila de tolerancia en sentido literal.
Cada laminación puede ser aceptable. La pila ensamblada aún puede crear una cavidad de fundición difícil.
Antes de lanzar un diseño de laminación de rotor, revise el peor caso aceptable:
apertura mínima de la ranura
rebaba máxima
máxima acumulación de revestimiento
longitud máxima de la pila
error máximo de desviación
distancia mínima de ventilación
variación máxima del puente
Si el rotor sólo funde bien en las dimensiones nominales, no está listo para la producción.
Los ajustes del proceso no pueden corregir totalmente la geometría defectuosa
La velocidad de inyección, la temperatura del aluminio, la temperatura de la matriz, la presión, el vacío, la ventilación y la lubricación afectan a la calidad de la fundición del rotor.
Pero los ajustes del proceso no pueden rescatar por completo una geometría deficiente.
Una ranura estrecha sigue restringiendo el flujo. Una cavidad ciega sigue atrapando gas. Una unión pesada en el extremo del anillo sigue creando riesgo de contracción. Una inclinación excesiva sigue alargando el recorrido de llenado.
El ajuste del proceso puede reducir los defectos. No puede eliminar siempre la causa del diseño.
Esto es importante porque a menudo se culpa a los equipos de producción de defectos que se diseñaron en la pila de laminación.
Un enfoque mejor es revisar juntos la geometría y el proceso:
¿Puede llenarse la ranura antes de la congelación?
¿Puede escapar el aire antes de que el aluminio bloquee el paso?
¿Puede el anillo final alimentar la unión de la barra?
¿Puede la pila permanecer apretada sin distorsionar la forma de la ranura?
¿Puede repetirse el mismo resultado en todas las herramientas, turnos y lotes de material?
Si la respuesta es débil, el dibujo necesita trabajo.
Lista de comprobación práctica DFM para la geometría de laminación del rotor
Utilice esta lista de comprobación antes de liberar el utillaje o al solucionar defectos de fundición del rotor de aluminio.
Pregunta de repaso
Por qué es importante
¿Es la abertura de la ranura lo suficientemente grande para una entrada estable del aluminio?
Evita los tiros cortos y el flujo inestable
¿Hay cuellos estrechos que desemboquen en bolsillos interiores más grandes?
Reduce el riesgo de atrapamiento de gas
¿Es el puente de la ranura demasiado grueso para el comportamiento de solidificación local?
Evita la congelación prematura cerca de la parte superior de la ranura
¿Es razonable la profundidad de la ranura para el proceso de fundición seleccionado?
Reduce los defectos de relleno de largo recorrido
¿Crea la inclinación un recorrido de llenado excesivo?
Protege la consistencia del relleno y el área de la barra
¿Son suaves las transiciones de la barra al final del anillo?
Reduce la contracción y las uniones débiles
¿Se controla la masa del anillo terminal?
Evita los puntos calientes y la porosidad
¿Se especifica la dirección de las rebabas?
Protege la zona de la ranura y los asientos de la pila
¿Está definida la compresión de pila?
Evita las rebabas entre láminas
¿Son realistas las tolerancias de registro de las ranuras?
Mantiene constante el canal de flujo interno
¿Se ha comprobado el diseño con la tolerancia más desfavorable?
Evita diseños que sólo funcionan en condiciones nominales
¿Se incluyen en la validación los controles de seccionamiento y resistencia?
Confirma la calidad interna de la jaula
Métodos de ensayo que revelan problemas de fundición relacionados con la geometría
La inspección externa es útil, pero no prueba que la jaula del rotor esté en buen estado.
Los defectos relacionados con la geometría suelen esconderse dentro de la pila de laminación o cerca de la unión de los anillos terminales.
Algunos métodos de validación útiles son:
Seccionamiento
El corte de rotores de muestra deja al descubierto el relleno de la barra, la porosidad, la contracción, los cierres en frío y la calidad de la barra con respecto al anillo. Es destructivo, pero aporta pruebas directas.
Comparación de la resistencia del rotor
La variación de la resistencia puede revelar una calidad desigual de las barras o conexiones débiles de las jaulas. No muestra la forma del defecto, pero puede mostrar que algo es inconsistente.
Control del peso
Las tendencias del peso del rotor pueden ayudar a detectar variaciones en el llenado. El peso por sí solo no es suficiente, pero merece la pena investigar los cambios repentinos.
Datos de saldos
La porosidad y el relleno desigual pueden afectar a la distribución de la masa. Los datos de equilibrio a veces pueden apuntar a una asimetría de la colada.
Pruebas de rendimiento
La corriente del rotor bloqueado, el comportamiento del par, el calentamiento, la vibración y la eficiencia pueden reflejar la calidad de la jaula.
Inspección por rayos X o TC
Para rotores críticos, la inspección interna puede identificar porosidad, contracción o relleno incompleto sin cortar cada muestra.
Ninguna prueba por sí sola cuenta toda la historia. La mejor validación utiliza varias señales juntas.
Errores comunes en el diseño de la laminación de rotores para fundición a presión
Error 1: diseñar las ranuras sólo en función del rendimiento eléctrico
El rendimiento eléctrico importa. Pero si la ranura no puede llenarse de forma coherente, el rendimiento previsto no existe en la producción.
Error 2: Utilizar “más inclinación” como solución sencilla
La inclinación puede reducir ciertos problemas del motor. También puede crear problemas de fundición y reducir el par si se utiliza en exceso.
Error 3: Ignorar el anillo final hasta tarde
El anillo final forma parte de la jaula eléctrica y del sistema de alimentación de la fundición. Debe revisarse pronto.
Error 4: Asumir que la porosidad es sólo un problema de proceso
La porosidad suele tener causas de proceso. También puede tener causas geométricas. En la mayoría de los casos reales se dan ambas.
Error 5: Tratar la pila de laminación como perfecta
El modelo CAD está limpio. La pila no lo está. Las rebabas, los revestimientos, la compresión y la alineación modifican la cavidad.
Error 6: Medir las dimensiones pero no la moldeabilidad
Una ranura puede cumplir la tolerancia dimensional y, aun así, ser difícil de rellenar. La colabilidad necesita su propia revisión.
Enfoque de diseño recomendado
Un mejor flujo de trabajo de diseño de rotor de aluminio se parece a esto:
Definir los requisitos electromagnéticos.
Crear la geometría inicial de la ranura y del anillo terminal.
Revisar la pila de laminación como cavidad de colada.
Compruebe la entrada de la ranura, la longitud del flujo, la trayectoria oblicua y la ventilación.
Repasar la masa del anillo final y las transiciones de la barra al anillo.
Aplicar el análisis de tolerancia en el peor de los casos.
Validar con simulación cuando esté disponible.
Confirmar con colada de prueba, seccionamiento, comprobaciones de resistencia y pruebas de rendimiento.
Vuelve a introducir los resultados en la geometría de laminación.
El paso 9 es donde muchos equipos se detienen demasiado pronto.
Una prueba de fundición no sólo debe aprobar o rechazar el proceso. Debe enseñar al diseño lo que hace realmente el aluminio.
FAQ: Geometría de laminación del rotor y fundición inyectada de aluminio
¿Qué es la geometría de laminación del rotor?
La geometría de las láminas del rotor se refiere a la forma y disposición de las láminas de acero punzonadas utilizadas para construir el núcleo del rotor. Incluye la forma de la ranura, la abertura de la ranura, el grosor del puente, la inclinación, la longitud de la pila, el estado de las rebabas y la alineación.
¿Cómo afecta la geometría de laminación a la fundición a presión de rotores de aluminio?
La pila de laminación forma la cavidad interna que rellena el aluminio fundido. Su geometría controla la resistencia al flujo, la ventilación, la velocidad de enfriamiento, el patrón de solidificación y la calidad final de la barra del rotor.
¿Por qué las ranuras del rotor provocan defectos de fundición?
Las ranuras del rotor pueden ser largas, estrechas, sesgadas o estar restringidas cerca de la abertura. Estas características pueden ralentizar el flujo de aluminio, atrapar gas o provocar una congelación prematura antes de que la ranura se llene por completo.
¿Qué geometría de rotor provoca porosidad?
El riesgo de porosidad aumenta con las cavidades ciegas, la ventilación deficiente, los cuellos estrechos, las secciones pesadas de los extremos del anillo, las transiciones bruscas de la barra al anillo y las zonas en las que el aluminio se solidifica sin una alimentación adecuada.
¿Afecta la inclinación del rotor a la calidad de la fundición?
Sí. La inclinación aumenta el recorrido efectivo del flujo y hace más sensible la alineación de las ranuras. Puede mejorar el comportamiento del motor, pero también puede aumentar la dificultad de llenado si el ángulo es demasiado agresivo.
¿Son más fáciles de moldear las ranuras de rotor cerradas?
Las ranuras cerradas o semicerradas pueden ofrecer algunas ventajas de fabricación y electromagnéticas, pero también pueden ocultar defectos internos y crear restricciones. La mejor opción depende del diseño completo del rotor y del proceso de fundición.
¿Por qué es importante la transición de un anillo a otro?
La transición de la barra al anillo final se produce cuando las barras delgadas del rotor se encuentran con un anillo de aluminio más grande. Esta zona es propensa a la contracción, la alimentación débil y la mala conexión eléctrica si el cambio de sección es demasiado brusco.
¿Pueden los parámetros de fundición arreglar una geometría de laminación deficiente?
Pueden ayudar, pero no pueden eliminar por completo el riesgo derivado de la geometría. Si la ranura atrapa aire o el anillo del extremo crea un punto caliente, el ajuste del proceso puede reducir los defectos, pero no eliminar la causa raíz.
¿Qué pruebas deben utilizarse para validar la calidad de la fundición del rotor?
Entre los métodos habituales se incluyen el seccionamiento, la comparación de resistencias, el seguimiento del peso, los datos de equilibrado, las pruebas de rendimiento y la inspección interna para aplicaciones críticas.
¿Cuál es la mejor manera de diseñar las láminas del rotor para la fundición a presión de aluminio?
Diseñar la pila de laminación como parte de la cavidad de fundición. Revise la forma de la ranura, la inclinación, las rebabas, la compresión de la pila, el venteo y las transiciones de los anillos finales antes de la liberación del utillaje. La mejor geometría de rotor no sólo es eficiente. Es repetible en la producción.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.